Из чего изготавливаются формовочные смеси?
Основой служат различные сорта песков и глин, а также связующие составы. В их роли могут выступать масла натуральные и синтетические, олифа, смола, канифоль, да хоть деготь.
Далее наступает время формовщиков, в задачу которых входит изготовление литейных форм. Если объяснять проще, то делается это так: берется деревянный ящик, в него кладется половинка от формы (она же разъемная), а промежутки между стенками модели и формы забиваются формовочным составом.
То же самое делают со второй половиной и скрепляют обе части штырями
Важно заметить, что в ту часть формы, которая при заливке окажется наверху, вставляют два специальных конуса. Один из них служит для заливания расплавленного металла, второй – для выхода расширяющихся газов
Немного истории

Важнейшую особенность железа принимать, застывая, «предложенную» ему форму, человек заметил еще в древнейшие времена. Сегодня практически все ученые предполагают, что первоначальное знакомство человека с металлом состоялось благодаря метеоритам. Метеоритное железо было плавким, его было легко обрабатывать, так что основы литья некоторые зарождающиеся цивилизации изучали еще очень давно.
В нашей стране литье металла испокон веков было делом уважаемым и почетным, к этому ремеслу люди всегда относились с большим уважением. Широко известны «Царь-пушка» и «Царь-колокол», являющиеся шедеврами литейного мастерства русских мастеров, пусть даже один из них никогда не звонил, а второй – не стрелял. Уральские же литейщики в царствование Петра Первого приобрели особую известность в качестве поставщиков надежного оружия для армии. Впрочем, этот титул они вполне по праву носят и сейчас. Прежде чем мы рассмотрим основные виды литья металлов, необходимо сказать несколько слов о требуемых характеристиках сырья.
Особенности разных видов литейных форм
Что касается литейных форм, то они делятся на 2 вида: многократные и песочные (разовые).
Многократные формы в свою очередь делятся на изложницы и кокили (2 металлических вида), а также графитовые и керамические огнеупорные.
Изложницы используются для литья кованых и катаных сталей. Создаются зачастую из чугуна. Заполняются сверху.
Кокили – это форма закрытого составного вида. Собирается из нескольких комплектующих и имеет лишь небольшое отверстие для заливки.
Графитовая форма. Процесс создания – это механическая обработка графита.
Керамическая форма создается из огнеупорной керамической глины. Вместе с графитовыми формами применяются для повторного литья при неудовлетворительной попытке с кокилями.
Разовые формы изготовляют из кремнистого песка. Пригодны для литья металлов любого размера, конфигурации или сплава.
Электрошлаковое литьё
Существуют ли какие-то способы литья металлов, которые с полным на то правом можно называть современными? Электрошлаковое литьё. При этом жидкий металл сперва получают, воздействуя на предварительно подготовленное сырье мощными электродуговыми разрядами. Может использоваться и бездуговой метод, когда железо плавится от тепла, аккумулируемого шлаком. А вот на последний-то и действуют мощные разряды.
После этого жидкий металл, который на протяжении всего процесса ни разу не соприкасался с воздухом, поступает в кристаллизационную камеру, которая «по совместительству» является еще и литейной формой. Используется этот метод для сравнительно простых и массовых отливок, для изготовления которых не нужно соблюдать множество условий.
Окончание подготовительного этапа
А сейчас наступает время едва ли не для самой ответственной части операции. Опоки очень аккуратно разъединяют, стараясь не допускать нарушения целостности формовочной смеси. После этого в земле остаются два четких и подробных отпечатка будущей детали. После этого их покрывают особой краской. Делается это, чтобы расплавленный металл не вступал в непосредственное соприкосновение с землей формовочной смеси. Этого технология литья металлов допускать не должна, так как в противном случае качество готового изделия может значительно ухудшаться.
Если в этом есть необходимость, в это же время прорезается дополнительный литниковый проход, необходимый для заливки расплава. Опоки вновь складывают и максимально прочно соединяют. Как только формовочная смесь слегка подсохнет, можно приступать к литью.
Порядок действий
В любой печи для плавления металла (даже в заводской) важная роль отводится футеровке – облицовке огнеупорным теплоизоляционным материалом внутренней стороны самой печи. Посредством этого процесса тепловая энергия удерживается внутри устройства и помогает расплавить алюминий или другой материал.
Первым делом подготавливают горшок: с одной стороны в нижней части высверливают дырку для подведения энергии к находящемуся внутри тиглю. Крышкой в данном случае послужит поддон для горшка, который продается в комплекте с ним.

Перед проделыванием дыры наносят разметку и только потом применяют дрель. Изначально работают тонким сверлом, потом средним по размеру и в завершение действий – самым большим.
По мере готовности отверстия убирают образовавшуюся пыль пылесосом и примеряют головку горелки
Важно убедиться, что она точно входит в получившуюся прорезь. Также в качестве подготовительных мероприятий перед сборкой печи делают тигель из жестяной банки

На дремель закрепляют режущий диск, отрезают буртик, который помешает металлу вылиться в форму. Очищают банку от этикетки и загрязнений.
Изготовление печи и плавка алюминия
Внутрь банки укладывают лом металла, устанавливают ее прямо в центр цветочного горшка. Последний предварительно ставят на кирпичи, расположенные на любой ровной поверхности.
К отверстию в горшочке подводят головку горелки, которую тоже ставят на кирпич для удобства работы. Сама головка должна быть надежно соединена с газовым баллоном.







Далее действуют так:
- Поворачивают кран горелки, поджигают газ.
- Головку ставят в отверстие, вырезанное в горшке, регулируют точное направление и силу пламени.
- Закрывают горшок с тиглем крышкой.
- Периодически проверяют состояние металла – он должен полностью расплавиться, стать жидким.
- По мере готовности убирают крышку, отверткой удаляют все загрязнения и шлак с расплавленного алюминия.
- Выключают горелку и убирают ее из горшка.
Как пользоваться алюминием
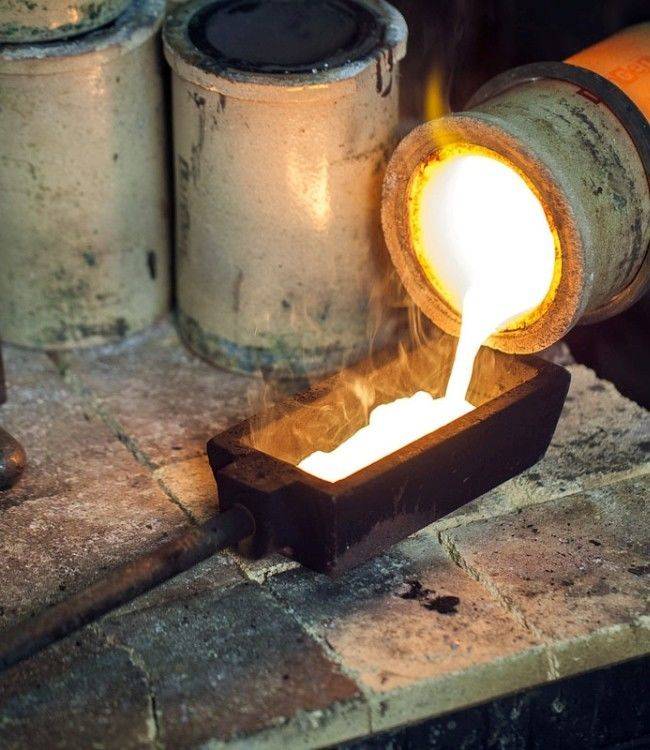
Ближе к окончанию процесса плавления подготавливают форму для заливки металла и ставят ее в непосредственной близости от мини-печи на кирпич или другой огнеупорный материал. Пассатижами ухватывают край тигля и аккуратно выливают алюминий прямо в форму.

Литье алюминия в силиконовые формы
Спустя некоторое время, когда металл остынет и схватится, теми же пассатижами вытряхивают заготовку в любую металлическую емкость. Затем осматривают ее на предмет целостности, отсутствия дефектов и посторонних включений.
Использование сплавов из цветных металлов после литья
Сплавы из цветных металлов обладают высокой стойкостью к коррозии. Каждый металл или сплав пригоден для разных целей:
- Использование меди увеличивает теплопроводность и электропроводность.
- Латунь применяется для создания товаров ширпотреба из-за своей дешевизны.
- Бронза очень прочная и коррозостойкая, также используется повсеместно.
- Никель устойчив к коррозии, для него характерно высокое тепловое сопротивление. Его сплавы не подвержены или подвержены в малой степени окисляющим кислотам.
- Алюминиевые сплавы очень распространены, и их применение в промышленности становится все шире и мире. Они весьма прочны, при этом легки. Для сплавов с алюминием характерны теплопроводность, стойкость к коррозии и электропроводность.
- Магний лучше всего подходит для выплавки легких сплавов.
- Титан сочетает в себе прочность и легкость, из-за чего отлично подходит к авиастроению. Ввиду сильного загрязнения его поверхности увеличивается его твердость и уменьшается пластичность.
- Драгоценные металлы применяются в электронике и стоматологии. Известны и популярны в основном тем, что редко встречаются в природе.
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом
Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера
Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры
Литье алюминия в домашних условиях от формы до плавки
Характеристики алюминия
Основные механические свойства материала при нормальной температуре:
- номинальная плотность — 2700 кг/м3;
- удельный вес материала — 2,7 г/см3;
- плавится материал при температуре 659°С;
- закипает алюминий при значении 2000°С;
- внутренний коэффициент расширения при нагреве 22,9*106 1/град.
Проводимость электричества у алюминия изменяется в зависимости от его состояния, при термической обработке данный параметр увеличивается. Удельное сопротивление в нормальных условиях составляет 0,029 мкОм*м. В результате повышенного коэффициента проводимости тепла, который равен 0,5 кал/см*с*С его используют при изготовлении батарей отопления.
После процесса литья на поверхности материала появляется защитное покрытие при взаимодействии металла с кислородом. Пленка является химически неактивной и эффективно защищает алюминий от коррозии. При изготовлении чистого материала на поверхности не образуется пор, и на него не влияет агрессивная среда. Если же в состав металла добавляется примесь, это способствует появлению промежутков в оксидной пленке, в результате может разрушаться поверхность.
Алюминий устойчив к таким веществам:
- воде (чистой и с примесями);
- растворам на основе магниевых, аммониевых и натриевых солей;
- сернистой, уксусной и другим кислотам;
- хромовым и фосфорным растворам;
- аммиачному раствору.
Металл вступает в реакцию с такими веществами:
- серной кислотой слабой концентрации;
- хлорной кислотой;
- щелочными растворами высокой концентрации;
- щавелевой кислотой.
Популярные темы сообщений
- Животные тропического леса Каждая часть тропического леса переполнена жизнью. Кого здесь только не найдешь. Просторы тропического леса богаты на самых разнообразных насекомых, птиц и зверей. Люди привыкли называть тропиками те леса, которые растут около экватора.
- Лось Одним из самых крупных зверей проживающих в лесу является лось. У животного достаточно большой вес, а в росте он достигает до 2-х метров. Лоси чаще всего темно-бурого цвета, имеют огромное туловище и длинные ноги. Голова у животного круглая,
- Византийская мозаика Точную дату создания Византийской мозаики современные историки установит не в силах, но они относят ее к периоду с третьего по четвертый век нашей эры. Историки считают, что в этот период появилась первая маленькая часть мозаики.
Литье пластмасс под давлением
Классификация литья
Литье включает в себя множество подкатегорий, значительно отличающихся друг от друга по самым разным критериям. Классификация литья металлов на основные разновидности отображена в таблице.
| Критерий классификации | Категории и разновидности |
| Материал (т. е. металл) отливок |
|
| Технология отлива |
|
| Требования к отливкам (размерная точность, степень шероховатости поверхности и другие) |
|
| Предназначение отливок |
|
Основными критериями считаются материал изделия и технология отлива. Поэтому стоит рассмотреть относящиеся к ним категории подробнее.
Материал отливок
Литью поддаются все существующие металлы, но их пригодность для этого процесса далеко не одинакова. Они отличаются друг от друга по своим литейным свойствам — ключевым параметрам для процесса. Главным показателем пригодности материала для литья служит его жидкотекучесть. Этот параметр отражает способность к заполнению литейной формы любой конфигурации. Степень жидкотекучести вещества находится в зависимости от следующих его характерных особенностей:
- химического состава;
- внутренней структуры;
- температуры плавления.
Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.






Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Для стали годится только отливка под давлением, так как материал этот хорошей текучестью не обладает.
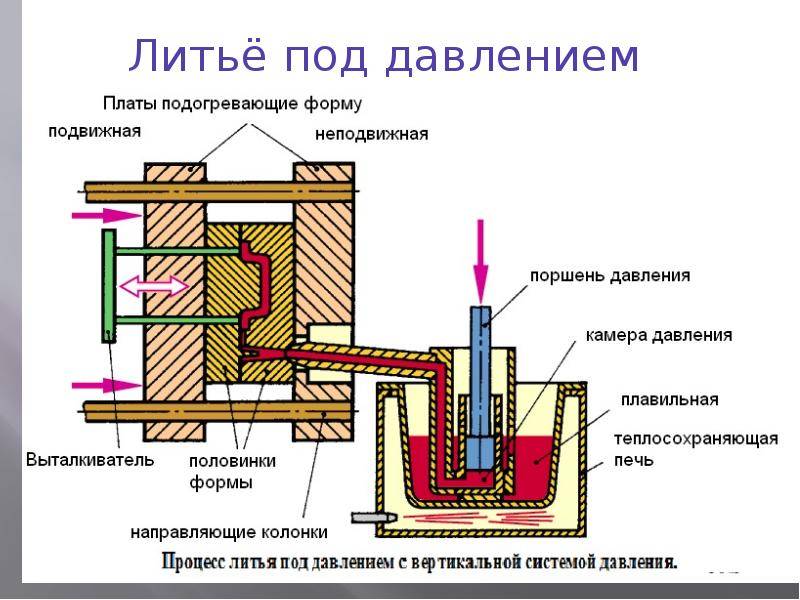
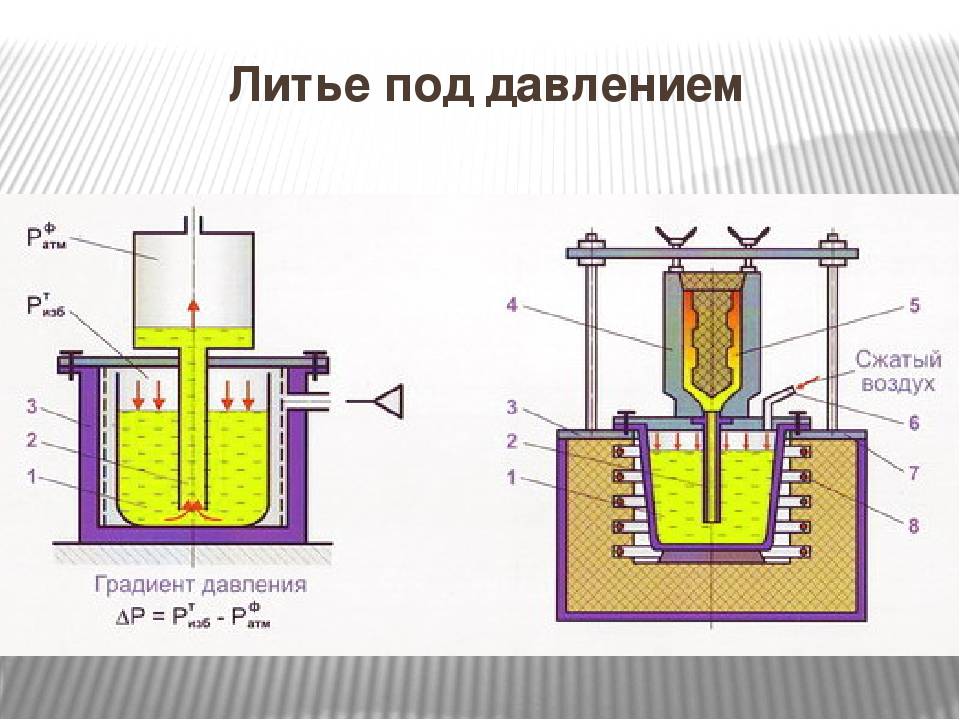
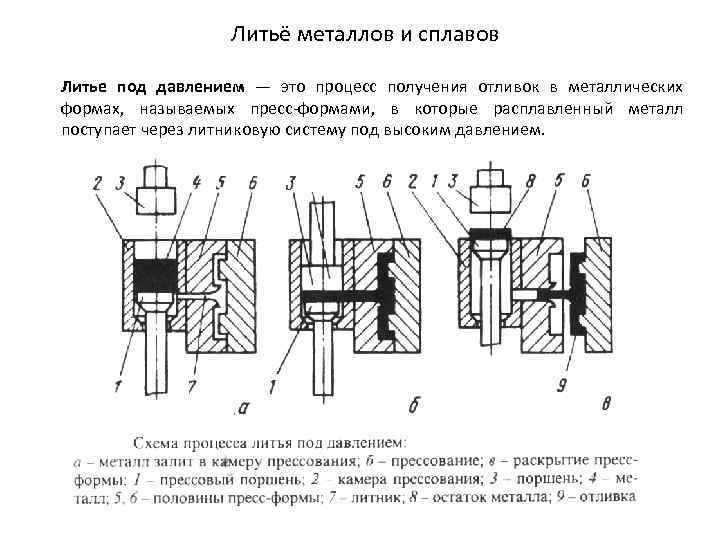
Литье металлов под давлением
Это самый распространенный и эффективный метод литья. Для данного способа необходимо: — литейная форма из качественных сортов стали, которая может быть многоступенчатой, сложной внутренней формы — нагнетающее оборудование, способное выдавать от 7 до 700 МПа.
Пресс-формы
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели, с помощью которых готовое изделие извлекается из пресс-формы и подвижные металлические стержни, называемые знаками, образующие внутренние полости изделий.
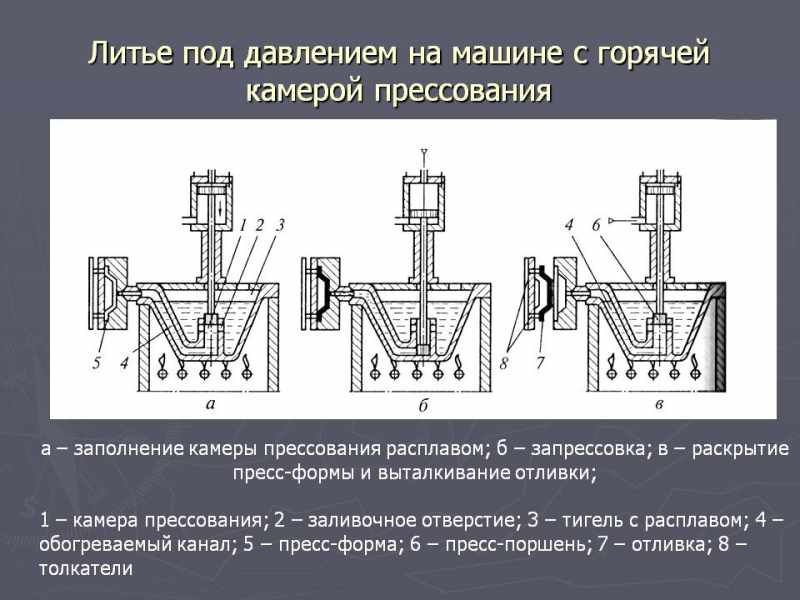
Литейные машины с горячей камерой прессования
Машины литья под давлением с горячей камерой прессования чаще всего используются для литья сплавов на основе цинка или латуни. Это необходимо поскольку температура плавления латуни более 900 градусов Цельсия. Если для литья цинка или латуни использовать обычную машину литья под давлением с холодной камерой прессования, то пресс-форма будет испытывать повышенные тепловые нагрузки и перепады температур, что приводит к быстрому износу формы и падению качества отливок. В машине литья под давлением с горячей камерой прессования камера погружена в расплав, что позволяет поддерживать постоянную температуру пресс-формы, уменьшить перепады температур и повышенные тепловые нагрузки, что продлевает срок службы формы.
Литейные машины с холодной камерой прессования
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа. Машины литья под давлением с холодной камерой прессования отличаются от машин литья под давлением с горячей камерой прессования отсутствием «гузнека» и более низкими температурами эксплуатации.
Кокильные машины для литья металлов
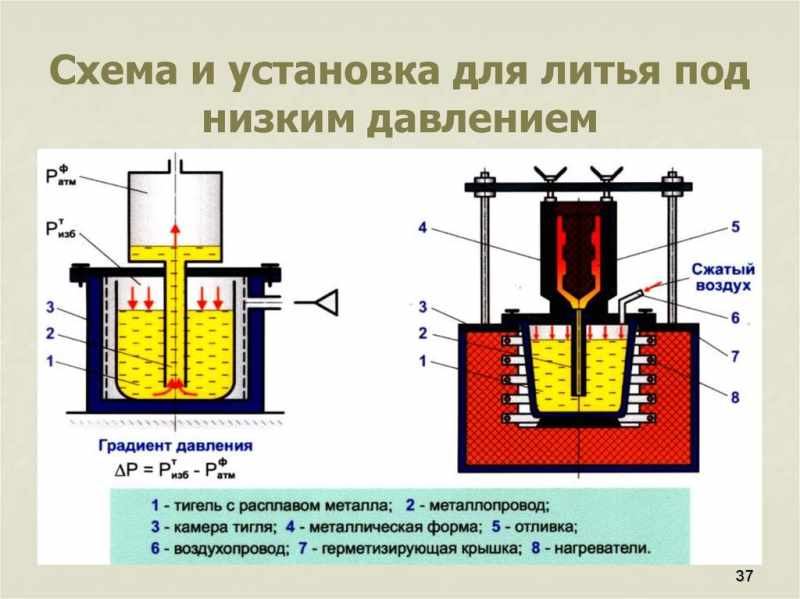
Кокильные (gravity casting machines англ.) машины для литья металлов используются для литья в кокиль под низким давлением. Основная сфера применения это изделия на основе алюминиевых сплавов, медных сплавов, бронзовых сплавов и др. Для литья толстостенных изделий с более низкими требованиями по плотности изделия и его пористости по сравнению с машинами литья под давлением. Литье в кокиль один из самых древних методов литья металлов.
Некоторые недостатки метода
Недостатком данного способа литья является то обстоятельство, что для него подходят только те виды металлов, которые отличаются повышенной текучестью в расплавленном виде. Например, для стали годится только отливка под давлением (о ней ниже), так как материал этот хорошей текучестью не обладает вообще. Под действием сжатого воздуха даже самые «тягучие» сорта стали намного лучше принимают требуемую форму. Плохо то, что обычный кокиль таких экстремальных условий производства попросту не выдержит и развалится. А потому приходится использовать особый метод производства, о котором мы расскажем чуть ниже.
Литьё по газифицируемым (выжигаемым) моделям
По качеству отливки и простоте, данный метод является одним из наиболее выгодных, а потому в современной промышленности он используется все более широко. Особенной популярностью такое литье металла, производство которого возрастает год от года, пользуется в КНР и США, так как промышленные базы этих двух стран отличаются наибольшей потребностью в качественной стали. Преимущество данного метода в том, что он позволяет производить отливки без каких бы там ни было ограничений по массе и размерам.
Во многом этот метод схож с описанными нами выше: так, в этом случае используется первичная модель не из воска или пластилина, а из широко распространенного ныне пенопласта. Так как материал этот обладает своей спецификой, связующую песчаную смесь набивают в опоку под давлением примерно в 50 кПа. Чаще всего данный метод практикуется в тех случаях, когда необходимо сделать детали массой от 100 граммов до двух тонн.
Впрочем, мы уже говорили, что каких-то жестких ограничений на размер деталей нет. Так, посредством этого способа отливки могут производиться даже комплектующие для корабельных двигателей, которые никогда «скромными» размерами не отличались. На каждую тонну металлического сырья расходуется следующее количество дополнительных материалов:
- Песка кварцевого мелкого — 50 кг.
- Особое противопригарное покрытие — 25 кг.
- Гранулированный пенополистирол — 6 кг.
- Плотная полиэтиленовая пленка — 10 кв. м.
Вся формовочная смесь – чистый кварцевый песок без каких-либо дополнительных присадок и добавок. Он может быть примерно на 95-97% использован повторно, что значительно повышает экономичность и снижает себестоимость процесса.

Таким образом, литье металлов (физика процесса была нами частично рассмотрена) – явление «многогранное», так как на сегодняшний день существует масса новейших методик. Параллельно современная промышленность применяет методы, которые были в ходу уже несколько тысяч лет тому назад, несколько адаптировав их под нынешние реалии.
Литье алюминия под давлением сложной формы

Литье алюминия под давлением — технологичный процесс, обеспечивающий высокое качество тонкостенных изделий различных форм и конфигураций, практически не требующий последующей механической доработки.
Можно получать отливки, имеющие внутреннюю или наружную резьбу, различные каналы и полости, толщину стенок от 0,5 до 5 миллиметров. Вес изделий может составлять от нескольких граммов, до десятков килограммов.
Если вам нужна машина для литья под давлением, обращайтесь в .
Звоните по телефонам или обращайтесь по обратной связи! Наши менеджеры ответят на все интересующие вас вопросы, помогут подобрать подходящий агрегат и пресс-формы к нему, оформить заказ по минимальной цене.
Рис.1 Машина для литья алюминия под давлением DC-420V4N
Что такое литье алюминия под давлением сегодня
Современные процессы литья под давлением алюминиевых сплавов отличаются полной автоматизацией производства, высокой производительностью и идеальной точностью линейных размеров выпускаемых изделий.
Блок ЧПУ задает необходимые режимы, параметры и способы литья:• температурный режим плавления сырья;• давление и скорость впрыска расплава;
Окончание подготовительного этапа
А сейчас наступает время едва ли не для самой ответственной части операции. Опоки очень аккуратно разъединяют, стараясь не допускать нарушения целостности формовочной смеси. После этого в земле остаются два четких и подробных отпечатка будущей детали. После этого их покрывают особой краской. Делается это, чтобы расплавленный металл не вступал в непосредственное соприкосновение с землей формовочной смеси. Этого технология литья металлов допускать не должна, так как в противном случае качество готового изделия может значительно ухудшаться.
Если в этом есть необходимость, в это же время прорезается дополнительный литниковый проход, необходимый для заливки расплава. Опоки вновь складывают и максимально прочно соединяют. Как только формовочная смесь слегка подсохнет, можно приступать к литью.
«Земляной» метод литья
Наиболее простым и древним способом является литье металла в землю. Но «простота» его — относительно условное понятие, так как работа эта требует предельно кропотливой подготовки. Что под ней подразумевается?
Сперва в модельном цехе делается полноразмерная и максимально подробная модель будущей отливки. Причем размер ее должен быть несколько больше того изделия, которое должно получиться, так как металл при охлаждении будет оседать. Как правило, модель делают разъемной, из двух половинок.
Как только с этим покончено, готовят специальную формовочную смесь. Если у будущего изделия должны быть внутренние полости и пустоты, то придется готовить еще и стержни, а также дополнительный формовочный состав. Они должны временно заполнить те участки, которые в готовой детали «пустуют». Если вас интересует литье металлов в домашних условиях, обязательно помните об этом обстоятельстве, так как в противном случае уже заполненную опоку может попросту разорвать давлением, причем последствия этого могут оказаться самыми печальными.







Виды литья под давлением
Инжекционный вид литья под давлением
Нужный объем расплава накапливается в материальном цилиндре, а потом впрыскивается под высоким давлением (около 120-190 МПа) и инжектируется в форму за не большой интервал времени. Инжекционный вид литья — это самый распространенный способ литья под давлением. Он позволяет изготавливать изделия сложной конструкции, с разной толщиной стенок. Особенностью этой технологии литья под давлением является то что объем изделий с литниками не может превышать объем впрыска.
Интрузиотый метод литья под давлением
Интрузиотый метод литья под давлением используется для изготовления толстостенных изделий. Отличительной чертой этого вида литья это то, что сплав при экструзии подается в пресс-форму и полностью заполняет ее с помощью вращения червяка. Когда форма заполняется червяк прекращает движение и осевым движением подпитывает форму, уменьшая усадку постепенно остывающего расплава. Этот метод не позволяет получать сложные и изделия с тонкой стенкой, но при этом объем получаемого изделия может превышать паспортный объем впрыска.
Инжещионно-прессовый литья под давлением
Инжещионно-прессовый метод литья под давлением применяется для изготовления деталей имеющих большую площадь прессования. при этом методе при заполнении формы существенно снижается давление расплава на ее периферии. Это явление при литье под давлением вызывает эффект разнопрочности получаемого изделия. Особенность этой технологии литья под давлением заключаена в том, что давление на расплав находящийся в форме осуществляется совместно с помощью инжекции и прессового механизма узла смыкания, поэтому для токого литья могут применяться формы с перемещение пуансона и после смыкания формы.
Литье с подачей сжатого газа
Технологически процесс литья с подачей сжатого газа под давлением состоит в следующем: расплав полимера инжектируется в форму и заполняет ее на 75-95%. Далее в форму через специальное сопло или ниппель в форму подается под давлением газовая смесь и заполняет конструктивные углубления. В конце операции литья газовая смесь удаляется из пресс формы в приемник, а пластикатор впрыскивает остаток расплава для закрытия формы. Технология литье с подачей сжатого газа позволяет сократить цикл изготовления продукции на 25-35% и уменьшает вероятность появления коробления, утяжены и облоя.
Металлы для заливки
Черные металлы
В металлургической промышленности различают цветные и черные металлы. К черным относятся железо, марганец, хром и сплавы на их основе. Сюда входят все стали, чугуны и ферросплавы. Черные металлы дают более 90% мирового потребления металлических сплавов. Из стали производят корпуса и детали транспортных средств от самоката до супертанкера, строительные конструкции, бытовую технику, станки и другое промышленной оборудование.

Цветные металлы, в свою очередь, в зависимости от физических свойств, и прежде всего, удельного веса, делятся на две большие группы
Легкие цветные металлы
В эту группу входят алюминий, титан, магний. Эти металлы встречаются реже, чем железо, и стоят дороже. Их применяют в тех отраслях, где нужно снизить вес изделия — аэрокосмическая промышленность, производство высокотехнологичных вооружений, производство вычислительной и телекоммуникационной техники, смартфонов и малых бытовых приборов.

Тяжелые цветные металлы
Сюда относятся медь, олово, свинец, цинк и никель. Их применяют в химической промышленности, производстве электроматериалов, в электронике, на транспорте – везде, где требуются достаточно прочные, упругие и коррозионно-стойкие сплавы.
Благородные металлы
В эту группу входят золото, серебро, платина, а также более редкие рутений, родий, палладий, осмий, иридий.
Первые три известны человеку с доисторических времен. Они редко (относительно меди и железа) встречались в природе и поэтому служили платежным средством, материалом для ценных украшений и ритуальных предметов.

Золото и платина
С развитием цивилизации золото и платина сохранили свою роль средства накопления богатств, однако стали весьма широко использоваться в промышленности и медицине из-за своих уникальных физико-химических свойств.