Меры предосторожности при работе с гипсом
Никогда не берите многоразовую тару, чтобы развести гипс. Если потом ее придется мыть, и сливать воду в канализацию – быть беде. Гипс схватится и забьет трубы намертво. Поэтому тара выбрасывается после использования. А для мытья рук и инструментов нужно налить воду в отдельную емкость. Далее жидкость выливается где-нибудь на улице.
Как сделать форму из гипса и не навредить здоровью? Замешивать его нужно в перчатках, которые защитят руки от пересыхания. Гипс очень гигроскопичен и прекрасно вытягивает влагу из ваших рук. Не помешают очки, которые защитят глаза от гипсовой пыли.
Удачи в творческих начинаниях!
Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
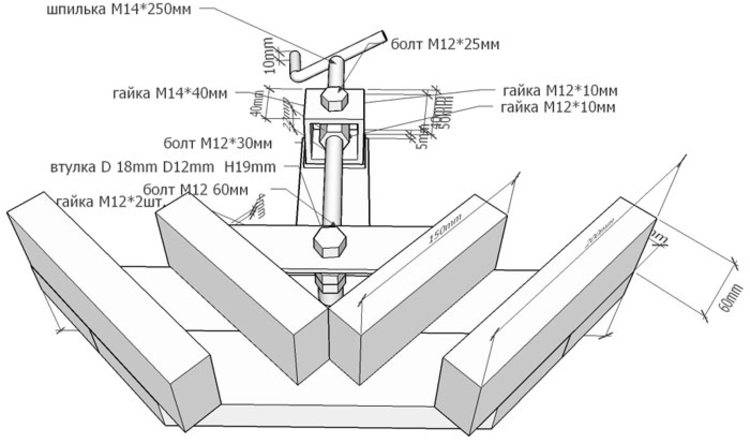
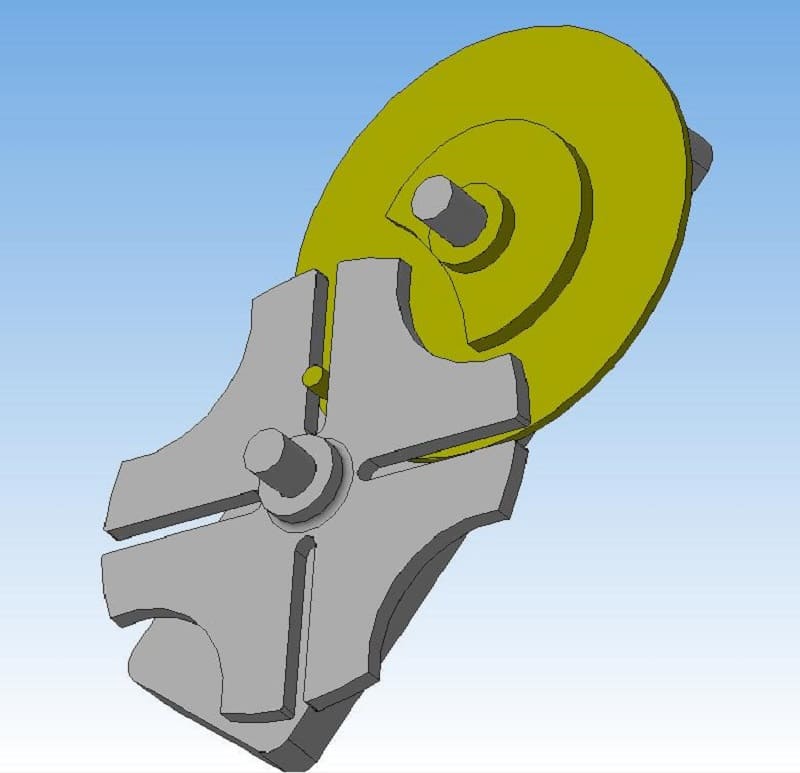
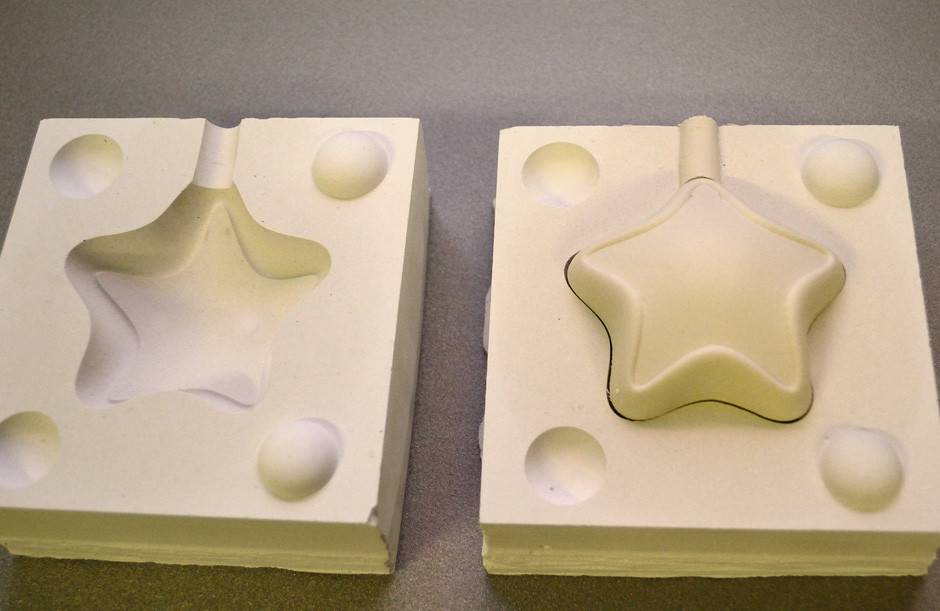
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Читать также: Станок для переработки шин в крошку
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать:
процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс.
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11 0 0 С — один час и два часа при температуре 300 0 С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Смешиваем гипс правильно
Для изготовления формы гипс и воду смешивают в пропорции 1:1, но прочитать инструкцию на упаковке будет полезно. Сначала в емкость наливается вода. Гипс отмеряется в отдельной таре и потихоньку насыпается на поверхность воды тонкой пленкой. Перемешивается. Этот алгоритм повторяется до использования всего объема гипса.
Перемешивать смесь нужно интенсивно и тщательно. Это делается для того, чтобы в готовом растворе не было комочков и пузырьков воздуха. На весь процесс есть максимум две-три минуты. После этого гипс начнет схватываться. Помните, что чем более холодной будет вода – тем медленнее смесь будет застывать.
Для того чтобы раствор после высыхания был более прочным, можно добавить в него пару ложек ПВА.
Как сделать форму из гипса: пошаговая инструкция
- Шаг 1. Готовим емкость для заливки гипсом или делаем ящик из досок. При изготовлении деревянного ящика для заливки имейте в виду, что все стыки нужно проклеить. Для этого подойдет клеевой пистолет. Гипс легко найдет любую дырочку и трещинку, воспользуется лазейкой и будет вытекать. Можно сделать опалубку – ящик без дна. В этом случае деревянная заготовка ставится на лист фанеры или ДВП и понизу тщательно обмазывается пластилином, чтобы не было щелей.
- Шаг 2. Перед тем как заливать гипс, емкость нужно смазать. Для этой цели вам и потребуется мыло, масло или жидкий воск. Лучший вариант – жидкое мыло. Мазать нужно обильно, чтобы после высыхания слепок легко отделился от стенок емкости. Для этого вам понадобится кисть.
- Шаг 3. Заливаем первую половинку формы. Есть два варианта. В первом случае на дно емкости наливается тонкий слой гипса и оставляется до застывания. Естественно, придется заранее изготовить небольшую порцию раствора для этой цели. Когда смесь застыла, на нее помещают модель, тщательно смазывают ее мылом и заливают свежим гипсом до половины. Во втором случае вместо основы из гипса используют слой пластилина.
Шаг 4. Итак, после застывания форму извлекают, и аккуратно достают из нее модель. Если использовался пластилин, соприкасающиеся плоскости будут неровными. Для выравнивания можно использовать кусочек пильного полотна. Зубчиками нужно аккуратно снимать небольшие слои, после поработать наждачной бумагой. В конце работы нужно сделать так называемые «замки» по поверхности формы. Видели, как сцепляются детали конструктора «Лего»? Вот по этому принципу и будут совмещаться обе детали формы. На поверхности в нескольких местах делаются углубления – плавные ямки.
- Шаг 5. Изготавливаем вторую часть формы. Теперь нужно пройтись по полуформе кистью, стряхнуть пыль и мелкие кусочки. Смазать емкость, и поместить заготовку в нее. Положить в форму модель, также все смазать. Залить гипсом так, чтобы смесь покрывала образец слоем, толщиной около двух сантиметров. После того, как гипс затвердел, можно извлекать прототип.
- Шаг 6. Выпиливаем на обеих частях формы отверстие для заливки. Далее ей нужно дать просохнуть в течение суток. Потом форму нужно промыть теплой водой и снова просушить. Готово! Теперь вы знаете, как сделать форму для литья из гипса.
Смешиваем гипс правильно
Для изготовления формы гипс и воду смешивают в пропорции 1:1, но прочитать инструкцию на упаковке будет полезно. Сначала в емкость наливается вода. Гипс отмеряется в отдельной таре и потихоньку насыпается на поверхность воды тонкой пленкой. Перемешивается. Этот алгоритм повторяется до использования всего объема гипса.
Перемешивать смесь нужно интенсивно и тщательно. Это делается для того, чтобы в готовом растворе не было комочков и пузырьков воздуха. На весь процесс есть максимум две-три минуты. После этого гипс начнет схватываться. Помните, что чем более холодной будет вода – тем медленнее смесь будет застывать.
Для того чтобы раствор после высыхания был более прочным, можно добавить в него пару ложек ПВА.
Клеевые формы
Клеевые формы делают из желатина или столярного клея открытым или закрытым способом. Сначала готовят клей. Желатин (7 кг) заливают теплой водой (0,5 л) и выдерживают 20-30 минут, пока он разбухнет. Плитку столярного клея разбивают молотком на мелкие куски и вымачивают их в течение суток в воде, меняя ее 2-3 раза, затем, добавив 1,5 л горячей воды, варят на водяной бане до готовности. Клееварка должна быть плотно закрыта крышкой. В конце варки добавляют 300 мл воды и 500 г технического глицерина.

Клеевую форму открытым способом готовят следующим образом. Модель раствором гипса прикрепляют к гипсовой плите, вокруг нее устанавливают деревянные бруски-бортики с небольшим наклоном внутрь. Модель, плиту и бортики покрывают 1-2 раза лаком. Когда лак подсохнет, смазывают смазкой и оставляют на 12 часов. Затем модель обливают клеем (посуду с ним держат над моделью в 10 мм).
Через сутки убирают бортики, с модели снимают клеевую форму. На форму слоем не более 3 см наносится гипсовый раствор – получится кожух, верх которого делают плоским, чтобы его можно было поставить на стол при изготовлении отливок.
Через час кожух снимают с формы. На нем останутся два «замка» в виде выпуклостей там, где были вырезаны предварительно углубления-метки на форме (как при изготовлении гипсовой формы). Затем кожух внутри 2-3 раза покрывают лаком, чтобы форма плотно лежала в нем. Саму форму обезжиривают тальком, квасцами или формалином.
Клеевая форма закрытым способом. Сначала подготавливается модель. Модель из мрамора, кости, дерева, бронзы предварительно следует покрыть густой мыльной пеной, хрупкое изделие, например, из терракоты, — обернуть фольгой, обычную модель накрывают кусочками влажной бумаги.


![Отливка из гипса [1985 федотов г.я. - дарите людям красоту: из практики народных художественных ремесел. книга для учащихся старших классов]](https://lab-metr.ru/wp-content/uploads/e/9/8/e983b15675bccffbd6c6f0dc54de7909.jpeg)






Подготовленную модель облепливают глиной слоем в 1 см, хорошо выравнивают ее поверхность, покрывают стеариновой смазкой и делают в глине углубления-метки для фиксации кожуха. Затем модель сверху заливается гипсовым раствором — это и будет кожух. Через час кожух можно снять, внутри его следует покрыть шеллачным лаком.
В самых высоких местах кожуха просверливают одно отверстие (суженное наружу) диаметром 4-5 мм для воронки, и второе диаметром 3-4 мм для выхода воздуха. Затем модель (уже без глины) накрывается кожухом и в пространство между кожухом и моделью через воронку заливается клей (при температуре 55°С).
Этот слой клея и образует форму. Через сутки кожух снимают, а форму разрезают специальным ножом (на конце лезвия ножа есть изгиб под углом 120°), на одной стороне формы получается углубление, на другой — выпуклость, что предохраняет части формы от сдвига при изготовлении уже самой копии модели.
Воск
Полезно узнать > Как работать со стекловолокном и эпоксидной смолой, известные методики
Но натуральный воск не теплостоек, а все виды эпоксидных смол:
- Термореактивны, то есть выделяют тепло, иногда значительное его количество, во время полимеризации,
- Могут потребовать еще дополнительного нагрева или по условиям реакции отверждения, которая может протекать по «горячему» типу, с использованием кислот или их ангидридов, или с «холодными» отвердителями, но с ускорением полимеризации методом некритического повышения температуры смеси компонентов А и Б, то есть смоляного компаунда и отвердителя.
С горячими процессами, протекающими обычно в условиях промышленных цехов, производственники справляются, нанося другие, термостойкие разделители на специально создаваемые для разных типов изделий формы, то есть используются такие покрытия под конкретную задачу, и создаются они под такие же задачи. Естественно, для обычного покупателя такие составы и средства недоступны в силу негабаритности и высокой цены.

Для холодных, протекающих при комнатной или несколько отличающихся от нее температуре, разработаны покрытия на основе синтетического воска. Которые можно нанести на форму для отливки тампоном, кистью или, если такая восковая смесь в баллончике в виде спрея, распыляемой струей. Кроме баллонных смесей такие разделители эпоксидки и формы изготавливают в виде термостойких паст, монолитных брусков или даже порошков с высокой температурой плавления.
Способы нанесения можно комбинировать. Например, распыленный состав из баллончика можно потом дополнительно растереть тампоном, чтобы на отливке не оставалось следов от микрокапелек спрея, когда требуется идеально ровная, глянцевая поверхность отливки). Дополнительно подобные дефекты легко устраняются шлифовкой отливок.

Если нет возможности приобрести разделитель фирмы Izhwax или ей подобный (Honey Wax), с успехом заменит синтетику. Нужно только смотреть на выходные данные, чтобы знать критическую температуру плавления воска, у разных производителей она разная, может зависеть от времени года, когда был добыт воск, региона, в котором обитают пчелы, его производящие, и даже от того, с каких цветоносов осуществлялся попутный медосбор.
Полезно узнать > Кому стоит проходить курсы по работе с эпоксидной смолой, нужно ли подобное обучение
Формопласт
Самый дешевый, но трудный в работе – ПВХ компаунд – формопласт. Это однокомпонентный компаунд.
Формопласт расплавляется и заливается при высокой температуре (до 200 °С)
Важно четко выдерживать температурный режим, так как при перегревании он будет не пригоден к дальнейшему использованию, поэтому необходимо специальное плавильное оборудование с регулировкой температуры. Кроме того, нужна вытяжка, так как при нагревании формопласт выделяет вредные вещества
Формы из формопласта не дают повышенной точности отливок, так как есть усадка. Формопластовые матрицы используются при отливке не выше 70 °С.
Достоинства: дешевизна, прочность формы по сравнению с силиконовыми формами, не требуется никаких добавок – ни катализаторов, ни отвердителей.
Недостатки: токсичен, нужно специальное оборудование, специальные навыки в работе, есть усадка, при заливке (изготовлении формы) может сильно прилипать к модели, нетермостойкий. При низких температурах (- 10 – 15 °С) затвердевает.
Следующие три вида материалов еще называют «жидкой резиной». Они представляют собой текучие составы, переходящие при отверждении в резиноподобное состояние.
Формы для ювелирных изделий
Для начала осмотритесь вокруг и спросите себя: «Есть ли у меня в наличии муфельная печь и тигель для плавки металла?» Если нет, то ломать голову над тем, как из гипса сделать форму для заливки печатки из серебра, не имеет смысла. Потому как металл плавят при температуре +600…+700 °C.
Если все в порядке, то приготовьте рукавицы, фартук, очки и принесите огнетушитель. Правила безопасности никто не отменял, не так ли?
Далее понадобится воск для моделирования. Из него делается заготовка изделия. Ее тщательно полируют, и припаивают литники – трубочки. Через них в форму будет заливаться металл. Готовая модель выглядит примерно так.
Далее прототип помещают в металлическую форму, и заливают гипсом. Но не обычным, а формомассой. Ее отличие в том, что она выдерживает высокие температуры. Далее форму запекают, в процессе воск испаряется и оставляет внутри полость, повторяющую форму изделия. На последнем этапе внутрь заливают металл.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
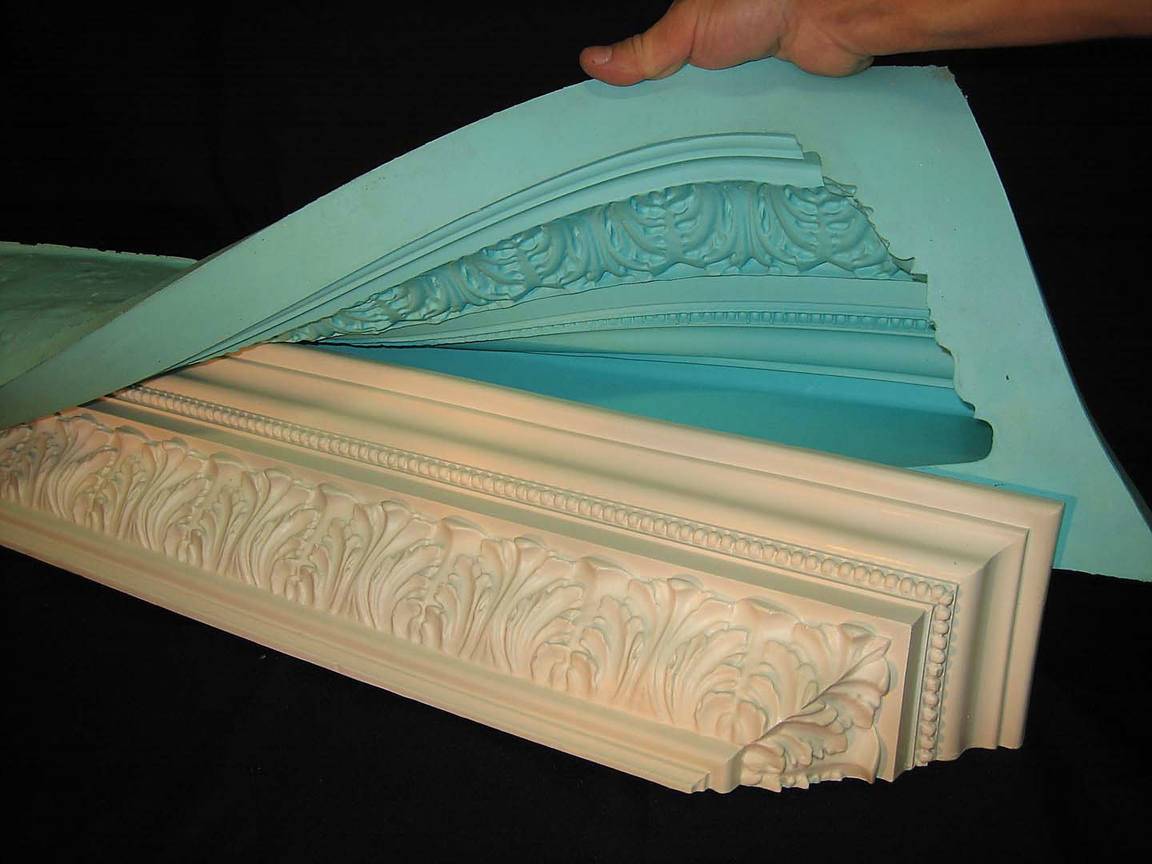
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Простейшая форма для литья мелких деталей
Как сделать простую форму для отливки мелких деталей
Если вам нужно сделать небольшую деталь, которая поломалась, или потерялась, то есть очень простой способ, не требующий практически никаких навыков и специального оборудования. Единственное что вам понадобится это немного глины или пластилина, и двухкомпонентная эпоксидная смола. Далее я покажу как сделать простейшую форму для отливки и изготовить копию детали.

Деталь для формы
Вот моя деталь, которую я хотел скопировать. Это селектор выключателя страйкбольного пистолета. На моем пистолете он отвалился и я не заметил где. К счастью, у меня была запасная часть от пистолета приятеля, которую я мог использовать, чтобы сделать копию
Обратите внимание на то, что есть некоторые довольно точно обработанные участки этой детали, которые были необходимы для установки на пистолет. И все они довольно точно скопируются

Подготовка формы
Теперь нам понадобится материал для изготовления самой формы для литья, я взял у моего сына глину для лепки. Думаю что обычный пластилин подошел бы еще лучше, по крайней мере точно не хуже.










Готовая форма для литья
Вот готовая форма для литья, как вы видите, деталь скопировалась довольно точно. А если требуется особая точность, вот например здесь можно заказать изготовление штампов и пресс-форм киев. Перед тем как лить деталь, форму надо так же, либо смазать маслом, либо смазкой WD-40. Теперь надо рассказать про один трюк, который позволит заполнить глиной глубокие участки детали, а как вы видите, они на ней есть. Если просто вдавливать деталь в форму для литья, глина не заполнит их полностью. Для этого надо сначала побрызгать внутренности детали смазкой WD-40, или, за неимением таковой смазать обычным подсолнечным маслом. После этого заполнить их глиной, а потом уже вдавливать деталь в форму. Потом дать постоять немного, и когда вы вытащите деталь из формы, те кусочки глины останутся в форме на нужных местах.

Заливка детали в форму
Когда форма подготовлена, можно приступать к заливке. Для этого смешаем нашу двухкомпонентную эпоксидку, подойдет любая эпоксидка, они все очень крепкие после затвердевания. И даже более того, эпоксидку можно сделать еще крепче, если добавить в нее например алюминиевую пудру. Еще делают какой-то компонент для добавки, по-моему из окиси железа. В интернете много информации на этот счет. Если интересуетесь — найдете. Лично я ничего не добавлял, посчитал что крепости чистой эпоксидки будет достаточно для данной детали.

Готовая деталь
Вот вы видите на картинке сравнение заводской детали и самодельной, как вы сами видите, если не присматриваться, то можно даже и не отличить.

Окончательный результат
Вот готовая деталь уже установленная на пистолет, всё работает отлично. И теперь у меня чешутся руки изготовить еще какую-нибудь детальку, но пока ничего не сломалось. Надеюсь, эта несложная инструкция кому-нибудь пригодится.
Ещё полезные самоделки:
- Рогатка своими руками
- Как плести корзины из ивовых прутьев
- Мятная соль для ванн
- Ремонт велосипедной камеры в полевых условиях..
- Как изготовить вилку для тостов на костре
- Мини печка — спиртовка
2 комментария на «“Простейшая форма для литья мелких деталей”»
- сергей: 02.08.2019 в 17:00
Не перевелись еще умельцы на все руки Прочитал статью и узнал как можно просто сделать форму чтобы вылить мелкую деталь Супер
Ответить
- alex197830:
07.09.2019 в 19:13
Для мелких деталей которые не купишь для замены в магазине тема супер.Показал инфу своему тестю он еще тот самоделкин так он ее высоко оцени так что автору респект
Ответить
Штукатурка гипсом, описание процесса
Гипсовая штукатурка хороша тем, что ее можно накладывать толстым слоем. Это позволяет устранять даже значительные неровности стен и потолка. Для нанесения толстого слоя (более 2 см) раствор должен быть более густым.
Перед началом работы следует провести подготовку стен
Для гипса важно, чтобы на стенах не осталось жирных пятен, следов смазки или грязи. Если штукатурятся металлические или железобетонные поверхности, то необходимо провести их антикоррозийную обработку, так как гипсовый раствор вызывает коррозию металлических изделий
Далее все поверхности грунтуются.
Раствор готовится небольшими порциями, так как ограничено время его использования. Работа производится только при положительной температуре внутри помещения. Как же штукатурить гипсом?
Оштукатуривание начинается с потолка. Желательно накладывать гипс слоем не более 15 мм. Работать лучше двумя шпателями. Коротким шпателем раствор накладывается на длинный шпатель, а уже с его помощью штукатурка наносится на поверхность. Нанесенный раствор выравнивают рейкой-правилом и окончательно разглаживают шпателем.
Стены штукатурят подобным образом, но для них допустимо использование более толстого слоя раствора. Кроме того, если стены кривые, рекомендуется установить на них перфорированные рейки-маячки, а уже по ним выполнять оштукатуривание.
Рейки устанавливаются на стенах вертикально при помощи шпаклевки. Расстояние между соседними рейками не должно превышать длину правила. Раствор набрасывается между рейками и тянется правилом снизу вверх. Неровности разглаживаются шпателем.
Если необходимо нанесение второго слоя гипсовой штукатурки, то его накладывают сразу же после нанесения первого слоя. Если первый слой уже высох, то проводят его обязательное грунтование перед наложением второго слоя.
Сборка опалубки
Перед сборкой опалубки, заготовленные мастер-формы следует приклеить к поверхности основания. Расстояние между соседними образцами, а также между образцами и стенками опалубки должно быть не менее 1 см.
В идеале пресс-формы следует приклеивать к основанию матрицы горячим клеем (с помощью специального пистолета).

При отсутствии такого оборудования можно использовать обычный силиконовый герметик. Герметик наносится на нижнюю сторону мастер-формы по всему ее периметру, после чего исходный образец приклеивается к поверхности основания.
Очень важно наносить герметик (клей) вдоль всего периметра. Это поможет избежать образования щелей между мастер-формами и основанием
Если щели останутся, то силикон легко их заполнит. В результате готовую силиконовую форму невозможно будет извлечь из опалубки.
Излишки клея, которые выдавятся за внешний контур мастер-формы, следует удалить обычным макетником.
Еще раз убедившись, что между камнями и основанием не осталось щелей, можно устанавливать стенки опалубки. Опалубка крепится к основанию саморезами (отверстия под саморезы лучше просверлить заранее). Между стенками опалубки и основанием, а также на торцы стенок целесообразно приклеить ленту-герметик.
Это надежно защитит опалубку от протечек силикона.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения
Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики
Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской
Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон
Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса
Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.







Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Клеевые формы
Клеевые формы делают из желатина или столярного клея открытым или закрытым способом. Сначала готовят клей. Желатин (7 кг) заливают теплой водой (0,5 л) и выдерживают 20-30 минут, пока он разбухнет. Плитку столярного клея разбивают молотком на мелкие куски и вымачивают их в течение суток в воде, меняя ее 2-3 раза, затем, добавив 1,5 л горячей воды, варят на водяной бане до готовности. Клееварка должна быть плотно закрыта крышкой. В конце варки добавляют 300 мл воды и 500 г технического глицерина.

Клеевую форму открытым способом готовят следующим образом. Модель раствором гипса прикрепляют к гипсовой плите, вокруг нее устанавливают деревянные бруски-бортики с небольшим наклоном внутрь. Модель, плиту и бортики покрывают 1-2 раза лаком. Когда лак подсохнет, смазывают смазкой и оставляют на 12 часов. Затем модель обливают клеем (посуду с ним держат над моделью в 10 мм).
Через сутки убирают бортики, с модели снимают клеевую форму. На форму слоем не более 3 см наносится гипсовый раствор – получится кожух, верх которого делают плоским, чтобы его можно было поставить на стол при изготовлении отливок.
Через час кожух снимают с формы. На нем останутся два «замка» в виде выпуклостей там, где были вырезаны предварительно углубления-метки на форме (как при изготовлении гипсовой формы). Затем кожух внутри 2-3 раза покрывают лаком, чтобы форма плотно лежала в нем. Саму форму обезжиривают тальком, квасцами или формалином.
Клеевая форма закрытым способом. Сначала подготавливается модель. Модель из мрамора, кости, дерева, бронзы предварительно следует покрыть густой мыльной пеной, хрупкое изделие, например, из терракоты, — обернуть фольгой, обычную модель накрывают кусочками влажной бумаги.
Подготовленную модель облепливают глиной слоем в 1 см, хорошо выравнивают ее поверхность, покрывают стеариновой смазкой и делают в глине углубления-метки для фиксации кожуха. Затем модель сверху заливается гипсовым раствором — это и будет кожух. Через час кожух можно снять, внутри его следует покрыть шеллачным лаком.
В самых высоких местах кожуха просверливают одно отверстие (суженное наружу) диаметром 4-5 мм для воронки, и второе диаметром 3-4 мм для выхода воздуха. Затем модель (уже без глины) накрывается кожухом и в пространство между кожухом и моделью через воронку заливается клей (при температуре 55°С).
Этот слой клея и образует форму. Через сутки кожух снимают, а форму разрезают специальным ножом (на конце лезвия ножа есть изгиб под углом 120°), на одной стороне формы получается углубление, на другой — выпуклость, что предохраняет части формы от сдвига при изготовлении уже самой копии модели.
Особенности материала

Гипс является наиболее удобным для работы материалом, так как он легко поддаётся воздействию и может принимать разные формы. Жидкий гипс позволяет изготовить любую фигуру. После застывания фигура будет выглядеть аккуратной и утончённой. Когда сухой гипс соединяют с водой, образуется масса, которая способна быстро засыхать.
При этом масса по консистенции напоминает тесто. После затвердевания гипс способен увеличиваться в размерах и выделять тепло. Это позволяет максимально точно повторить форму. Также гипс является экологически чистым материалом, так как для его изготовления используются только безопасные вещества. Это делает гипс наиболее популярным материалом в некоторых отраслях промышленности.
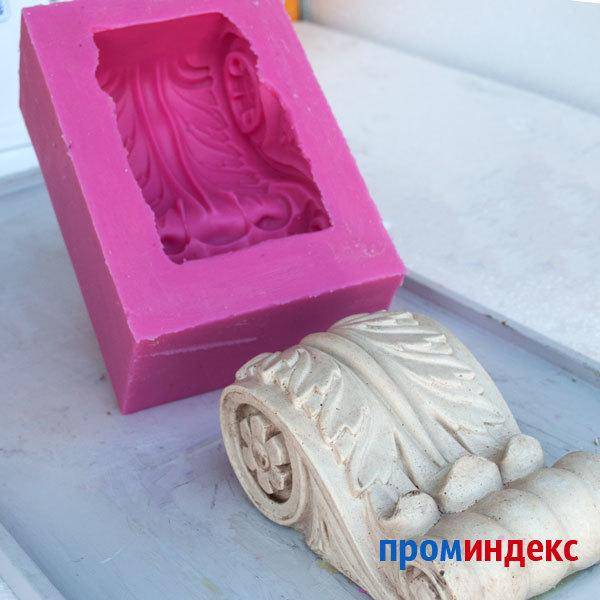
Формы для гипсовых изделий изготавливают из дерева, пластилина, металла, пластика. Однако самым удобным в использовании считается силикон, поэтому большая часть форм изготавливается именно из этого материала. Такие формы сейчас довольно популярны, так как позволяют создать оригинальные изделия с минимальной затратой труда. Силиконовая форма для гипса
Гипсовый раствор имеет свойство прилипать к форме. Силикон же предотвращает риск прилипания. При этом изделие остаётся целым. Силиконовые формы позволяют создать идеальные изделия без нарушений. При этом саму форму можно использовать много раз, так как она обладает эластичностью и износостойкостью.

Не нужно смазывать форму перед изготовлением изделия, так как форма очень легко снимается, не прилипая к поверхности. Это существенно упрощает процесс создания уникального изделия.