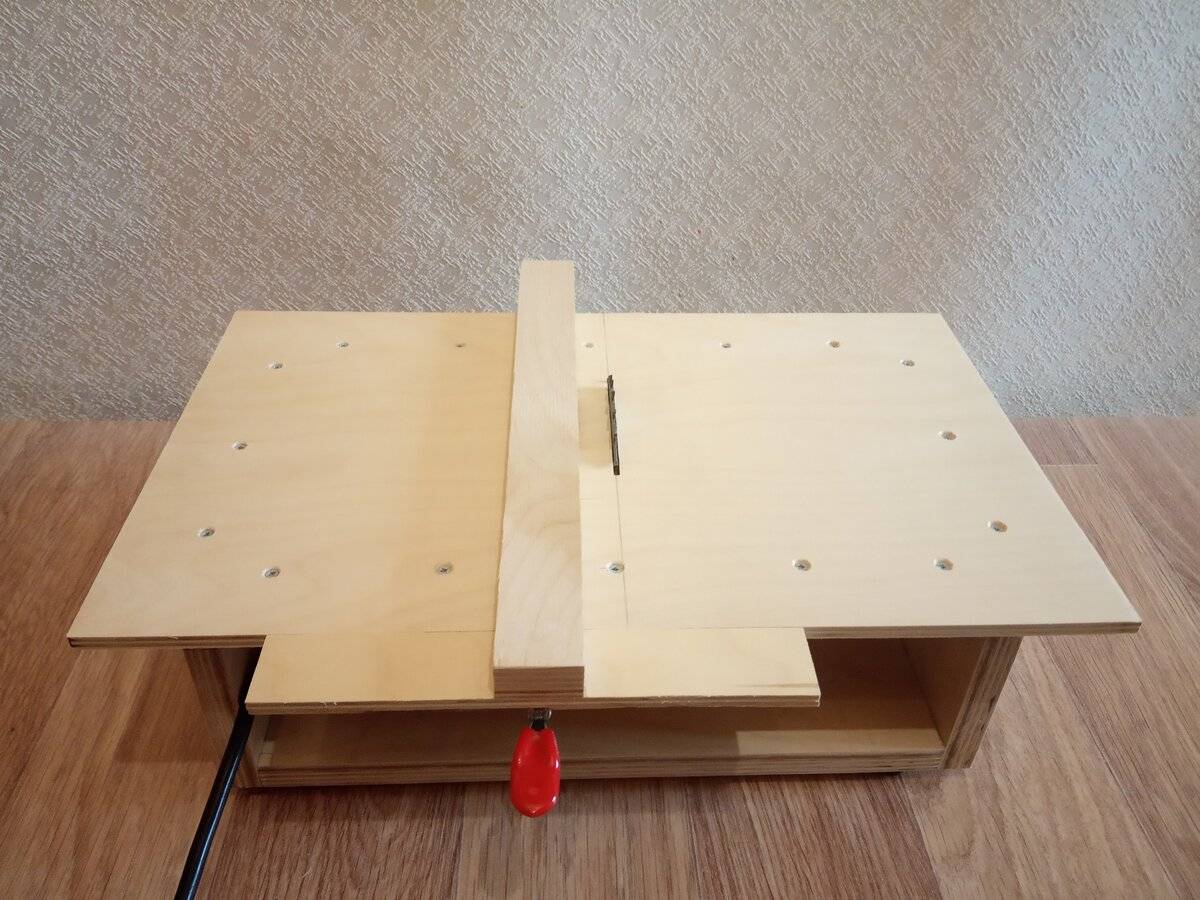
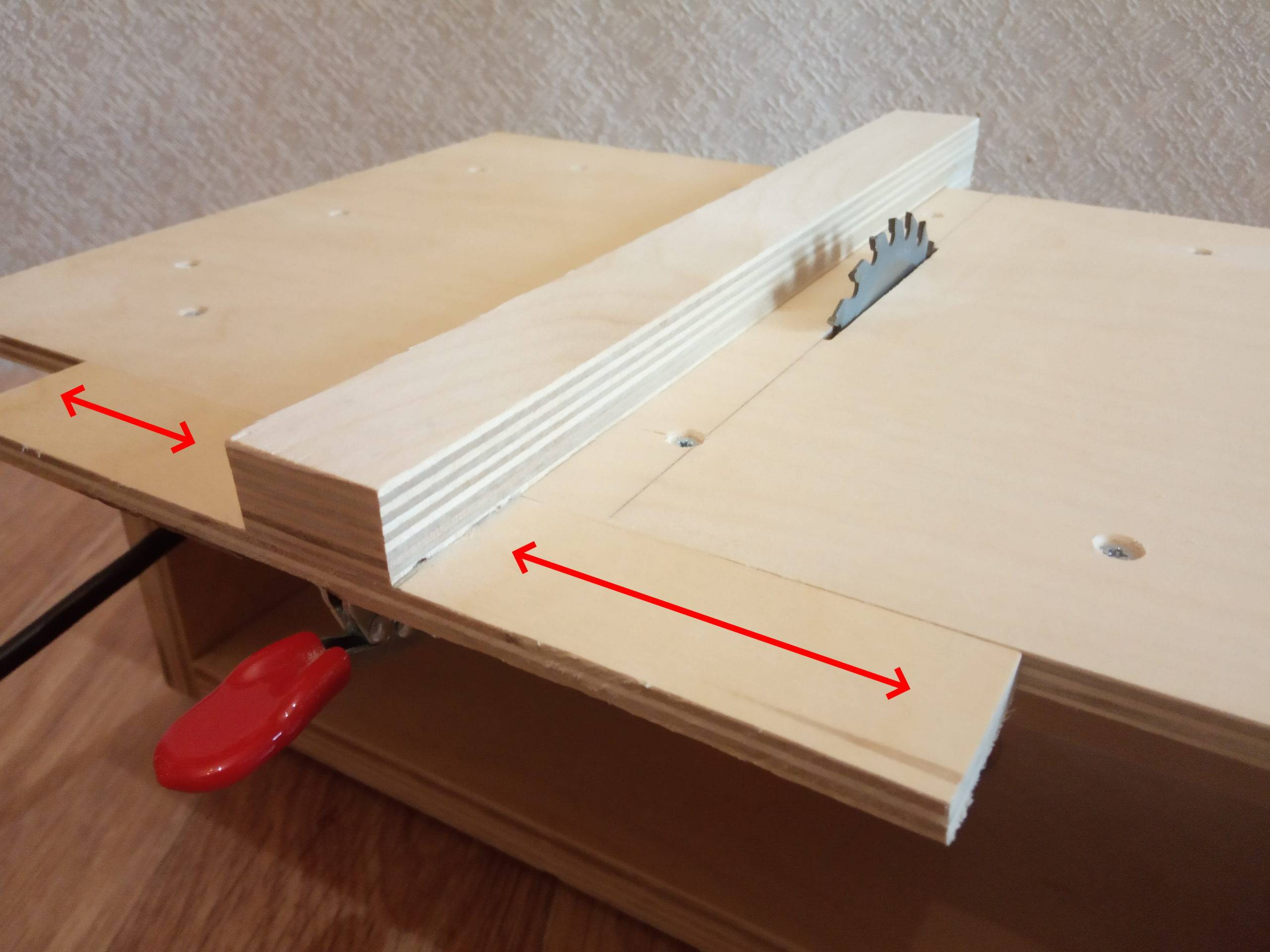
Конструкция упора циркулярного станка
Вся конструкция состоит из двух основных частей – продольной и поперечной (имеется в виду – относительно плоскости пильного диска). Каждая из этих частей жестко связана с другой и является сложной конструкцией, которая включает в себя набор деталей.
Читать также: Снегоход из мотоблока ло приколынарыбалки
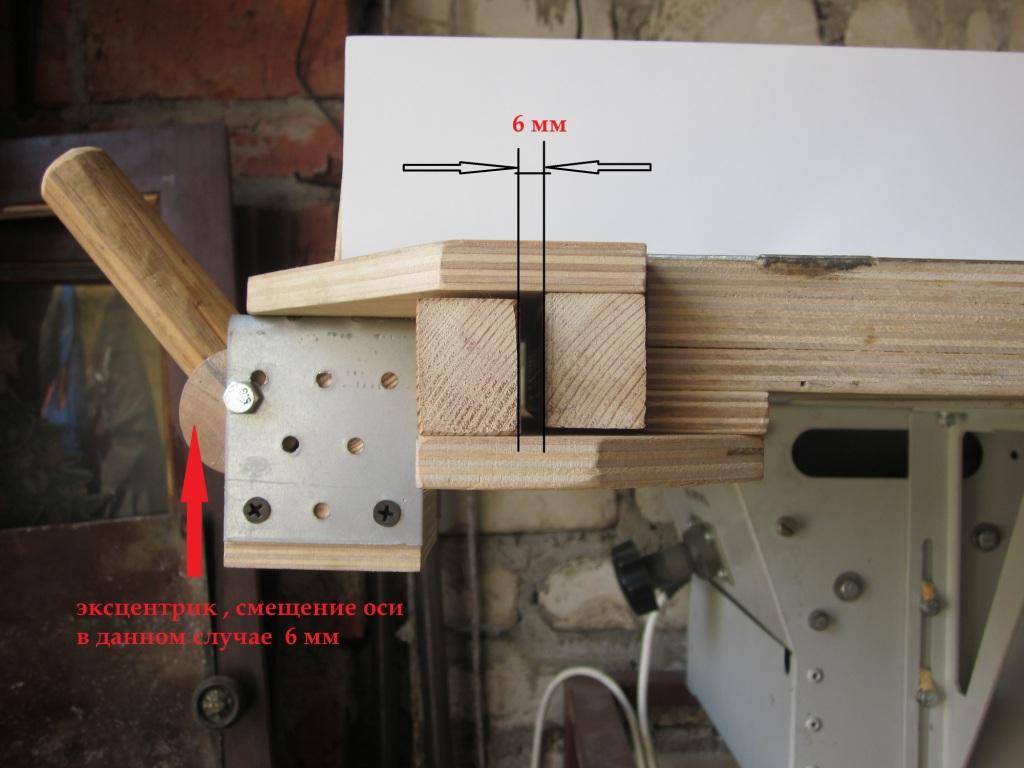
Основным технологическим решением данного упора является принцип заклинивания с помощью эксцентрика и плотное прижатие двух поперечных направляющих с косым торцом.
Фиксация происходит путем поворота эксцентрикового механизма.
Усилие прижатия достаточно большие, чтобы обеспечить прочность конструкции и надежно зафиксировать весь параллельный упор.
Вся конструкция не тривиальная и состоит из большого количества различных деталей, каждая из которых, имеет свое назначение и размер.
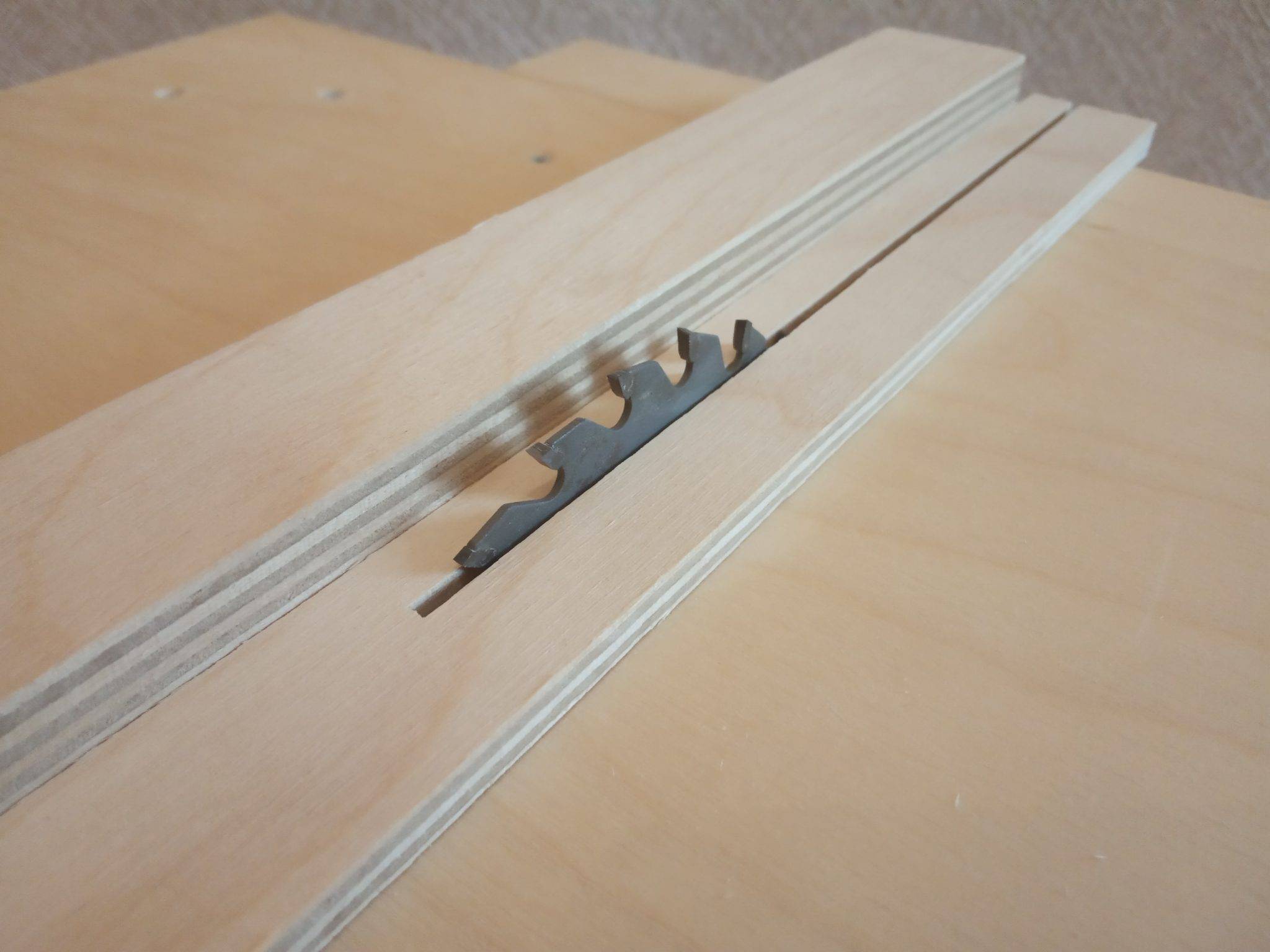
С другого ракурса.
Общий состав всех деталей выглядит следующим образом:
- Поперечная часть
- Основание поперечной части;
- Верхняя поперечная прижимная планка (с косым торцом);
- Нижняя поперечная прижимная планка (с косым торцом);
- Торцевая (фиксирующая) планка поперечной части.
- Продольная часть
- Плоскостной элемент скольжения (ЛДСП, 2шт.);
- Основание продольной части;
- Зажим
- Эксцентрик
- Рукоятка эксцентрика
Как правильно отрегулировать
Важным моментом в пользовании этим приспособлением выступает правильная регулировка перед началом работ. В зависимости от типа работ и обрабатываемого материала выбирается расположение установки шины и точки ее фиксации. Правило прикладывается к линии реза так, чтобы край подошвы ложился на нее с минимальным перекосом. После этого регулируется положение пильного диска. Диск пилы открывается от защитного кожуха и по краю диска делается замер относительно линии разметки сначала, с одной стороны, а потом, с другой стороны заготовки. После того как сделана регулировка шина фиксируется прижимами. Если есть необходимость делать распил под углом, то при помощи станины делается регулировка положения диска. Для того чтобы пилить под углом 45 градусов достаточно изменить угол при помощи регулировки циркулярки, чтобы получить больший угол необходимо изменить угол наклона самой шины относительно плоскости заготовки. В таком случае под упор подкладывается небольшие пластины из пластика или клинья из дерева.

Как видно, собрать направляющую шину для циркулярной пилы своими руками достаточно просто. Необязательно покупать фирменную профессиональную шину, для самой простой достаточно взять дощечку ламината и отрезок алюминиевого профиля, а вместо дорогих быстрозажимных струбцин использовать обычные болты и гайки-барашки. Такая самоделка обеспечит существенную экономию времени и средств, а ровный качественный рез будет не хуже чем у профессиональной шины.
Пошаговая инструкция
Итак, детали конструкции и необходимые инструменты подобраны, можно приступать к сборке и последующему монтажу самодельной каретки.
Шаг 1: Крепление алюминиевых профилей
Так как каретка будет «бегать по распилочному столу», первое, что следует сделать – это направляющие пазы. Для этого берут два П-образных профиля, примерно равных длине стола. Подогнать размеры можно болгаркой.

На одинаковом расстоянии от расположения режущего диска циркулярки прочерчивают две параллельных ему линии. Затем с помощью ручного фрезера выпиливают по ним П-профильные отверстия, выдувают из них стружку и с помощью клея закрепляют в них профтрубы. После того как клей просохнет – пазы готовы.
Шаг 2: Изготовление базы каретки
Далее конструируется передвижная база торцовочной каретки. Для этого берутся две планки, которые по толщине свободно входят в П-образный паз. Но здесь есть один момент – каретка должна будет свободно «скользить» по столу, а для этого ее на 2-3 мм приподнимают над столом. Чтобы это сделать, в профильные пазы на равном расстоянии выкладываются гайки одинаковой толщины, после чего на них укладываются рейки-направляющие.
Затем на них наносится клей, которым фиксируется фанерная планка-основание. Чтобы прижать ее плотнее, можно закрепить по бокам фиксаторы.
Когда смола высохнет, гайки убираются из профильных пазов и мастер проверяет, свободно ли по них ходит каретка. После этого, для удобства дальнейшего использования каретку обрезают по бокам по профилю стола.

Шаг 3: Монтаж стенок
Итак, основа готова и далее на нее устанавливаются упорные стенки. Для этого берется два деревянных бруска: один из них жестко, с помощью саморезов, фиксируется по ближнему к мастеру краю так, чтобы он был строго перпендикулярно режущей кромке диска пилы; второй закрепляется по верхнему краю, но только с одной стороны. Это нужно для того, чтобы мастер мог выровнять эту стенку строго параллельно нижней. Операция выполняется с помощью угольника.
После того, как стенки выровнены, проводится пробный распил. Он имеет две цели – с его помощью пропиливают отверстия в стенках и основании каретки, а также измерив затем распиленную заготовку, проверяют – верно ли выверен прямой угол распила.
Шаг 4: Изготовление комбинированного квадрата для резки под углом
Итак, обычная каретка с прямой протяжкой готова, но что, если мастеру потребуется пропилить что-то под другим наклоном, например 60, 40 или 30 градусов? Для таких операций понадобится дополнительный конструкционный элемент, который называют «комбинированным квадратом».

Название не случайно взято в кавычки – дело в том, что базой заготовки действительно является квадратная деревянная платформа. Ее выпиливают так, чтобы она свободно помещалась между упорами основной каретки и одной из сторон фиксировалась у нижней стенки.
После этого заготовку кроят, вырезая из нее фрагменты под нужными углами – получившиеся скосы и будут направляющими, по которым укладывают деталь, которую нужно распилить под этим углом.
«Квадрат» после изготовления жестко (на клей или саморезы) монтируют на каретку. Другой, более продвинутый вариант – в квадрате и основе каретки с помощью фрезера выпиливаются округлые пазы, которые позволяют квадрату передвигаться вдоль основания на подвижном фиксаторе. Он изготавливается из шурупа, гайки и двух металлических шайб.
Подробное видео как сделать торцовочную каретку описанную выше:
Еще один пример на видео:
Как выбрать
Когда речь идет о покупке фирменного устройства, прежде всего, нужно оценить, насколько необходима направляющая в домашнем арсенале. Если речь идет о постоянном использовании, то здесь рекомендуется присмотреться к направляющей с самой богатой комплектацией со всеми болтиками, струбцинами, транспортиром и линейкой. Для эпизодического использования можно приобрести базовую комплектацию с минимальным набором функций.
При выборе необходимо оценить также и характеристики самой циркулярной пилы – диаметр пильного диска, мощность двигателя, размеры платформы и ее функциональность. С практической точки зрения, нужно оценить возможность работы циркуляркой с разными материалами – древесными плитами, досками, мебельным щитом
Здесь важно правильно подобрать длину и ширину направляющей, чтобы она была больше обрабатываемой детали на 2 длины подошвы
Как сделать параллельный упор для циркулярной пилы своими руками?

- Особенности
- Исполнение первое
- Второе конструктивное решение
Параллельный упор – важное приспособление при работе с циркулярной пилой. Это устройство служит для выполнения резов параллельно плоскости режущего диска пилы и кромке обрабатываемого материала
Обычно в комплекте с циркулярной пилой производителем поставляется один из вариантов этого приспособления. Однако вариант производителя не всегда удобен в применении и в большинстве случаев не удовлетворяет запросам потребителя. Поэтому на практике приходится делать своими руками один из вариантов этого приспособления по несложным чертежам. Существует несколько вариантов конструктивного решения этой простой, на первый взгляд, задачи. Все варианты имеют свои достоинства и недостатки. Выбирать подходящую конструкцию следует исходя из тех потребностей, которые возникают при обработке различных материалов на циркулярной пиле. Следовательно, к выбору нужного решения надо отнестись серьезно, ответственно и творчески.








В этой статье рассматриваются два простейших конструкторских решения создания углового параллельного упора для циркулярной пилы собственными руками по имеющимся чертежам.
Какую дисковую циркулярку выбрать для установки
Длинные пропилы, например, при роспуске доски на брус или обрезки обзола требуют продолжительной работы под значительной нагрузкой. В таком режиме долго могут служить только качественные циркулярки.
Тоже самое и при работе в стационарном режиме. Когда циркулярка перевернута вверх пильным диском и закреплена в столе, она включается и работает продолжительное время. При этом активно изнашиваются графитные щетки, стираются контакты ротора, шестерни передаточного механизма.
Оптимальная мощность – от 1,2 кВт до 2,2 кВт. Есть крупные модели мощностью до 5,5 кВт. Но они стоят дорого и потребляют много энергии, их мощность может быть чрезмерной.
Блоки плавного пуска с тремя проводами
Кстати будьте внимательны, есть похожие устройства, но с тремя проводками. Например XS-12/D3.
Или другие модели внешне похожие на KRRQD.
Но они собраны на несколько другом принципе и их нужно устанавливать после кнопки ПУСК, в самом инструменте. Напряжение на них должно подаваться только в момент замыкания пусковой кнопки болгарки и сразу исчезать после ее отпускания.
Схема подключения на них следующая: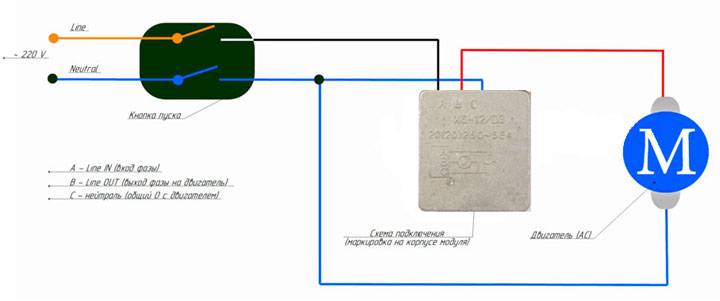
Фаза подается на контакт “А”, ноль на “С”. Далее фаза выходным проводом управления идет на двигатель (это как раз третий проводок).
Без кнопки такое устройство будет постоянно под напряжением 220В, что не допустимо.
В двухпроводном блоке такого нет, так как подключается он в разрыв цепи, и напряжение (разность потенциалов) к нему прикладывается только в момент пуска и работы инструмента.
Еще один момент – так называемый электрический тормоз или тормозная обмотка на торцовках. С 3-х проводным внешним УПП он может не работать, а вот с 2-х проводной моделью будет.
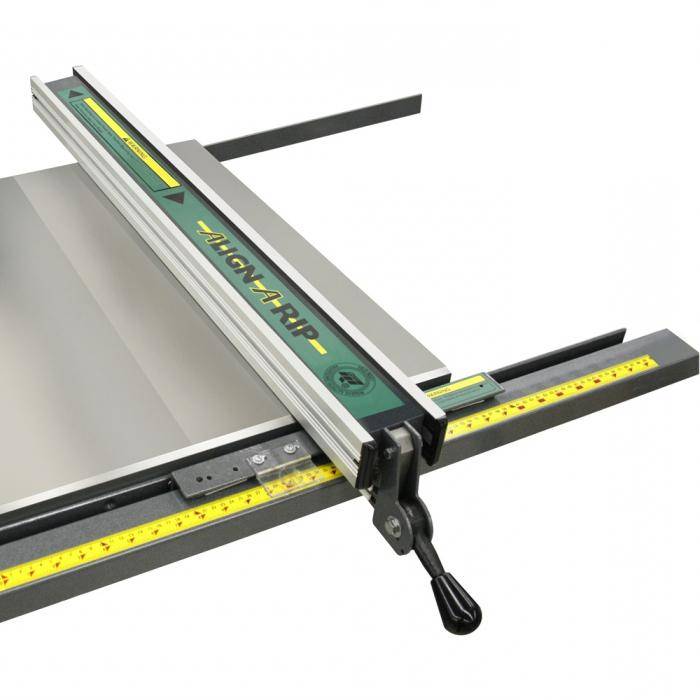
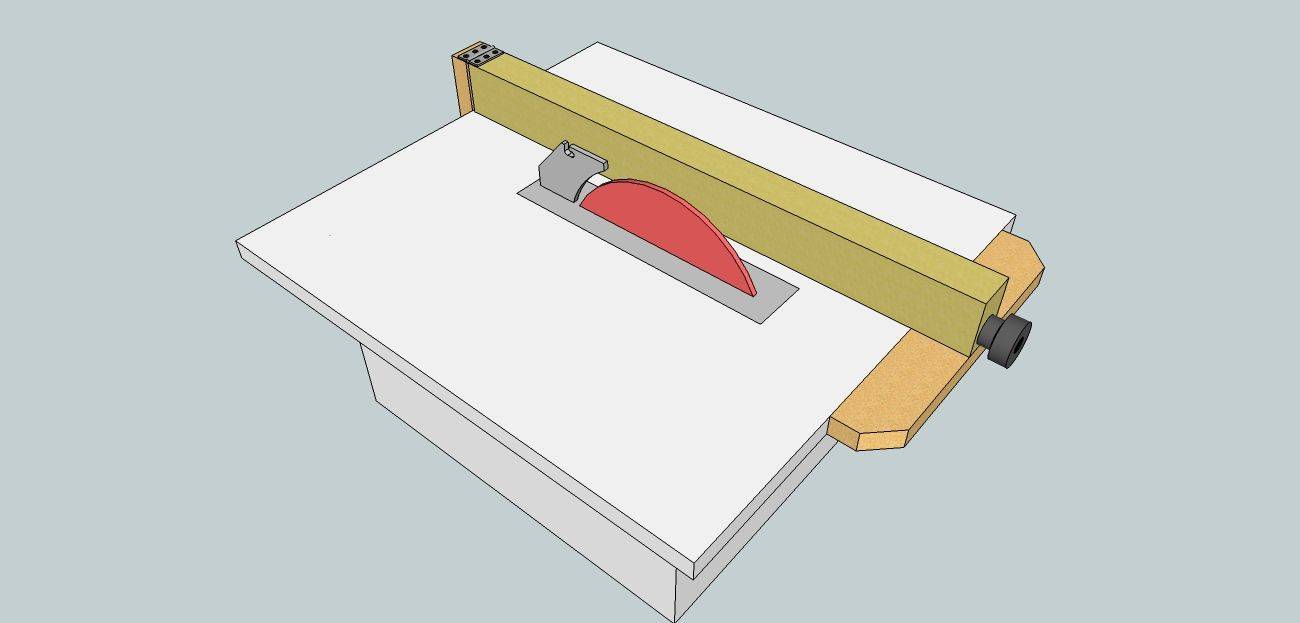
Второе конструктивное решение
Предлагаемое ниже конструктивное решение параллельного упора для циркулярной пилы, созданное своими руками, подходит к любому рабочему столу: с пазами на нем или без них. Предлагаемые на чертежах размеры относятся к определенному типу циркулярных пил, могут быть пропорционально изменены в зависимости от параметров стола и марки циркулярки.
Заготавливается рейка длиной 700 мм из указанного в начале статьи уголка. На обоих концах уголка, в торцах, сверлятся по два отверстия под резьбу М5. В каждом отверстии специальным инструментом (метчиком) нарезается резьба.
В соответствии с чертежом, приведенному ниже, из металла изготавливаются две направляющие. Для этого берется стальной равнополочный уголок размером 20х20 мм. Обтачиваются и обрезаются в соответствии с размерами чертежа. На большей планке каждой направляющей размечаются и сверлятся по два отверстия диаметром 5 мм: в верхней части направляющих и еще по одному в середине нижней под резьбу М5. В резьбовых отверстиях метчиком нарезается резьба.
Направляющие готовы, и они крепятся на оба торца болтами М5х25 с цилиндрической головкой под шестигранник или стандартными болтами М5х25 с шестигранной головкой. В отверстия направляющих с резьбой вворачивается винты М5х25 с любой головкой.
Порядок работы:
- отпускаются винты в резьбовых отверстиях торцевых направляющих;
- передвигается рейка из уголка на требуемый для работы размер реза;
- затяжкой винтов в резьбовых отверстиях торцевых направляющих фиксируется выбранное положение.
Движение рейки упора происходит вдоль торцевых плоскостей стола, перпендикулярных плоскости рабочего диска пилы. Направляющие на торцах уголка параллельного упора позволяют перемещать его без перекосов относительно пилящего диска.
О том, как сделать параллельный упор для самодельного циркулярного стола, смотрите в следующем видео.
Let’s block ads! (Why?)
Разновидности торцевых пил по дереву
Современный рынок электроинструментов может предложить большой выбор самых различных моделей торцовочных пил, которые могут отличаться между собой следующими параметрами и особенностями конструкции:
- типом и мощностью двигателя, а также его расположением;
- типом редуктора, передающего крутящий момент от вала двигателя пильному диску;
- наличием электронной системы, которая нужна для поддержания скорости вращения диска при врезании его в толщу материала заготовки;
- наличием системы протяжки, позволяющей придавать пильному диску горизонтальный ход, что обеспечивает распил широких заготовок; Протяжка позволяет маятнику с диском перемещаться в горизонтальном направлении вдоль прореза,обеспечивая торцевание широких пиломатериалов
- типоразмером применяемых дисков.
Пилы торцовочные оснащаются тремя видами двигателей:
- асинхронными;
- коллекторными;
- вентильными.
Электродвигатели асинхронного типа надёжны, экономичны и работают не создавая особого шума. Их недостатком является большой вес (до 20 кг) и малая мощность, что не позволяет развивать скорости более 2800 об/мин. По этим причинам такие двигатели редко используются в маятниковых пилах.
Двигатели коллекторного типа имеют более компактные размеры и меньший вес. Они могут развивать скорость до 5–10 тысяч оборотов в минуту, но при работе щётки коллектора создают определённый уровень шума. Такой двигатель нуждается в периодическом обслуживании, состоящем в замене щёток, но несмотря на это, он применяется в большинстве моделей торцовочных пил.
Электромоторы третьего вида, вентильного, представляют собой самое современное и совершенное устройство, взявшее все самые лучшие качества асинхронного и коллекторного двигателей. Вместо щёточного узла, они имеют электронный блок, позволяющий достигать большой скорости вращения вала двигателя. Но такие моторы стоят достаточно дорого, и используются лишь на высококачественных торцовочных пилах высшего ценового сегмента.
По типу применяемого редуктора маятниковые пилы могут быть с ременной или зубчатой передачей. Безусловно, шестерни обеспечивают более надёжное сцепление и лучшую передачу крутящего момента. Но они создают дополнительный шум при работе, а при выходе из строя редуктора зубчатого типа. потребуется непростой ремонт в специализированном сервисе. В то же время ремень можно легко заменить самостоятельно, и работает он практически бесшумно. К тому же ременная передача гасит колебания диска и продлевает срок службы подшипников.
Очень важно для получения качественного распила, особенно твёрдых пород древесины и вязких композитных материалов, стабилизировать число оборотов пильного диска под нагрузкой. Именно для этого в большинстве современных торцовочных пил предусмотрен специальный электронный блок. Широко используется электроника и для создания более комфортных условий работы с этим инструментом, а именно:
Широко используется электроника и для создания более комфортных условий работы с этим инструментом, а именно:
- для обеспечения плавного пуска двигателя;
- для его торможения при отключении мотора;
- для различных защитных блокировок, обеспечивающих безопасность работы на режущем электроинструменте.
Наличие электроники в разных моделях придаёт им дополнительные преимущества, но и приводит к удорожанию торцевой пилы. Чем больше функций имеется в конструкции этого инструмента, тем более удобно на нём работать.
Всё большей популярность в последнее время пользуются торцовочные пилы с протяжкой. Две штанги, на которых крепится маятник с режущей головкой, позволяют перемещать пильный диск, чтобы произвести качественный ровный распил широкого материала.
Различаются маятниковые пилы также по размерам и типам используемых пильных дисков. Основными параметрами режущего элемента пилы являются:
- посадочный диаметр;
- наружный диаметр;
- число зубьев — чем оно больше, тем более качественным получится разрез;
- толщина диска;
- максимальная скорость вращения.
Все эти параметры нанесены на самом диске, в определённом месте. Для распила более тонких заготовок (например, из ламината) потребуется диск с большим числом зубьев.
Использовать для конкретных моделей торцевых пил можно лишь определенных размеров диск, на которые рассчитан инструмент






Направляющая для циркулярной пилы
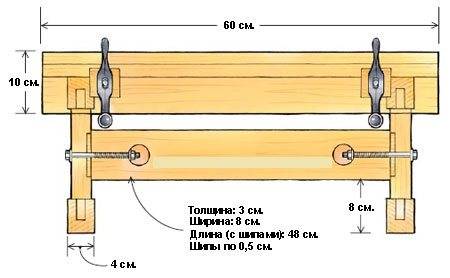
Схема самодельного верстака (вид спереди).
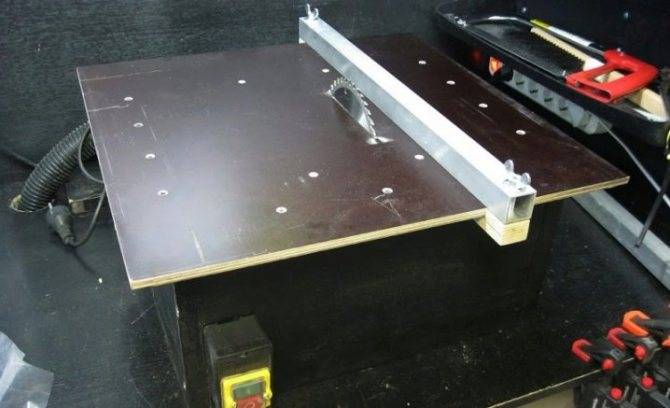
Простейшим приспособлением является брусок-направляющая. Можно легко получить ровный прямой разрез. Для изготовления понадобится ровный прямой брусок необходимой длины. Он, при помощи саморезов (если это допустимо) или струбцин, крепится к обрабатываемому материалу. Крепление надо осуществлять на таком расстоянии от требуемой линии распила, чтобы положение пильного диска совпадало с разметкой при упоре в брусок боковой подошвой циркулярной пилы. Для разового распила этот способ подходит, однако при повторении однотипных операций процедуру разметки и установки бруска каждый раз необходимо будет повторять заново.
Брусок-направляющую можно усовершенствовать, закрепив его на листе прочной фанеры толщиной 6-8 мм. Один край листа при работе будет совмещаться с линией отреза. На расстоянии, равном расстоянию между пильным диском и краем подошвы циркулярной пилы (рабочее расстояние), саморезами к фанере крепится направляющий брусок. При работе надо будет только совместить рабочую кромку фанерного листа с линией распила и зафиксировать струбцинами противоположную кромку.
Направляющая шина – что это
Если говорить по сути, то направляющая шина является рельсом, который помогает обеспечивать скольжение ручного циркулярного инструмента назад и вперед, и при этом не дает инструменту отклониться от линии распиливания. Но правильно выполненная направляющая не только будет обеспечивать ровность реза, а еще поможет уменьшить число сколов в участке соприкосновения материала и пилы.
Выносная каретка и стусло являются самыми сложными в исполнении. Шина из фанеры или та, которая сделана из профиля будут куда проще по конструктивным особенностям, но это совсем не означает, что распил, который выполнен с его помощью, будет не столь качественным. Разница между такими разновидностями по большей части в том, насколько удобно использовать тот или иной прибор.
Седловой упор
Если предстоит напилить циркуляркой множество одинаковых брусков, то стоит потратить время на изготовление простого седлового упора. Его применение с лихвой вернет затраченные минуты. Особенно эффективно седловой упор работает при распиле толстых брусьев, для которых диску требуется два пропила с разных сторон.
Упор-седло имеет П-образную форму. Основание – доска толщиной 25 мм, ее ширина в точности равна толщине распиливаемого бруса.
К основанию крепятся боковые поверхности из 10 мм фанеры. Ширина боковин должна быть больше ширины бруса, чтобы обеспечить опору площадке циркулярки до момента соприкосновения пильного диска с брусом.
Седло надевается на брус на расстоянии от разметки реза, соответствующем рабочему расстоянию до диска пилы, и через боковины прижимается к брусу струбцинами. Используя боковину как упор для пильной площадки, проводится резка. Если толщина бруса такова, что одного пропила недостаточно, то его переворачивают и делают еще один пропил. Положение упора при этом никак не изменяется.
Изготовление упора для циркулярной ножовки
Упор для распила 2 видов: параллельный и угловой. Каждый вариант имеет свои особенности, о которых нужно знать перед изготовлением.
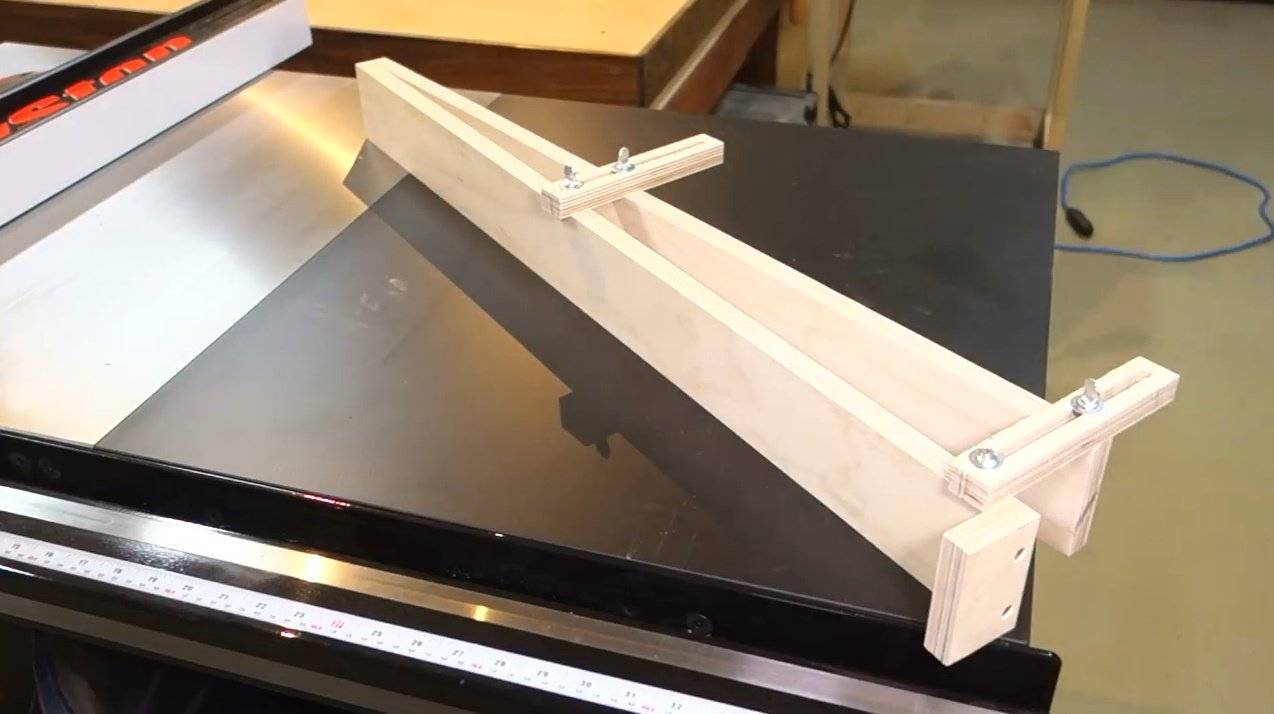
Угловой
Угловой упор для станка используется довольно часто. С его помощью распиловка досок проходят точно и быстро под прямым углом. Также он применяется для торцевания досок, из которых изготавливают упор. Приспособление для пиления под углом можно с легкостью сделать своими руками.
- Взять для основания лист, изготовленный из фанеры. Его толщине не должна превышать 1 см.
- Закрепить на основе направляющий брусок, высота которого составляет не более 2 см.
- Внизу рекомендуется закрепить упор, находящийся перпендикулярно направляющей. Он должен быть сделан из такого же куска материала.
- Отделить неиспользуемые части бруска. Промежуток от направляющей до пильного диска каждый раз рассчитывается в индивидуальном порядке, поэтому к обрабатываемому материалу ее рекомендуют крепить с угла струбцинами.
- Применить крепежные устройства из деревянных шайб.
- Осуществить прижим барашковой гайкой на винте.
Параллельный
Осуществить параллельный упор для циркулярки своими руками можно следующим образом:
- Просверлить 6 размеченных отверстий диаметром 0,8 см.
- Обработать наждачной бумагой заусенцы, которые создаются от сверления.
- Запрессовать в крайние отверстия каждой тройки по два штифта размером 0,8х1,8 см.
- Положить полученную конструкцию на стол так, чтобы штифты вошли в пазы, предусмотренные для циркулярной пилы.
- Вставить болты снизу рабочей поверхности в пазы и средние отверстия между ними. Резьбовая часть должна войти в отверстия рейки и прорезь стола.
- Навинтить обычную гайку с каждой стороны поверх рейки.
- Опустить обе гайки.
- Переместить рейку до нужного расстояния от диска и зафиксировать ее гайками.
Использование рельсового стусла
Применение рельсового стусла целесообразно, если нужно быстро и качественно переработать большое количество досок. При изготовлении используются:
- два одинаковых металлических уголка;
- ДСП или фанерный лист не менее 1,5 см толщиной для основания;
- четыре пары болтов.
Для более легкого скольжения пилы на уголки клеят фторопласт полосками или делают для нее рамку с колесиками, что предпочтительнее.
Исходный материал распиливают на заготовки, используя во время работы параллельный упор для циркулярной пилы. Своими руками его легко можно сделать из деревянной планки или металлического уголка, закрепив на верстаке струбцинами.
https://youtube.com/watch?v=G_UpfyYXOLo
Сделав разметку на верстаке, шину выставляют на нужное расстояние от упора и, уперев в него торец доски, отрезают заготовку.
Если требуется распилить заготовку под углом, ее фиксируют с помощью упора из вкрученной в основание пары шурупов, а угловой наклон распила устанавливают с помощью транспортира.
Исполнение первое
Берется рейка из упомянутого выше уголка длиной 450 мм. Для правильной разметки эта заготовка помещается на рабочий стол циркулярки так, что широкая планка параллельна режущему диску пилы. Узкая планка должна находиться на рабочем столе с противоположной от диска стороны, как это показано на рисунке. В узкой полке (шириной 41 мм) уголка на расстоянии 20 мм от торца размечаются центры трех сквозных отверстий диаметром 8 мм, расстояния между ними должны быть одинаковыми. От линии расположения размеченных центров отмечается на расстоянии 268 мм линия расположения центров еще трех сквозных отверстий диаметром 8 мм (с одинаковым расстоянием между ними). На этом разметка завершается.
После этого можно приступать непосредственно к сборке.
- Сверлятся 6 размеченных отверстий диаметром 8 мм, надфилем или наждачной бумагой обрабатываются заусенцы, неизбежно создающиеся при сверлении.
- В крайние отверстия каждой тройки запрессовываются по два штифта 8х18 мм.
- Полученная конструкция кладется на рабочий стол таким образом, чтобы штифты вошли в пазы, предусмотренные конструкцией стола циркулярной пилы, по обе стороны пильного диска перпендикулярно его плоскости, узкая планка уголка располагается на плоскости рабочего стола. Все приспособление свободно передвигается по поверхности стола параллельно плоскости пилящего диска, штифты выполняют роль направляющих, предотвращают перекос упора и нарушение параллельности плоскостей диска циркулярки и вертикальной поверхности упора.
- Снизу рабочего стола в пазы и средние отверстия между штифтами упора вставляются болты М8 так, чтобы их резьбовая часть вошла в прорезь стола и отверстия рейки, а головки болтов уперлись в нижнюю поверхность стола и оказалась между штифтами.
- С каждой стороны поверх рейки, представляющей собой параллельный упор, на болт М8 навинчивается барашковая или обычная гайка М8. Таким образом достигается жесткое крепление всей конструкции к рабочему столу.
Порядок работы:
- отпускаются обе гайки-барашки;
- рейка перемещается до требуемого расстояния от диска;
- фиксируем рейку гайками.

Рейка перемещается параллельно рабочему диску, так как штифты, выполняя роль направляющих, предотвращают перекосы параллельного упора относительно пильного диска.
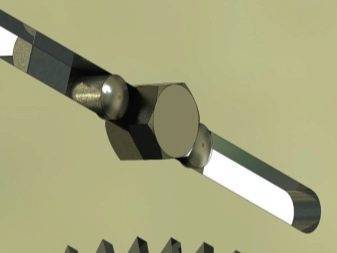
Регулировка оборотов
Более плотные материалы легче распилить пилой с наивысшей скоростью вращения, так как у маломощного инструмента с небольшой скоростью возможно застревание диска в момент работы. Данный параметр влияет на плотность распиливаемого материала и чистоту реза.
Значение скорости вращения у дисковых пил варьируется от 3000 до 6000 оборотов в минуту. Среднее значение принято считать – 5000 об/мин. Цена не привязана к данному параметру, поэтому можно встретить модель с 3500 оборотами в минуту стоимостью выше 19000 рублей.
Диаметр диска и глубина реза – параметры взаимосвязанные. Всего существует три типа по глубине реза, где каждый занимают свою ценовую категорию. Чем больше диск – тем выше стоимость пилы.
1) Бытовые – глубина пропила составляет 27-45 миллиметров, при этом диаметр диска варьируется от 89 до 185 миллиметров;
2) Полупрофессиональные – глубина пропила составляет 50-55 миллиметров, а диаметр диска от 160 до 170 миллиметров;
3) Профессиональные – глубина пропила составляет 60-100 миллиметров, а диаметр диска варьируется от 160 до 235 миллиметров;
Важно помнить: Чем больше диск, тем мощнее должен быть мотор!
Качество пропила зависит от скорости вращения диска. Для того или иного материала скорость вращения своя
В таком случае важно наличие функции регулировки оборотов. Более мягкие породы лучше распиливать на низких скоростях, а плотные – на высоких. Если вам не страшны «обожженные» края дерева, тогда не стоит переплачивать и можно приобрести односкоростную пилу, так как дисковые пилы с регулировкой оборотов стоят дорого
Если вам не страшны «обожженные» края дерева, тогда не стоит переплачивать и можно приобрести односкоростную пилу, так как дисковые пилы с регулировкой оборотов стоят дорого.
Предлагаем ознакомиться: Как чистить дымоход из сэндвич труб
Пошаговая инструкция
Итак, детали конструкции и необходимые инструменты подобраны, можно приступать к сборке и последующему монтажу самодельной каретки.
Шаг 1: Крепление алюминиевых профилей
Так как каретка будет «бегать по распилочному столу», первое, что следует сделать – это направляющие пазы. Для этого берут два П-образных профиля, примерно равных длине стола. Подогнать размеры можно болгаркой.







На одинаковом расстоянии от расположения режущего диска циркулярки прочерчивают две параллельных ему линии. Затем с помощью ручного фрезера выпиливают по ним П-профильные отверстия, выдувают из них стружку и с помощью клея закрепляют в них профтрубы. После того как клей просохнет – пазы готовы.
Шаг 2: Изготовление базы каретки
Далее конструируется передвижная база торцовочной каретки. Для этого берутся две планки, которые по толщине свободно входят в П-образный паз. Но здесь есть один момент – каретка должна будет свободно «скользить» по столу, а для этого ее на 2-3 мм приподнимают над столом. Чтобы это сделать, в профильные пазы на равном расстоянии выкладываются гайки одинаковой толщины, после чего на них укладываются рейки-направляющие.
Затем на них наносится клей, которым фиксируется фанерная планка-основание. Чтобы прижать ее плотнее, можно закрепить по бокам фиксаторы.
Когда смола высохнет, гайки убираются из профильных пазов и мастер проверяет, свободно ли по них ходит каретка. После этого, для удобства дальнейшего использования каретку обрезают по бокам по профилю стола.

Шаг 3: Монтаж стенок
Итак, основа готова и далее на нее устанавливаются упорные стенки. Для этого берется два деревянных бруска: один из них жестко, с помощью саморезов, фиксируется по ближнему к мастеру краю так, чтобы он был строго перпендикулярно режущей кромке диска пилы; второй закрепляется по верхнему краю, но только с одной стороны. Это нужно для того, чтобы мастер мог выровнять эту стенку строго параллельно нижней. Операция выполняется с помощью угольника.
После того, как стенки выровнены, проводится пробный распил. Он имеет две цели – с его помощью пропиливают отверстия в стенках и основании каретки, а также измерив затем распиленную заготовку, проверяют – верно ли выверен прямой угол распила.
Шаг 4: Изготовление комбинированного квадрата для резки под углом
Итак, обычная каретка с прямой протяжкой готова, но что, если мастеру потребуется пропилить что-то под другим наклоном, например 60, 40 или 30 градусов? Для таких операций понадобится дополнительный конструкционный элемент, который называют «комбинированным квадратом».

Название не случайно взято в кавычки – дело в том, что базой заготовки действительно является квадратная деревянная платформа. Ее выпиливают так, чтобы она свободно помещалась между упорами основной каретки и одной из сторон фиксировалась у нижней стенки.
После этого заготовку кроят, вырезая из нее фрагменты под нужными углами – получившиеся скосы и будут направляющими, по которым укладывают деталь, которую нужно распилить под этим углом.
«Квадрат» после изготовления жестко (на клей или саморезы) монтируют на каретку. Другой, более продвинутый вариант – в квадрате и основе каретки с помощью фрезера выпиливаются округлые пазы, которые позволяют квадрату передвигаться вдоль основания на подвижном фиксаторе. Он изготавливается из шурупа, гайки и двух металлических шайб.
Подробное видео как сделать торцовочную каретку описанную выше:
Еще один пример на видео: