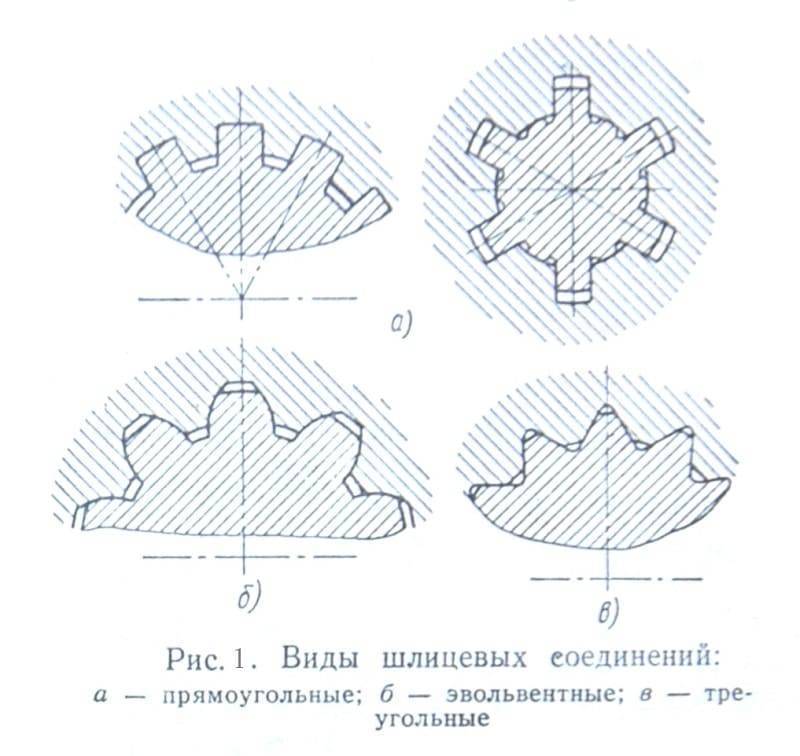
Классификация
Детали шлицевых узлов нормализованы – существует определенный список типоразмеров, с соответствующими парами. Под них изготавливается инструмент и настраивается оборудование. В зависимости от условий работы и нагрузок, шлицевые соединения на несколько групп. Они характеризуются:
- формой зуба;
- базовыми поверхностями;
- возможностью смещения вдоль оси.
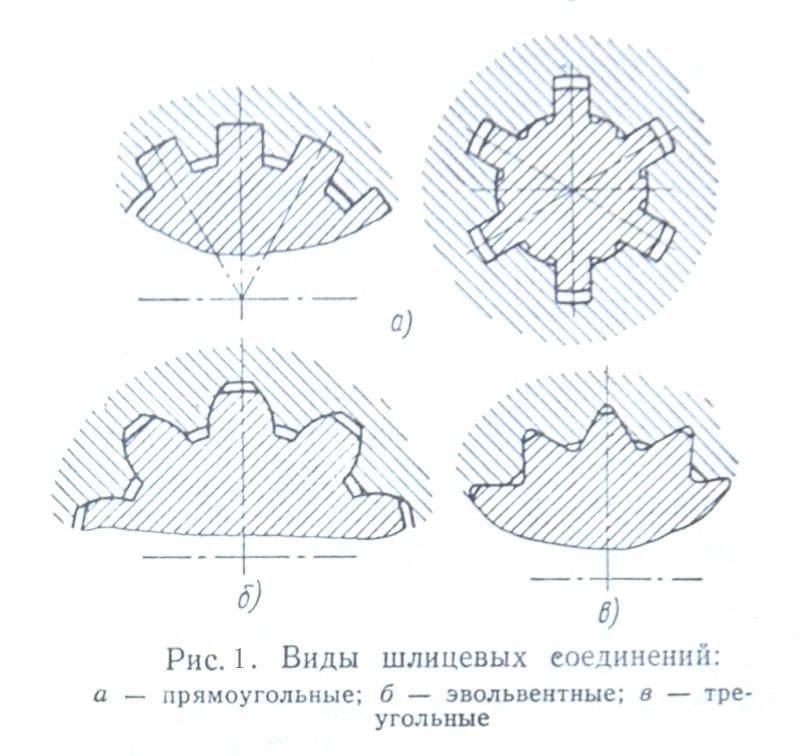
Форма выступа определяется по шлицевому валу. Втулка имеет только соответствующие вырезы – пазы. Характеристики определяются видами шлицов:
- прямые или прямобочные;
- эвольвентные;
- треугольные.
Классификация производится по форме зуба в сечении поперек соединения.
Прямобочные – прямозубые
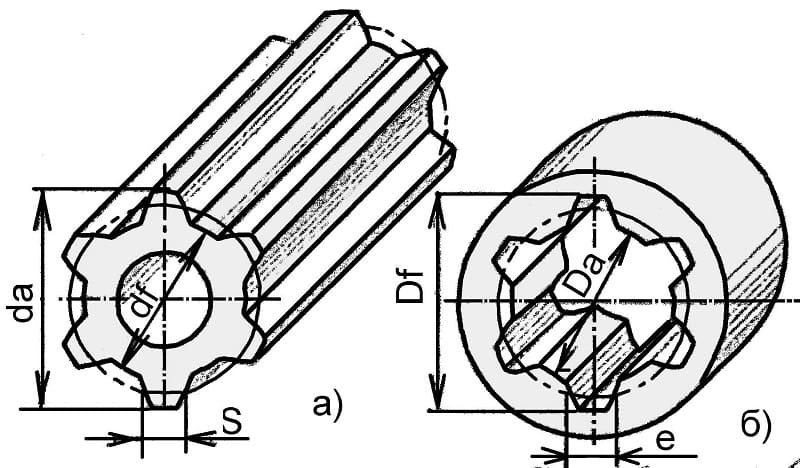
У прямобочных шлицевых соединений зуб в поперечном сечении представляет собой прямоугольник. Ширина по всей высоте одинаковая. Встречаются в механизмах чаще всего, поскольку изготовление относительно простое. Прямозубые шлицевые соединения различают по величине нагрузки: малая, средняя, высокая.
По способу движения вдоль оси различают типы соединений:
- неразъемные;
- подвижные без нагрузки;
- подвижные под нагрузкой.
Неразъемные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.
Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
К классификации шлицевых соединений относится и способ центровки. Он может быть:
- по внутреннему диаметру – d;
- по наружному диаметру – D;
- по боковым сторонам, ширине зуба – b.

При центровке по внутреннему диаметру минимальные допуска на изготовление даются на размер вала по впадине и внутренний диаметр втулки. Просвет образуется между вершиной зуба на валу и дном шлица. Точность соединения достигается шлифовкой отверстия втулки на внутришлифовальном станке. Обработка меньшего диаметра на валу производится абразивным кругом вдоль оси.
При центровке по наружному диаметру плотное прилегание происходит по вершине выступа на валу и диаметром по впадине на втулке. В этом случае производится наружная шлифовка вала и чистовая обработка – долбежка, втулки.
Шлицы изготавливаются с высокой точностью по ширине зуба и его расположения относительно оси. Втулка запрессовывается на вал. По обоим диаметрам имеются зазоры.
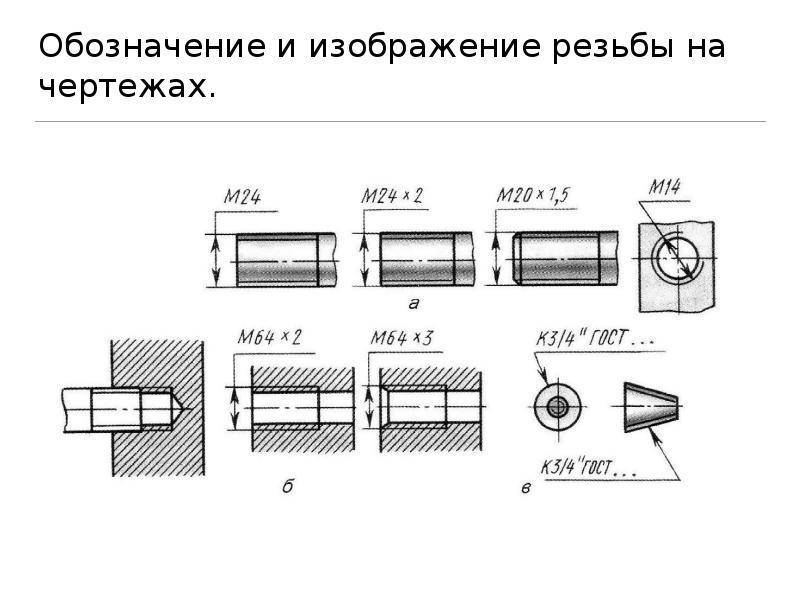
На чертеже показывается поперечное сечение соединения с одним зубом и диаметрами пунктирной линией. Втулка заштриховывается. Прямозубые шлицевые соединения на основном виде обозначают выносом линии с характеристиками. Расшифровка включает в себя буквенное обозначение способа центровки, количество и ширина шлицев, размер внутреннего и наружного диаметра с указанием класса точности и чистоты обработки всех поверхностей.
Эвольвентные
Соединение получило свое название за форму боковой поверхности в виде эвольвенты, как у цилиндрического зубчатого зацепления. Большая площадь контакта и широкий зуб в основании позволяет передавать огромное усилие. Зуб отличается высокой прочностью на изгиб.
Изготавливают шлицевые валы на зубофрезерных станках. Получается высокая точность при использовании стандартного оборудования. Центрирование делается по наружному диаметру для механизмов, работающих с высокой точностью, и по боковой поверхности для сильно нагруженных узлов. Соединение неподвижное. При боковом смещении возникает большая сила трения.
На чертеже указывается один зуб и его форма, по аналогии с прямозубыми зацеплениями. Кроме диаметров и классом обработки под выносной линией указывается ГОСТ, по которому изготавливались шлицы.
Треугольный профиль
Для передачи вращения тонкостенными ступицами изготавливаются шлицевые соединения с треугольным профилем. Они соединяются неподвижно и используются для маломощных усилий, требующих большой точности передачи вращения.
Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям.
Стоят на приводе стеклоочистителя в автомобилях, торсионных валах триммеров.
Клиновые соединения
Клиновое разъемное соединение состоит из деталей, соединяемых посредством детали, имеющей форму клина. Клиновые соединения подразделяют на установочные (рис. 1, а), предназначенные для регулирования и установки нужного взаимного положения деталей, и силовые (рис. 1, б), предназначенные для прочного скрепления деталей.
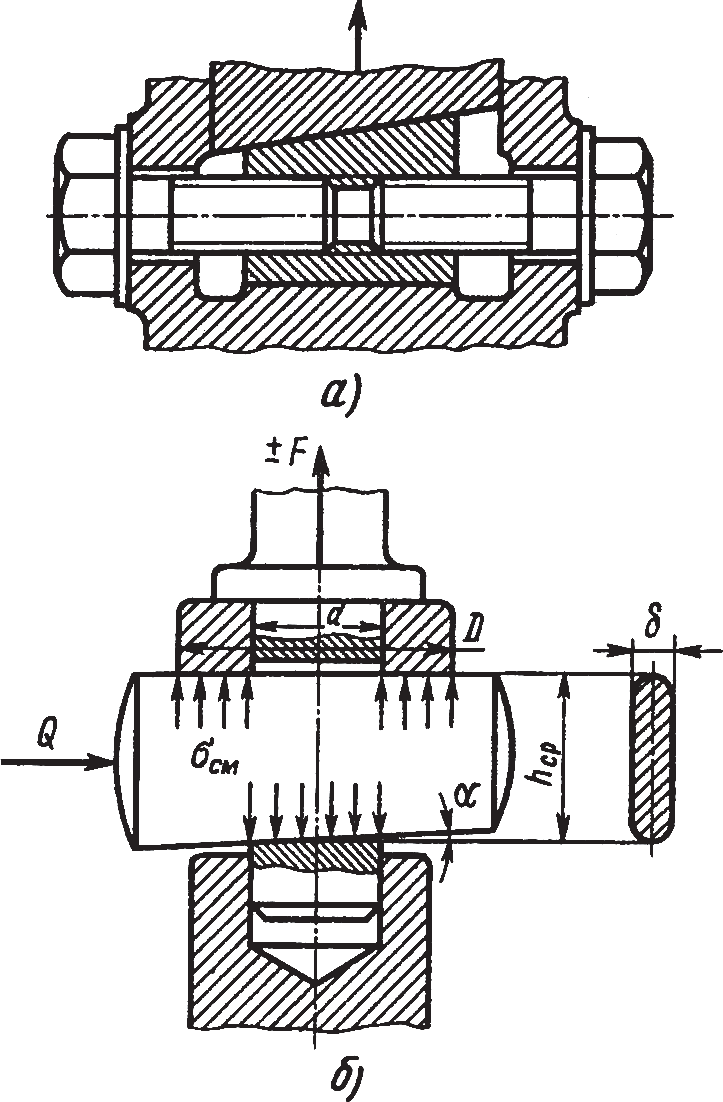
Рис. 1. Клиновые соединения и схема действующих сил в соединении
Силовые клиновые соединения бывают ненапряженные, которые не испытывают напряжений до приложения внешней силы F (рис. 1, а), и напряженные, в которых силой Q сообщают клину и соединяемым деталям предварительный натяг (рис. 1, б) для прочности соединения. При постоянном направлении нагрузки можно сообщать клину предварительный натяг только в охватываемой детали. Ненапряженные соединения применяют для восприятия постоянных односторонних нагрузок (фундаментные башмаки) (табл. 1), напряженные – при знакопеременных нагрузках (соединение штоков).
Таблица 1. Опоры клиновые регулируемые
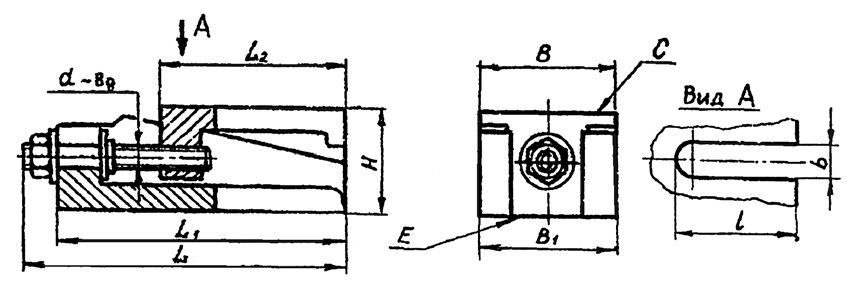 | |||||||||
| В | b | L | L1 | L2 | Н | Грузоподъемность опоры* | Масса, кг | ||
| наиб. | наим. | ||||||||
| 110 | 28 | 240 | 220 | 140 | 95 | 85 | 80 | до 2500 | 8,47 |
| 32 | |||||||||
| 130 | 34 | 300 | 280 | 180 | 130 | 97 | 90 | до 5000 | 15,21 |
| 140 | 52 | 375 | 350 | 240 | 180 | 108 | 100 | до 7500 | 25,37 |
Примечания:
|
Для надежности самоторможения клиньев уклон i = tg α в силовых клиновых соединениях обычно принимают равным 1:100, или 1:40, или 1:30. Установочные клинья выполняют с уклонами 1:10, 1:6, 1:4. При уклонах, меньших 1:25, и при действии на клиновое соединение постоянной нагрузки (без вибраций) клин надежно удерживается в рабочем положении силами трения. В остальных случаях клинья закрепляют специальными замками (рис. 45, а). Иногда пользуются клином без скоса, называемым чекой. Так, например, чека применяется в фундаментном болте, где она заменяет головку болта.
Крепежные клинья обычно выполняют из стали Ст4, Ст5, Сталь 35, 40, 45.
Шлицевые соединения
Шлицевое соединение – разъемное соединение втулки и вала при помощи пазов и выступов на них. Оно может быть как подвижным, так и неподвижным.
Основные типы изготавливаемых шлицевых соединений: прямобочные и эвольвентные. Так же иногда используются треугольные шлицевые соединения.
Преимуществами нарезания шлицов вместо шпоночных соединений являются:
- меньшее число необходимых деталей;
- значительно бȯльшая нагрузочная способность шлицевого соединения;
- возможность легкого осевого взаимного перемещения шлицевой втулки и шлицевого вала;
- лучшее центрирование деталей шлицевого соединения;
- меньшая концентрация напряжений на шлицевом валу.
За эти преимущества приходится расплачиваться повышенной (по сравнению с использованием шпоночного соединения) трудоемкостью изготовления шлицов.
Это интересно: Маркировка абразивных кругов — расшифровка, размеры
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.
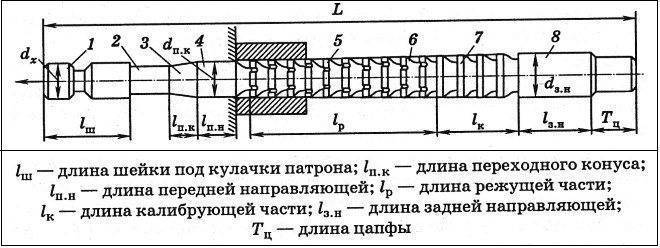
Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).





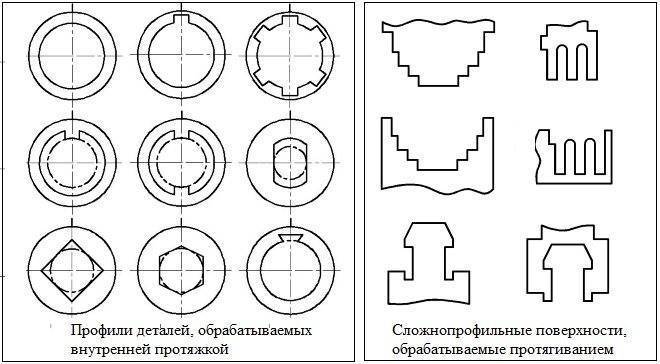
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

Стандартный хвостовик шлицевой протяжки
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
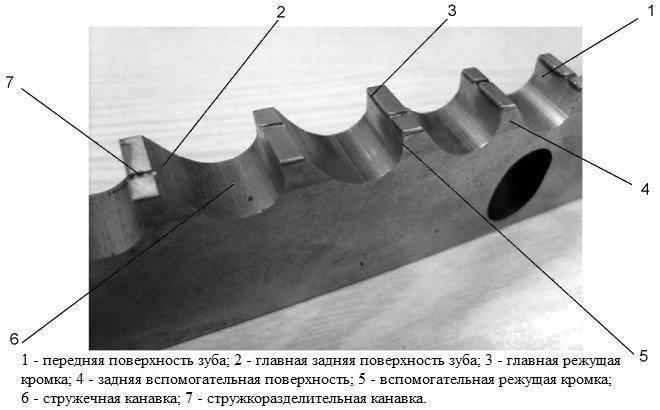
Основные элементы режущей части шпоночной протяжки
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
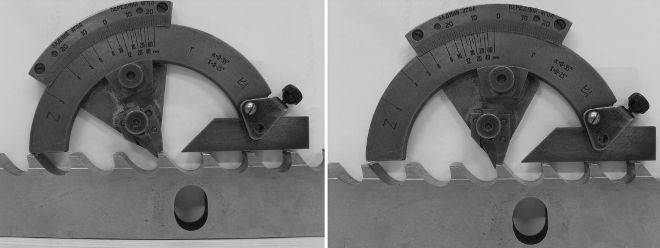
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Нарезка шлицов — методы, выбор оборудования и инструмента
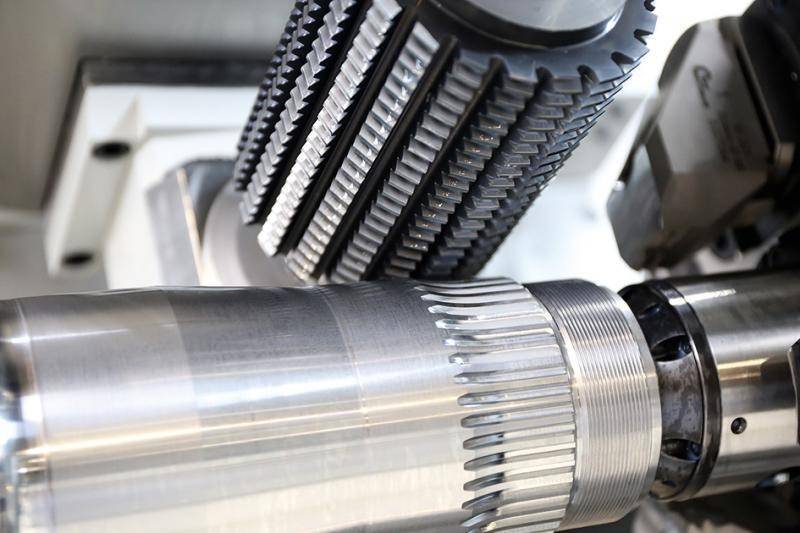
Шлицевое соединение применяется для передачи вращательного движения между валами и втулками. В отличии от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые детали намного меньше, а крепость при динамических и переменных нагрузках намного больше. Подобный тип соединения из себя представляет зубья конкретной длины, соединенные в единое целое с телом вращения.
Есть три типа шлицевых соединений:
Нарезка шлицов в сфере машиностроения делается преимущественно на фрезерном оборудовании, к которому предъявляют специальные требования по точности.
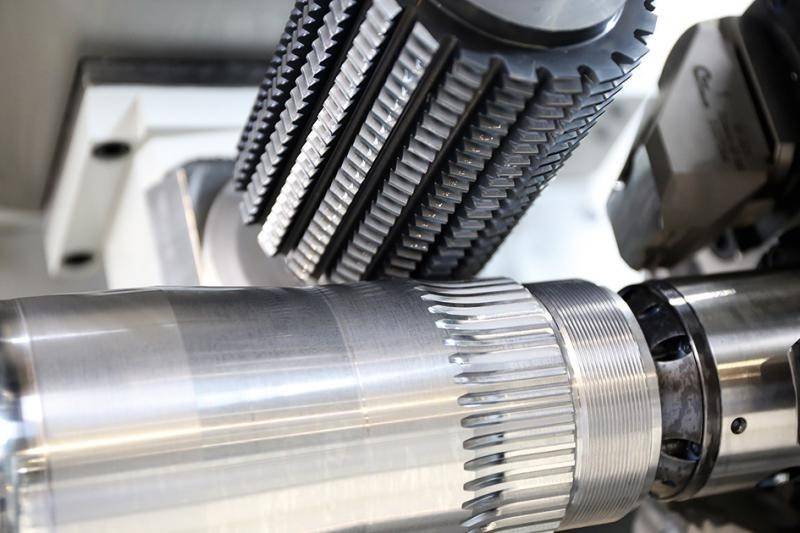
Нарезка шлицов — методы, выбор оборудования и инструмента
Шлицевое соединение применяется для передачи вращательного движения между валами и втулками. В отличии от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые детали намного меньше, а крепость при динамических и переменных нагрузках намного больше. Подобный тип соединения из себя представляет зубья конкретной длины, соединенные в единое целое с телом вращения.
Есть три типа шлицевых соединений:
Нарезка шлицов в сфере машиностроения делается преимущественно на фрезерном оборудовании, к которому предъявляют специальные требования по точности.
Нарезка шлицов дома
Выполнить нарезание пазов на валу дома трудно, так как такой тех. процесс просит применения станков очень точно. Но все таки в сети нередко встречается вопрос как порезать шлицы угловой шлифмашиной на валу или сорвана шляпка болтов. Подобные операции полностью по силам сделать своими руками с применением минимума инструмента и способностей. В том случае, когда потребуется нарезка шлицов на полуоси автомобиля, следует укрепить изделие в тисках, наметить места будущих пазов и произвести нарезку при помощи угловой шлифмашинки. Регенерация шлицевого соединения привода аналогичным способом не рекомендуется, из-за причины появления люфта между сопряженными деталями. Однако если нет иного варианта осуществить ремонт, нужно держать угловую шлифмашину в неподвижном состоянии, чтобы не повредить пазы.
Нередко встречается вопрос как выполнить длинный шлицевой вал. Сначала следует выбрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет делаться резка пазов. После нужно наварить торец одного вала к иному. Получившуюся заготовку прикрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и делают нарезку.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Это интересно: Паяльник своими руками — как сделать в домашних условиях, схема
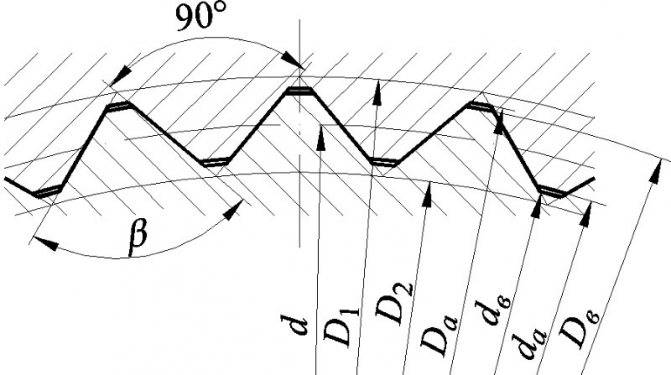
Соединение шлицевое эвольвентное с углом профиля 30° по ГОСТ 6033-80. Размеры.
Эвольвентные шлицевые соединения имеют ряд преимуществ по сравнению с прямобочными:
- При изготовлении элементов соединения могут быть применены все технологические процессы точной зубообработки.
- Более совершенная технология изготовления позволяет получить более высокую точность соединения.
- Эвольвентный зуб, утолщенный у основания, более прочен.
- Соединения могут быть косозубыми, что при определенных соотношениях угла наклона зубьев колеса и зубьев вала позволяет применять косозубые передвижные колеса в коробках скоростей.
В разделе приведены основные соотношения и размерные ряды.
Номинальные диаметры, модули, числа зубьев эвольвентного шлицевого соединения
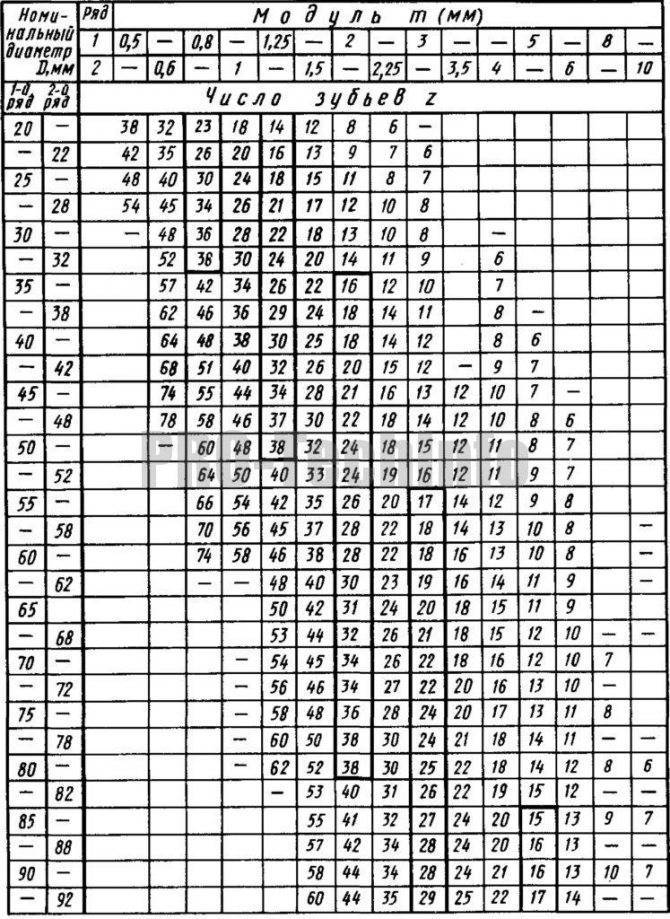
Примечания:
- Стандарт предусматривает D от 4 до 500 мм;
- D и m первого ряда предпочтительнее;
- Числа зубьев, заключенные в рамки, предпочтительнее;
- Модуль 3,5 по возможности не применять.
Шлицевые соединения
Шлицевое соединение – разъемное соединение втулки и вала при помощи пазов и выступов на них. Оно может быть как подвижным, так и неподвижным.





Основные типы изготавливаемых шлицевых соединений: прямобочные и эвольвентные. Так же иногда используются треугольные шлицевые соединения.
Преимуществами нарезания шлицов вместо шпоночных соединений являются:
- меньшее число необходимых деталей;
- значительно бȯльшая нагрузочная способность шлицевого соединения;
- возможность легкого осевого взаимного перемещения шлицевой втулки и шлицевого вала;
- лучшее центрирование деталей шлицевого соединения;
- меньшая концентрация напряжений на шлицевом валу.
За эти преимущества приходится расплачиваться повышенной (по сравнению с использованием шпоночного соединения) трудоемкостью изготовления шлицов.
Методы нарезки шлицов
Перед тем как нарезать шлицы на валу необходимо выбрать способ центрирования сопряженных деталей. Зубчатое колесо или втулку центрируют следующим образом:
- по наружному диаметру вала D;
- по внутреннему диаметру вала d;
- по боковым сторонам b.
Первый способ применим в неподвижных соединениях, которые не требуют повышенной твердости. Центрирование по внутреннему диаметру применимо к деталям, подвергшимся закалке, а по боковым сторонам при реверсивном движении вала и больших крутящих моментах.
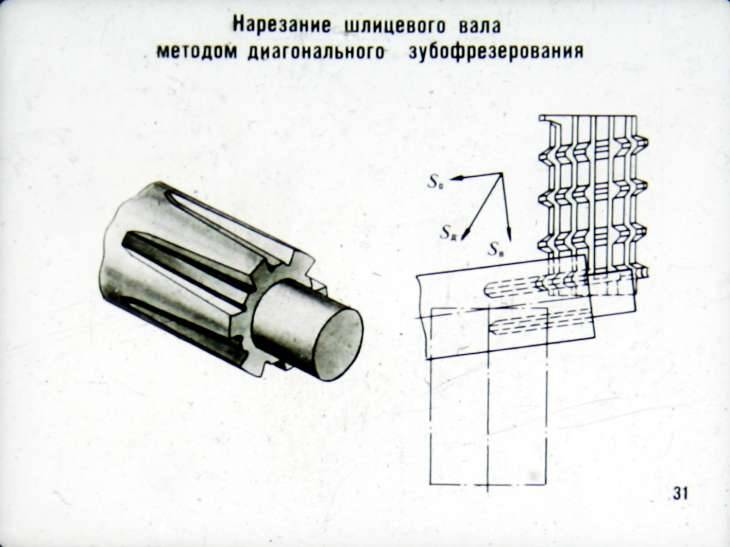
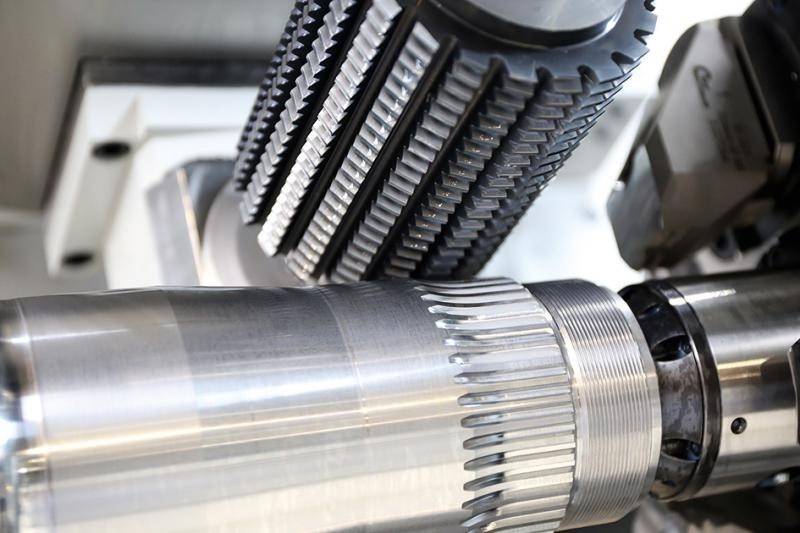
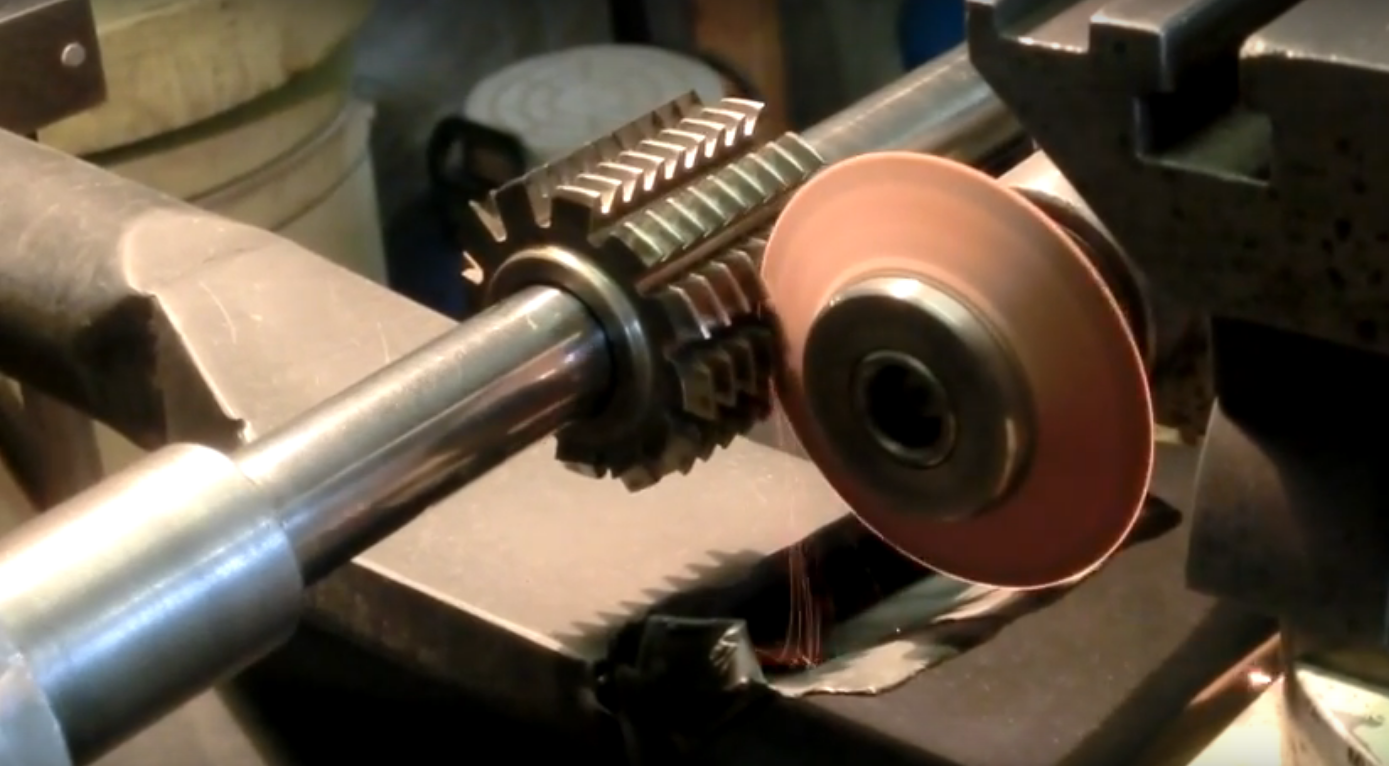
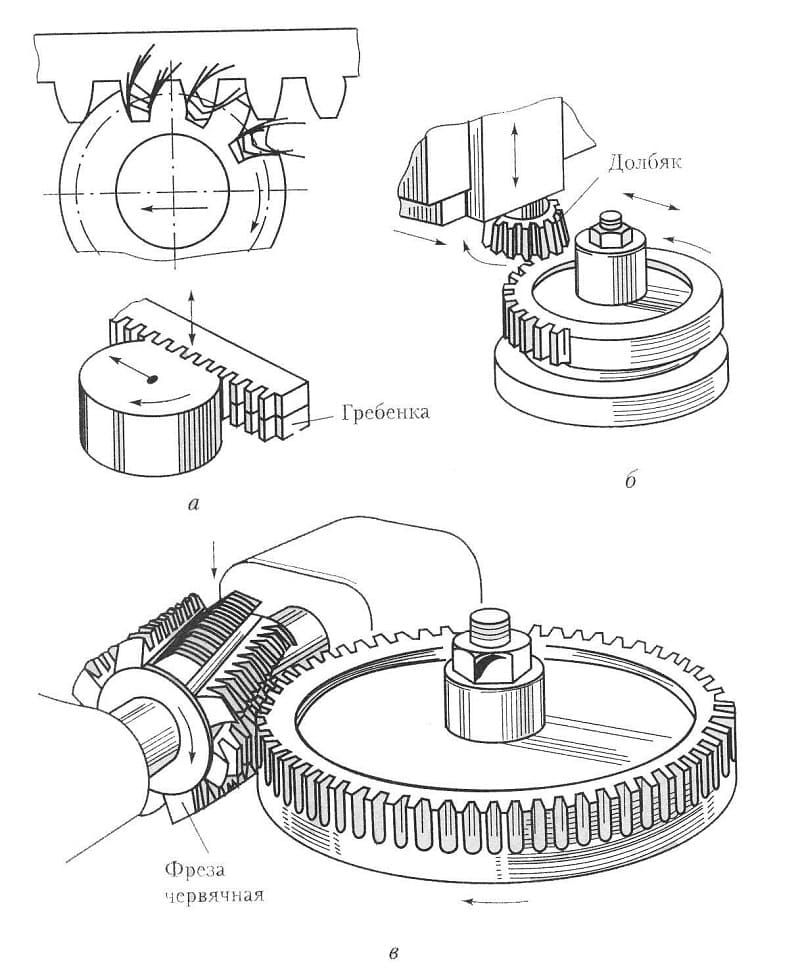
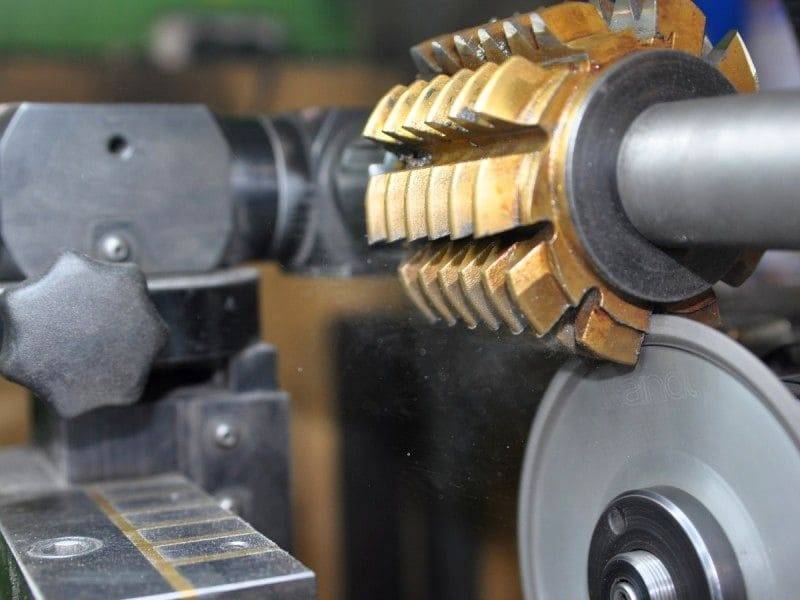
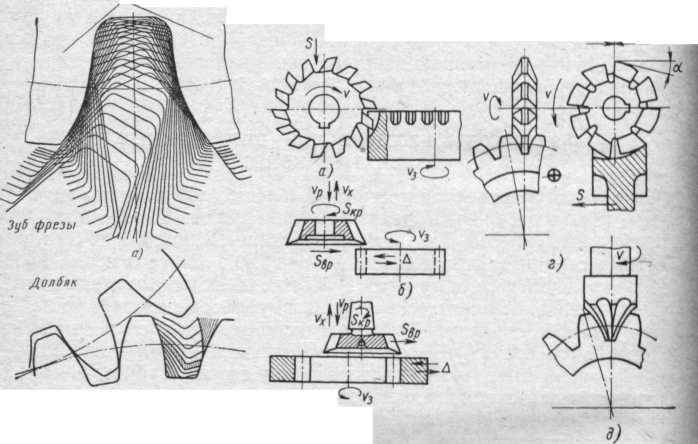
В зависимости от диаметра вала фрезерование шлицев выполняется за один или два прохода. Черновое фрезерование шлицев на валах может осуществляться дисковыми фрезами, а чистовое специальной червячной фрезой, которая обеспечивает наибольшую точность.
Строгают такие сложные элементы шпинделя как правило на специальных строгальных полуавтоматах, когда есть расстояние для выхода резца и в сквозных отверстиях. Одновременно происходит нарезка всех пазов несколькими резцами. Заготовка крепится вертикально и совершаются возвратно-поступательные движения. После каждого хода выполняется установленное движение подачи. Строгание применяется в массовом производстве и дает высокое качество обработки с шероховатостью до 0,8 мкм.
Нарезка внутреннего шлица лучше всего выполняется на протяжном оборудовании. Каждый паз обрабатывается по очереди, но существуют протяжки для одновременной нарезки нескольких зубьев.Высокоэффективным способом изготовления соединений такого типа является накатка. Она совершается на специальном оборудовании с использованием накатной головки, которая имеет вращающиеся ролики. С помощью этих роликов происходит выдавливание металла с поверхности заготовки и образуется шлицевой паз. Данный метод позволяет нарезать до 18 зубьев одновременно и используется в крупных производствах.
Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
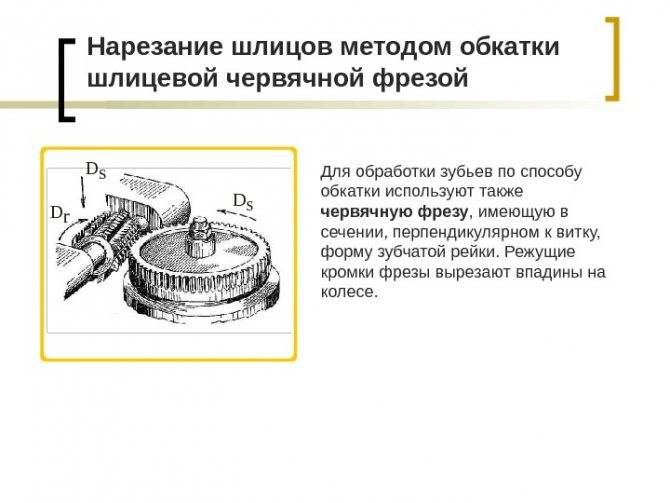
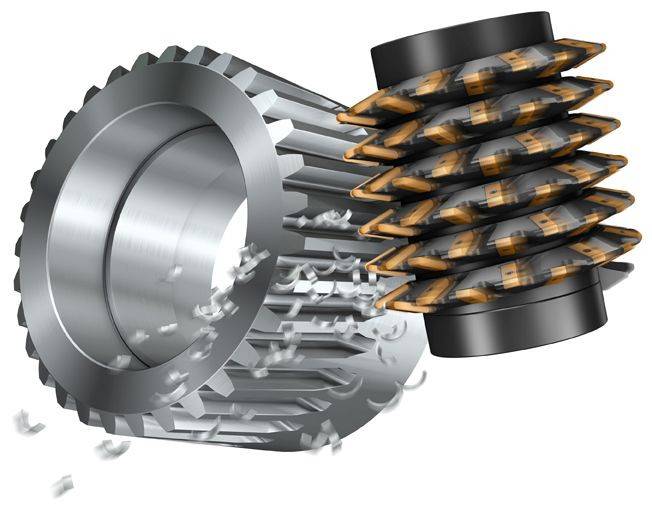
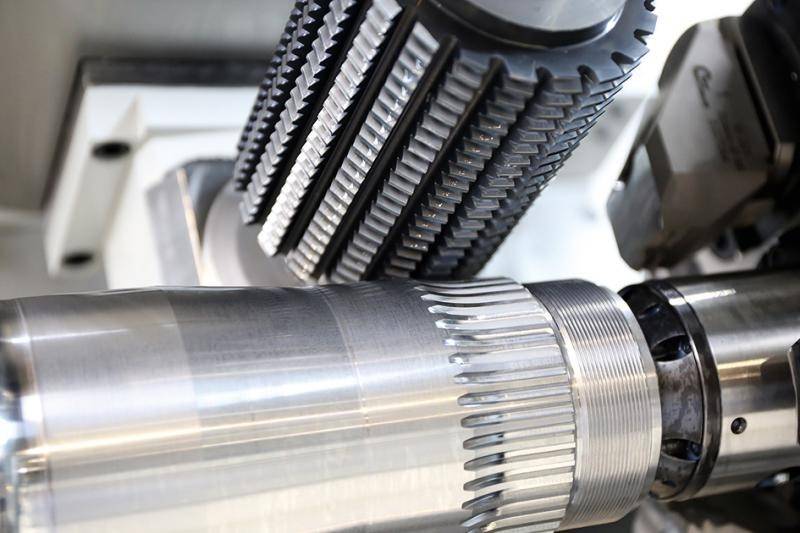
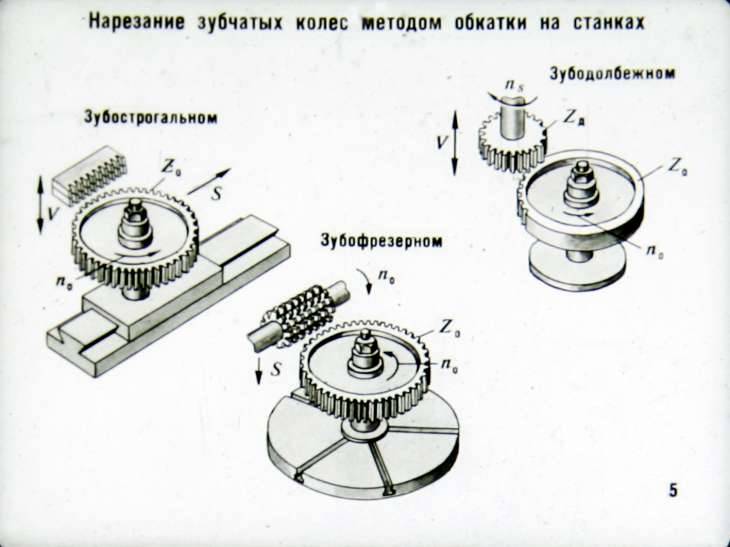
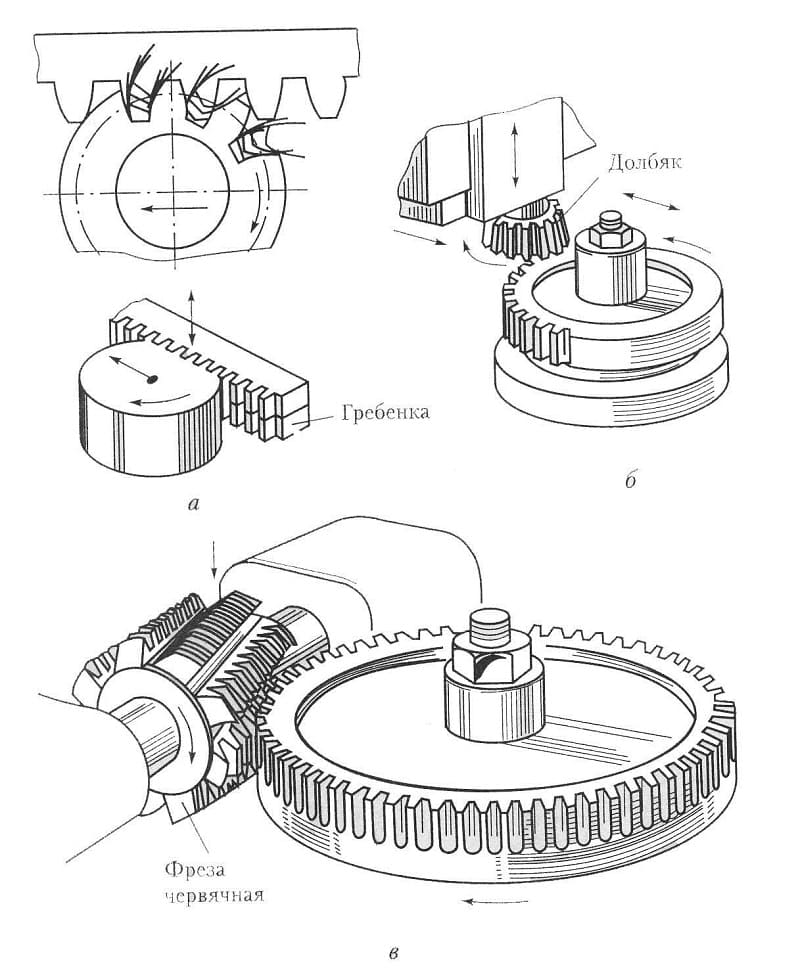
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
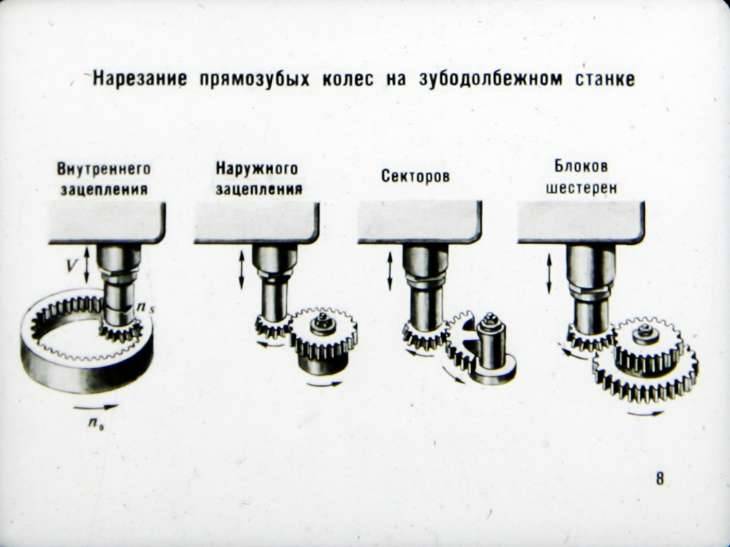
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.

Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
https://youtube.com/watch?v=rcFJ5Riiyp8
Процесс восстановления
В первую очередь демонтируют механизм, после разъединяют шлицы, тщательно очищают их, обезжиривают поверхность перед дальнейшими действиями.
Существует несколько вариантов ремонта в пределах автосервиса:
- Если диагностика выявила незначительный износ, то восстановить шлицевое соединение помогает электроискровое наращивание, после которого производится шлифовка. Кроме того, шлицы, находящиеся в отверстиях по наружному диаметру, могут ремонтироваться и раздачей. Для осуществления такой процедуры требуется гидравлический пресс. С его помощью специальная прошивка продавливается через шлицевое отверстие. Калибровка осуществляется шлицевой протяжкой, которую выполняют после раздачи зубьев, во время этого выдавленный материал удаляется, а детали обретает необходимый размер.
- Запчасти можно восстанавливать, прибегая к раздаче зубьев, если шлицевое соединение центрировано по внутреннему диаметру. При закаленных деталях вал для начала нужно отжечь, затем раздать все шлицы в осевом направлении (продольно), при этом подогнав ширину к необходимому размеру, оставив припуск в одну-две десятых миллиметра для механической обработки. Существуют два варианта выполнения данной процедуры: первый – раздача вручную, второй – с помощью зубил и чеканов на прессах. Во время процедуры вдоль шлицов наносятся продольные риски, вдоль которых затем зубилом намечаются канавки, которые раздаются чеканами.
- Раздать шлицы возможно на строгальном или же токарном станке. Для этого оправка, имеющая вращающийся ролик в форме двустороннего конуса фиксируется в резцедержателе, для обработки вал помещается в центре токарного, либо крепится на столешнице строгального станка. Подвод ролика осуществляется при помощи суппорта, далее вдавливается в зуб и производится несколько рабочих ходов по канавке. Следующим шагом производится электросварка, канавки завариваются, а вал отжигают и подвергают рихтовке, при этом шлицы доводятся до номинального размера, обрабатываются термически.
После восстановления деталь проходит тщательную проверку, проводятся тесты, после чего можно устанавливать её обратно.
Если поверхность деталей имеет дефекты, например заусенцы или же острые грани, то производят запиливание, а с торцов снимаются фаски.
Необходимым моментом после завершения ремонтных работ является и проведение балансировки карданного вала, которую лучше всего доверить специалистам.
СПРАВКА: Как правило, гарантия на отремонтированную деталь предоставляется на срок до полугода или года.
Замена шлицевой кардана и особенно восстановление шлицевых соединений – дело непростое и требует предельной точности, чтобы не нарушилась балансировка и механизм в последствии работал исправно. Когда проблема уже обнаружена, не стоит откладывать визит в автомастерскую – это не только предупредит последующие неизбежные поломки, но и сделает езду снова безопасной.
Нарезка шлицов дома
Выполнить нарезание пазов на валу дома трудно, так как такой тех. процесс просит применения станков очень точно. Но все таки в сети нередко встречается вопрос как порезать шлицы угловой шлифмашиной на валу или сорвана шляпка болтов. Подобные операции полностью по силам сделать своими руками с применением минимума инструмента и способностей. В том случае, когда потребуется нарезка шлицов на полуоси автомобиля, следует укрепить изделие в тисках, наметить места будущих пазов и произвести нарезку при помощи угловой шлифмашинки. Регенерация шлицевого соединения привода аналогичным способом не рекомендуется, из-за причины появления люфта между сопряженными деталями. Однако если нет иного варианта осуществить ремонт, нужно держать угловую шлифмашину в неподвижном состоянии, чтобы не повредить пазы.

Нередко встречается вопрос как выполнить длинный шлицевой вал. Сначала следует выбрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет делаться резка пазов. После нужно наварить торец одного вала к иному. Получившуюся заготовку прикрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и делают нарезку.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
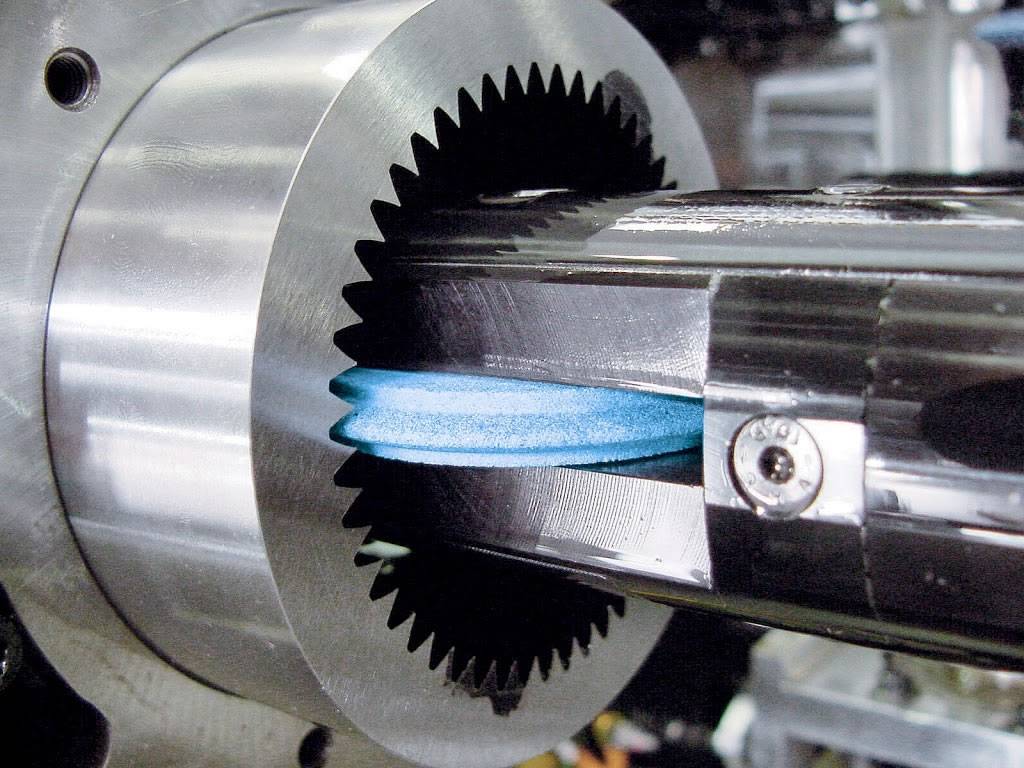
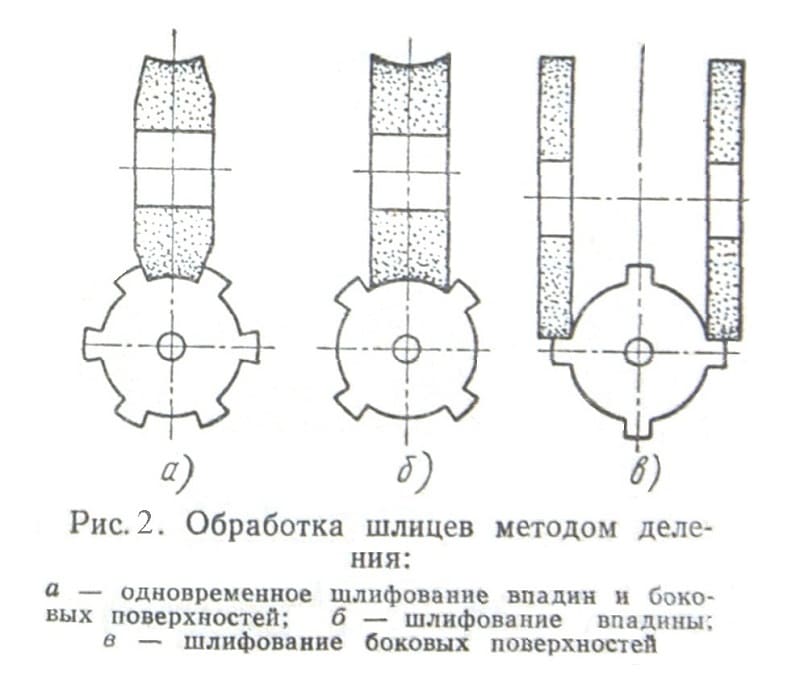
Методы шлифования шлицевых валиков
При центрировании шлицевых валиков по наружному диаметру шлифование шлицев не применяется; при центрировании по внутреннему диаметру валика фрезерование шлицев дает точность по внутреннему диаметру до 0,05—0,06 мм, что не всегда является достаточным для точной посадки.
Если шлицевые валики после чернового фрезерования прошли термообработку в виде улучшения или закалки с твёрдостью выше Нв — 350—400, то они после чернового фрезерования не могут быть профрезерованы начисто; их необходимо шлифовать как по поверхности внутреннего диаметра, так и шлицов.
Фиг. 133. Шлифование шлицевого валика.




Наиболее производительный способ шлифования показан на фигуре 133, но он вызывает неравномерный износ шлифовального круга ввиду неодинаковой толщины снимаемого слоя у боковых сторон и внутреннего
диаметра валика и требует частой и длительной правки круга.. Несмотря на эту отрицательную сторону, данный метод довольно широко распространён в станкостроении. Почти все заграничные станкостроительные заводы, в особенности американские, вообще не шлифуют шлицев.
Шлифование шлицевых валиков может быть произведено и в две отдельные операции (фиг. 134), в первой производится шлифование только внутреннего диаметра валика, а во второй- шлифование боковых сторон шлица.
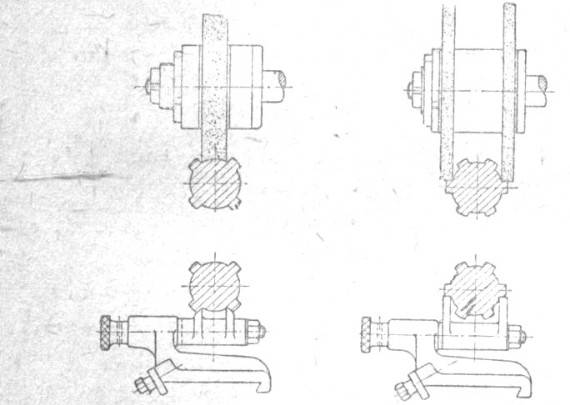
Фиг. 134. Шлифование шлицев в две операции.
Для уменьшения износа шлифовального круга, после каждого хода
стола производится поворот валика так, что шлифовальный круг шлифует впадины постепенно, одну за другой. Поворот валика обычно производится автоматически после каждого двойного хода стола станка. Но такой метод малопроизводителен.
В настоящее время появились станки, позволяющие объединить эти операции в одну (фиг.135). На фигуре пунктиром показано приспособление для правки кругов алмазом.
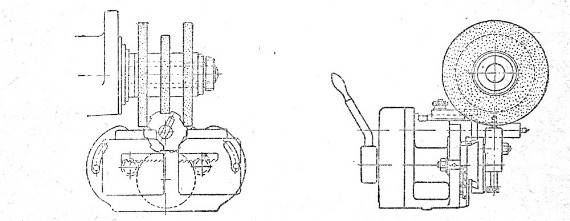
Фиг. 135. Шлифование шлицев тремя кругами.
Для быстрой правки шлифовальных кругов необходимо выбирать подходящий сорт алмаза и правильно закреплять его в державке.
По величине алмазы — выбираются в зависимости от диаметра круга.

(карат равняется 0,2 г). Алмаз весом в один карат имеет вид зерна диаметром 5 мм. Наиболее удобны для работы алмазы от 0,25 до 1 карата.