Технология изготовления
Чтобы не покупать мощный станок для серийного производства, можно собрать самодельное оборудование. В интернете есть чертежи конструкций и механизмов для обработки металла, которые изготавливаются своими руками.
В первую очередь нужно подготовить материалы и инструменты. Станину желательно изготавливать из металлических уголков или профилей. Соединяется металл с помощью сварки. Рабочая поверхность изготавливается из цельного листа металла толщиной более 3 мм. В качестве двигателя используется гравер, дрель или бормашина. Их мощности хватить для настольных станков, через которые будут проходить мягкие породы древесины и тонколистовой металл. Для закрепления рабочей части требуется соорудить каркас. Его делают из фанеры, ДСП, МДФ, прочного пластика. Крепежом являются саморезы, болты, гайки. На конструкции требуется закрепить направляющие, по которым будет передвигаться рабочая часть с фрезой.
Фрезерный станок — незаменимый элемент предприятий, которые занимаются металлообработкой. При недостатке средств можно изготовить настольный механизм для обработки дерева, пластика и тонколистового металла.
Принцип работы станка ЧПУ по металлу
Работа таких станков основана на действии электрической дуги, формирующейся между соплом устройства и электродом. Постоянная дуга образуется при помощи быстрой подачи раскаленного металла, который расплавляет металл по определенной траектории. Максимальная температура плавления равна +30 000 градусов.
Для формирования плазмы применяются активные газы. При этом для обработки материалов используют кислород, а цветные металлы нарезают азотом, аргоном или водородом. Кислород, используемый для разрезания стали и мягких металлов, минимизирует расход материала и в итоге получается ровная кромка.
Фрезерование деталей в домашних условиях
Определяясь с типом станка, нужно отталкиваться от работ, которые можно выполнять с его помощью.
Фрезеровать можно:
- Поверхности деталей, добиваясь получения нужных плоскостей.
- Создавать пазы, в которые в последующем будут устанавливаться шпонки, например, для монтажа шкивов или зубчатых колес на валах.
- Нарезать зубья на шестернях или звездочках, эти детали применяют в трансмиссиях машин или коробках перемены передач.
- Придавать оригинальную форму литым или кованым изделиям, фрезерование производится по специальным программам или моделям (оригиналам).
- Пропиливать углубления для прохода жидкостей или газов в специальных устройствах.
- Изготавливать оригинальные медали, жетоны, значки и другие эксклюзивные малоразмерные изделия.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Преимущества фрезеровальных станков.
Если сравнить автоматизированные сверлильно-фрезерные установки и фрезерные малогабаритные станки с программным управлением, сразу же будет понятно, что у последних имеется ряд своих положительных достоинств:
- Небольшие габариты.
- Невысокая стоимость.
- Создает мало шума.
- Минимальная вибрация при работе.
- Конструктивная простота.
- Универсальность.
Такие станки выдают высокую точность при обработке деталей, имеющих довольно сложную геометрическую фигуру. При этом процесс обработки происходит довольно быстро и качественно.
За процессом работы станка, снабженного ЧПУ следить только один оператор, который производит запуск компьютерной программы. То есть, существует возможность работы нескольких станков одновременно, под управлением одного человека.
Если в свое время оборудование, снабженное ЧПУ, использовалось только для промышленных целей, то на данное время оно активно применяется при обработке металлических деталей и заготовок из других материалов при частных мастерских.
Настольный фрезеровальный станок с ПУ вполне возможно изготовить своими силами непосредственно в гаражных условиях. Таких домашних мастеров довольно много, а станок фрезеровальный с ЧПУ довольно дорогой, по сравнению с обычным оборудованием.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.
Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии
Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки
При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
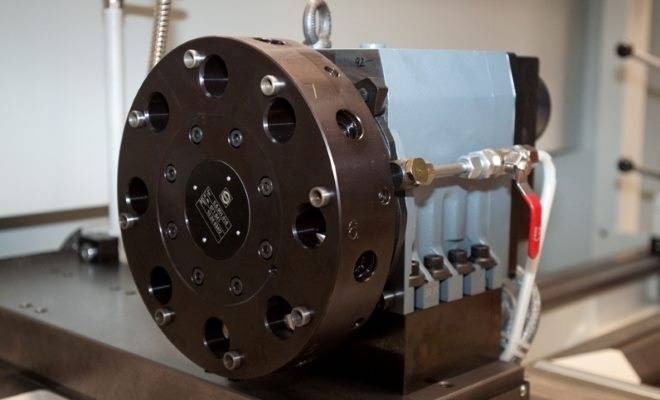
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.





Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

Токарный станок с ЧПУ DMTG модель CKE6150Z
Станки по металлу

Фрезерные станки по металлу можно классифицировать по нескольким признакам. Их можно разделить на группы в зависимости от количества шпинделей, конструкции рабочего стола или области применения. Далее рассмотрим каждую группу подробней.
По числу шпинделей
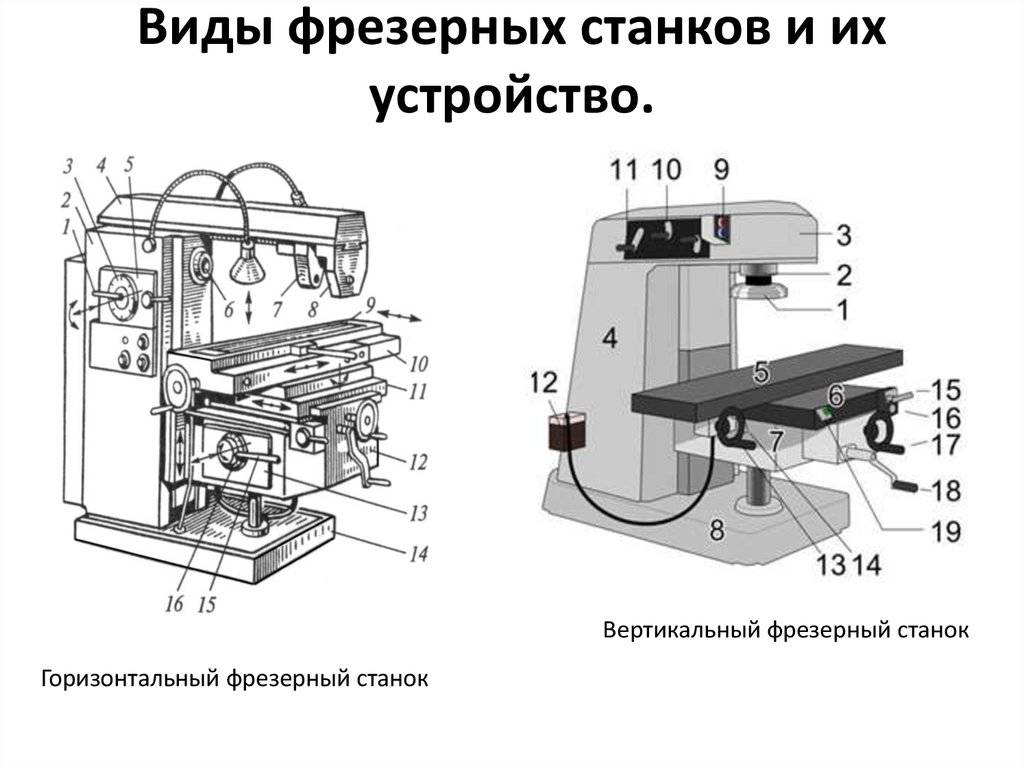
Фрезерные станки могут быть как с одним шпинделем (вертикально-фрезерные), так и с двумя (универсальные).
В вертикально-фрезерных станках шпиндель вмонтирован в фрезерную головку, которая располагается вертикально относительно рабочего стола. На станках такого типа можно обрабатывать и плоские поверхности, и поверхности сложной формы, а также осуществлять растачивание и зенковку, сверлить отверстия и делать пазы и канавки на заготовках. Возможно использование режущих инструментов различной формы.
Подходящий вертикально-фрезерный станок можно подобрать по мощности двигателя, размеру рабочего стола или наличию дополнительных функций. Среди таких особенностей стоит отметить:
- модели с автоматической подачей пиноли шпинделя — сверление больших отверстий выполнять легче и быстрей;
- с редуктором, шестерни которого расположены в масляной ванне — качество фрезеровки выше, благодаря плавному ходу и передаче крутящего момента без проскальзывания.
Отдельно стоит отметить оборудование Jet серии JTM для интенсивной работы. Такие станки имеют несколько преимуществ: автоматическая подача рабочего стола поможет повысить производительность, а устройство подвода смазочно-охлаждающих жидкостей увеличивает срок службы и уменьшает износ деталей.
В универсальных фрезерных станках два шпинделя расположены вертикально и горизонтально. На них возможно использование всех видов фрез (в том числе дисковых). Вы сможете работать с деталями, изготовленными из различного металла, будь то: сталь, чугун или цветной металл. А с помощью дисковой фрезы вы сможете разрезать заготовки или изготавливать открытые шпоночные канавки.
Для такого типа характерно наличие большого рабочего стола (длиной от полутора метров) что позволяет обрабатывать крупные заготовки. А механизированная подача стола облегчит работу фрезеровщика, так как сам стол будет перемещаться автоматически. Рабочему же необходимо лишь нажать на кнопку пневматического устройства для остановки движения.
Еще одним неоспоримым преимуществом универсальных моделей является способность вертикальной фрезерной головки поворачиваться под различными углами, что позволяет обрабатывать скосы без переустановки детали. Это сокращает время работы и увеличивает производительность. Однако такие станки имеют более высокую стоимость по сравнению с вертикально-фрезерными. Такая стоимость оправдана при серийном производстве, благодаря большим функциональным возможностям.
По конструкции рабочего стола
Рабочий стол консольных станков способен перемещаться по салазкам, смонтированным на консоли, в продольном направлении. При этом салазки перемещаются по направляющим консоли в поперечном направлении. Сама консоль, закрепленная на станине, перемещается вертикально по направляющим. Благодаря этому, появляется возможность использования горизонтального шпинделя.
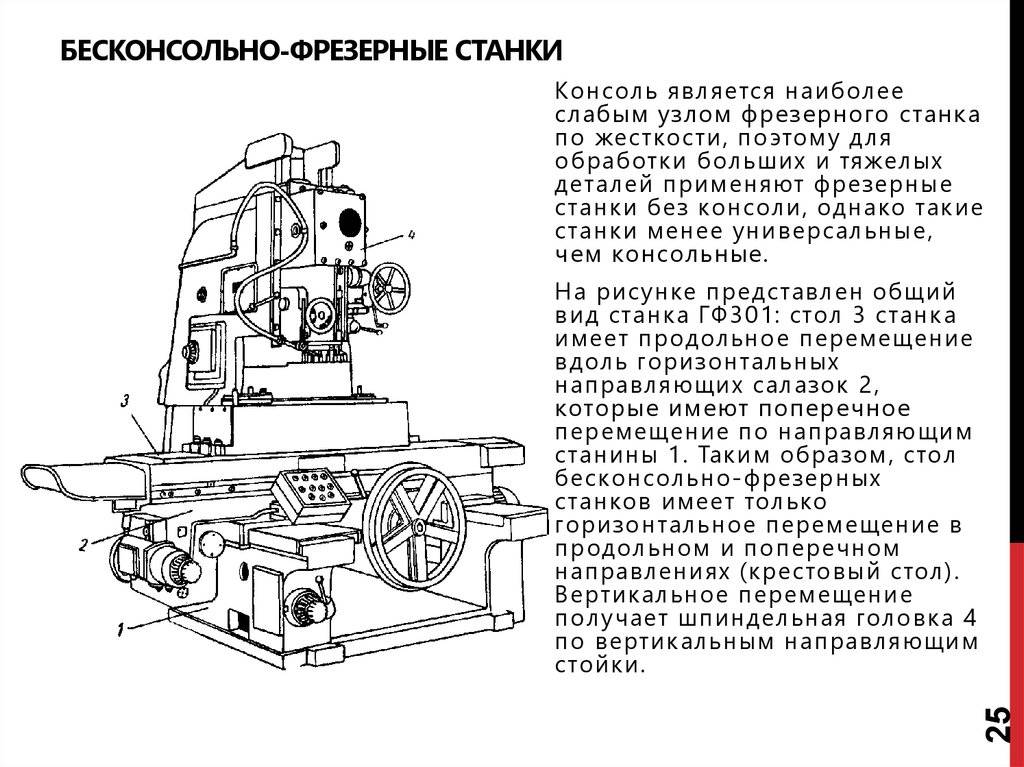
Бесконсольные станки оснащены лишь салазками, закрепленными на станине. Перемещение стола возможно только в горизонтальном направлении (продольном и поперечном). Поэтому выполнить сложные фасонные поверхности на таких станках затруднительно. Однако они обеспечивают высокую жесткость, что позволяет работать с тяжелыми заготовками. На бесконсольных станках можно выполнять пазы, а также горизонтальные, вертикальные и наклонные поверхности.
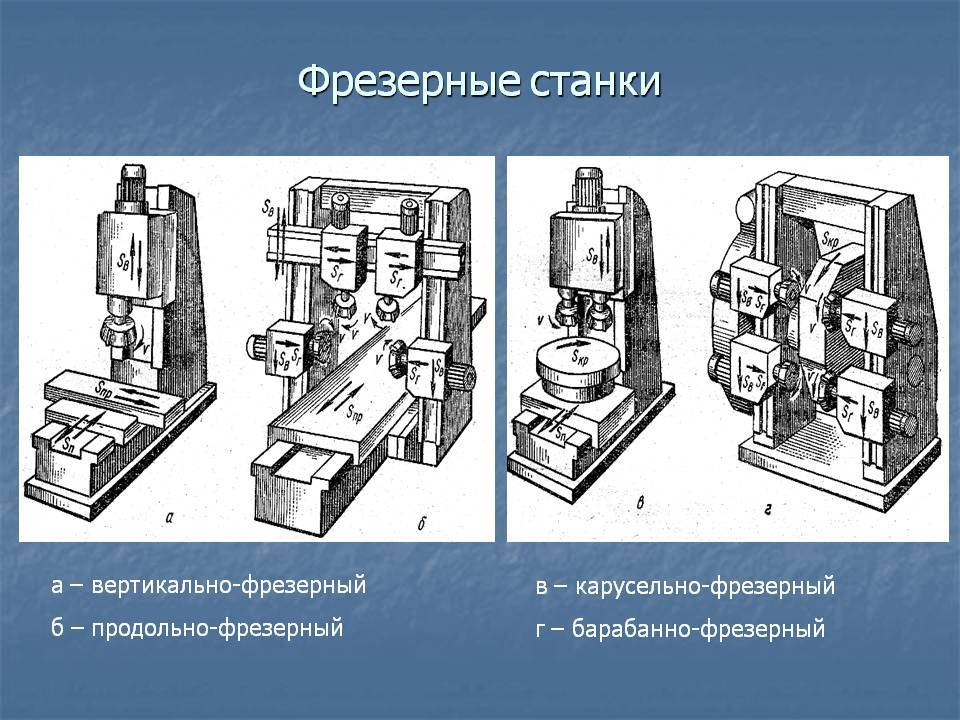
В станках непрерывного действия (карусельные, барабанные) рабочий стол поворачивается вокруг своей оси. Установка и закрепление детали на таких моделях осуществляется без остановки движения. Они отличаются высокой производительностью и применяются на производстве.
По применению
Профессиональные станки используются в мастерских и на производстве, для них характерна длительная ежедневная работа. У двигателей высокая мощность (так, мощность промышленных станков Jet от 1300 Вт). Такие типы требуют трехфазного подключения к сети. Вертикально-фрезерные станки, весом от 165 кг, и все универсальные установки относятся к профессиональному оборудованию.
Бытовые станки имеют небольшой вес (40-165 кг). Для них характерна простая конструкция, перемещение стола маховиками и ручная подача пиноли. Компактные размеры и низкая цена — также неоспоримые плюсы данного типа. Бытовые станки подключают к однофазной сети 220 В. Также большинство моделей такого типа выполняют настольными.
Основные типы фрезерных станков и их обозначение
Главная » Статьи » Профессионально о металлообработке » Фрезерные станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
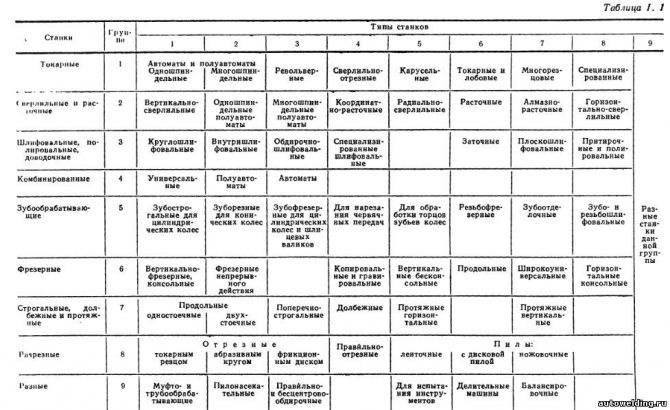
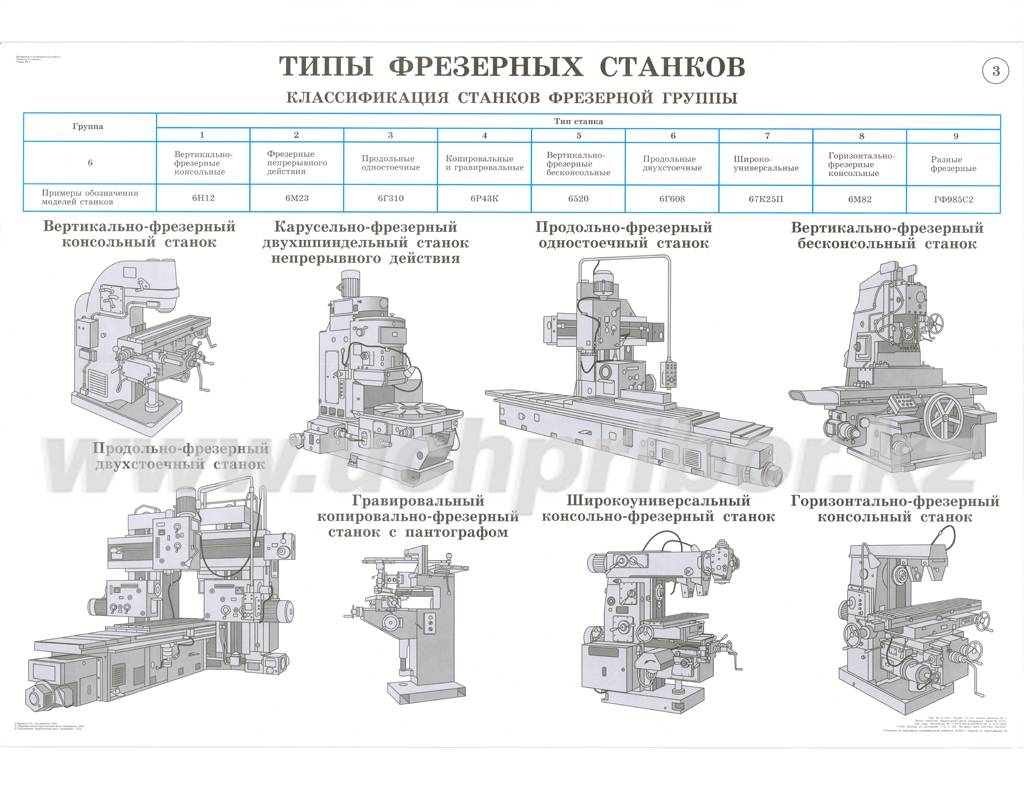
Фрезерные станки имеют весьма широкую область применения и разделяются на две основные группы: станки общего назначения и специализированные. К первой группе относятся станки консольные и бесконсольные, продольно-фрезерные, станки непрерывного фрезерования (карусельные и барабанные). Ко второй группе относятся станки копировально-фрезерные, зубофрезерные, резьбофрезерные, шпоночно-фрезерные, шлицефрезерные и др. Типоразмеры станков характеризуются площадью рабочей (крепежной) поверхности стола или размерами обрабатываемой заготовки (при зубо- и резьбообработке). По указанному признаку станки имеют пять градаций:
Просмотреть фотографию в реальном размере
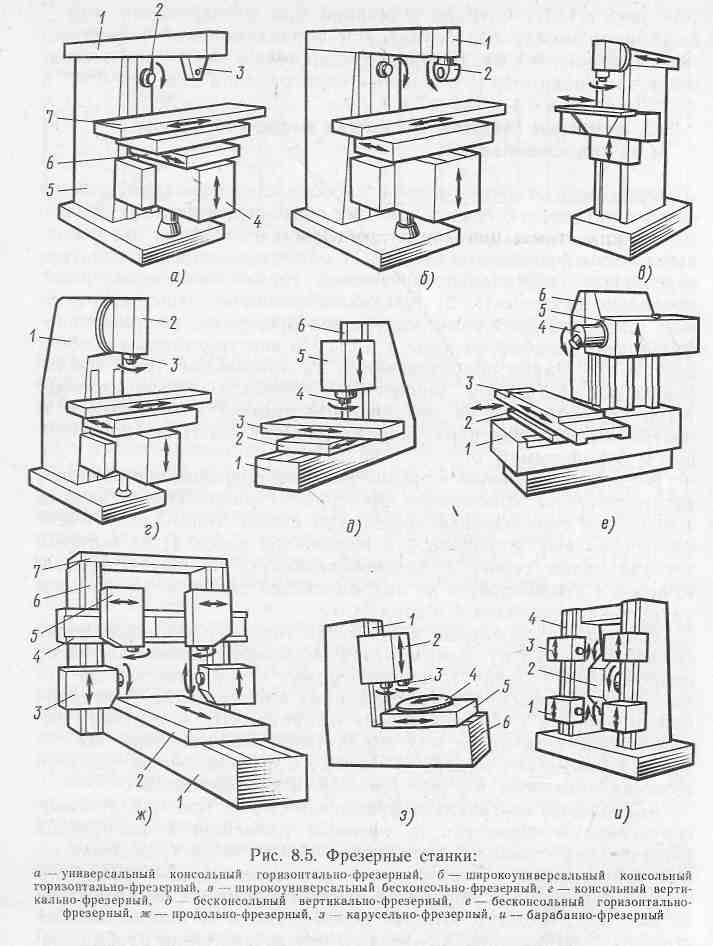
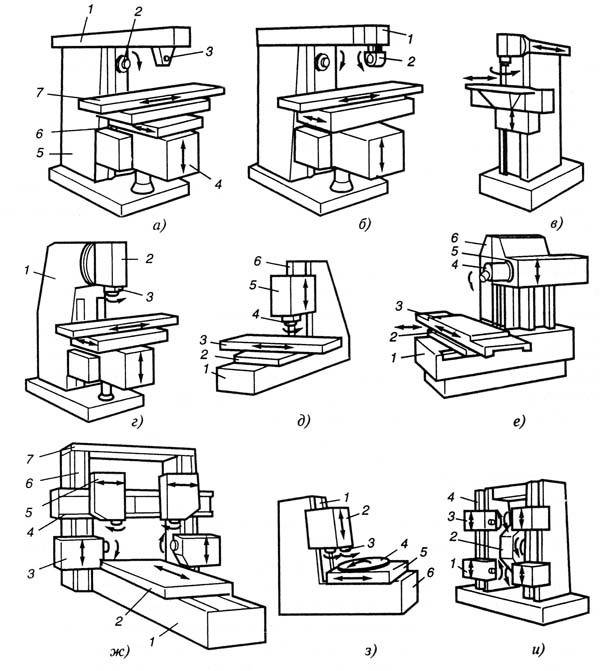
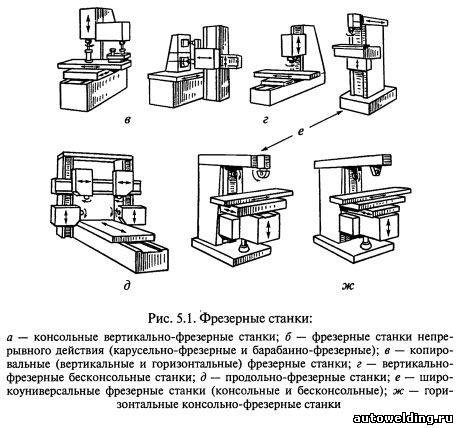
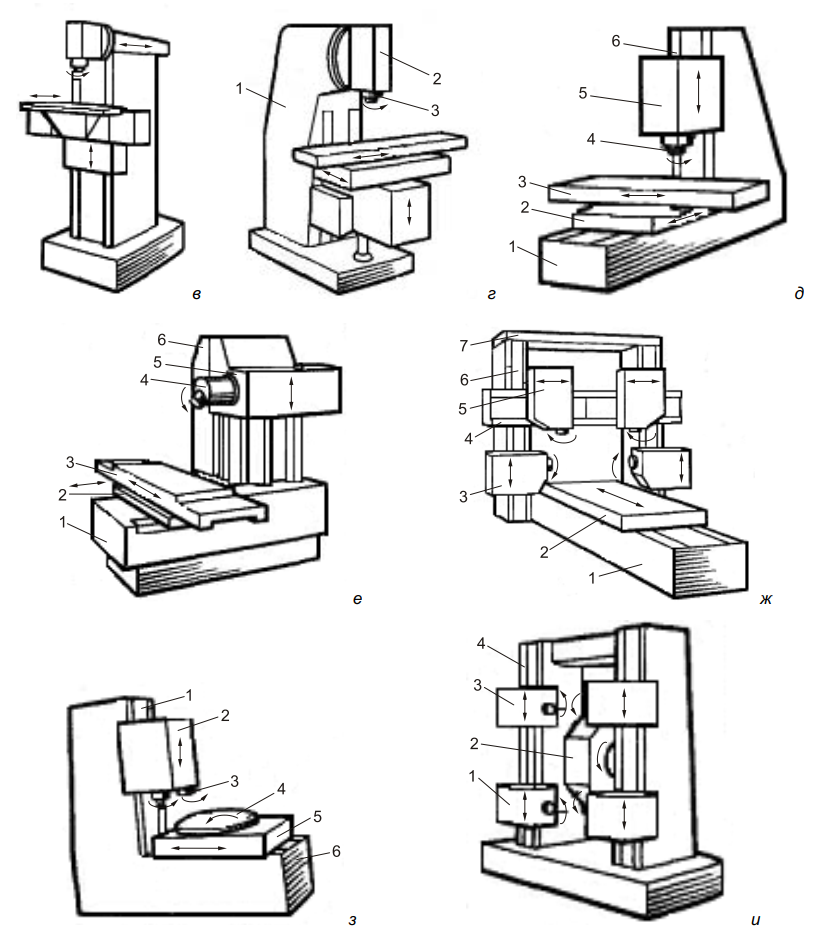
Классификация фрезерных станков дана в табл. 1.1, где приведено девять типов станков шестой группы (кроме того, фрезерные станки входят и в пятую группу зубо- и резьбообрабатывающих станков, которые в настоящей книге не рассматриваются). Каждый станок имеет свой шифр, первая цифра в котором обозначает группу станка, вторая — его тип (1 — консольные вертикально-фрезерные (рис. 5.1, а), 2 — непрерывного действия (рис. 5.1, б), 4 — копировальные (рис. 5.1, в) и гравировальные, 5 — вертикальные бесконсольные (рис. 5.1, г) (с крестовым столом), б — продольно-фрезерные (рис. 5.1, д), 7 — широкоуниверсальные (рис. 5.1, е), 8 — консольные, горизонтальные (рис. 5.1, ж), 9 — разные). Третья и при необходимости четвертая цифры обозначают характерные размеры станка. Кроме цифр в обозначение модели станка может входить буква. Если буква стоит между первой и второй цифрами, то это означает, что конструкция станка модифицирована. Например, универсальный консольный станок в течение многих лет подвергался усовершенствованию и имел обозначения 682, 6Б82, 6Н82, 6М82, 6Р82 и 6Т82.
Если буква стоит в конце шифра станка, то это может означать следующее: 1) конструктивную модификацию основной модели (например 6Р82Г — станок горизонтально-фрезерный, 6Р12Б — быстроходная модель, 6Р82Ш — широкоуниверсальный); 2) различное исполнение станков в зависимости от точности (Н — нормальной точности, П — повышенной, В — высокой, А — особо высокой и С — станки особо точные, называемые мастер-станками); 3) различное исполнение с учетом используемой системы управления станком.
Разновидности моделей
Представлен практически десяток фрезерных станков, различных по своему функционалу. Наиболее популярные из них — это горизонтального и вертикального вида с ЧПУ. Горизонтально-фрезерные станки также бывают без числового программного управления.
Горизонтально-фрезерные
Настольный станок имеет одну особенность — шпиндель закрепляется горизонтально. Оборудование универсальное, так как благодаря такому типу крепления можно использовать фрезы углового, концевого, фасонного, цилиндрического типа. Но в тоже время есть и нюанс — допустимо обрабатывать относительно небольшие детали из-за конструкции шпинделя. По винтовой касательной работы не проводятся.

Вертикально-фрезерные (консольные)
В отличии от горизонтального типа в них ось инструмента располагается строг вертикально. Допускается обрабатывать детали любой формы, но небольшого веса и размера. Используется реже, чем горизонтальные станки, но с их помощью выполняют некоторые виды работ, которые первым не под силу.
Универсальные и широкоуниверсальные станки
Универсальные дополнительно оснащены столом поворотов, то есть работа будет удобна с деталью любого формата, размера, конституции и веса. Широкоуниверсальные, кроме поворотного стола имеют и шпиндель, который вращается. Конечно, фланг работ значительно расширяется. Но в то же время увеличивается время, требуемое на плановый осмотр, присутствует большая вероятность поломки в сравнении с вертикальными и горизонтальными моделями.
Бесконсольные фрезерные
Шпиндель двигается по вертикали, а вот стол — продольно и поперечно. По траектории напоминает рисование креста. Есть второе название — фрезерные станки с крестовым столом. Заготовка крепится жестким образом, а не так как в привычной консоли. Основная сфера использования агрегатов — обработка больших по весу деталей. Станок явно не переносной: его конструкция массивная.







Продольно-фрезерные
Стол совершает продольные перемещения относительно оси. Бабка двигается назад или в поперечных вертикальных направлениях. Используются две опоры, по которым двигается головка. Подходит для работки больших элементов неправильной формы.
Объемно-фрезерные
Единичные по конструктивным особенностям продольно-фрезерным. Но работа начинается только после считывания информации о форме и объемах заготовки с помощью специального копированного оборудования.
Шпоночные фрезерные
Стол двигается возвратно-поступательно, а вот головка шпинделя — по планетарному типу. Возможно провести тщательную обработку любой по формату детали.

Фрезерные станки, оснащенные модулем ЧПУ
Модуль числового программного обеспечения дает дополнительные возможности. В частности:
- установка шпинделя возможна в вертикальном или горизонтальном положении, с выбранным углом поворота;
- валов устанавливается от одного, двух, есть съемные шпиндельные головки — сложность выполняемых работ гораздо выше;
- допускается любой тип поворота стола, поворотный механизм встраивается, что позволяет работать с поверхностями, длинными заготовками без снятия оснастки;
- число осей от двух до пяти;
- получается четкое позиционирование детали;
- есть магазин инструментария;
- выбирается мощность оборудования самостоятельно в зависимости от прочностных показателей детали;
- форсированные режимы не ухудшают характеристики;
- частота вращения инструмента определяется типом обрабатываемой поверхности.
Нельзя сказать, что вариации фрезерных станков с ЧПУ востребованы, но широкая сфера применения и универсальность приближают к таким
При выборе станка специалисты в первую очередь обращают внимание на сферу его использования, а уже потом сравнивают свои требования с имеющимися у определенных видов станков техническими параметрами

Настольные и мини токарно-фрезерные станки по металлу
Настольные и мини токарно-фрезерные станки по металлу во многом похожи на оборудование обычных размеров. Единственной отличительной особенностью данных станков являются небольшие размеры исполнения и, как следствие, ограничение размеров деталей. Для проведения токарных операции, как и на обычном станке, используются различные виды резцов.
При проведении работ по фрезеровке деталей, применяют различные виды фрез:
- концевые;
- дисковые;
- фасонные;
- торцевая.
Учитывая малые размеры станка, заметно сокращается наличие люфтов и биения различных подвижных элементов его конструкции. Это позволяет добиться высокой прецизионности выполняемых работ.
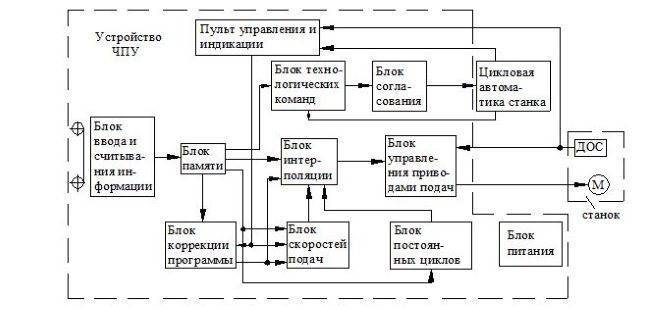
Устройство станков с ЧПУ: основные узлы и механизмы
Станки с ЧПУ включают в себя узлы, в задачу которых входит выполнение возложенных на них определенных функций.
Среди главных узлов металлообрабатывающего оборудования с ЧПУ выделяют:
- Основание. Представляет собой прямоугольник, который вместе со станиной обеспечивает устойчивость изделия.
- Станина. Главная деталь устройства. Она соединяет между собой все узлы и механизмы.
- Бабка шпиндельная. В ней расположен шпиндельный подшипниковый узел, закрепляющий и вращающий поставленную заготовку.
- Головка автомат. С ее помощью можно установить режущие элементы в рабочее положение.
- Приводы подач. Превращают движения ротора в линейное положение узлов при помощи шарико-винтовых пар.
- Датчик нарезания металла. Он устанавливается на шпиндельной бабке.
- Система управления. В станок встроено несколько панелей для контроля работы и контроля процесса производства деталей.
1 Виды отрезных станков по металлу
Отрезной станок по металлу представляет собой высокопроизводительное электрооборудование, основным назначением которого является поперечный раскрой разнообразных проката, изделий из различных металлов и их сплавов. Чаще всего его используют для нарезки заготовок из:
- уголка;
- полосы;
- труб круглого и профильного сечения;
- прута;
- швеллера;
- двутавра;
- другого металлопроката.
Такие станки в настоящее время применяют на различных производственных, монтажных и строительных площадках, металлобазах, в цехах разнообразных предприятий, где производится резка проката и других изделий из стали или иных металлов. Это оборудование также применяется для раскроя заготовок из таких материалов как пластик, керамика, дерево и прочих.
По типу инструмента, непосредственно осуществляющего резку, станки делят на следующие виды:
- Ленточнопильные станки. Режущий инструмент – пила, выполненная в виде замкнутой длинной зубчатой ленты, которую изготавливают из быстрорежущей стали. Позволяют получить точный рез, минимизировать потери материала за счет малой ширины пропила. В основном применяют на крупных предприятиях и для серийного производства.
- Ножовочные. Режущий инструмент – ножовочное полотно, закрепленное в пильной раме. Бывают электромеханическими и ручными. Достаточно компактны, надежны и просты в работе. Как правило используют в заготовительных цехах и на малых предприятиях.
- Дисковый отрезной станок – наиболее широко используемое, незаменимое оборудование. Применяется в металлообрабатывающей промышленности и других производственных областях, где требуется изготовление металлических конструкций. Режущий инструмент – дисковая пила. Станки отличаются простой, прочной конструкцией и эргономичным управлением, позволяющем производить качественную резку даже оператору, не имеющему достаточной квалификации.
Как определить группу станка и его назначение?
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Продольно-фрезерные станки по существующей классификации относятся к шестому типу шестой группы металлорежущего оборудования. Они предназначены для черновой, получистовой и чистовой механической обработки плоских и фасонных поверхностей деталей из цветных и черных металлов (корпуса, направляющие, траверсы и т.д.), имеющих крупные габариты.В качестве режущего инструмента применяются фрезы из быстрорежущей стали или с твердосплавными пластинами (торцевые, дисковые, фасонные, цилиндрические, концевые и т.д.).
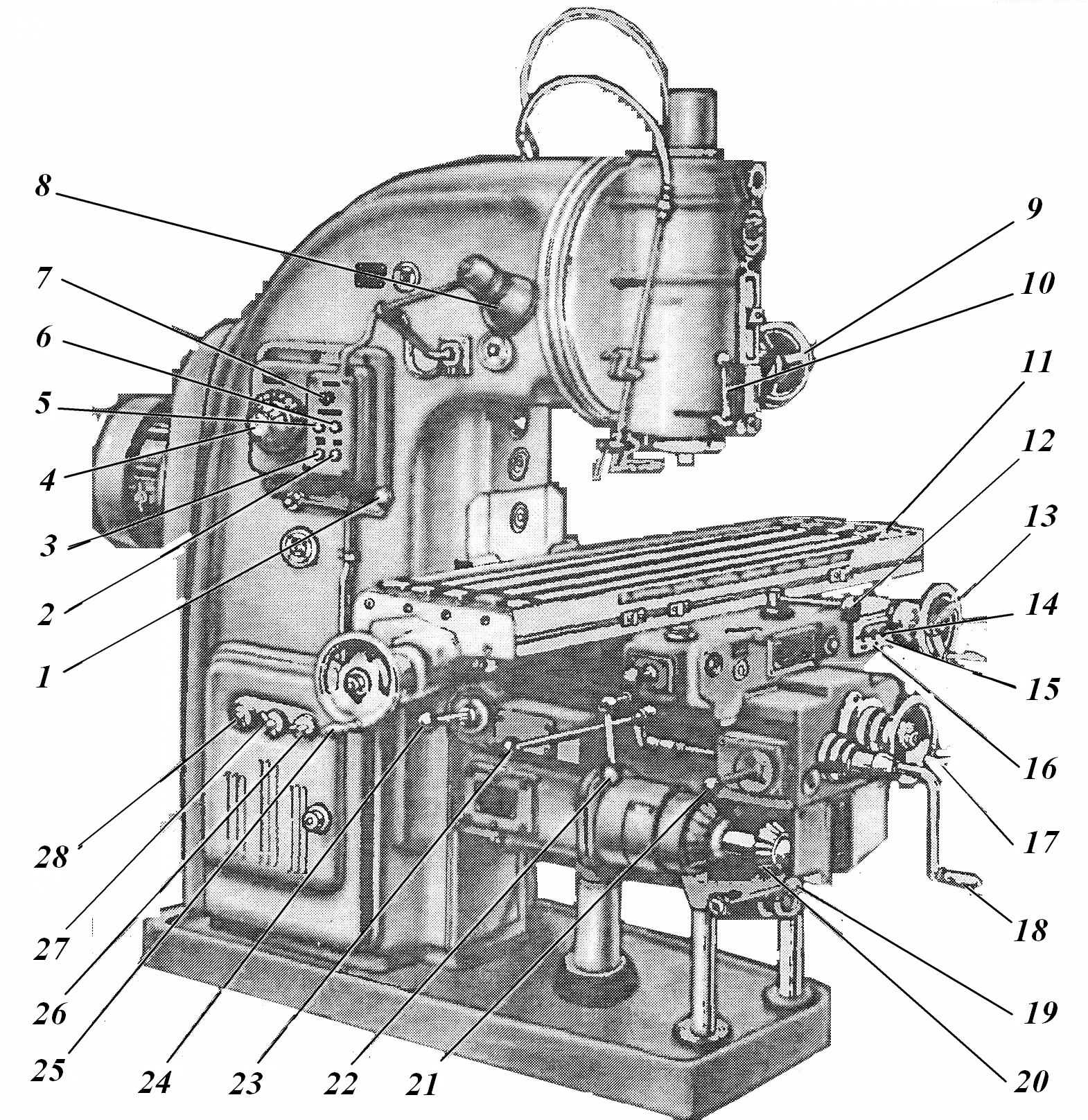
Описание основных узлов фрезерного станка НГФ-110
Стойка станка НГФ-110 с коробкой скоростей
Стойка является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Жесткость конструкции стойки достигается за счет развитого основания и трапецеидального сечения стойки по высоте.
Стойка разделена на два отсека. В верхнем отсеке монтируется коробка скоростей, в нижнем — электродвигатель.
Коробка скоростей фрезерного станка НГФ-110

Фото коробки скоростей фрезерного станка НГФ-110ш4
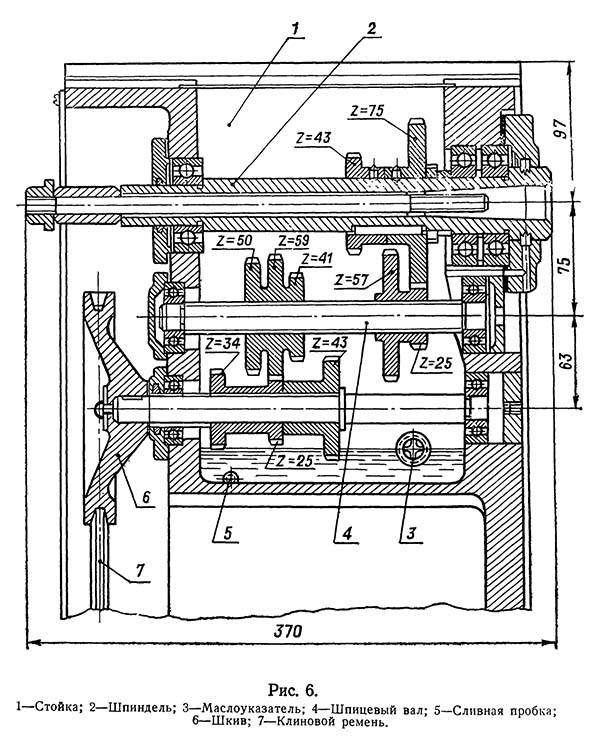
Схема коробки скоростей фрезерного станка НГФ-110ш4
Трехваловая шестискоростная коробка скоростей смонтирована в верхней части корпуса стойки и обеспечивает регулирование частоты вращения шпинделя от 125 до 1250 об/мин. Подбор необходимой частоты вращения осуществляется с помощью рычагов переключения, расположенных с левой стороны станка.
Для осмотра коробки скоростей необходимо снять боковую крышку.
Шпиндель ставка представляет собой двухопорный полый вал. Небольшой по длине пролет между опорами и значительный диаметр сечений обеспечивают необходимую виброустойчивость и жесткость шпинделя.






Передняя шейка шпинделя опирается на два радиально-упорных подшипника 8 (рис. 2), а задняя — на радиальный подшипник 9. Для устранения осевого зазора передних подшипников на шпинделе установлены две гайки 10. Между подшипниками установлены распорные кольца 11 и 12. При износе подшипников зазор в них устраняется шлифовкой торцов внутреннего распорного кольца 12. Компенсационное кольцо 13 служит для устранения осевого люфта шпинделя.
Основными подшипниками, определяющими геометрическую точность шпинделя, являются радиально-упорные однорядные шарикоподшипники № 46 208 передней опоры и радиальный шарикоподшипник № 206 задней опоры. В осевом направлении шпиндель фиксируется буртиком стойки и передней крышкой.
Регулирование зазора в переднем подшипнике производится подтягиванием гайки, расположенной в передней части шпинделя.
Для доступа к этой гайке рекомендуется снять боковую крышку на стойке.
Смазка коробки скоростей
Смазка зубчатых колес и подшипников коробки скоростей осуществляется разбрызгиванием.
Масло И-30А заливается в масляный резервуар до уровня, контролируемого маслоуказателем.
Масло менять первый раз через 15 дней работы, затем через каждые 3 месяца.
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от» винта вертикальной подачи 3.
Рабочий стол и Консоль фрезерного станка
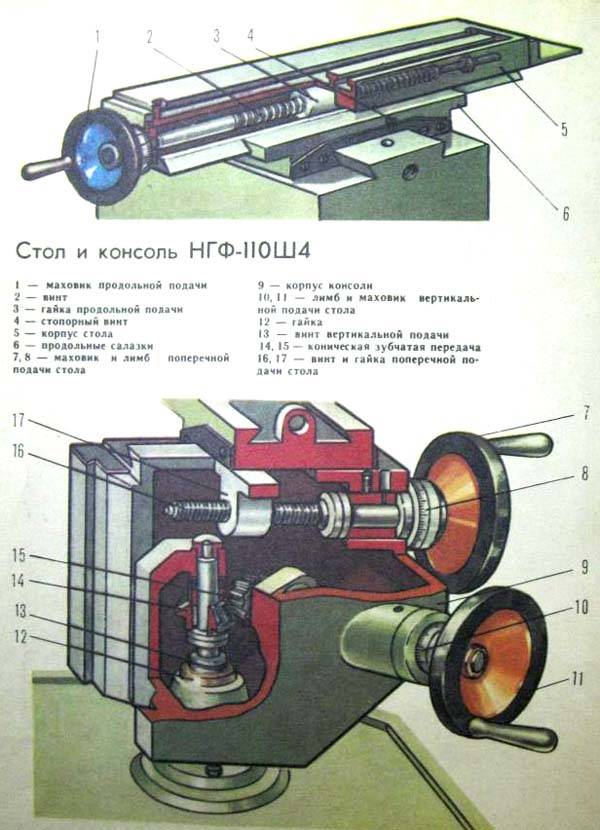
Стол и консоль фрезерного станка НГФ-110ш4
Консоль фрезерного станка НГФ-110ш4
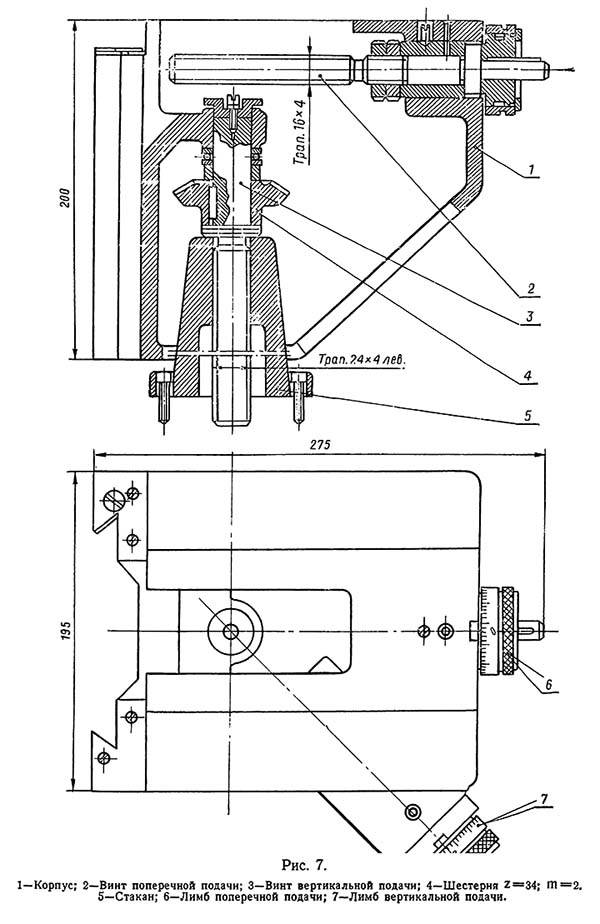
Консоль фрезерного станка НГФ-110ш4
Консоль является базовым узлом механизма подач. На направляющих консоли установлен стол с салазками. Поперечная подача стола осуществляется от винта поперечной подачи 2. Вертикальная подача консоли по направляющим стойки осуществляется от винта вертикальной подачи 3.
Рабочий стол фрезерного станка НГФ-110ш4
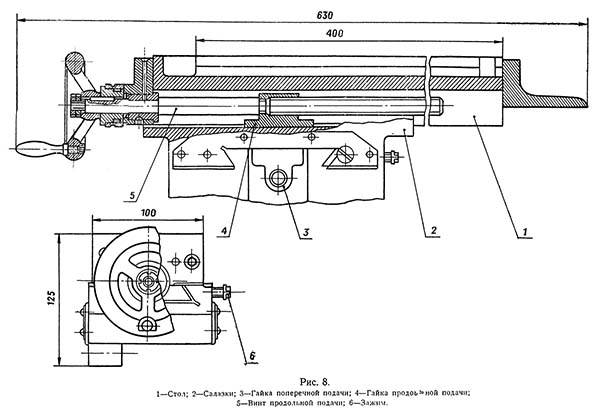
Стол фрезерного станка НГФ-110ш4
- Стол
- Салазки
- Гайка поперечной подачи
- Гайка продольной подачи
- Винт продольной подачи
- Винт зажима cтола на салазках
Рабочий стол станка является последним элементом в цепи подач и имеет возможность перемешаться в трех направлениях: по направляющим салазок — в продольном, вместе с салазками по направляющим консоли — в поперечном и вместе с консолью по направляющим стойки— в вертикальном.
На станке установлен экран защитный для защиты работающего от отлетающей стружки в зоне резания.