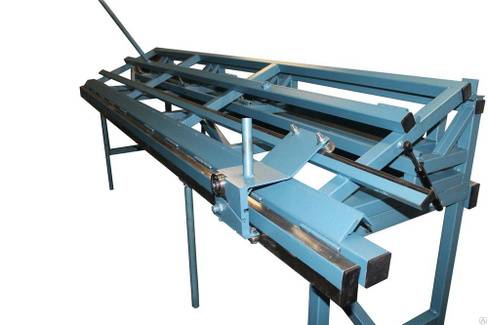
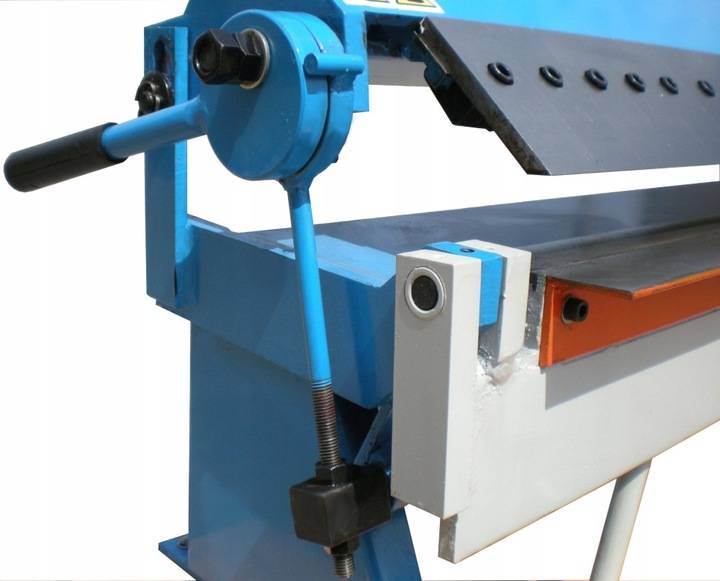
Ручной сегментный листогиб STALEX PBB 1020/2,5

На этой универсальной модели с одной сегментной балкой изготавливают изделия сложных конфигураций: коробки, кожухи, корпуса и вентиляционные элементы, поддоны и др. Гибка на четыре стороны происходит регулировкой сегментов, которых на устройстве 11 размерами от 25 до 270 мм.
Ширина гибочной балки 15 мм, высота подъема – 0,5 метра.
Особенности конструкции:
прочная стальная станина.
ножная педаль позволяет быстро выполнять поворот и перемещать заготовку.
пружинная система и вертикальный ход гибочной траверсы гарантируют закрепление заготовки точно параллельно поверхностям.
аккуратный сгиб обеспечивается длинными зажимными пластинами
Технология гибки профилированным инструментом
Все рассматриваемые далее процессы ведутся с применением специализированного инструмента – штампов. Рабочими деталями любого гибочного штампа являются пуансон и матрица. Пуансон – подвижная часть штампа – закрепляется. Как правило, в верхней его половине, и при перемещении ползуна двигается возвратно-поступательно. Матрица – неподвижная часть штампа – располагается в нижней его половине, которая фиксируется на столе оборудования.
Точность штамповки профилированным инструментом зависит от:
Соответствия рабочих профилей пуансона и матрицы чертёжным размерам изделия;
Направления оси гибки, которое всегда (это важно!) должно совпадать с направлением прокатки исходной заготовки (легко устанавливается по внешнему направлению волокон на исходной заготовке);
Учёта пластических и упругих свойств деформируемого металла или сплава;
Надёжности и точности регулировки упоров под изгибаемую заготовку;
Скорости деформирования металла ползуном оборудования;
Температуры деформации (перед горячей гибкой обязательным переходом является очистка поверхности заготовки от окалины, наличие которой ухудшает качество гибки, и провоцирует ускоренный износ рабочего инструмента).
При проектировании рабочего профиля гибочных пуансонов и матриц основным фактором является не технологическое усилие (при всех вариантах гибки оно невелико), а так называемое упругое последействие металла заготовки, называемое пружинением.
В результате пружинения металл всегда стремится вернуться к своей первоначальной форме, а интенсивность этого стремления зависит от предела пластичности. Мягкие металлы (алюминий, медь, сталь с процентом углерода до 0,1% и пр.) распружинивают на 3…8%, а латуни, средне- и высокоуглеродистые стали — на 12…15%.
Учёт пружинения производится по нескольким вариантам:
- Изготовлением пуансонов и матриц с рабочим профилем, который учитывает будущее пружинение (например, если требуется согнуть заготовку на угол 600, при ожидаемом пружинении металла 100, то профиль инструмента выполняют под углом 700). Коэффициенты пружинения определяются по таблицам, в зависимости от марки материала и толщины заготовки.
- Изготовления пуансонов с поднутрением, куда затекает деформируемый металл. При этом силы упругого последействия нейтрализуются усилием пластического деформирования заготовки.
- Введением дополнительного калибрующего перехода, когда происходит доштамповка изделия. Способ непроизводителен, поскольку увеличивает трудоёмкость гибки.
- Снижением скорости деформирования и оставления металла под нагрузкой в течение некоторого времени, пока не исчезнут силы инерции в деформируемом сечении. Это возможно только на гидравлических прессах, либо прессах со специальным, кривошипно-коленчатым приводом.
Гибка профилей
 Станок профилегибочный ручной
Станок профилегибочный ручной
Ввиду того, что данные профили имеют повышенное значение момента сопротивления, традиционные способы гибки тут неприемлемы. Поэтому для гибки используют преимущественно машины ротационного действия. По сравнению с листогибочным оборудованием они имеют то преимущество, что приложение усилия происходит не одновременно по всей поверхности заготовки, а последовательно. В результате усилие гибки снижается, а требуемый для выбора электродвигателя крутящий момент снижается.
Для небольших заготовок ротационные машины вообще могут иметь ручной привод. Поскольку гибка выполняется по последовательной схеме, то одновременно с деформацией может производиться и правка изделия, что способствует снятию внутренних напряжений в материале.
Правильно-гибочные машины различают по количеству рабочих валков – их может быть три или четыре. Валки могут устанавливаться по симметричной или асимметричной схеме. Регулировка параметров гибки заготовок производится соответствующим изменением положения оси приводного валка, а также изменением их диаметров и профиля рабочей части.
 Валы профилегибочного станка
Валы профилегибочного станка
Несмотря на некоторые сложности автоматизации процесса валковые машины конструктивно очень просты и неэнергоёмки. Для них не требуется также изготовление специализированного инструмента — штампов.
По подобному принципу изготавливаются также и станки для гибки труб. Принципиальным отличием здесь является наличие узла оправки, которая размещается в деформируемой трубе, и препятствует искажению профиля заготовки в процессе её гибки.
Дефекты и трудности при гибке
Гибка малопластичных сталей (в частности, содержащих более 0,5% С) усложняется, главным образом, из-за явления пружинения – несоответствия конфигурации готовой детали требованиям чертежа. Пружинение – основная проблема при разработке технологического процесса гибки.
Суть явления состоит в упругом последействии материала после снятия рабочей нагрузки. В результате форма заготовки искажается (в некоторых случаях фактический угол пружинения может доходить до 12…150, что впоследствии резко сказывается на точности сопряжения гнутой детали со смежной).
Пружинение ликвидируют или уменьшают использованием следующих технологических приёмов:
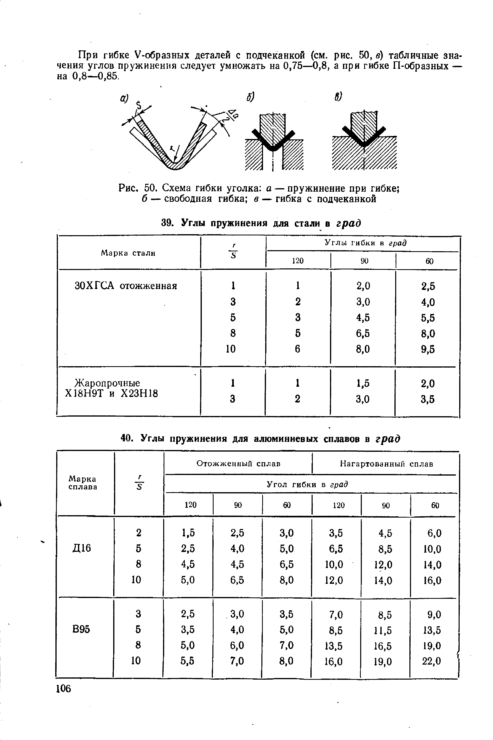
Пружинение при гибке
- Компенсацией угла пружинения соответствующим изменением параметров рабочей части пуансона и матрицы. Метод эффективен, если точно известна марка металла/сплава или его прочностные характеристики, в частности, предел временного сопротивления. В особо ответственных ситуациях потребуется проведение технологических проб на загиб. Если, например, угол пружинения составляет 120, то рабочую кромку пуансона увеличивают на такой же угол.
- Изменением рабочего профиля матрицы, в результате чего гибка металлов по всей длине зоны деформирования должна постоянно происходить при контакте с активным рабочим инструментом. Для этого в матрице выполняют технологические поднутрения или выемки, если это возможно.
- Повышением пластичности металла, для чего его перед штамповкой подвергают отжигу. Для высокоуглеродистых сталей температуру отжига обычно устанавливают в пределах 570…6000С, а для низкоуглеродистых 180…2000С.
- Проведением гибки в горячем состоянии, когда пластические характеристики металла заведомо лучше. Правда, при этом в технологический процесс вводится дополнительная операция очистки поверхности детали, а рабочую поверхность матрицы после каждого хода пуансона необходимо очищать от частиц окалины.
Гибка металлопроката
Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.







Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов
Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
| Наружный диаметр трубы, мм | Материал трубы | Наружный диаметр трубы, мм | Материал трубы | ||||||
| Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | ||
| 18 | 74 | 62 | 56 | 43 | 105 | 450 | 344 | 282 | 240 |
| 24 | 95 | 79 | 65 | 55 | 110 | 510 | 377 | 310 | 264 |
| 32 | 115 | 96 | 79 | 67 | 130 | 536 | 450 | 370 | 315 |
| 38 | 156 | 131 | 107 | 91 | 145 | 578 | 484 | 398 | 339 |
| 50 | 197 | 165 | 136 | 115 | 155 | 620 | 522 | 430 | 360 |
| 60 | 238 | 199 | 165 | 139 | 181 | 720 | 600 | 498 | 425 |
| 75 | 280 | 260 | 194 | 173 | 194 | 752 | 630 | 516 | 444 |
| 80 | 324 | 270 | 224 | 190 | 206 | 835 | 702 | 575 | 488 |
| 90 | 362 | 302 | 250 | 213 | 220 | 920 | 770 | 635 | 540 |
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
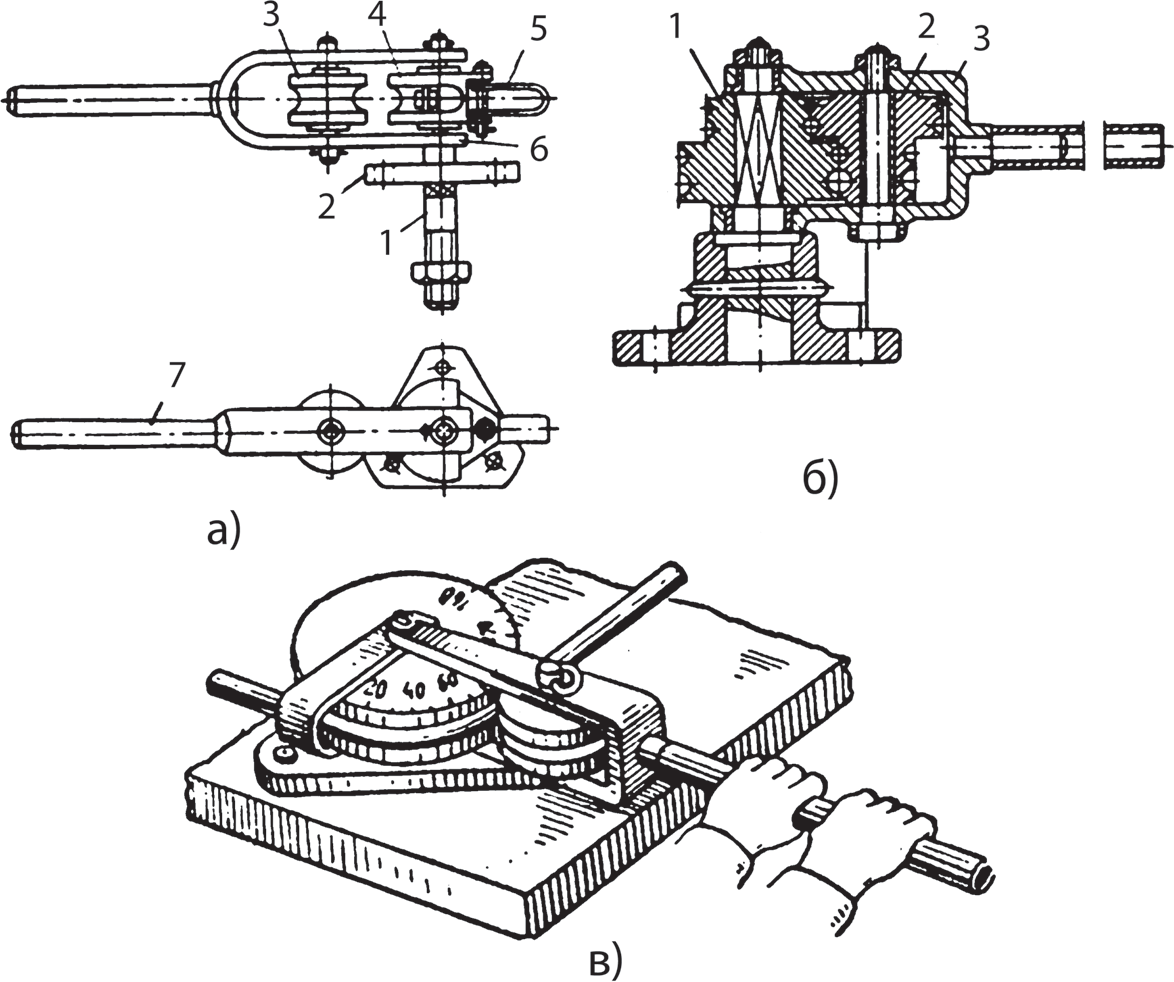
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
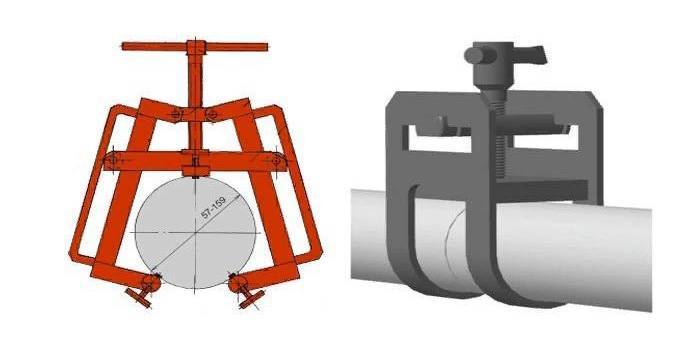
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).








Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
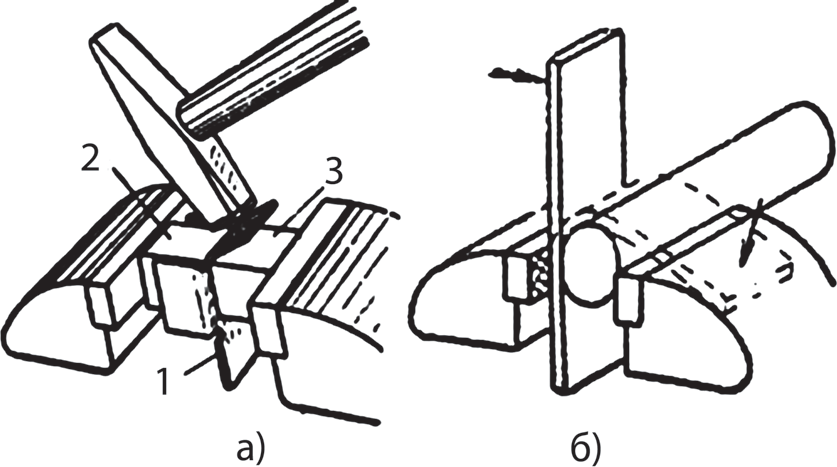
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
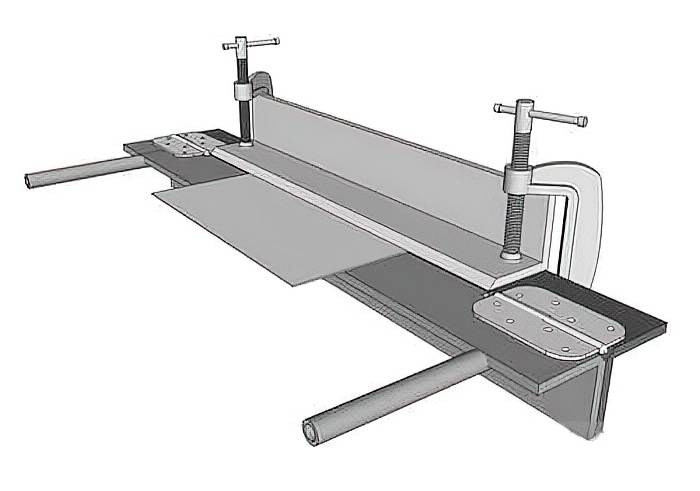
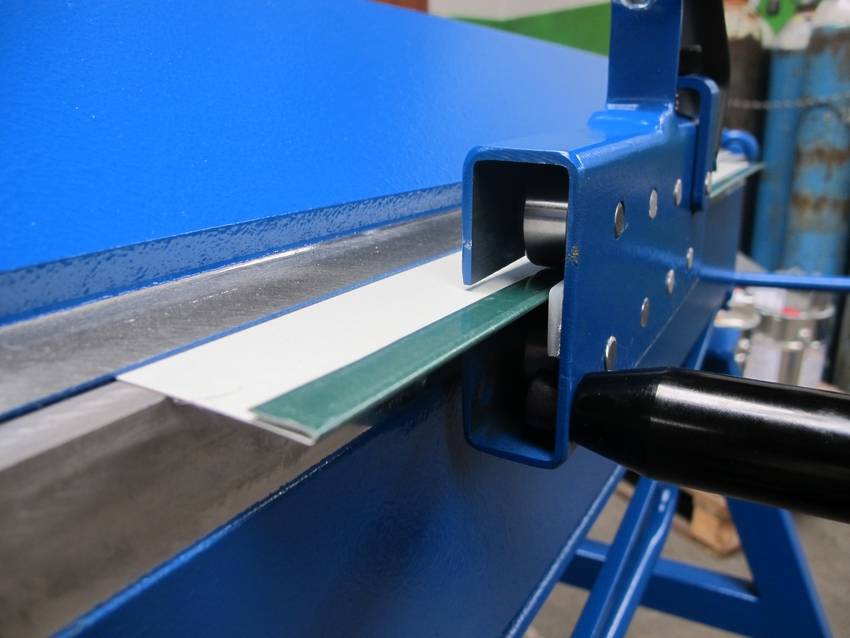
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Немного из истории металлообработки
Человек издавна занимался добычей и обработкой различных металлов. Еще в пятом тысячелетии до нашей эры люди, обнаружив самородки меди и попробовав в деле, смогли понять их преимущества перед простым камнем. Самые элементарные медные изделия оказались гораздо полезнее предметов, сделанных из камня. Постепенно навыки обработки металла улучшались. Человек учился обрабатывать металлические самородки разными способами, с каждым разом все более совершенствуя технологию обработки. Это стало основой для современной технологической культуры.
Вокруг нас очень много объектов, сделанных из металла. И даже многие другие вещи, не имеющие непосредственно металлических деталей, созданы с помощью различных железных механизмов, станков и инструментов. Невозможно представить себе жизнь человечества без этого столь популярного и полезного материала. Его добыча и обработка оказали огромное влияние на развитие всех технологий нашего мира.
Среди современных технологий следует выделить гибку деталей из листового металла. Потребность в этом формировалась по мере развития процессов строительства и модернизации помещений. Постепенно появлялась необходимость создания высокотехнологичного оборудования, с помощью которого можно было бы делать качественные элементы отделки фасада, кровли, оконных и дверных проемов и т. п.
Листогиб стал тем современным оборудованием, которое на основе всех технологических инноваций позволяло эффективно обрабатывать листовой материал. Листогибочные станки широко используются в строительной и промышленной отрасли.
Высокоточное станочное оборудование позволяет изготавливать детали и строительные элементы заданной формы в необходимом количестве. Металлообрабатывающие станки стали появляться в конце XIX века. Совершенствование технологий способствовало непрерывному развитию сферы станкостроения. Появлялись все новые, более совершенные модели гибочного оборудования. На конец XIX века листогибочное оборудование выглядело очень грубо и громоздко, поскольку изготавливалось оно с помощью ковки и сварки.
Такие кованые гибочные станки могли приобрести лишь зажиточные горожане для личных нужд. В основном с их помощью строили собственное жилье. Крупные предприятия отдавали предпочтение сварным станкам. Эти изделия могли выдержать огромные нагрузки, поэтому больше подходили для работы в промышленных масштабах.
Современные листогибы значительно поменяли свой внешний вид и функциональность по сравнению с прошлыми веками. Сейчас высококачественное оборудование способно выполнять различные технологические операции, позволяющие изготавливать детали, отвечающие всем требованиям и параметрам производственных процессов.
Оборудование для гибки
В производственных условиях гибку ведут на так называемых листогибочных прессах серии И13. Они могут изготавливаться с механическим или гидравлическим приводом. Механические двухкривошипные прессы состоят из следующих узлов:
 Механический листогибочный пресс серии И — 13
Механический листогибочный пресс серии И — 13
- Сварной двухстоечной станины;
- Электродвигателя;
- Клиноременной передачи;
- Пневмофрикционной системы управления прессом, которая включает в себя сблокированные муфту и тормоз (ввиду относительно небольшого крутящего момента муфта и тормоз часто выполняются однодисковыми);
- Промежуточного вала, на котором размещается понижающая зубчатая передача;
- Главного вала, к которому присоединяется основной исполнительный механизм кривошипно-шатунного типа (число шатунов – обычно два);
- Ползуна, к которому в нижней его части крепится активный рабочий инструмент – пуансон (их может быть несколько) и направляющая плита со втулками.
- Стола, к которому крепится неподвижная часть штампового блока с матрицами, направляющими колонками и устройствами фиксации заготовки в штампе.
- Системы смазки и блока управления листогибочным прессом.
 Пресс иб1430Б-02
Пресс иб1430Б-02
Листогибочные прессы с гидроприводом (серия И14__) конструктивно мало отличаются от кривошипных, за исключением того, что привод ползуна осуществляется от гидростанции, а сам ползун имеет плунжерное направление. Гибочные прессы с гидроприводом могут обеспечивать изменение скорости перемещения ползуна – от увеличенной на стадии холостого хода, до сниженной в момент начала операции деформирования. Это способствует снижению брака при гибке малопластичных сталей и сплавов.
Виды гибки
Гибка определяется как процесс обработки металлов давлением, в результате которого изменяется продольная ось деформируемой заготовки. Различают следующие варианты реализации гибки:
Виды гибок Одноугловая или V -образная (рис.1 а) — двуугловая или U- образная (рис.1 б ) — многоугловая (рис.1 в, г); — криволинейная (рис.1 д, е, з) и позволяющая получать изделия типа труб (рис.1 ж)







- П-образную (двухугловую).
- М-образную (одноугловую).
- Многоугловую гибку.
Все эти разновидности могут выполняться следующими способами:
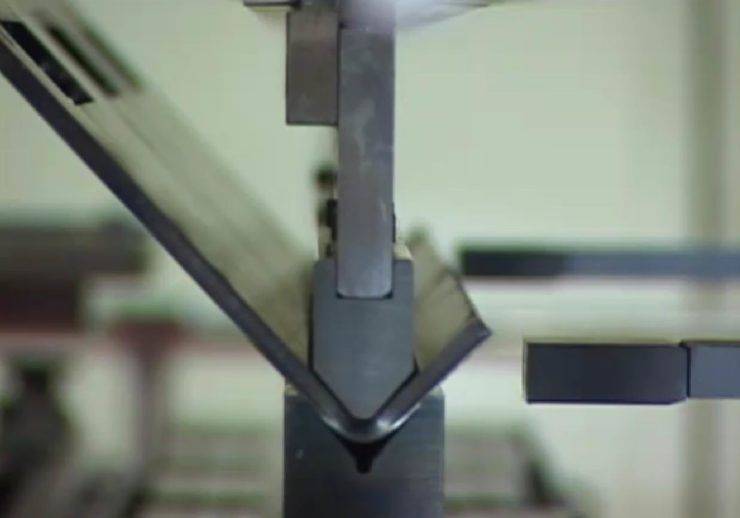
Гибка калибрующим ударом
- Свободной гибкой, при которой центр симметрии заготовки не фиксируется, а сама гибка металла происходит путём нажима рабочего инструмента – пуансона на поверхность изгибаемой заготовки. Конфигурация деформированной заготовки зависит от формы пуансона;
- Гибка калибрующим ударом, при которой заготовка укладывается в матрицу. Конфигурация матрицы и определяет конечную форму заготовки;
- В роликовых матрицах, когда поворачивающиеся части рабочего инструмента постепенно формируют ось изогнутой заготовки.
Характерная особенность гибки – резко различное положение сетки макроструктуры в зависимости от направления гибки
Поэтому для мало- и среднепластичных металлов и сплавов направление волокон существенно важно: при совпадении такого направления с направлением перемещения оси деформируемой заготовки разрушение её в ходе штамповки маловероятно. В противном случае происходит расслаивание частиц в некоторых объёмах заготовки; в таких ситуациях гибка металла считается неисправимым браком
Привод станков
Станки для гибки листовой стали по виду привода можно поделить на:
- ручные;
- электромеханические;
- гидравлические;
- пневматические;
- механические:
- электромагнитные листогибы.
Они отличаются производительностью и параметрами обрабатываемого металла. Если требуется оборудование для гибки в домашних условиях или в небольшом слесарном цехе, где оно используется не каждый день и предназначено для выполнения вспомогательных работ, то лучше всего купить или сделать самому ручной листогибочный станок. Он отлично справляется с металлом толщиной до 1,2 мм и способен выполнить гибку под углом до 120, некоторые модификации имеют возможность производить догибку кромки до 180.
Промышленное листогибочное оборудование должно обязательно иметь привод. В большинстве станков для крупносерийного производства используется гидравлика — такие станки работают быстро, бесшумно и имеют расширенный функционал, позволяющий изготовлять не только детали с параллельными линиями изгиба, но и сегментные. Отличает гидравлический станок для гибки листового металла необычайная плавность хода при высокой производительности. Это позволяет работать не только с большими толщинами листа, но и с высокой точностью, до долей градуса.
Пневматическое гибочное промышленное оборудование по мощности и производительности равняется с гидравлическим, но более резкое в работе и выделяется некоторой шумностью. Усилие на лист регулировать сложнее, но при крупносерийном производстве пневматика, особенно при использовании ЧПУ, показывает максимальную производительность.
Большинство станков средней мощности отлично работают с крашеным металлом, не повреждая поверхности. Обрабатывать на них можно металлический оцинкованный лист или покрытый полиуретаном или другим полимером профнастил. Листогиб для профнастила можно купить с ручным приводом, для производства 200-300 листов стандартного размера, или в виде сложного промышленного оборудования с роликовыми профилировочными валами.