Процесс легирования
Основным способом легировать сталь является метод объёмного металлургического легирования. Заключается в сплавлении основного элемента с легирующими в печах разного вида (индукционные, вакуумно-дуговые, тигельные, конвертеры, дуговые, плазменные, и др.). При этом способе возможна существенная потеря активных веществ (марганца, хрома, молибдена, и др.).
Существуют также:
- механическое легирование,
- восстановление,
- электролиз,
- плазмохимическая реакция.
Механическое легирование выполняют в аттриторах – барабанах, в центре которых находится вал с кулачками. В них закладывают порошкообразные компоненты для получения нужного сплава. Во время вращения кулачки «ударяют» по смеси, и происходит «вбивание» легирующих добавок в основу.
При совместном восстановлении перемешивают оксиды элементов сплава с восстановителем, например, с гидридом кальция (СаН2) и производят нагрев. Идёт реакция восстановления оксидов до металлов, синхронно происходит процесс диффузии, выравнивающий состав сплава. Полученный оксид кальция (СаО) промывают водой, а сплав (в виде порошка) идёт в следующую обработку. Металлотермическое восстановление подразумевает использование металлов (магния, кальция, алюминия и др.) в качестве восстановителей.
Легирование полупроводников
При производстве полупроводниковых приборов легирование является одним из важнейших технологических процессов (наряду с травлением и осаждением).
Цели легирования
Основная цель — изменить тип проводимости и концентрацию носителей в объёме полупроводника для получения заданных свойств (проводимости, получения требуемой плавности pn-перехода). Самыми распространёнными легирующими примесями для кремния являются фосфор Р и мышьяк As (позволяют получить n-тип проводимости) и бор В (p-тип).
Способы легирования
В настоящее время технологически легирование производится тремя способами: ионная имплантация, нейтронно-трансмутационное легирование (НТЛ) и термодиффузия.
Ионная имплантация
Ионная имплантация позволяет контролировать параметры приборов более точно, чем термодиффузия, и получать более резкие pn-переходы. Технологически проходит в несколько этапов:
- Загонка (имплантация) атомов примеси из плазмы (газа).
- Активация примеси, контроль глубины залегания и плавности pn-перехода путем отжига.
Ионная имплантация контролируется следующими параметрами:
- доза — количество примеси;
- энергия — определяет глубину залегания примеси (чем выше, тем глубже);
- температура отжига — чем выше, тем быстрее происходит перераспределение носителей примеси;
- время отжига — чем дольше, тем сильнее происходит перераспределение примеси.
Нейтронно-трансмутационное легирование
При нейтронно-трансмутационном легировании легирующие примеси не вводятся в полупроводник, а образуются («трансмутируют») из атомов исходного вещества (кремний, арсенид галлия) в результате ядерных реакций, вызванных облучением исходного вещества нейтронами. НТЛ позволяет получать монокристаллический кремний с особо равномерным распределением атомов примеси. Метод используется в основном для легирования подложки, особенно для устройств силовой электроники .
Когда облучаемым веществом является кремний, под воздействием потока тепловых нейтронов из изотопа кремния 30 Si образуется радиоактивный изотоп 31 Si, который затем распадается с образованием стабильного изотопа фосфора 31 P. Образующийся 31 P создаёт проводимость n-типа.
В России возможность нейтронно-трансмутационного легирования кремния в промышленных масштабах на реакторах АЭС и без ущерба для производства электроэнергии была показана в 1980 году. К 2004 году была доведена до промышленного использования технология по легированию слитков кремния диаметром до 85 мм, в частности, на Ленинградской АЭС. .
Термодиффузия
Термодиффузия содержит следующие этапы:
- Осаждение легирующего материала.
- Термообработка (отжиг) для загонки примеси в легируемый материал.
- Удаление легирующего материала.
Маркировка легированных сталей
В России и СНГ действует система обозначения марок, состоящая из букв и цифр.
Обозначения конструкционных легированных сплавов
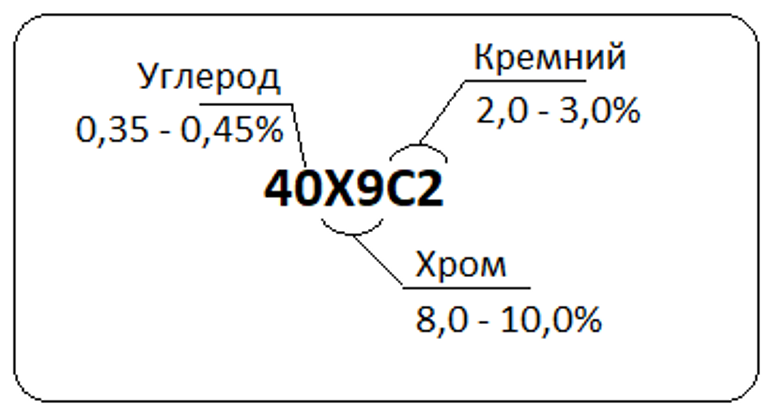
Маркировка такой стали состоит из цифр и букв. Буквы – это основные легирующие добавки, цифры после каждой из букв показывают содержание обозначенного элемента, округлённого до целого числа (если содержание легирующего компонента – до 1,5%, то цифра за буквой не пишется). Содержание углерода в процентах, умноженное на 100, пишется в начале наименования стали.
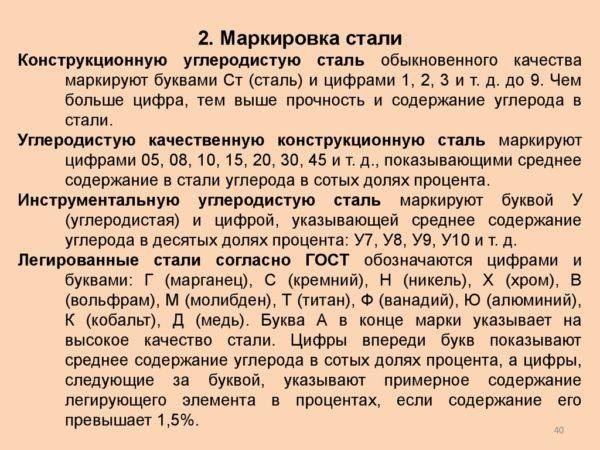
Маркировка основных легирующих компонентов:
| Элемент | Обозначение |
| Никель | Н |
| Кобальт | К |
| Молибден | М |
| Хром | Х |
| Марганец | Г |
| Бор | Р |
| Медь | Д |
| Цирконий | Ц |
| Фосфор | П |
| Кремний | С |
| Ниобий | Б |
| Вольфрам | В |
| Титан | Т |
| Азот | А (в середине наименования) |
| Ванадий | Ф |
| Алюминий | Ю |
| Редкоземельные металлы | Ч |
Если сталь с ограничением содержанием серы S и фосфора P <0,03% и является высококачественной, в конце маркировки указывают «А». Высококачественные стали, полученные электрошлаковым переплавом, имеют маркировку в конце наименования с буквой «Ш» через тире, например, 18ХГ-Ш.
Обозначения автоматных
В начале названия указывается буква «А». Если в качестве легирующей добавки идёт свинец, то маркировка будет начинаться с «АС». Для отображения других элементов, действует тот же порядок, что и для конструкционных легированных сталей.
Маркировка подшипниковых
Маркировка у них, как у легированных, только с «Ш» в начале. У стали, полученной электрошлаковым переплавом, добавляют «Ш» в окончании названия через тире. Например, ШХ8-Ш.
Обозначения инструментальных легированных
Маркируются аналогично конструкционным легированным сталям. Процентное содержание углерода указывается в начале маркировки, но отличается тем, что умножается не на 100, а на 10. Если содержание углерода менее 1%, то цифру в начале названия марки стали не указывают.
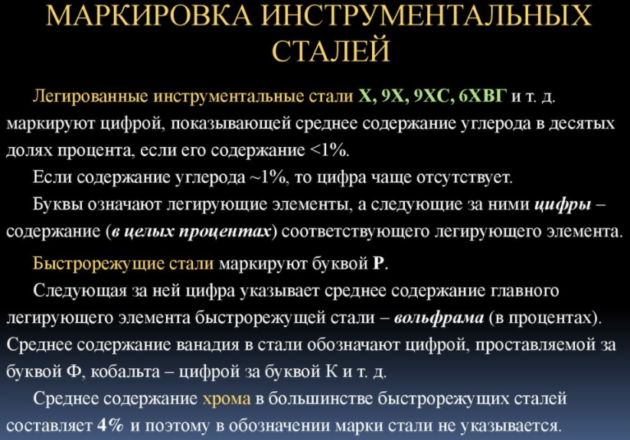
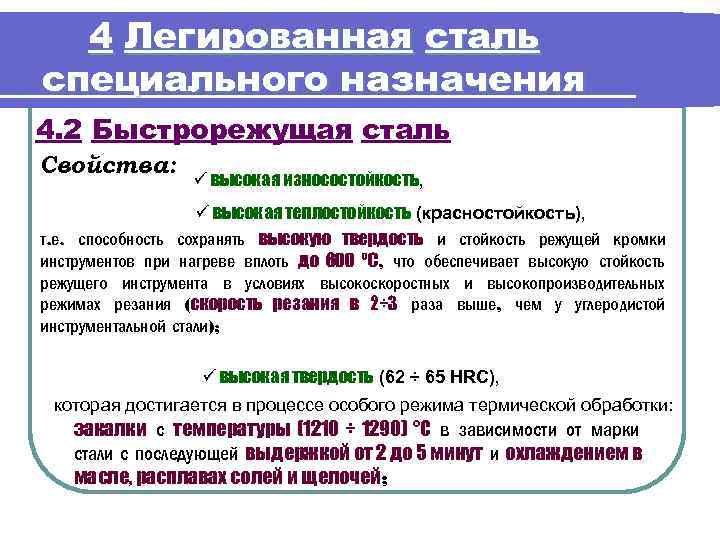
Маркировка быстрорежущих
Они маркируются в начале наименования буквой «Р» и цифрой, указывающей на содержание вольфрама в стали, затем следуют буквы и цифры других легирующих элементов.
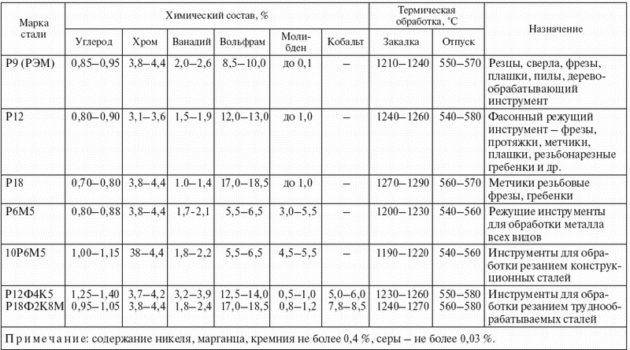 Таблица температур закалки быстрорежущих инструментальных сталей
Таблица температур закалки быстрорежущих инструментальных сталей
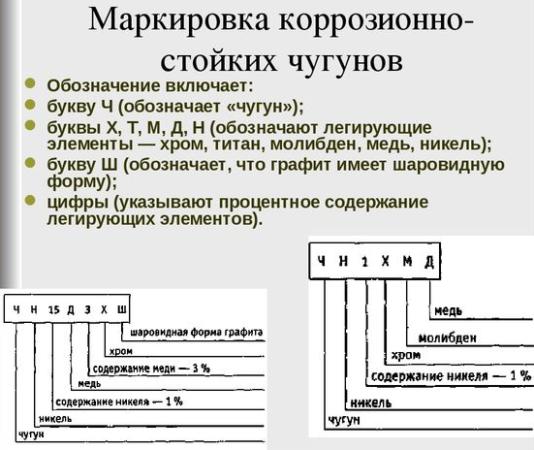
Маркировка коррозионно-стойких
Коррозионно-стойкие (нержавеющие), жаростойкие и жаропрочные имеют в обозначении цифры и записываются так же, как маркировка конструкционных легированных сталей. У литейных добавляется «Л».
Химический состав легированной стали
Есть постоянные компоненты – это те, которые есть в любом сплаве данной категории, есть также необязательные, легирующие ингредиенты. Сперва перечислим те, которые образуют классический материал:
- Железо. Это очень ковкий сам по себе металл, который добывается из руды. Особенность в том, что его довольно много находится в недрах земли, по добываемости он на втором месте после алюминия. Он хорошо вступает в реакции, именно по этой причине его можно сплавлять различными образами. В процентном соотношении его может быть от 45 до 97-99 процентов. Точное количество частей мы называть не будем, поскольку существует очень много марок сталей, состав которых разнится.
- Углерод. Это один из неотъемлемых компонентов. При совокупности данных веществ увеличиваются природные качества железа. В среднем его добавляют от 0,1% до 1,4% к общей массе. Чем больше его содержание, тем выше прочность. Все стальные изделия делят на углеродистые и низкоуглеродистые.
- Марганец. Интересный ингредиент, который также является легирующим. Хотя если его меньше, чем 1%, то особенных свойств он не придает. Сам по себе это очень красивый серебристый металл, именно от него слитки приобретают свой характерный перелив. Но основная заслуга марганца в том, что он является раскислителем, то есть способствует удалению из сплава кислорода, который, в свою очередь, негативно влияет на особенности. Есть интересные соединения (имени Гадфильда – создателя), которые содержат около 11 – 14 процентов. В таком случае сталь теряет свои магнитные качества, а также становится очень ударопрочной и износостойкой, поскольку при ударах упрочняется.
- Кремний – обязательный элемент, который при большом содержании (более 0,8%) имеет легирующие свойства. Он тоже является раскислителем, а также увеличивает стойкость, предел упругости, жаропрочность и некоторые другие особенности.
Кроме того, в составе обычно есть вредные и скрытые примеси. От них пытаются избавиться, но, к сожалению, полностью убрать не получается. Поэтому в крайне малых дозах в образцах есть:

- Сера, из-за которой увеличивается красноломкость – появляются трещины на разогретой заготовке.
- Фосфор, он приводит к увеличению хладноломкости, то есть хрупкости.
- Кислород, азот и водород – «разрыхляют» структуру.
- Окислы и нитриды – могут привести к надрывам.
Третья группа компонентов – это случайные. Они попадают в емкость вместе с шихтами, то есть со смесью исходных материалов, и не несут положительного влияния. Бывают безвредными или не очень полезными, но из-за малой доли содержания практически не важны. К ним относят:
- медь;
- цинк;
- свинец;
- хром;
- никель и пр.
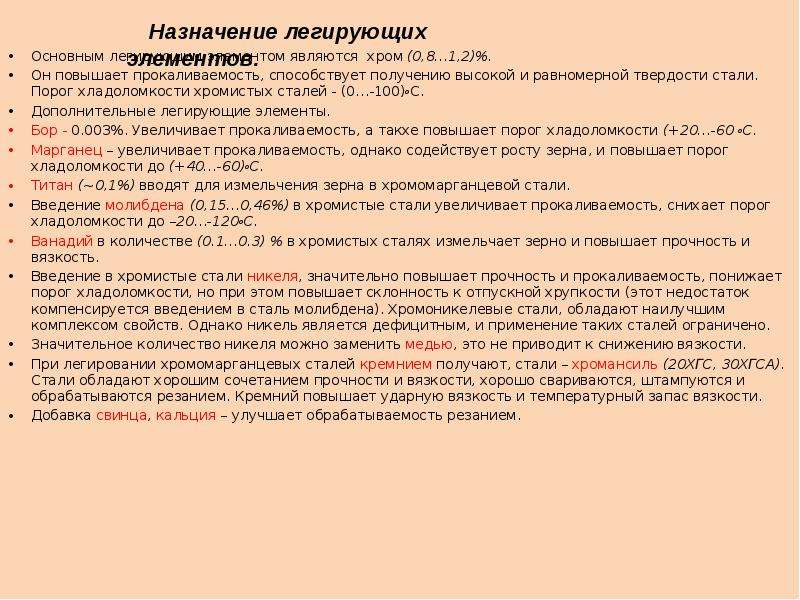
И, наконец, четвертая группа – это специальные легирующие добавки. Эти элементы вводятся дополнительно для повышения определенных характеристик. Именно они делают из классического сплава упрочненный. Более подробно мы перечислим компоненты в соответствующем разделе статьи.
Основные цели легирования
Слово «легирование» происходит от немецкого «legieren» (связывать, соединять). Положительное воздействие легирующих компонентов на свойства стали связано с обеспечиванием протекания двух физико-химических процессов.
Процесс №1
Образование термодинамических устойчивых растворов замещения, сопровождающееся замещением части атомов (ионов) железа в его кристаллической решётке (ионами) легирующего элемента. Это ведёт к искажению кристаллической решётки железа, поскольку радиусы ионов (катионов) легирующих элементов отличаются от радиуса катионов железа, что повышает твёрдость и прочность железа с сохранением его пластичности.
Процесс №2
Возникновение прочных и практически нерастворимых в жидком железе химических соединений между введёнными в расплавленный металл легирующими добавками и растворёнными в нём неметаллами (кислород, азот, сера, углерод и др.).
Результатами образования таких соединений являются:

- снижение остаточного содержания в расплавленном металле растворенных неметаллов, ухудшающих его качество;
- уменьшение общего объёма вредных примесей (растворённых и в виде неметаллических включений) в стали.
А также происходит выделение (выпадение) из жидкого металла таких мелких неметаллических включений, которые служат центрами кристаллизации и приводят к получению мелкозернистой первичной и вторичной структуры стали. Благодаря этому она имеет лучшую пластичность, малую анизотропность свойств после прокатки и т. д. Выделяющиеся во время кристаллизации мелкие неметаллические включения обладают склонностью скапливаться на поверхности растущих кристаллов, понижая скорость роста граней, а это, в свою очередь, уменьшает зернистость стали.
Низколегированные стали: классификация и применение
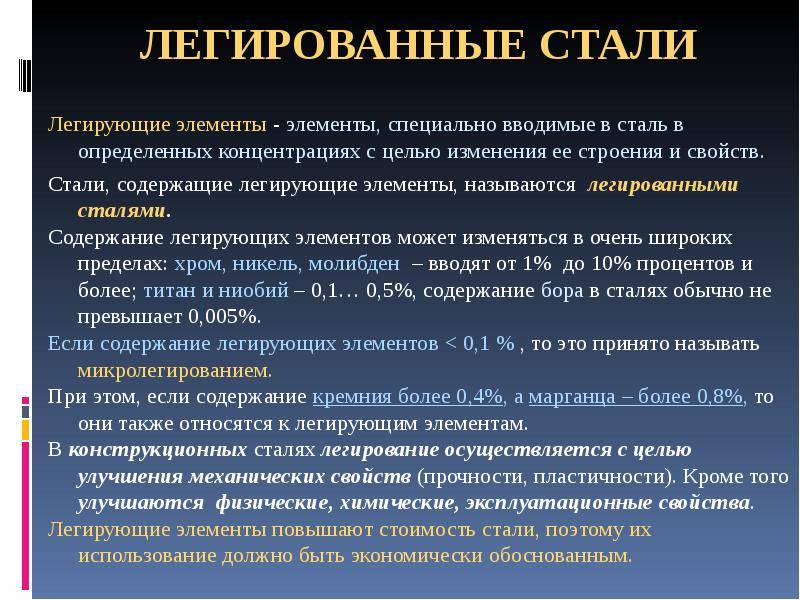
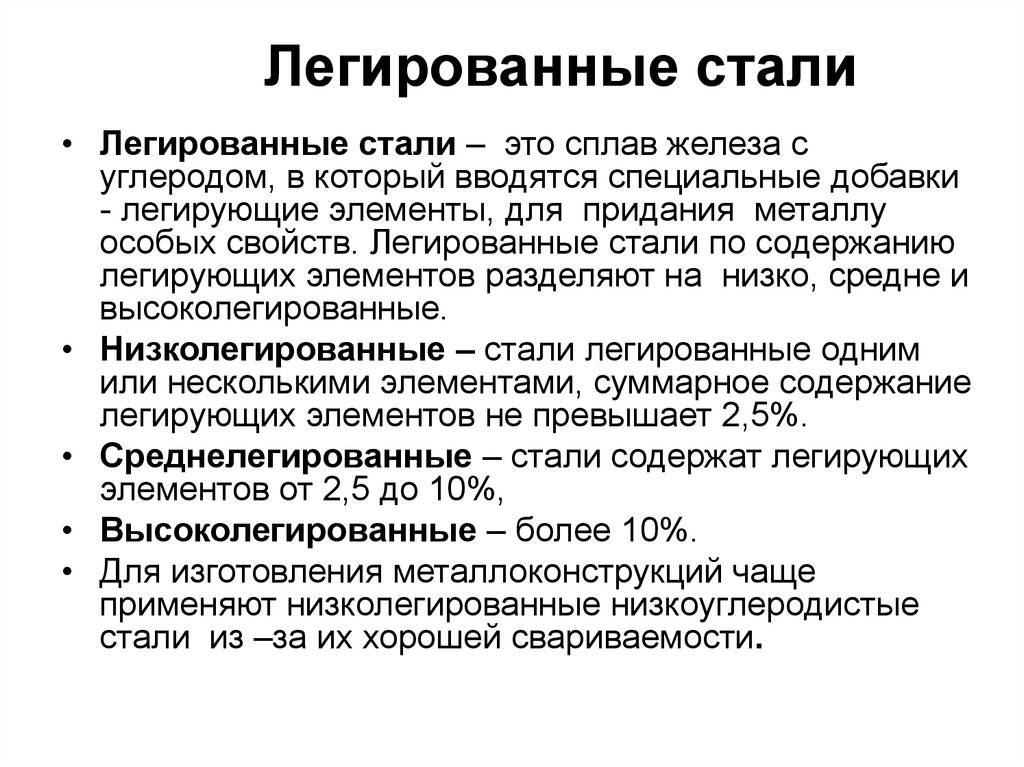
Легированными сталями называют такие стали, которые получают свои улучшенные свойства за счет: — одного или нескольких специальных легирующих элементов; — более высокого содержания, чем в обычных углеродистых сталях таких элементов как магний и кремний.
Легированные стали содержат марганец, кремний и медь в более высоких концентрациях, чем это допускается для обычных углеродистых сталей (1,65 % по марганцу; 0,60 % по кремнию и 0,60 % по меди).
Легирующие элементы повышают механические и технологические свойства сталей. Обычно легированные стали делят на три группы по суммарному содержанию легирующих элементов (не считая углерода): — низколегированные стали – менее 5 %; — среднелегированные стали – от 5 до 10 %; — высоколегированные стали – более 10 %.
Низколегированные стали
Низколегированные стали образуют группу сталей, которые проявляют более высокие механические свойства по сравнению с обычными углеродистыми сталями. Это является результатом добавок таких легирующих элементов как никель, хром и молибден. Для многих низколегированных сталей главная функция легирующих элементов заключается в увеличении прокаливаемости стали, чтобы оптимизировать затем прочностные и вязкие свойства средствами термической обработки. В некоторых случаях, однако, легирующие элементы применяют для того, чтобы повысить сопротивление стали каким-либо специфическим воздействиям.
Низколегированные стали , в свою очередь, разделяют:
- по химическому составу на базе основных легирующих элементов: никелевые, хромоникелевые, молибденовые, хромомолибденовые и тому подобные стали;
- по термической обработке: закаленные и отпущенные (мартенситные), нормализованные и отпущенные, отожженные и так далее;
- по свариваемости.
Стали могут иметь огромное разнообразие химических составов и, кроме того, одни и те же стали могут получать различные термические обработки. Поэтому существуют определенные «нахлесты» в той классификации низколегированных сталей, которая представлена выше.
По этой причине низколегированные стали чаще делят на четыре больших группы, такие как:
- низколегированные мартенситные (улучшаемые) стали;
- среднеуглеродистые высокопрочные стали;
- шарикоподшипниковые стали;
- теплостойкие хромомолибденовые стали.
Низколегированные мартенситные стали
Низколегированные мартенситные стали характеризуются относительно высокой прочностью с минимальным пределом текучести 690 МПа и хорошей ударной вязкостью и пластичностью, коррозионной стойкостью и свариваемостью. Их также называют низколегированными улучшаемыми сталями, имея в виду улучшение термической обработкой. Из этих сталей изготавливают плиты, листы, прутки, профили и кованые изделия. Они широко применяются для изготовления сосудов под давлением, землеройного и шахтного оборудования, а также ответственных элементов больших стальных конструкций.
Среднеуглеродистые высокопрочные стали
Среднеуглеродистые высокопрочные стали являются конструкционными и имеют очень высокую прочность. Минимальный предел текучести сталей этого класса достигает 1380 МПа.
ГОСТ 4543-71 разбивает эти сплавы на пять групп – по возрастанию степени легирования. По мере увеличения степени легирования возрастает размер сечения изделия, на котором может быть достигнута сквозная прокаливаемость. Самые прочные стали из пятой группы легируются 1,2-1,5 % хрома; 3,0-3,4 % никеля; 0,35-0,45 % молибдена и 0,1-0,2 % ванадия.
Примером такой стали может служить хромомолибденовая сталь 30ХМ из третьей группы по ГОСТ 4543-71 (аналог знаменитой стали 4130, из которой за рубежом делают велосипедные рамы). Минимальные предел текучести стали 30ХМ составляет 735 МПа, минимальный предел прочности – 930 МПа, а минимальная ударная вязкость KCU – 78 Дж/см2.
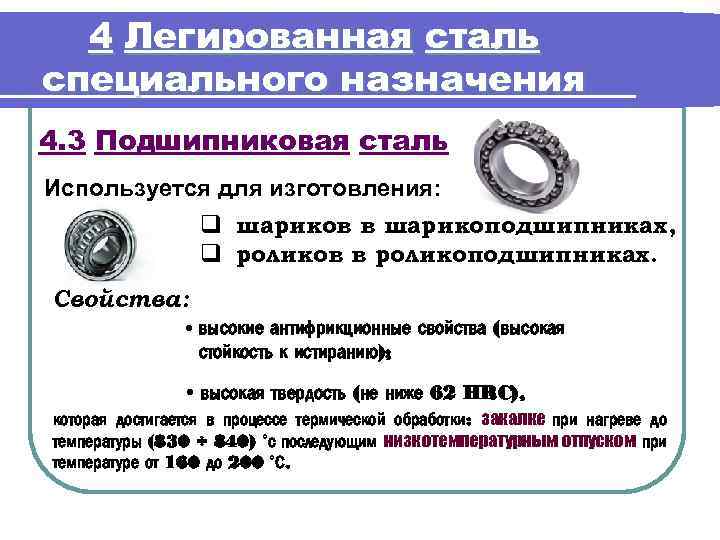
Шарикоподшипниковые стали
Шарикоподшипниковые стали должны обладать высокой твердостью. Поэтому они обычно имеют содержание углерода около 1 %. Для хорошей прокаливаемости при закалке в масле эти стали имеют от 0,4 дл 1,65 % хрома. Иногда применяют низколегированную подшипниковую сталь (0,10-0,20 % углерода). В этом случае высокой твердости поверхности добиваются цементованием.
Хромомолибденовые теплостойкие стали
Хромомолибденовые теплостойкие стали содержат 0,5-9 % хрома, 0,5-1,0 % молибдена и обычно менее 0,20 % углерода. Их подвергают различным термическим обработкам: нормализации с отпуском, закалке с отпуском или отжигу. Эти стали применяют в нефтегазовом оборудовании, химической промышленности, оборудовании обычных и атомных электростанций для изготовления труб, теплообменников и сосудов высокого давления.
Низколегированные стали
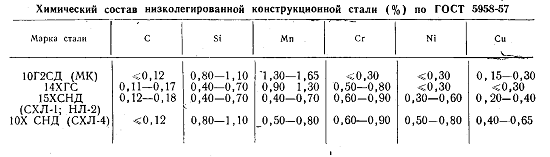
Низколегированные стали должны обладать хорошей пластичностью, удовлетворительной свариваемостью и высокой сопротивляемостью хрупкому разрушению. Оптимальные механические свойства они приобретают после закалки или нормализации и последующего высокого отпуска. Примеры низколегированных сталей — 14Г2, 14ХГС, 15ГС и другие. Они характеризуются малым содержанием углерода (<0,18%). Высокие механические свойства низколегированных и малоуглеродистых сталей достигаются применением других присадок (марганца, хрома, никеля, кремния и других).
Технология сварки низколегированных металлов
Основными показателями свариваемости низколегированных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению. Такие металлы обычно имеют ограниченное содержание C, Ni, Si, S и P, поэтому при соблюдении режимов сварки и правильном применении присадочных материалов горячие трещины отсутствуют. Критериями при определении диапазона режимов выполнения сварочных работ и температур предварительного подогрева служат допустимые максимальная и минимальная скорости охлаждения металла околошовной зоны. Максимально допустимые скорости охлаждения принимаются таким образом, чтобы предотвратить образование холодных трещин в металле околошовной зоны.
 Химический состав сплавов
Химический состав сплавов
Электроды для сварки низколегированных сталей ручной дуговой сваркой имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10 ; Mn 0.8…1,2 ; Si 0,2…0.4 ; Cr 0,6…1,0 ; Mo 0,2…0.4 ; Ni 1,3…1,8 ; S до 0,03 ; Р до 0,03. Сварочный ток выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. Сварку технологических участков нужно производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200С°.
Особенности сварки низколегированных сталей под флюсом заключаются в её проведении на постоянном токе обратной полярности. Сила тока при этом не должна превышать 800 А, напряжение дуги — не более 40 В, скорость сварки изменяют в пределах 13…30 м/ч. Одностороннюю однопроходную сварку применяют для соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке. Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних или двусторонних) используют проволоку марки Св-08ХН2М, так как швы в этом случае имеют излишне высокую прочность и применение более легированной проволоки для таких соединений нецелесообразно.
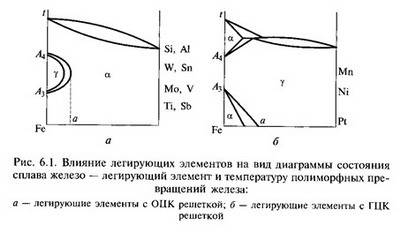 Влияние легирующих элементов на структуру и свойства металлов
Влияние легирующих элементов на структуру и свойства металлов
Если сварка низкоуглеродистых и низколегированных сталей осуществляется в углекислом газе, то в качестве электрода применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку. При сварочных работах в смесях на основе аргона используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металлических швов при сварке сталей с прочностью до 700 МПа. Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку также применяют при сварке низкоуглеродистых и низколегированных сталей повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.


Газовая сварка низколегированных сталей характеризуется повышенным разогревом свариваемых кромок, пониженной коррозионностойкостью и усиленным выгоранием легирующих примесей. Это приводит к ухудшению качества сварных соединений по сравнению с другими способами сварки. При газовой сварке в качестве присадочного материала используют проволоку марок СВ-10Г2, Св-08, Св-08А, а для ответственных швов — Св-18ХГС и Св-18ХМА. Механические свойства шва можно повысить проковкой при температуре 800 °С — 850°С с последующей нормализацией.
Маркировка: какие марки стали называются легированными
Нормативный документ, который регламентирует название каждого нового подвида, – это ГОСТ 4543-71. Потребность в наличии такой систематизации возникла из-за огромного количества разновидностей, которые только увеличиваются с каждым годом, потому что открываются новые соединения и пропорции. Каждый вид предназначен для отдельной сферы деятельности и уникален по-своему. Чтобы их отличать, используют специальные нанесения. Вот как она выглядит:
Или так, на английском языке:
В первом случае букв указано не было, значит это просто классический сплав с добавками. Но во втором мы видим спереди «Х» – ее наличие говорит, что перед нами хромистая сталь. Если в начале стояли другие, они бы свидетельствовали о следующем:
- Ж – нержавеющая;
- Е – магнитная;
- Я – хромоникелевая нержавейка;
- Ш – шарикоподшипниковая;
- Р – быстрорежущая инструментальная.
Также аббревиатуры могут стоять справа. Например:
- А – высококачественная;
- Ш – особовысококачественная;
- Н – полученная способом нагартованного проката;
- ТО – использован термически обработанный прокат.
Теперь о цифрах и буквах внутри самой маркировки. Цифровое обозначение обычно показывает процентное соотношение вещества. Но так как нет возможности уточнять все до сотых частей, то принято округлять до целых. А если содержание не превышает 1%, то буквенный знак присутствует, а цифра не ставится. Сами элементы записываются либо по химическим формулам, либо по первым значениям. Посмотрим более полный перечень:
Если вы хотите исчерпывающие списки и перечни марок, следует заглянуть в вышеупомянутый ГОСТ.
1 Описание процесса, цели
Нужно различать легирование стали, которая применяется для изготовления инструментов, и той, которая применяется для изготовления полупроводников. Так, в первом случае требуется повышение именно механических характеристик, а во втором случае требуется повышение токопроводящих свойств. Для этого применяются различные легирующие добавки, а также существенно отличается технологический процесс. Для того, чтобы иметь понятие о процессах, в данном материале будут вкратце рассмотрены основы легирования металлов для различных технических нужд.
Под легированием понимают добавление в состав металла различных примесей (добавок), которые изменяют характеристики и свойства металла. При этом процессы легирования разделяют на:
- Металлургическое легирование (по-другому – объемное).
- Поверхностное. Оно может быть выполнено несколькими способами: диффузией, ионным “обстрелом” и т.д.
В зависимости от того, для какой отрасли производят легирование стали, могут применяться различные технологии. Так, на металлургических производствах для легирования стали в расплавленный металл в качестве добавки применяется металл для легирования.
 Добавление добавок в расплавленный металл
Добавление добавок в расплавленный металл
Легирование хромом, молибденом, никелем, ниобием (ниобий применяется редко) и т.д. Такие добавки позволяют существенно улучшить физико-химические свойства материала. Чтобы стальная заготовка обладала определенными свойствами (например, сопротивляемость коррозии, увеличение твердости и уменьшение износа), применяется поверхностное легирование. Технологический процесс легирования может производиться на различных этапах плавки для получения различных характеристик готового проката.
Поверхностное легирование часто применяют для изготовления стекол и керамических изделий. Это гораздо лучше, чем напыление, потому что происходит диффузия легирующей добавки и основного материала.
Главной целью легирования полупроводников является изменение проводимости, а также концентрации носителей в заданном количестве материала, при этом получая необходимые свойства (например, плавность pn-перехода). Для этих целей наиболее часто применяются добавки фосфора или мышьяка, иногда добавляют бор.
Маркировка легированных сталей
Из-за большого разнообразия сплавов с улучшающими добавками появилась необходимость в их маркировке. Легированные стали классификация и маркировка которых будет приведена ниже очень легко идентифицировать по буквенному обозначению, а также по указанию процентного состава тех или иных веществ в металле.
Маркировка включает в себя буквы, которые обозначают предназначение металла.
- Ж, Х, Е — обозначение нержавеющих, хромистых и магнитных сплавов.
- Я — хромоникелевая нержавеющая сталь.
- Ш — шарикоподшипниковая.
- Р — режущая.
- А, Ш — качественная и высококачественная легированная сталь.
Также в сплавах могут содержаться следующие элементы:
- Азот — А
- Алюминий — Ю
- Бериллий — М
- Бор — П
- Вольфрам — В
- Ванадий — Ф
- Кобальт — К
- Кремний — С
- Марганец — Г
- Медь — Д
- Молибден — М
- Магний — Ш
- Ниобий — Б
- Никель — Н
- Селен — Е
- Титан — Т
- Фосфор — П
- Хром — Х
- Цирконий — Ц
- Редкоземельные металлы — Ч
Если легированные стали маркировка которых после букв не имеет цифр не содержат ниобия, молибдена, ванадия, алюминия, азота, бора, титана, циркония и редкоземельных металлов, то это будет говорить о том, что в материале содержание легирующего элемента менее 1,5%. Для перечисленных выше металлов имеется исключение из данного правила, по причине влияния на механические свойства сплава даже десятых долей процента.
Если перед буквенным обозначением стоит цифра, то это показатель содержания кремния, а расположение цифр после буквы указывает процентное соотношение обозначенных химических элементов.
Стандарты стран СНГ
При обозначении легированной конструкционной стали процентная величина массовой доли углерода маркируется первыми двумя цифрами без использования буквенного обозначения. Далее в порядке уменьшения указываются легирующие компоненты и их доля в сплаве в среднем эквиваленте. Буквенные обозначения химических элементов указаны в таблице 1. Легирующие присадки, количество которых менее 1,0% указываются только в расшифрованной номенклатуре, так как обозначение тогда бы приняло очень громоздкий вид.
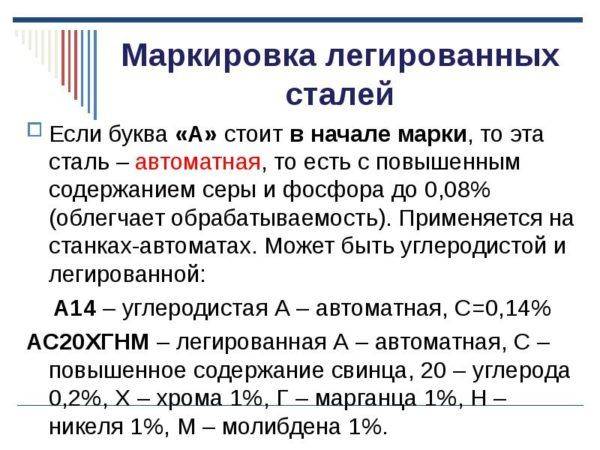
Учитывая обширный сортамент, также марка стали может включать дополнительные симвноменклатуре, так как обозначение тогда бы приняло очень громоздкий вид.олы, более расширенно описывающие свойства или особенности: А – автоматные, Е – магнитные, Ж – нержавеющие, Р – режущие, Х – хромистые, Ш – шарикоподшипниковые, Э – электротехнические, Я – хромоникелевые. Также маркировка может предполагать исключения от общих правил обозначения. Так в зависимости от химического состава конструкционные сплавы разделяют на качественные и высококачественные. Например, в конце маркировки буква «А» указывает, что сплав является особо чистым в части содержания фосфора и серы, а буква «Ш» относит их к высококачественным.
Маркировка легированных сталей для речного и морского судостроения часто осуществляется в соответствии с ГОСТ 5521-86 и требованиями Международной ассоциации классификационных обществ. Это означает, что такие сплавы классифицируют на категории A, B, D и Е с учетом предела текучести, показателям прочности, хрупкости и сопротивления ударным нагрузкам.
Европейские стандарты
EN 10027 определяет порядок обозначения всех сталей. Легированные сплавы имеют маркировку 1.20ХХ – 1.89ХХ, где первая цифра определяет, что данный материал относится к сталям, вторая и третья цифра определяют номер группы сталей и две последние – порядковый номер сплава в этой группе. Например, категория инструментальных сталей идентифицируется как 1.20ХХ – 1.28ХХ, а нержавеющих как 1.40ХХ – 1.45ХХ.
Североамериканские стандарты ASTM/ASME и AISI
В США действует наиболее обширная система маркировки сталей. Например, маркировка ASTM предполагает обозначение основных химических элементов, предел прочности и форму проката. В системе AISI используют 4 цифры, где первые две указывают номер группы, две последующие – процентное количество углерода. Буквенные символы демонстрируют наличие соответствующих присадок.
Марки, наиболее востребованные в инжиниринге
- 09Г2С – низколегированная сталь, сочетающая механическую прочность, хорошую обрабатываемость и доступную стоимость;
- 40Х и ее аналог AISI 5135 – основной конструкционный материал для изготовления деталей и оборудования промышленного сектора и трубопроводной арматуры;
- 10Г2С1 – кремнемарганцевая марка, демонстрирующая хладостойкость, неплохую свариваемость и повышенную коррозионную стойкость, благодаря чему востребована при сооружении мостов, газопроводов и объектов повышенной надежности;
- 10Х11Н23Т3МР – жаропрочный сплав аустенитного класса, использующийся для производства пружин, деталей крепежа, работающих при температурах до 700ºС.
Легирование металлов и сплавов
Легирование – важная составная часть технологии получения высококачественных экономнолегированных чугунов и сталей.
Теории упрочняющего легирования позволяют на основе диаграмм состояния, атомного строения элементов, ряда физико-химических моделей
прогнозировать свойства сплавов и обосновать выбор легирующего комплекса. Вместе с тем технологии легирования не уделяли должного внимания –
впрочем зачастую это происходит и сегодня.
Операцию легирования сплавов нельзя (!) путать с операциями модифицирования и раскисления (а эта ошибка происходит очень часто), потому что
в этих случаях совершенно разный механизм влияния на стуктуру и свойства сталей и сплавов. Об отличиях легирования от микролегирования
см. на странице Микролегирование.




Как отмечено выше, легирование сплавов следует осуществлять на более ранних стадиях, то есть – ещё при выплавке сплавов, в частности
чугунов и сталей. В случае, если операция легирования металла будет перенесена на стадию обработки в ковше (вне печи), это может приводить
к нестабильности свойств, как следствие того, что тугоплавкие ферросплавы не успеют вовремя и полностью
раствориться. Температуры плавления большинства легирующих элементов, эффективно влияющих на структуру и свойства чугунов и сталей, выше, чем
технологическая температура плавки стали, и тем более – чугуна. Поэтому процесс растворения чистых металлов и их ферросплавов при легировании
происходит в диффузионном режиме и является длительным.
Для легирования железоуглеродистых сплавов используются практически все основные элементы периодической системы,
за исключением, пожалуй, благородных металлов и трансурановых элементов. Но на практике круг элементов, используемых для легирования сплавов,
гораздо уже – в основном это металлы IV-VI групп системы элементов.
Разница между низколегированной сталью и высоколегированной сталью
Основное различие между низколегированной сталью и высоколегированной сталью состоит в том, что низколегированные стали содержат менее 0,25% легирующего элемента, тогда как высоколегированные стали имеют более 10% легирующего элемента.
Кроме разделения на низколегированную и высоколегированную сталь, она ещё подразделяется по степени легирования на среднелегированную. В этой стали количество легирующих элементов составляет от 2,5 до 10 %)
Сплав представляет собой смесь двух или более элементов. Он производится путем смешивания металла с некоторыми другими элементами (металлами или неметаллами или обоими), чтобы получить материал, который обладает улучшенными свойствами по сравнению с исходным металлом. Низколегированная и высоколегированная сталь — это два типа сплавов железа с легирующими элементами.
Наиболее популярные легирующие элементы в этих сталях применяются такие: никель (Ni) , медь (Cu) , титан (Ti) и ванадий (V), азот (N) и др.
Что такое низколегированная сталь?
Низколегированная сталь — это тип легированной стали, свойства которой улучшены по сравнению с углеродистой сталью. Например, этот сплав обладает лучшими механическими свойствами и большей коррозионной стойкостью, чем углеродистая сталь. Содержание углерода в низколегированной стали составляет менее 0,2%. Наиболее распростраённые л егирующие элементы в этой стали такие: Никель (Ni), Хром (Cr), Молибден (Мо), Вольфрам (V), Бор (B), Вольфрам (W) и Медь (Cu).
В большинстве случаев процесс изготовления этих легированных сталей включает термическую обработку и отпуск (для нормализации). Но теперь, появилась тенденция производить закалку и отпуск. Кроме того, почти все материалы из низколегированной стали являются свариваемыми. Однако материал иногда требует обработки до или после сварки (чтобы избежать растрескивания).
Некоторые преимущества низколегированной стали:
- Предел текучести выше
- Высокий предел прочности
- Более высокая стойкость к окислению и коррозии
- Низкий порог хладноломкости
Этот материал применяется в промышленности, но до максимальной температуры 580 °C. Если температура выше, чем 580 °C, этот материал не подходит из-за отсутствия достаточной стойкости к окислению, чтобы справиться с высокими температурами.
Что такое высоколегированная сталь?
Высоколегированная сталь — это тип легированной стали, в котором более 10% легирующих элементов. В отличие от низколегированной стали, легирующими элементами для высоколегированной стали являются хром (Cr) и никель (Ni). Н аиболее известным примером этой стали — является нержавеющая сталь.
Хром обеспечивает сталь тонким оксидным слоем на поверхности стали. Это называется скрытым слоем, потому что этот слой задерживает коррозию металла. Кроме того, производители обычно добавляют большое количество углерода и марганца, чтобы придать стали аустенитный характер. Кроме того, этот материал дороже, чем низколегированная сталь.
В чем разница между низколегированной сталью и высоколегированной сталью?
Как низколегированная, так и высоколегированная сталь обладают улучшенными свойствами, чем углеродистая сталь. Однако ключевое различие между низколегированной сталью и высоколегированной сталью состоит в том, что низколегированные стали содержат менее 0,25% легирующих элементов, тогда как высоколегированные стали содержат более 10% легирующих элементов. В химическом составе низколегированная сталь содержит железо, углерод (менее 0,2%) и другие легирующие элементы, такие как Никель (Ni), Хром (Cr), Молибден (Мо), Вольфрам (V), Бор (B), Вольфрам (W) и Медь (Cu), в то время как высоколегированная сталь содержит железо, хром, никель, углерод, марганец и др.