Краткие исторические сведения по технологии
Историческая практика мира отмечалась широким использованием связанного процесса — точного литья по восковым моделям. Современная техника точного литья по выплавляемым моделям применялась в промышленности относительно короткий период времени.
Так, использование процесса точного литья по восковым моделям в области зубного протезирования 1907 года достаточно долго не касалось других применений.
Только в конце 1930-х годов производители ювелирных изделий освоили процесс точного литья по выплавляемым моделям. А для накопления технологического опыта потребовалось ещё несколько десятилетий.
Нужно отметить: процесс, используемый теперь в ювелирном производстве, в малой степени обязан инженерному точному литью по выплавляемым моделям. Технологии, используемые в этих двух областях, развивались практически независимо. В настоящее время ювелирное литьё переживает эпоху значительных изменений.
Представляется вероятным, что период последних нескольких десятков лет эмпирической разработки материалов и оборудования подходит к концу. Ожидается, что процесс будет развиваться на лучшей технической основе, чем это имело место до некоторых времён.
Месторождения космического материала
Самыми распространёнными являются залежи ильменита, они составляют порядка 800 млн тонн. Запасы рутиловых руд значительно меньше, но при сохранении роста добычи все они могут обеспечить человечество ещё на 100 лет. По запасам титана Россия уступает только Китаю и насчитывает 20 разведанных месторождений. Большинство из них — комплексные, где добывают также железо, фосфор, ванадий и цирконий. Сегодня крупнейшим мировым производителем титана считается российская металлургическая .
Обширные залежи располагаются на территории ЮАР, Украины, Канады, США, Бразилии, Австралии, Швеции, Норвегии, Египта, Казахстана, Индии и Южной Кореи. Они различаются содержанием металла в рудах и объёмами добычи, геологические изыскания не прекращаются. Даже на Луне были обнаружены запасы титаносодержащих руд, некоторые из них в десятки раз богаче крупных месторождений Земли. Это позволяет надеяться на снижение рыночных цен металла и расширение сферы использования.
Как осуществляется процесс
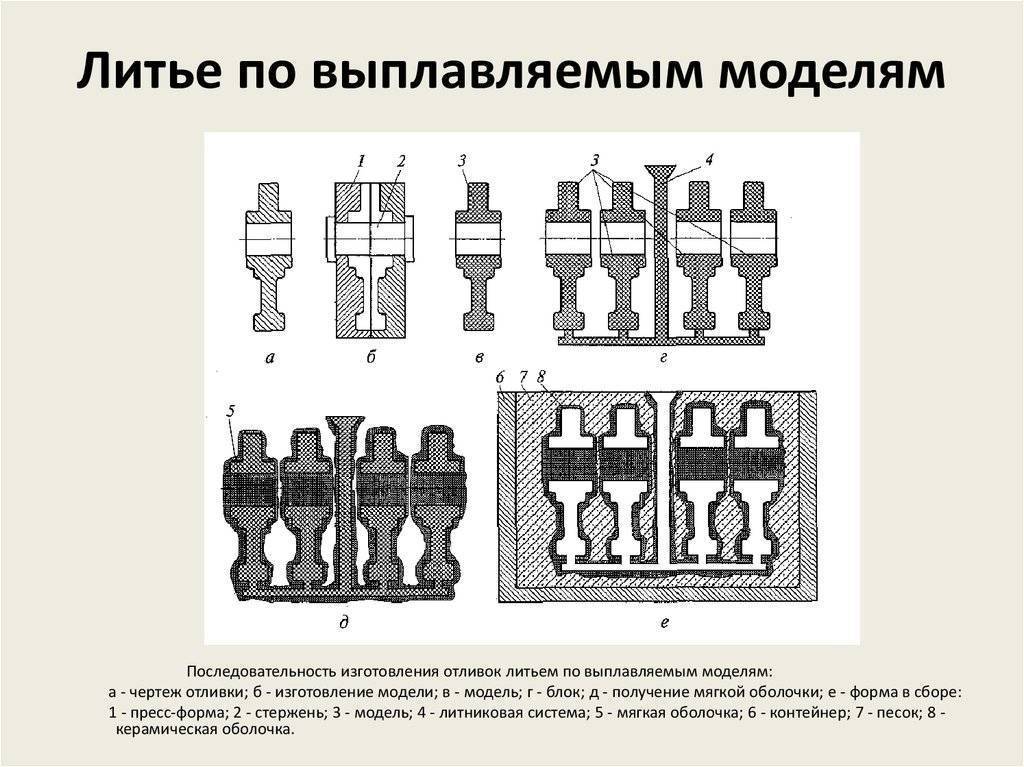
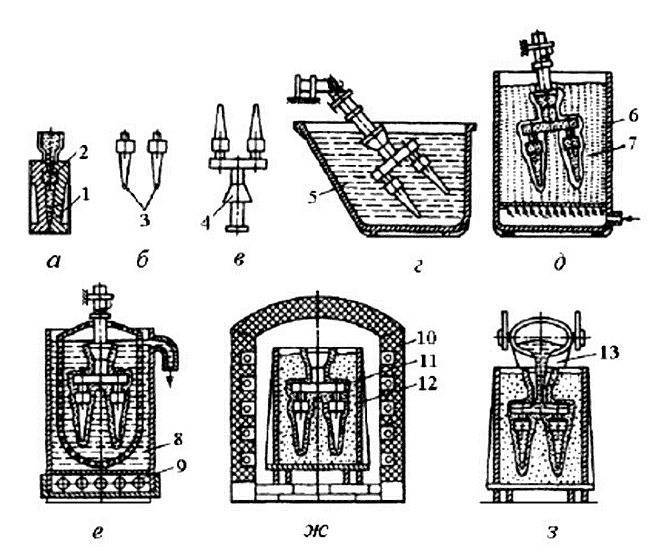
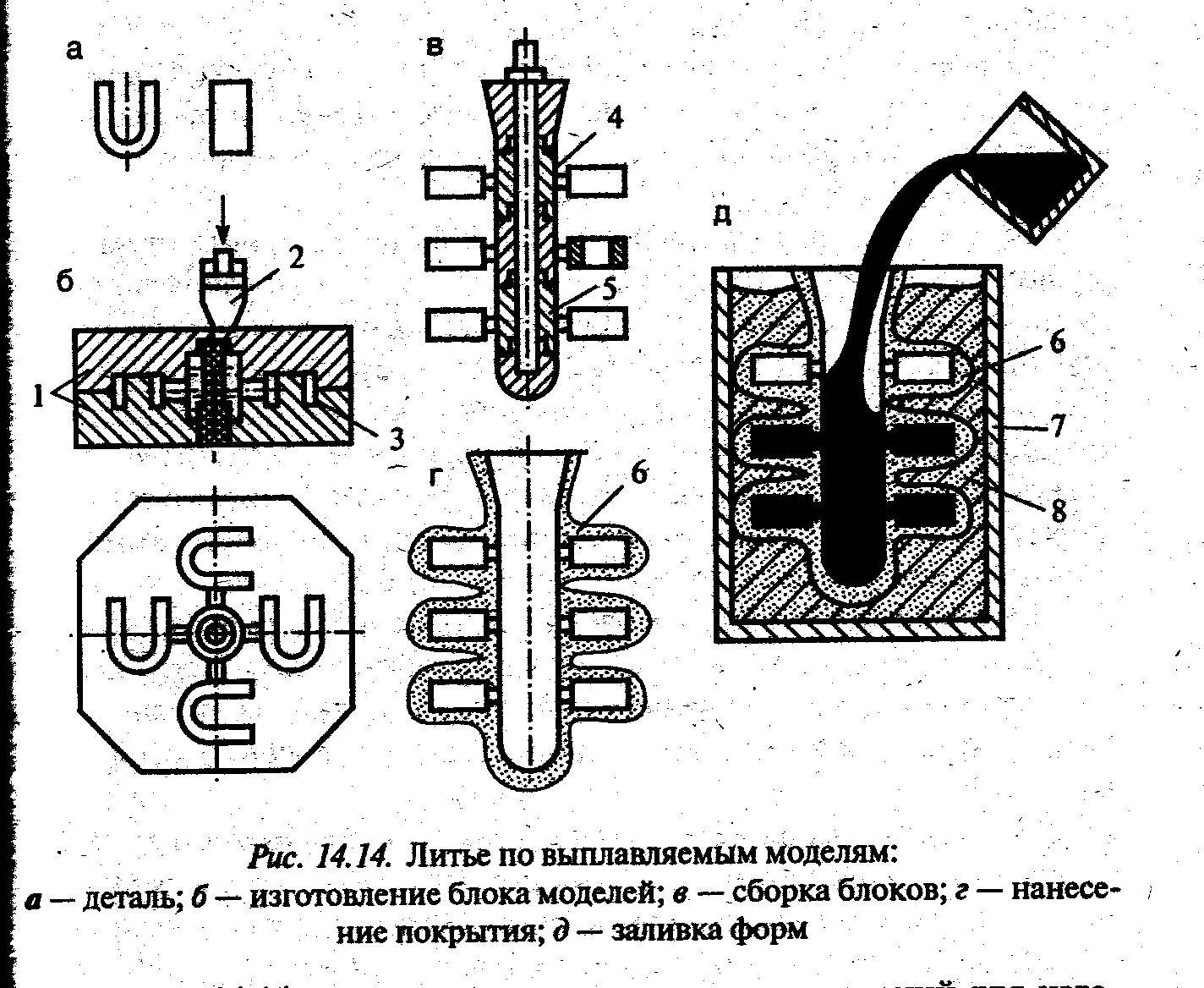
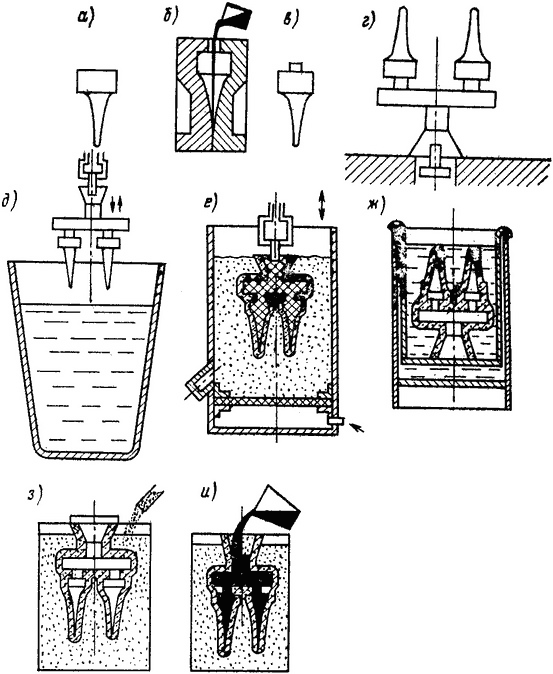
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
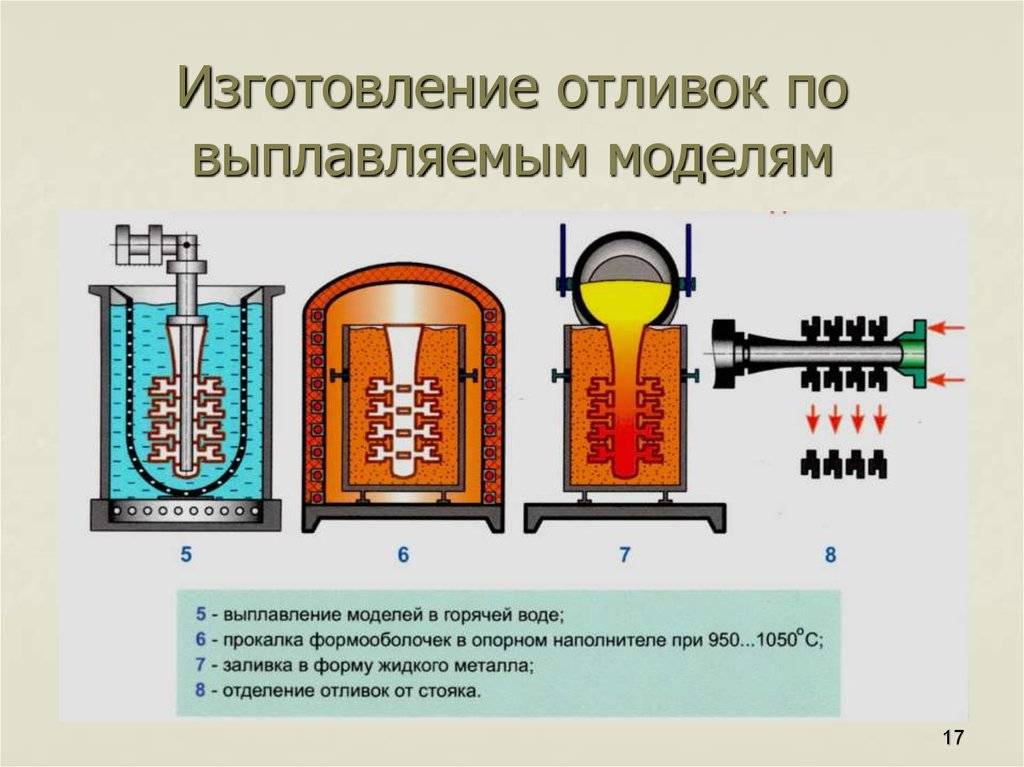
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +1200 С…+1500 С или в горячей воде 900 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 9000 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Основные свойства титана
- Цвет: серебристо-белый
- Плотность: 4,54 г/см³
- Температура плавления: 1668°С
- Температура кипения: 3260°С
- Теплопроводность: 21.9 Вт/(м·К)
- Атомный номер: 22
- Атомная масса: 47,9
- Удельная теплота плавления: 358 кДж/кг
- Удельная теплоемкость (при 20°С): 0,54 кДж/(кг.°С)
- Модуль упругости: 112 ГПа
Механические свойства титана в большой степени зависят от содержания примесей, особенно Н, О, N и С, образующих с титаном твердые растворы внедрения и промежуточные фазы: гидриды, оксиды, нитриды и карбиды. Небольшое содержание кислорода, азота, углерода повышает твердость и прочность, но при этом значительно уменьшается пластичность, снижается коррозионная стойкость, ухудшается свариваемость, способность к пайке и штампуемость. Титан обладает высокими прочностью и удельной прочностью в условиях глубокого холода.
Технический титан хорошо обрабатывается давлением при 20-25°С и повышенных температурах. Из него изготовляют все виды прессованного и катаного полуфабриката (листы, трубы, проволоку, поковки и др.). Ковку проводят при температуре 1000-750°С, горячую прокатку – на 100°С ниже температуры ковки. Горячей прокаткой получают листы толщиной более 6 мм, листы меньшей толщины изготовляют холодной прокаткой или с нагревом до 650-700°С. Температура прессования 950-1000°С. Титан хорошо сваривается аргонодуговой и всеми видами контактной сварки. Сварной шов обладает хорошим сочетанием прочности и пластичности. Прочность шва составляет 90% прочности основного металла.
Титан плохо обрабатывается резанием, налипает на инструмент, что приводит к его быстрому износу. Для обработки титана требуется инструмент из быстрорежущей стали и твёрдых сплавов, малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение. Недостатком титана является также низкая антифрикционность.
Титановые сплавы
Достоинством титановых сплавов по сравнению с титаном являются более высокие прочность и жаропрочность при достаточно хорошей пластичности, высокой коррозионной стойкости и малой плотности. Титан в виде сплавов является важнейшим конструкционным материалом в авиа- и ракетостроении, в кораблестроении. Самым распространённым в мире титановым сплавом является сплав Ti-6Al-4V, который в российской классификации имеет обозначение ВТ6. Для изготовления деталей методами порошковой технологии используют сплавы ВТ5, ВТ5-1, ОТ4, ВТЗ-1 и другие.
По технологии изготовления титановые сплавы подразделяются на деформируемые, литейные и порошковые. По механическим свойствам титановые сплавы подразделяются на сплавы нормальной прочности, высокопрочные, жаропрочные, повышенной пластичности. По способности упрочняться с помощью термической обработки они делятся на упрочняемые и неупрочняемые термической обработкой; по структуре в отожженном состоянии они классифицируются на а-, псевдо-а, а + р, псевдо-р и р-сплавы.
Применение титановых сплавов
- В авиастроении, ракетостроении: каркасные детали, обшивка, топливные баки, детали реактивных двигателей, диски и лопатки компрессоров, детали воздухозаборника, детали корпусов ракетных двигателей второй и третьей ступени и т.д.
- В судостроении: обшивка корпусов судов и подводных лодок, сварные трубы, гребные винты, детали насосов и др.
- В химической промышленности: реакторы для агрессивных сред, насосы, змеевики, центрифуги и др.
- В гальванотехнике: ванны для хромирования, анодные корзины, теплообменники, трубопроводы, подвески и др.
- В газовой и нефтяной промышленности: фильтры, седла клапанов, резервуары, отстойники и др.
- В криогенной технике: детали холодильников, насосов компрессоров, теплообменники и др.
- В пищевой промышленности: сепараторы, холодильники, ёмкости для продуктов, цистерны и др.
- В медицинской промышленности: инструмент, наружные и внутренние протезы, внутрикостные фиксаторы, зажимы и др.
Марки и классы титана
| Титановая губка | ||||
|---|---|---|---|---|
| ТГ-100 | ТГ-110 | ТГ-120 | ТГ-130 | ТГ-150 |
| ТГ-90 | ТГ-Тв |
| Титан технический | ||
|---|---|---|
| ВТ1-0 | ВТ1-00 | ВТ1-1 |
| Титановый литейный сплав | ||||
|---|---|---|---|---|
| ВТ14Л | ВТ1Л | ВТ20Л | ВТ21Л | ВТ3-1Л |
| ВТ5Л | ВТ6Л | ВТ9Л |
| Титановый деформируемый сплав | ||||
|---|---|---|---|---|
| АТ-6 | ВТ14 | ВТ15 | ВТ16 | ВТ20 |
| ВТ22 | ВТ23 | ВТ3-1 | ВТ5 | ВТ5-1 |
| ВТ6 | ВТ6С | ВТ9 | ОТ4 | ОТ4-0 |
| ОТ4-1 | ПТ3В | ПТ7М | ТС6 |
Технология литья из титана
Сложность технологии титанового литья обуславливается высокой температурой плавления и очень высокой химической активностью жидкого титана. Он пытается вступить в реакцию со всеми газами, содержащимися в воздухе. Поэтому литье титана традиционно проводили в атмосфере инертных газов. Для этого плавильные печи изолировали от атмосферы, нагнетая в них специальные газы и создавая избыточное давление.

Технология литья из титана
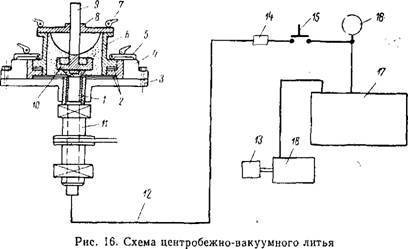
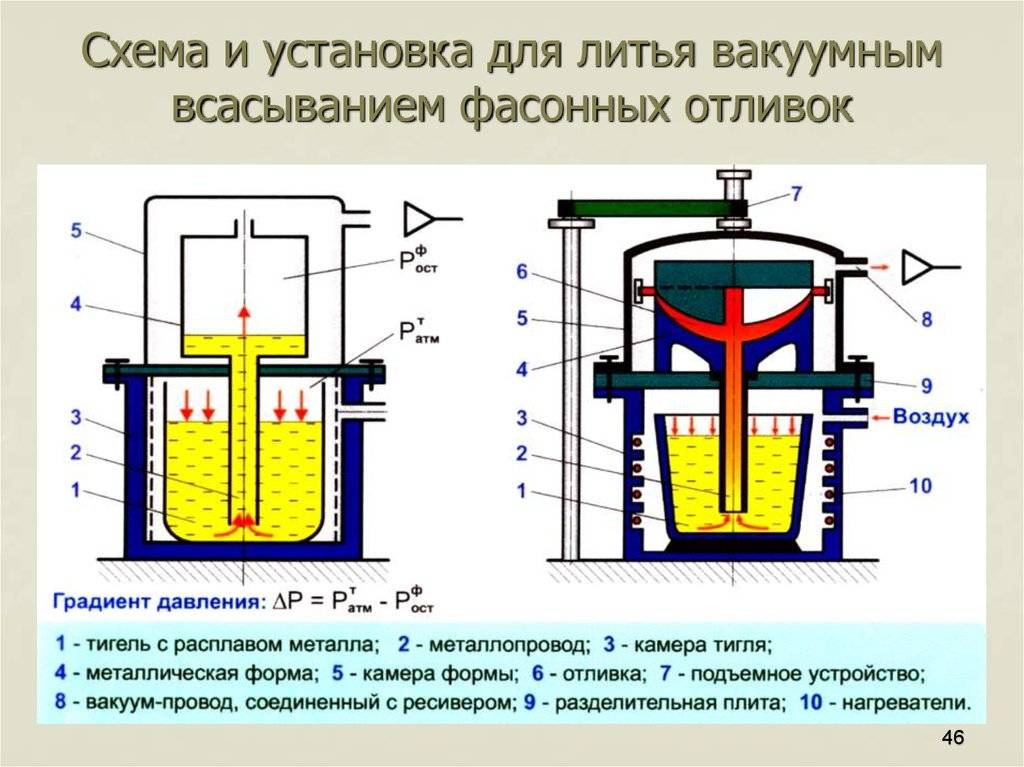
Впоследствии были разработаны вакуумные плавильни-литейные установки. Они объединяют в одном вакуумированном объеме, процессы расплавления металла, его литья и остывания отливки. Литье производится в графитовые формы. Наравне с этой технологией применяется и метод вакуумного литья по выплавляемым моделям. Используется также и технология оболочечного литья.
Современные методы литья позволяют получать прочные и однородные отливки, удовлетворяющие самым придирчивым конструктивным требованиям. Метод литья также обладает преимуществом перед механической обработкой на станках и сваркой лучшим коэффициентом использования металла. Многие производители стали шире применять литые детали вместо фрезерованных.






В художественном литье металл широкого применения не нашел из-за сложности производства. Широкую известность в мире искусства получила первая отлитая из титана статуя Юрия Гагарина в Москве.
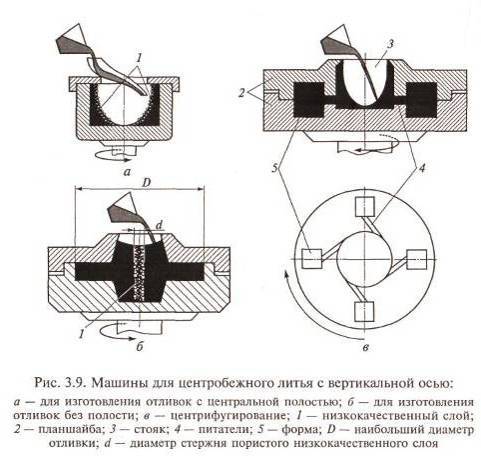
Изготовление отливок центробежным литьем
Центробежное литье металлов – один из самых удобных и выгодных способов производства тел вращения. Во вращающейся форме под действием центробежных сил металл прижимается к ее поверхности, принимая необходимую форму и сохраняя ее в процессе охлаждения.
Данный метод используется с самыми разными металлами, возможно даже центробежное литье нержавеющей стали. Популярно и центробежное литье чугуна, позволяющее получать отливки, требующие минимальной последующей обработки. Но наиболее востребован данный метод при работе с цветными металлами. В частности, мы выполняем центробежное литье бронзы и латуни.

Возможно изготовление самых разных отливок, одним из самых востребованных вариантов является центробежное литье труб. Кроем того, мы можем изготовить разнообразные втулки, диски, валы, подшипники, вкладыши, фланцы, любые другие тела вращения. Центробежное бронзовое литье позволяет получать отливки высокого качества в любом необходимом количестве и в самые короткие сроки, что делает данную технологию очень привлекательной.
В некоторых случаях может использоваться центробежное литье под давлением, обеспечивающее создание отливок самого высокого качества. Такие отливки имеют повышенную прочность, в них отсутствуют раковины, шлаковые и другие включения.
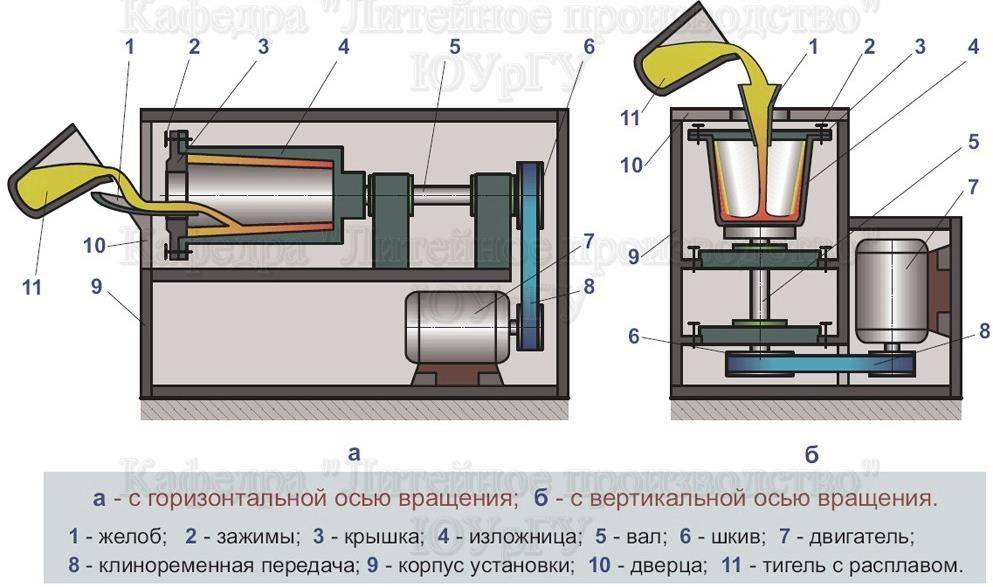
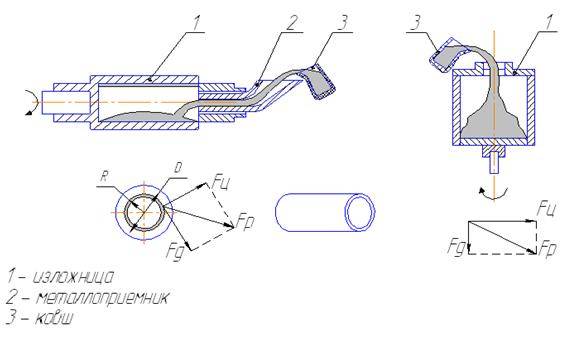
Центробежное литье
Центробежное литьё, способ литья в быстро вращающуюся металлическую форму. Расплавленный металл под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя пустотелую отливку (трубку, втулку, кольцо) без стержня. Различают центробежное литье с разными осями вращения; заливаемые формы — песчаные, металлические, по выплавляемым моделям, оболочковые. Внешняя поверхность отливки оформляется формой под действием центробежной силы при V=3-8 м/с. Под действием центробежной силы происходит направленное затвердевание металла и вытеснение газовой и усадочной пористости. Качество деталей может сильно пострадать из-за образования усадочных раковин. Отлитый в форму металл начинает затвердевать с наружных слоев, и некоторое время поверхность отливки представляет собой как бы твердую корку, под которой имеется жидкий металл. Она (корка) отделяется от еще расплавленного металла, находящегося в глубине кюветы который, уменьшаясь в объеме, не заполняет целиком всего пространства формы.
ЦЕНТРОРБЕЖНОЕ ЛИТЬЕ
Литьё — технологический процесс изготовления заготовок (реже — готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом, сплавом, пластмассой и т. п.) с последующим его затвердеванием.
Известно множество разновидностей литья:
в песчаные формы (ручная или машинная формовка) в многократные (цементные, графитовые, асбестовые) формы в оболочковые формы по выплавляемым моделям по замораживаемым ртутным моделям центробежное литьё в кокиль литьё под давлением по газифицируемым (выжигаемым) моделям вакуумное литьё электрошлаковое литьё литьё с утеплением
Так как разновидности литья различаются одновременно по многим разнородным признакам, то возможны и комбинированные варианты, например, электрошлаковое литьё в кокиль.
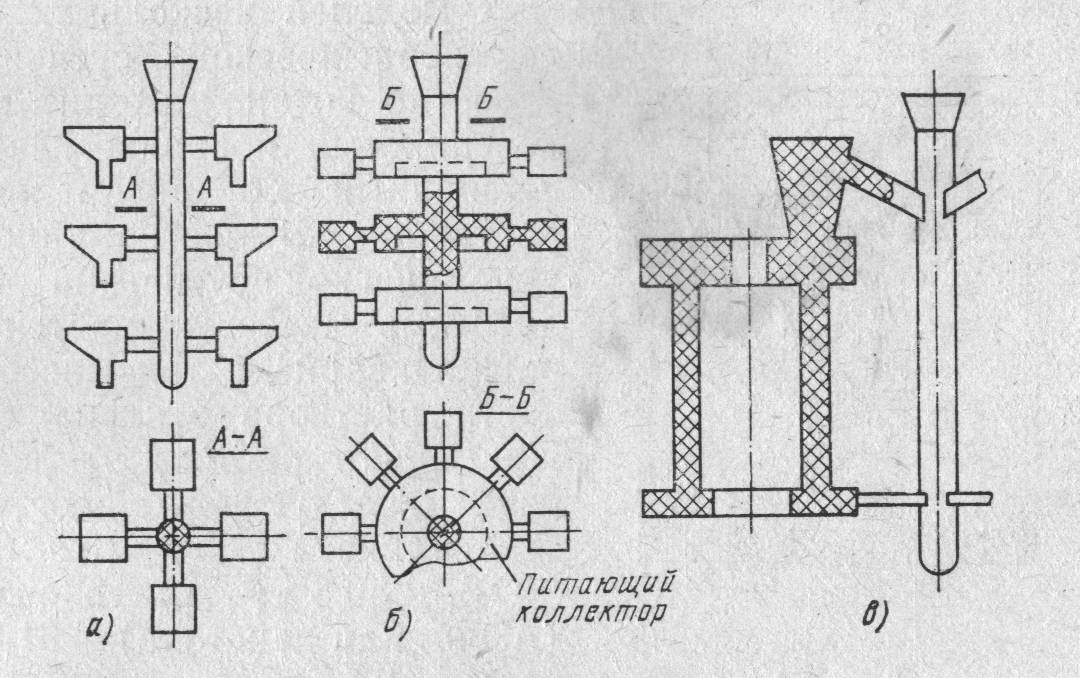
Центробежное литьё Центробежный метод литья (центробежное литьё) используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.
Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Центробежным способом можно получить двухслойные заготовки, что достигается поочерёдной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.
При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы. Выход годных отливок повышается до 95 %.
Широким спросом пользуются отливки втулок, гильз и других заготовок, имеющих форму тела вращения, произведенные с помощью метода центробежного литья.
Центробежное литьё — это способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом получается отливка. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью).
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
Высокая износостойкость. Высокая плотность металла. Отсутствие раковин. В продукции центробежного литья отсутствуют неметаллические включения и шлак. Центробежным литьём получают литые заготовки, имеющие форму тел вращения:
втулки; венцы червячных колёс; барабаны для бумагоделательных машин; роторы электродвигателей. Наибольшее применение центробежное литьё находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз.
По сравнению с литьём в неподвижные формы центробежное литьё имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок, выход годного. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм.
Полезные советы
- для нагревания полимера подойдут любые керамические или стеклянные емкости. Но наиболее предпочтителен вариант с фротопластом, потому что он обладает повышенной прочностью и отлично сохраняет температуру.
- чтобы избежать ожогов следует вынимать из микроволновки нагретую посуду с силиконом через тряпку или надев перчатки;
- для заливки силикона рекомендуется использовать фторопластовый шприц. При отсутствии такой возможности подойдет и стеклянный шприц. Но с ним необходимо быть крайне внимательным в связи с его хрупкостью. Использование обычных шприцов из пластмассы категорически неприемлемо, так как они теряют форму от нагретого силикона.
Литье силиконовых приманок в домашних условиях – занятие, действительно требующее огромных временных трат. Тем не менее, это того стоит, ведь так можно не только значительно разнообразить процесс рыбной ловли, но и значительно сэкономить.
- Как приготовить тесто на карася
- Выбор виброхвоста для судака
- Отводной поводок
- Зимние безмотылки
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.





Литье по выплавляемым моделям — описание технологии, использование в домашних условиях
Не всегда возможно изготовить требуемую стальную деталь методом штамповки или при обработке на токарном станке. В особенности это касается тонкостенных заготовок сложной формы. В таком случае применяется литье по выплавляемым моделям. Описание технологии будет полезно не только для общего развития – она может быть адаптирована для работы в домашних условиях.
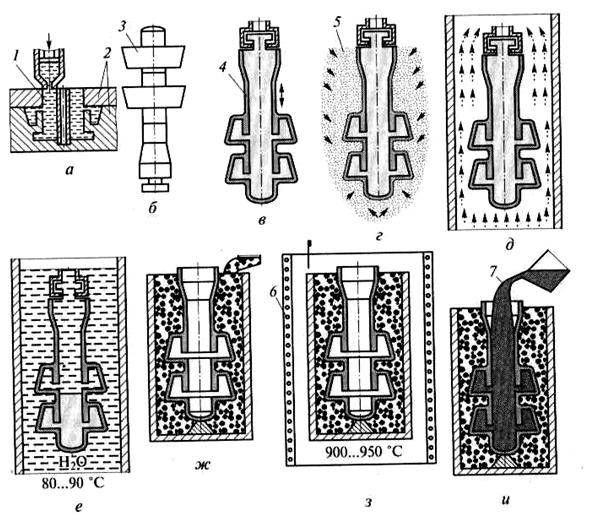
Общая схема
Принцип литья по моделям заключается в предварительном изготовлении формы, которая после определенной обработки заливается металлом. Но для начала необходимо определиться с основными этапами этого процесса.

Обобщенная технологическая схема
Первое, что предшествует литью – изготовление формы. В заводских условиях для этого используют разъемные алюминиевые изложницы. Их конфигурация соответствует форме будущей заготовки, но имеет большие габариты. Обычно части изложницы изготавливают методом прессования алюминиевых заготовок.
Модель
В качестве материала изготовления первичной формы используют материал с низкой температурой плавления: парафин, стеарин, воск или этилцеллюлоза. При этом температура заливки не должна превышать 100°С. В твердом состоянии модельный состав обладает достаточной степенью пластичности, чтобы заполнить все пространство изложницы.
| Модельный состав | Условные обозначения | Температура заливки, °С |
| Парафин-стеарин | ПС 70-30 | 65-80 |
| Парафин-стеарин | ПС 50-5и | 75-80 |
При сложной конфигурации изделия могут быть изготовлены несколько моделей, которые соединяются между собой путем незначительного нагрева торцевых частей.

Заполненная изложница
Форма
Поверх модели наносят специальный состав на основе керамики. Для лучшей термической сопротивляемости она обсыпается мелкозернистым песком с добавлением циркония. В зависимости от габаритов изделия этот процесс может повторяться от 3 до 7 раз. Минимальная толщина керамической формы должна составлять 7 мм.

Обработка керамическим составом
На этом этапе важно соблюдать следующие условия:
- Равномерное распределение состава по всей поверхности модели.
- Отсутствие внутренних пустот. Они приведут к неправильной конфигурации изделия.
- Критическая температура, при которой форма не изменит своих габаритов, должна быть больше, чем температура расплавленного металла. Обычно это от 900 до 1200°С.
По окончании формирования необходимо сделать отверстия для удаления парафинового материала. Формы помещаются в печь, где под воздействием высоких температур происходит испарение парафина. В случае надобности проводится дополнительный дожег керамической формы.
Готовая отливка
Основной проблемой литья по выплавляемым моделям в домашних условиях является частое появление дефектов формы при заливке в нее расплавленного металла. Поэтому предварительно ее поверхность нагревается до температуры заполняемой массы. При этом термическая обработка должна быть сделана равномерно по всей поверхности керамической заготовки.
В ранее сформированную горловину заливают металл. Остывание происходит при комнатной температуре. Не допускается принудительное остывание изделия.

Заливка металла
По истечении 4-6 часов можно удалить поверхностную керамическую оболочку. В промышленных условиях для этого используют вибрационную машину. Основательный этап – отсечение литника. В дальнейшем изделие может подвергаться обработке сжатым воздухом, пескоструйной шлифовке.
Области применения
Общее описание технологии не дает представление о практическом применении этой схемы. В настоящее время она используется в машиностроении и при изготовлении сложных конструкций. Учитывая высокую точность получаемых деталей и относительно низкую себестоимость их изготовления, литье по выплавляемым моделям активно применяется в следующих областях:
- Машиностроение, судостроение и приборостроение. Применяется относительно недавно, так как при изготовлении были проблемы с качеством сформированной формы. Появление этилсиликата позволило добиться требуемых показателей термической устойчивости и вязкости.
- Ювелирная промышленность. Так как температура плавления золота, серебра и бронзы значительно ниже, чем у стали – требования к качеству керамических заготовок дают возможность делать литье в домашних условиях.
- Зубопротезирование.
Ярчайшими примерами применения метода воскового литься являются памятники Санкт-Петербурга – Петру Первому и «Укротитель коней», установленный на Аничковом мосту. Соблюдение технологии и применение соответствующих составов позволяет добиться изготовления деталей, ювелирных украшений, произведений искусства высокой точности.
Материалы и оборудование для литья титана
Вследствие высокой активности нагретого титана для его литья приходится использовать своеобразное оборудование.
Плавильный аппарат и машина литья литейных форм располагаются в герметичной вакуумированной камере. Очень производительные насосы откачивают как воздух на начальной стадии, так и убирают газы, образовывающиеся при плавлении и отливке.





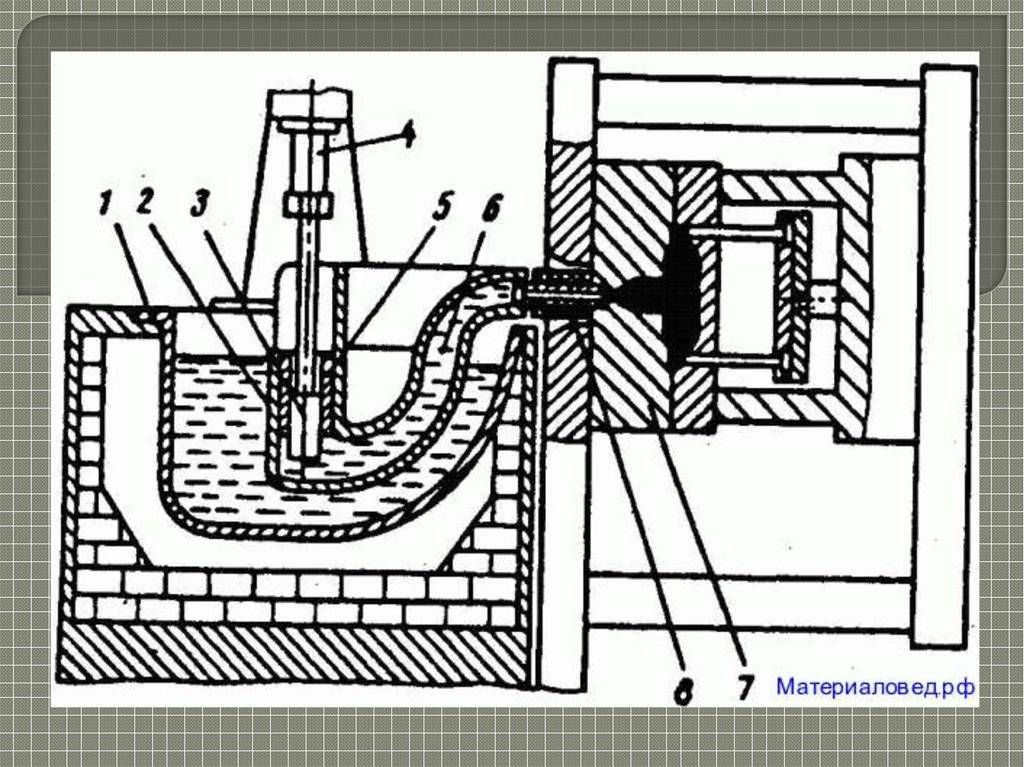

Машина для литья литейных форм
Обыкновенные керамические тигли для плавки не подойдут, взамен них применяют графитовые. В электродуговых печах, где нагрев идет внутри, применяют охлаждаемые емкости, покрытые тоненьким слоем металлического титана — говоря иначе гарнисажи. Сверху в тигель опускается расходуемый электрод. Автоподача поддерживает постоянное расстояние от электрода до поверхности расплава по мере его расходования.
Ниже тигля находится блок литейных установок, в который расплав подается под воздействием собственного веса. С целью улучшения распределения расплава по форме блок с формами может вращаться.
Время опрокидывания тигля устанавливается исходя из регулярно контролируемых показателей — температуры тиглей, давления, химического состава расплава.

Пресс-формы из графита
Пресс-формы производят из графита. В наши дни взамен дорогих графитовых форм начинают использовать формы из обыкновенных жаропрочных материалов с особенным тонким покрытием с защитным эффектом, мешающим вступлению титана в реакцию.
Сложность тех. процессов, большая стоимость оборудования и используемых материалов, большая квалификация персонала делают процесс отливки титана доступным лишь для специальных товарных производств.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.