Виды и назначение подрезных резцов
Назначение инструмента:
- снимать припуск на заготовках цилиндрической или конической формы;
- выполнять фаски;
- подрезать уступы под разными углами (прямым или острым);
- протачивать торцы;
- стачивать лишние элементы на заготовке.

Работы с таким инструментом осуществляют черновые, получистовые и чистовые. В процессе осуществления необходимой операции режущий инструмент устанавливается в токарный станок, в специально предназначенное для таких целей приспособление, и жестко крепится. В процессе перемещения он врезается рабочей частью на выбранную величину в металл и, деформируя, скалывает его в виде стружки. Подрезные резцы работают при поперечной или продольной подаче. Их различают, а следовательно, классифицируют в зависимости от следующих факторов:
- способа изготовления (цельные, составные);
- типа обработки (чистовая, черновая);
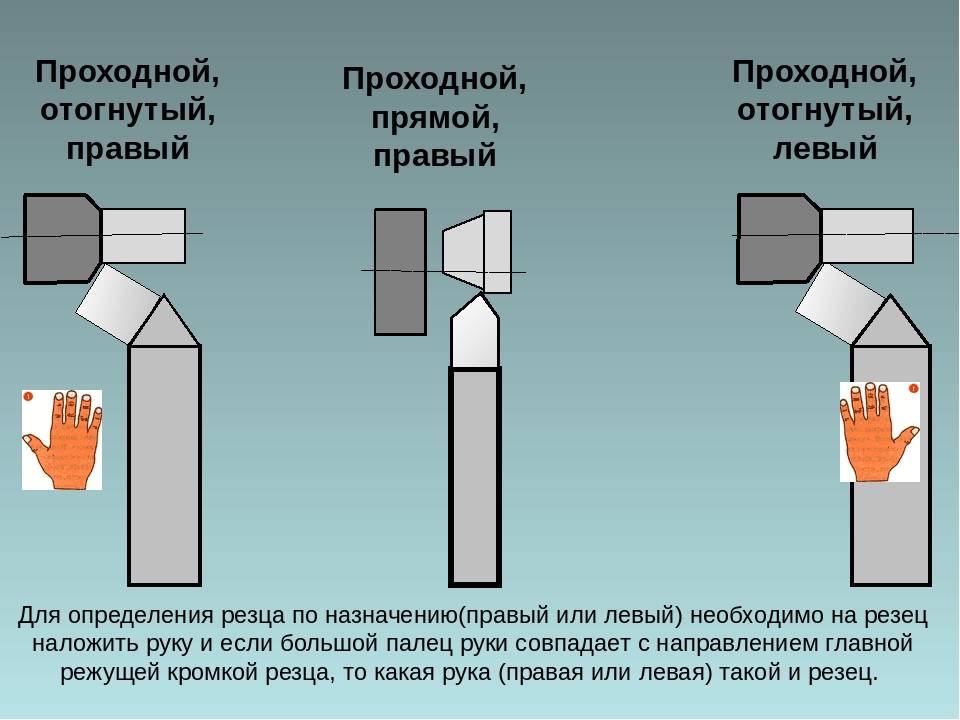
- направления подачи (правые, левые);
- конструкции (прямой, отогнутый, упорный).
Цельные изделия изготавливаются из одной марки металла, составные – из разных марок сталей. Это исходит от требований, которые предъявляются к составляющим подрезного резца. Державка должна быть изготовлена из прочного и износостойкого металла, хорошо противостоящего ударам. Рабочая головка изготавливается из материала, обладающего такими же свойствами, но к ним добавляется еще одно требование: материал не должен нагреваться в процессе осуществления стачивания.
Определяют направление подачи таким образом: прикладывают ладонь к инструменту и смотрят на направление большого пальца. На рисунке наглядно показан способ определения проходного резца по направлению подачи:
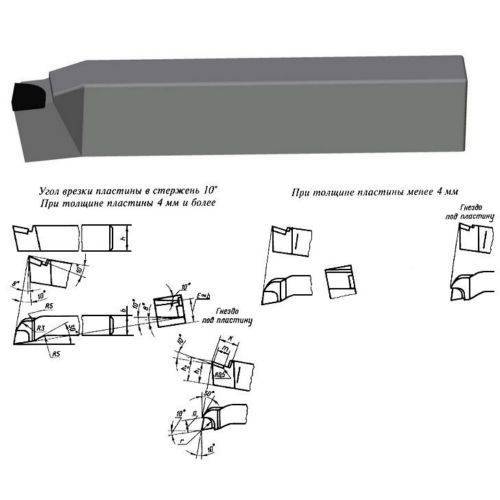
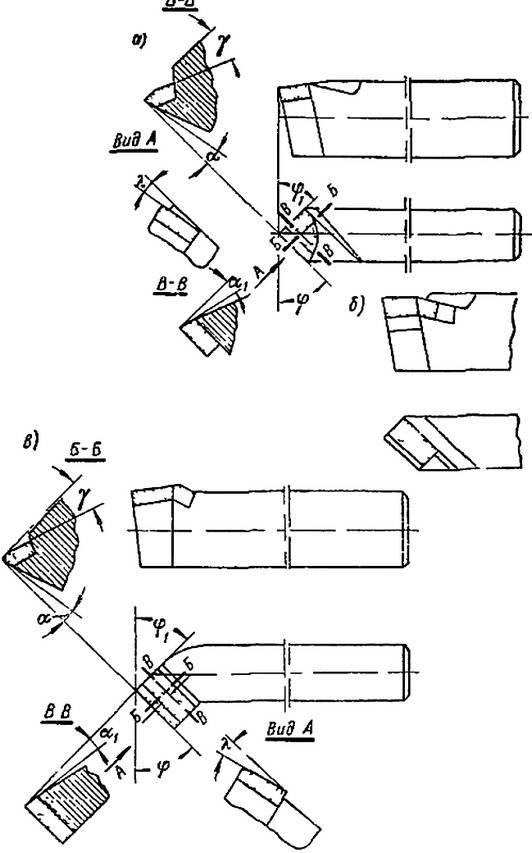
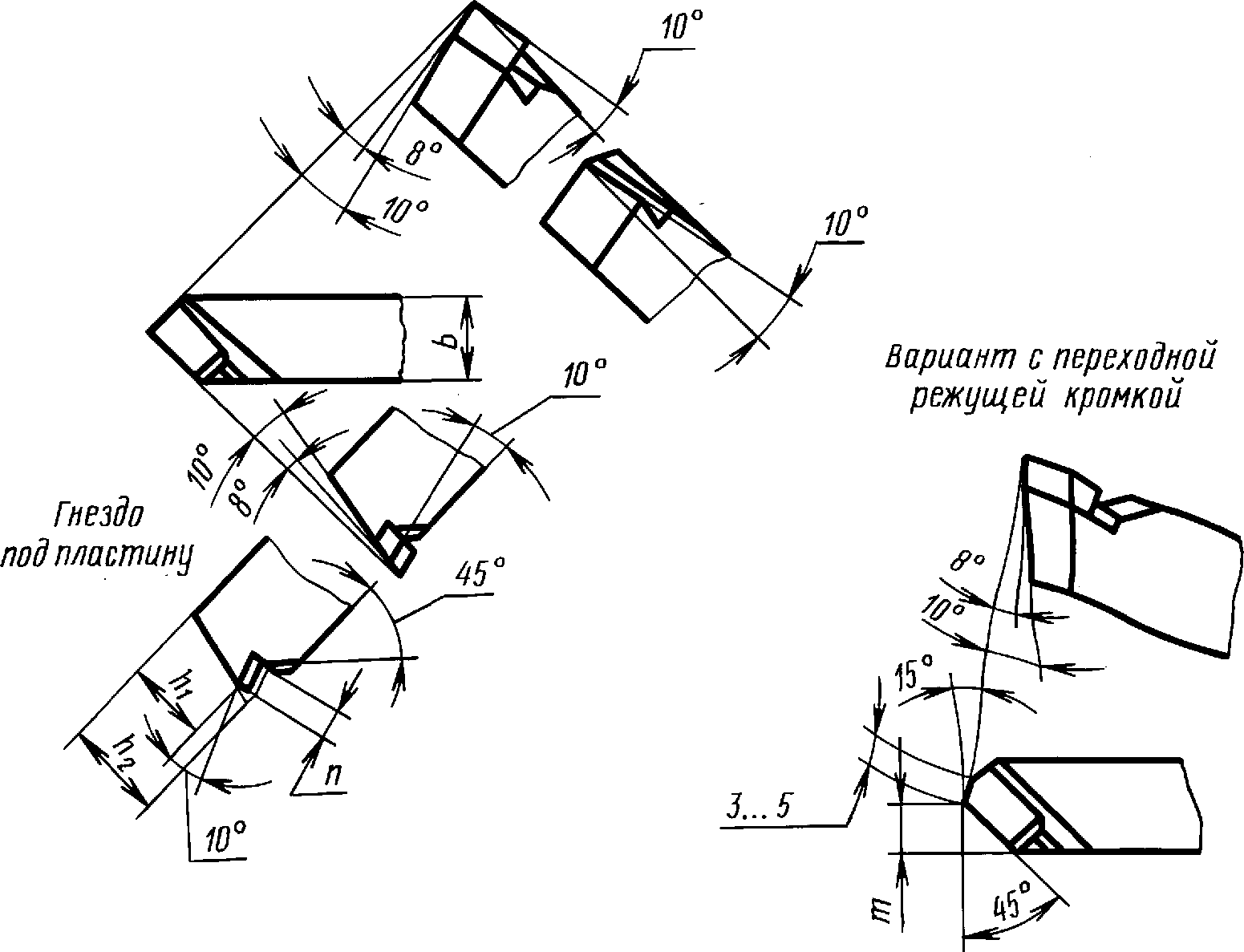
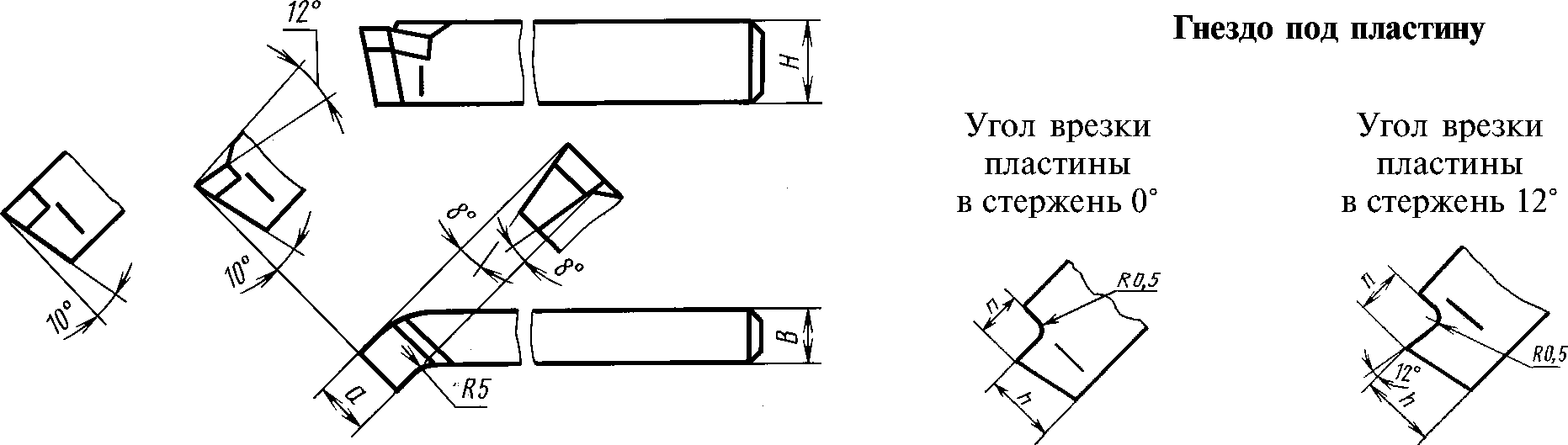
В конструкции резца подрезного прямого режущие кромки расположены параллельно стержню для закрепления (державке). У инструмента подрезного отогнутого они наклонены в одну из сторон оси (влево или вправо). У изделия упорного типа кромки режущие расположены под углом, который чаще всего не превышает 100°.
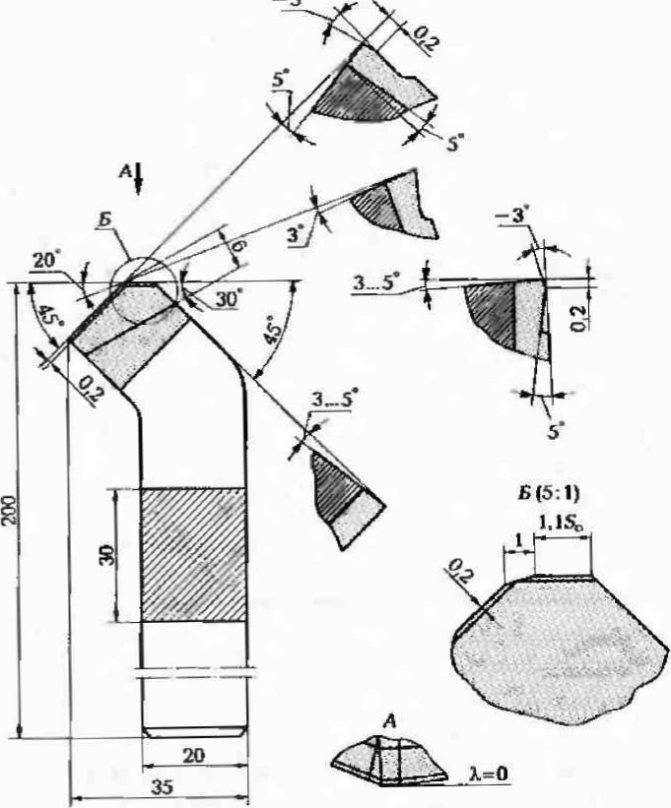
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.
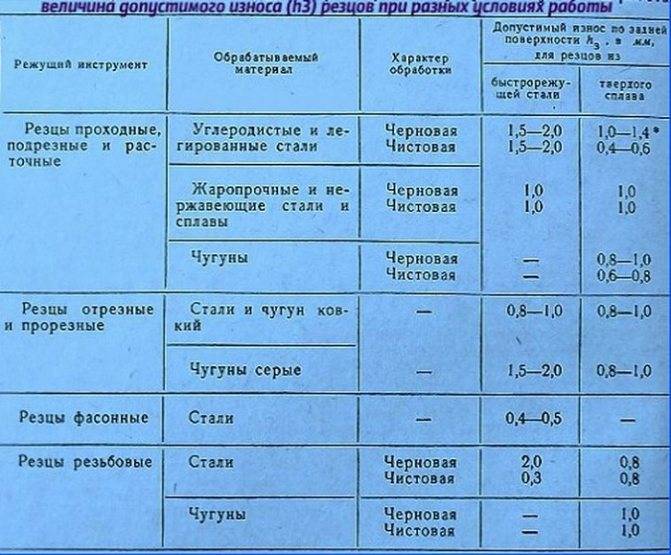
При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.



Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
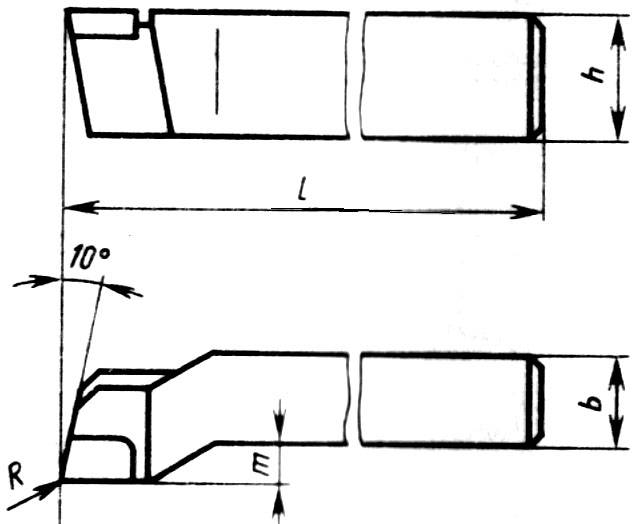
Основные размеры и материалы
Проходные токарные резцы
Резец токарный канавочный в общем случае не длиннее 270 мм, ширина рабочей головки варьируется от 2 до 10 мм, толщина и высота в случае с прямоугольным и квадратным сечением стержня достигает 50 мм. При работе на станках с низкими оборотами для изготовления резцов используется углеродистая инструментальная сталь, легированная позволяет ускорить выполнение операций. На больших скоростях может быть использована высоколегированная сталь, скорость возрастает до полутора раз, инструмент может выдерживать повышение температурного режима.
Пластины для точения канавок в составных резцах могут быть из различных материалов:
- твердосплавные напаянные;
- металлокерамические на базе соединений из кобальта с титаном и вольфрамом;
- минералокерамическими, применяются в основном для обработки деталей высокой прочности, устойчивы к высоким температурам, но хрупкие и дорогие;
- алмазные, очень прочные, но при высоких температурах выгорают;
- эльборовые, на базе нитрида бора, хорошо держат температуру, могут обрабатывать высокопрочные материалы.
Для каждого из вышеперечисленных материалов характерны особенности применения, при выборе цена не является главным аргументом – можно купить много дешевых, которые не смогут заменить несколько дорогих, но оптимальных по параметрам. Токарные канавочные резцы – дорогой инструмент, его правильный подбор сэкономит финансы и не нарушит технологический цикл производства.
2 Госстандарты на инструмент – важные особенности
Любой токарный металлорежущий проходной резец производится строго по положениям конкретного ГОСТ. Материалом для изготовления рассматриваемых инструментов является быстрорежущая сталь. Многие резцы оснащаются специальными напайками. Их делают из твердых сплавов. Проходной инструмент выпускается по следующим ГОСТам:
- 18869-73 – прямые резцы из быстрорежущих сплавов.
- 18868-73 и 18877-73 – отогнутые, оснащенные режущими элементами из быстрорежущих и твердых сплавов.
- 18878-73 – прямые с твердосплавными пластинами.
- 26611-85 – проходные разных типов со сменными пластинами, которые крепятся на инструмент по схеме верхнего прихвата.
- 29132-91 – инструмент с многогранными, заменяемыми после полной выработки, пластинами.
- 28980-91 – приспособления из сверхтвердых сплавов.
Самыми используемыми являются ПР по ГОСТ 18868, 18869,18877, 18878. Инструмент с многогранными режущими элементами применяется реже. Особенность таких резцов состоит в том, что их режущие части эксплуатируются без переточек в течение строго определенного периода времени. Когда одна грань изделия становится непригодной для работы (затупливается), пластинка монтируется на инструмент второй гранью, потом третьей и так далее. Восстановлению такие приспособления не подлежат. Полностью затупленные резцы утилизируются.
 Самыми используемыми являются резцы по ГОСТ 18868, 18869,18877, 18878
Самыми используемыми являются резцы по ГОСТ 18868, 18869,18877, 18878
Пластинки из твердых материалов на ПР фиксируются при помощи винта и клина. Эти элементы позволяют заклинивать многогранные приспособления между инструментом (его тыльной стороной) и дополнительным штифтом. Режущие пластины оснащаются упрочняющей фаской и особой выкружкой. Форма подобных резцов может быть 3–6-гранной.
Инструмент с напаиваемыми пластинками по своему эксплуатационному потенциалу хуже многогранных резцов. Но высокая стоимость производства последних (они обходятся на 25–35 % дороже) обуславливает востребованность ПР с напайками. Резцы из материалов повышенной твердости (ГОСТ 28980–91) обычно применяются для металлообработки на агрегатах с числовым программным управлением.
Особенности выбора
Выбор фасонных резцов определяется тремя основными критериями:
- Передний угол определяют на основе целевых материалов. В большинстве случаев он составляет 0-25°. Причем величина угла должна быть напрямую связана с твердостью.
- Задний угол зависит от типа и конфигурации резца. Его величина имеет обратную зависимость от прочности режущей кромки. Следовательно, фасонные инструменты с большим задним углом не подходят для обработки толстых заготовок. Для круглых моделей в целях безопасности его величину не делают более 10-15°. Для прочих видов фасонных резцов он составляет до 30°.
- Материалы обычно выбирают твердосплавные наибольшей плотности. Это обусловлено высокой температурой кромок при одновременном взаимодействии с несколькими точками ввиду значительного сопротивления.
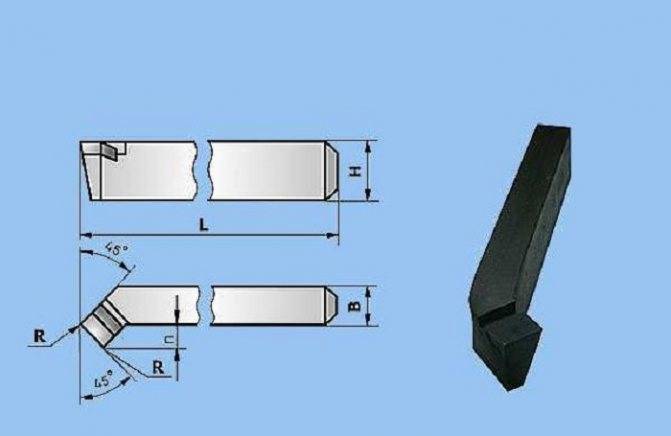
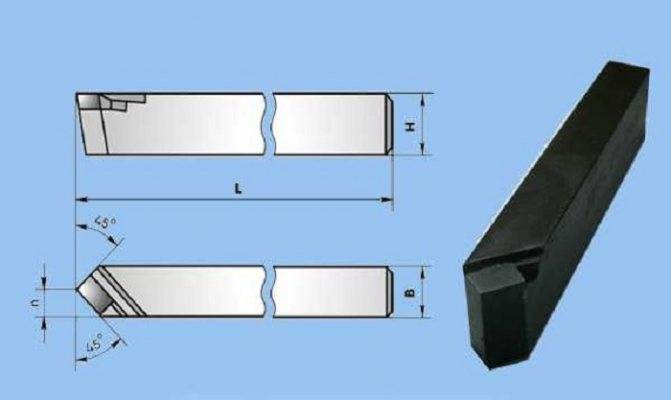
Конструкция
Абсолютно все варианты, от наиболее распространенных до весьма специфических, состоят из двух следующих ключевых частей:
- державка, со строго определенным сечением, форма которого или прямоугольная, или квадратная, – для надежной фиксации в оборудовании;
- головка, с несколькими используемыми плоскостями и кромками (каждую из которых рассмотрим ниже) – для непосредственной обработки материала (будь то легированная сталь, чугун или какой-то другой).
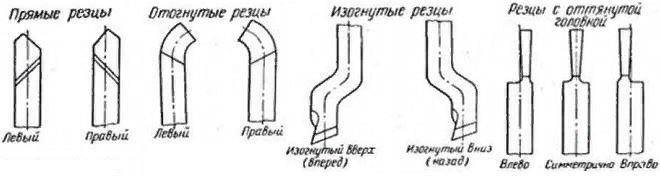
По геометрии выделяют следующие способы исполнения:
- прямые – обе его вышеназванные составляющие располагаются либо параллельно, либо на одной оси;
- изогнутые – со слегка заметным искривлением профиля внутрь;
- отогнутые – с очевидным загибом, доходящим до почти зигзагообразной формы;
- оттянутые – головка по своей ширине уже державки и размещена либо симметрично по оси, либо со смещением, направо или налево.
Также абсолютно все актуальные сегодня типы резцов для токарных станков могут похвастаться определенной геометрией поверхностей, к взаимному расположению которых мы и переходим.

Плоскости
Выделяют три:
- Основная – параллельна опорной и, соответственно, вектору подачи инструмента, который может располагаться как продольно, так и поперечно.
- Плоскость резания – перпендикулярна предыдущей, в себя включает главную кромку, идет по касательной по отношению к заготовке.
- Главная секущая – проходит через основную кромку, перпендикулярна по своей роли к проекции.
Добавьте сюда же вспомогательную, которая секущая и расположена под углом в 90 градусов к соответствующей ей грани.
Важно, чтобы размеры оставались в пределах стандартного ряда, то есть не превышали 160Х100 – 630х1000 для инструментов прямоугольного сечения и 40Х40 – 400Х40 – для квадратного
Углы резца
Их параметры зависят от разновидности и условий использования рассматриваемого нами элемента, а также от твердости материала его исполнения и характеристик обрабатываемых заготовок. Последние, в свою очередь, определяют остроту головки, а значит могут быть:
- Главные (по размещению плоскостей):
- передний задает степень деформации при воздействии, эффективность теплоотвода, прилагаемое усилие; должен уменьшаться с увеличением твердости поверхности детали;
- задний – влияет на силу трения, скорость износа, качество выполнения конечной технологической операции.
- Расположенные между поверхностями кромки:
- заострения – обуславливает прочность оснастки;
- резания – определяет глубину проникновения.
В плане:
- основной – задает количество и объем снимаемой стружки;
- вторичный – непосредственно влияет на степень шероховатости, которая при его уменьшении пропорционально снижается.
Наклона кромки – формирует пятно контакта.
Вершинный – напрямую соотносится с прочностью используемого инструмента.
Задний вспомогательный – частично обуславливает силу трения.

Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.




Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
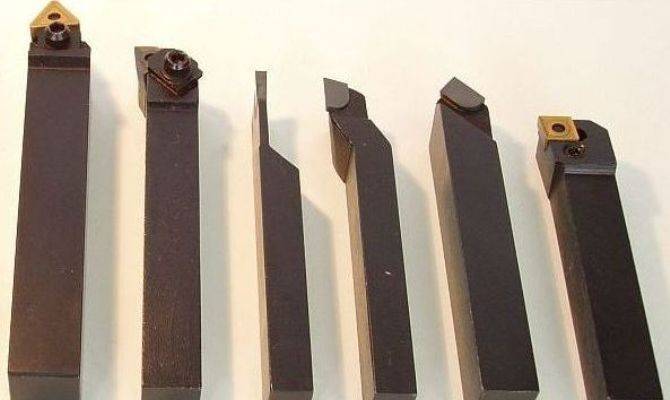
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
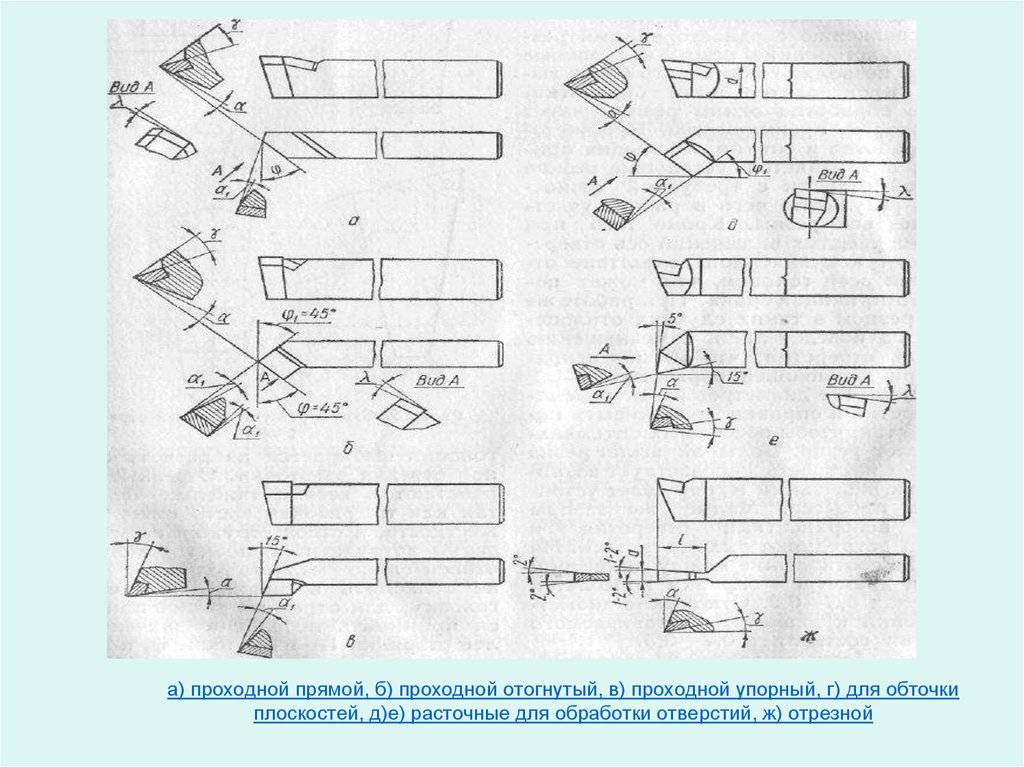
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
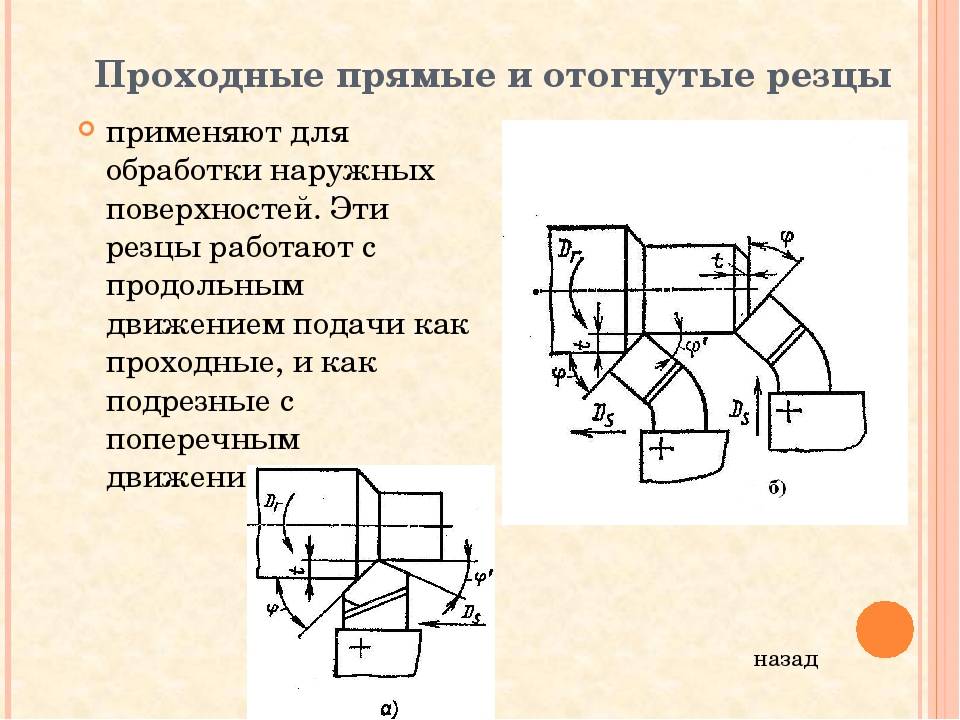
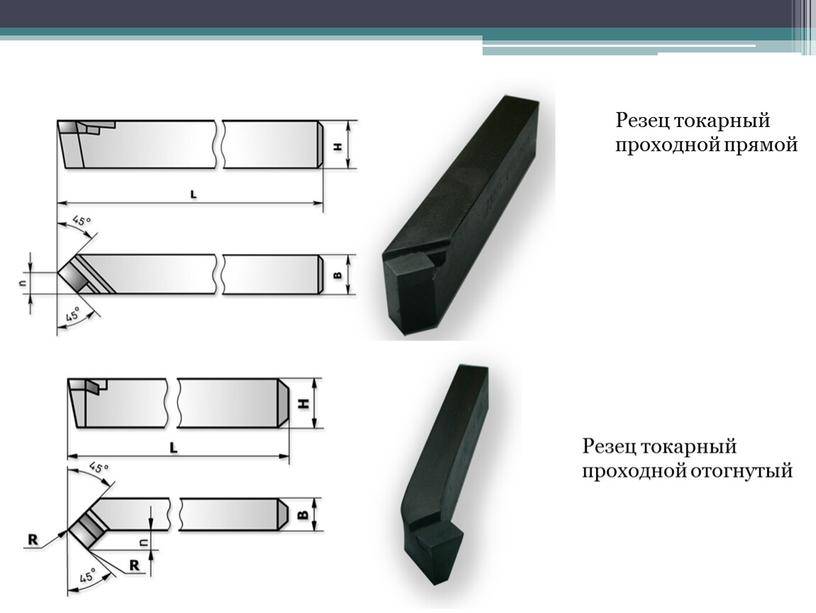
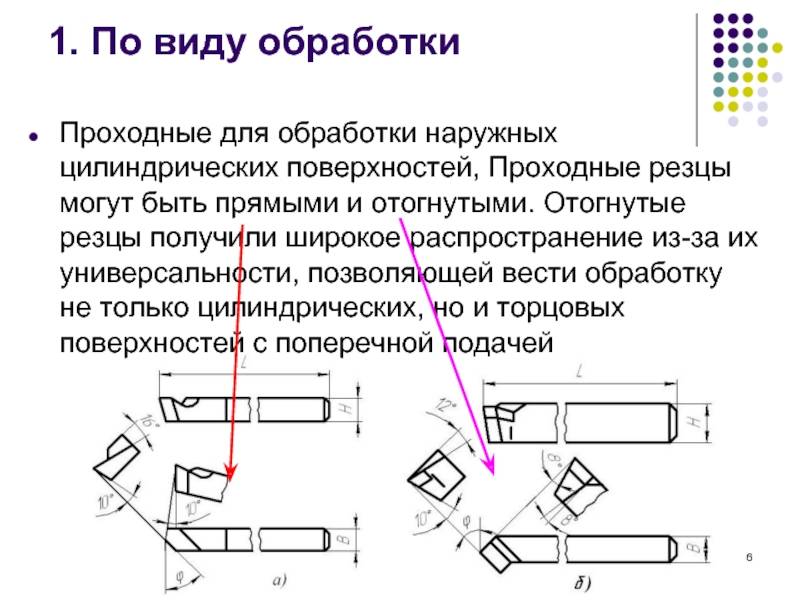
Проходные прямые
Резцы проходные прямые не получили широкого распространения в металлообрабатывающей промышленности. Для некоторых работ, к которым относится снятие фаски, удобнее использовать инструмент отогнутой формы. Применяется для обработки изделий конической формы. Державка для выполнения стандартных работ имеет прямоугольную форму с размерами граней 25*16 мм. Специальную обработку выполняют резцами с крепежной частью равносторонней формы с размером 25 мм.
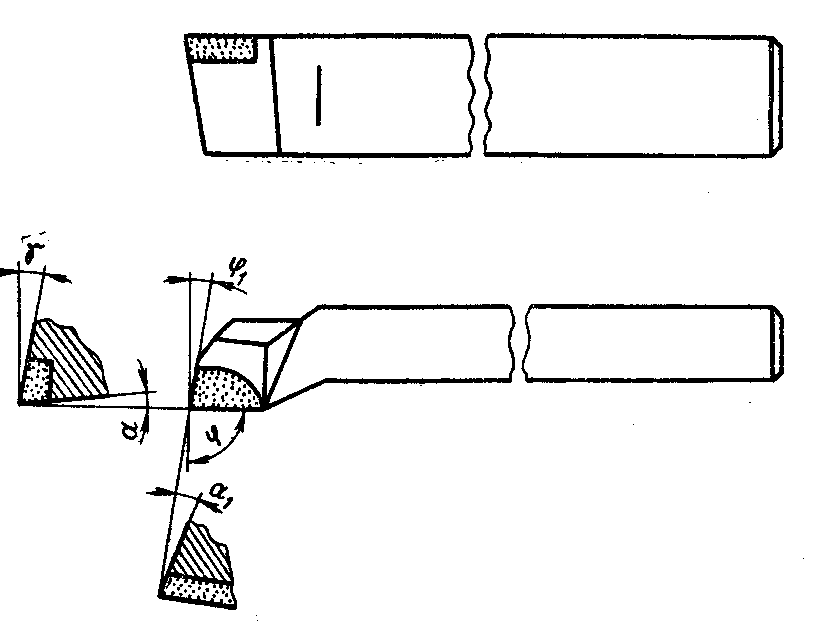
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
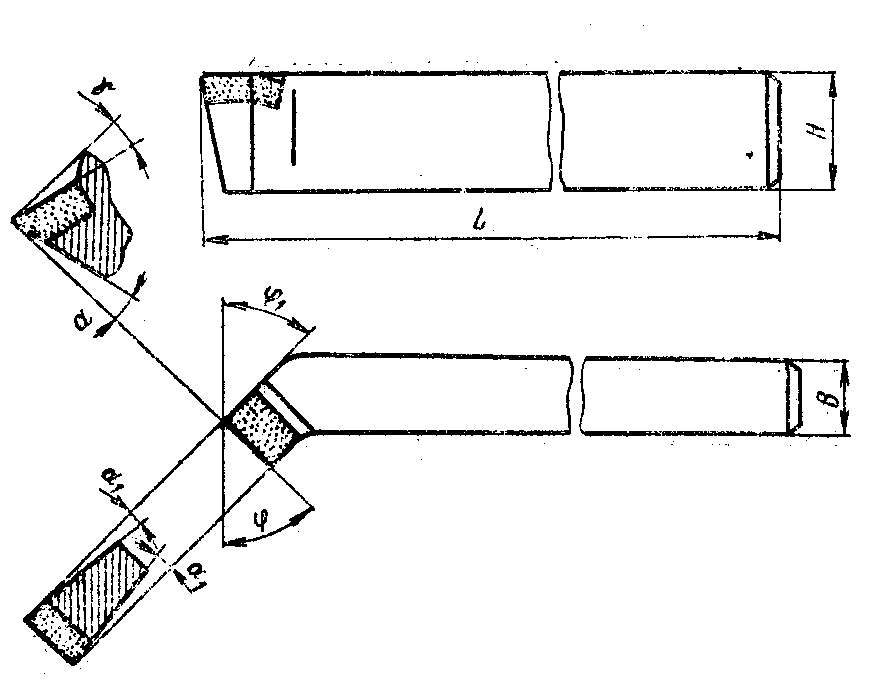
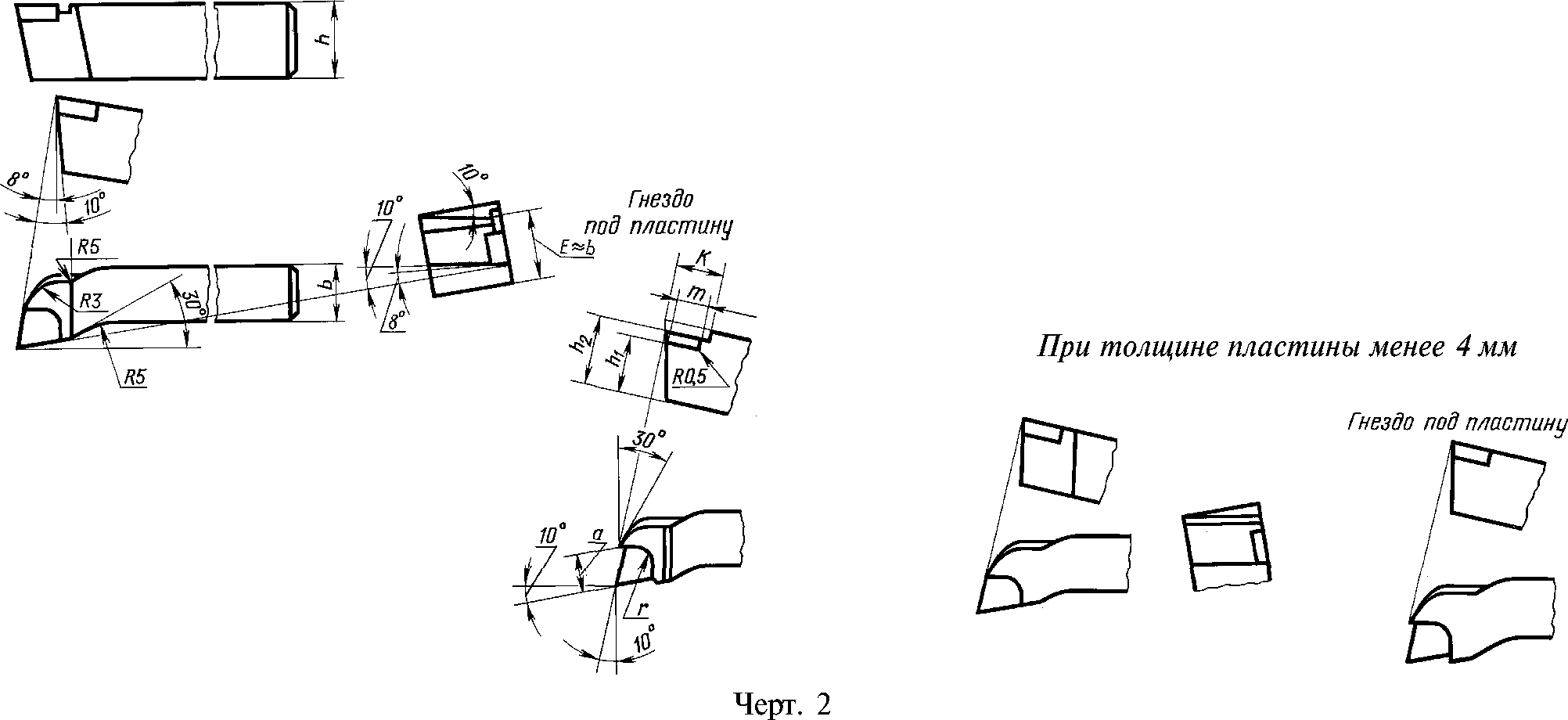
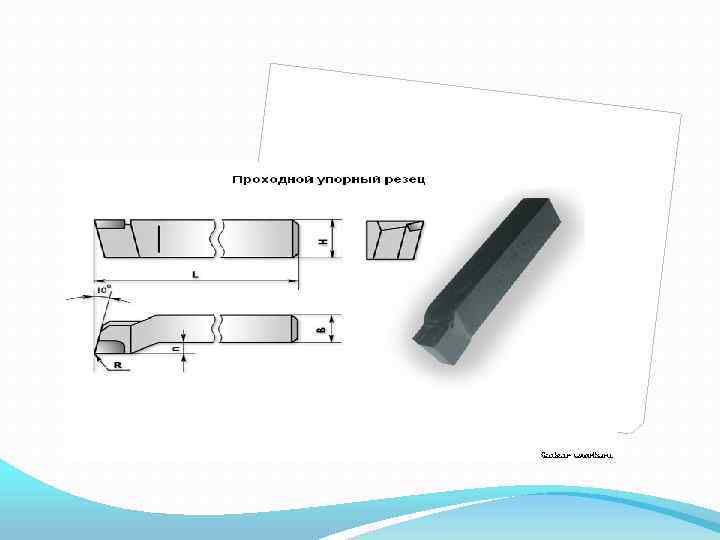
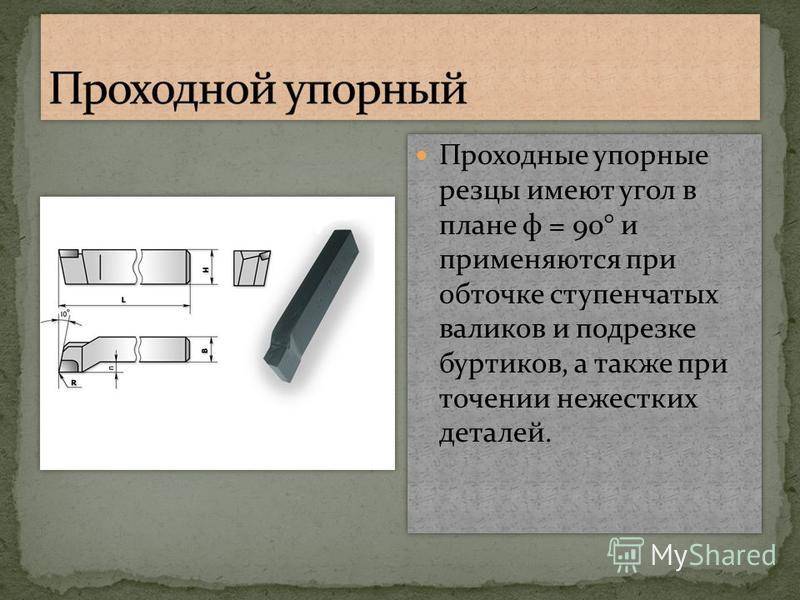
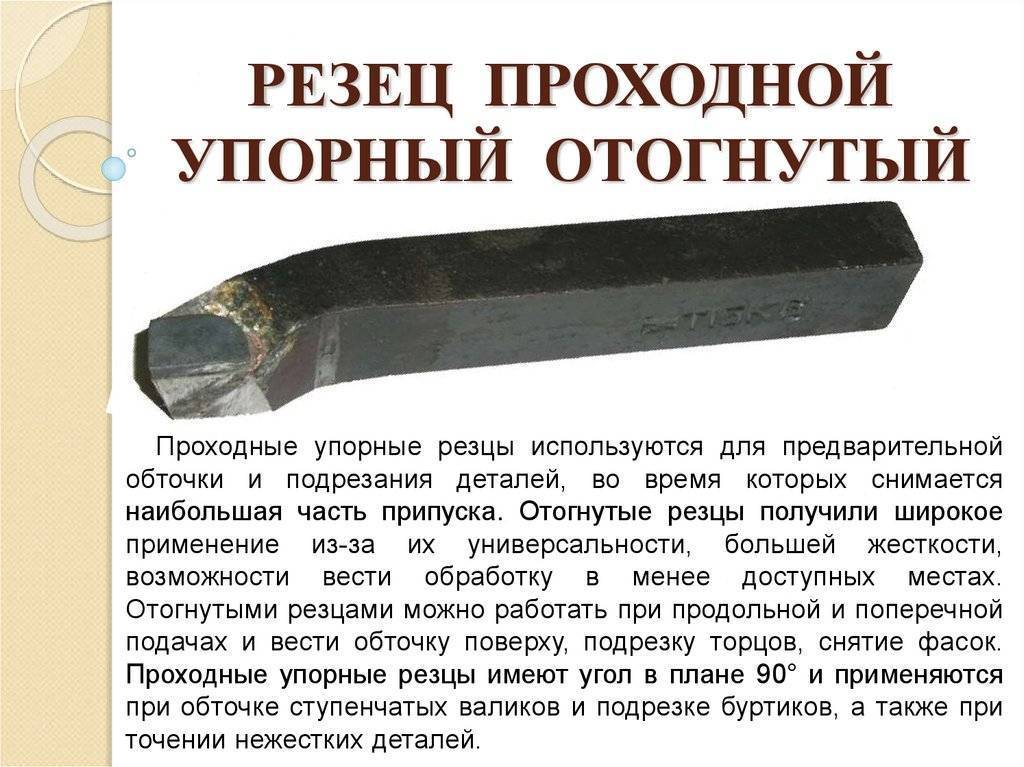
Проходные упорные
Приспособление широко используется в токарных мастерских для обработки цилиндрических заготовок небольшого размера, обладающих сложной формой. Данный тип отличается высоким классом точности работы. Это достигается благодаря прямому углу оси смещения головки по отношению к оси державки. Таким образом снижается уровень вибрации в процессе эксплуатации, что минимизирует риск повреждения обрабатываемого изделия. Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.