Технические характеристики комбинированных пресс-ножниц НГ5222
| Наименование параметра | НГ5222 | НГ5223 | НГ5224 |
|---|---|---|---|
| Основные параметры пресс-ножниц | |||
| Наибольшие размеры обрабатываемой полосы (толщина х ширина), мм | 16 х 150 | 18 х 190 | 28 х 200 |
| Наибольшие размеры обрабатываемого круга (диаметр), мм | 45 | 50 | 67 |
| Наибольшие размеры уголка под 90°, мм | 125 х 125 х 12 | 125 х 125 х 14 | 160 х 160 х 20 |
| Наибольшие размеры уголка под 45°, мм | 90 х 90 х 9 | 100 х 100 х 10 | 125 х 125 х 14 |
| Наибольшие размеры швеллера, номер профиля | 5..18У | 5..18аУ | 5..30У |
| Наибольшие размеры двутавра, номер профиля | 10..18 | 10..18 | 10..30 |
| Наибольший диаметр пробиваемого отверстия, мм | 30 х 16 | 32 х 16 | 40 х 25 |
| Наибольшие размеры пробиваемых пазов (длина х ширина х толщина), мм | 70 х 65 х 10 | 80 х 65 х 10 | 100 х 85 х 16 |
| Число ходов ножа в минуту не более | 18 | 17 | 14 |
| Наибольшая длина разрезаемых листов по заднему упору, мм | 70..1000 | 70..1000 | 130..1000 |
| Номинальное усилие реза, кН | 560 | 630 | 1250 |
| Электродвигатель, кВт | 5,5 | 5,5 | 11 |
| Габарит и масса пресс-ножниц | |||
| Габарит пресс-ножниц (длина х ширина х высота), мм | 1900 х 1660 х 1950 | 1800 х 1700 х 1865 | 2735 х 1760 х 2445 |
| Масса пресс-ножниц, кг | 1940 | 2210 | 7050 |
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
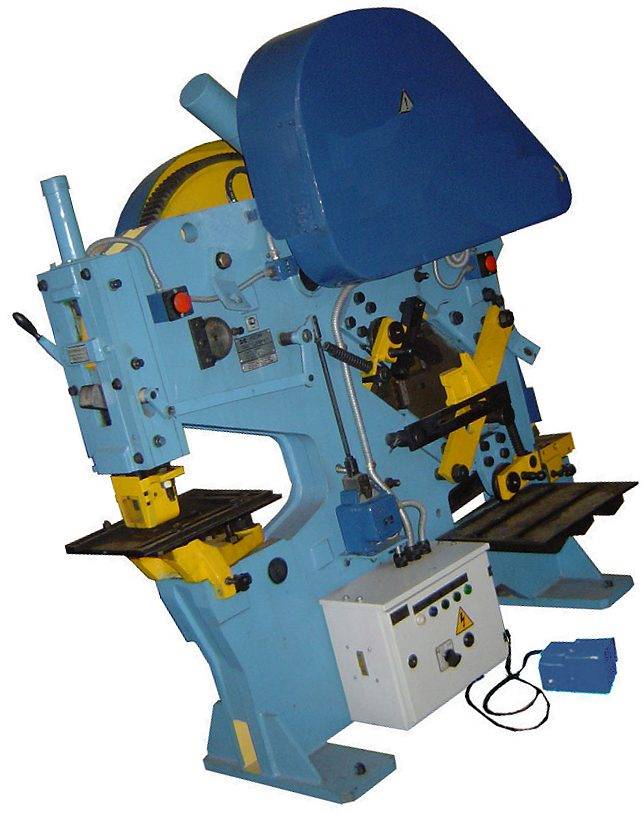
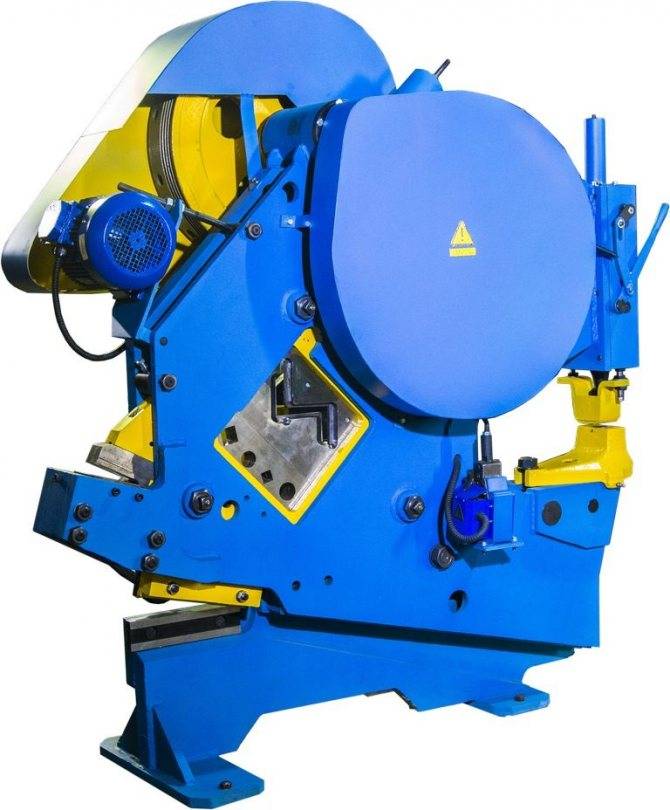
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом. Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления. Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное. Основные технические характеристики регламентированы государственным стандартом. Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры. Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть. Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов. На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная. Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.
Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Условия применения
Принципы, которые следует выполнять при эксплуатации гидравлических ножниц:
- Прежде чем резать метал уточните его толщину и его жёсткостные характеристики, они не должны превышать предельных значений, указанных в техническом паспорте агрегата;
- Держать инструмент в частоте, в особенности рабочую часть.
- Производить замену масла согласно сроку, в тех паспорте, также следует заливать масло только указанных в нем марок. Средний срок замены масла раз в два года.
- После завершения работ обязательно протереть инструмент чистой тряпкой, прежде всего в подвижных местах инструмента.
- Если инструмент планируется длительно хранить, то его стоит обработать антикоррозийным составом.
Инструкция по эксплуатации
Перед началом использования изделия необходимо выполнить ряд следующих рекомендаций.
- Каждый инструмент поставляется в комплекте с сопроводительной документацией, которую необходимо предварительно изучить.
- Новые модели обычно имеют защитную смазку, которую нужно удалить с поверхности лезвий.
- Цилиндр нужно проверить на уровень масла, а всю пневмоконструкцию необходимо правильно объединить в единую систему. Если масла в помпе нет, его следует долить, применяя только подходящие технические сорта. Рекомендации по выбору смазочного материала содержатся в технической документации производителя.
При эксплуатации изделия необходимо придерживаться следующих правил:
- нормативные характеристики инструмента должны соответствовать толщине обрабатываемого материала или быть больше;
- замена смазочных материалов в помпе должна производиться не реже одного раза в год;
- при возникновении аварийных ситуаций, резка должна быть немедленно прекращена;
- большая часть орудий труда гидравлического типа подлежит ремонту, после которого допускается их повторное использование.
Еще важно знать общие правила техники безопасности. При эксплуатации инструмента важно учесть:
- правильное положение инструмента, особенно его рабочей части;
- особенности обработки антикоррозийными составами во время долгого хранения;
- обязательную очистку подвижных частей перед началом работ.
Обзор модели гидралических ножниц по металлу смотрите далее.
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи
Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.







Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Нюансы конструкции станков НГ
Станки НГ нашли широкое применение во всевозможных областях производства. Это обусловлено широкой функциональностью и внушительных техническими характеристиками станков. Потому с их применением и назначением следует познакомиться более детально. Но для этого следует разобраться в элементах конструкции НГ.
Пресс ножницы комбинированные обеспечивают выполнение нескольких различных операций, избегая предварительных изменений настроек устройства. Это возможно благодаря четырем рабочим зонам. Работа может осуществляться в любой последовательности. Менять при этом инструменты не требуется. Именно так достигается быстрая, экономичная и производительная обработка заготовок.
Что вам следует знать про конструкцию этого станка?
- Станина состоит из пары металлических листов — заднего и переднего. Они соединены с основанием методом варки.
- Четыре расточки в станине служат для монтажа приводов секций, приводных валов станках НГ.
- Приводы дыропробивных и сортолистовых секций идут от электромотора через зубчатые и клиноременные передачи на эксцентриковый вал.
- Рычаги зарубочных устройств станков непосредственно связаны с ползунами сортолистовых секций за счет тяги.
- Ползуны дыропробивных секций уравновешены за счет специальных пружинных уравнителей.
- Механизм, предназначенный для резки уголков, квадратов, металлических кругов состоит из 2 плит. Одна подвижная, вторая — неподвижная. Подвижная плита закреплена в гнезде ползуна сортолистовой секции. Неподвижная часть помещена в гнезде станины и зафиксирована с помощью Г-образных пружин.
- Зарубочные и листовые агрегаты включают в конструкцию неподвижные и подвижные ножи — 3 и 2 единиц соответственно.
- Пресс ножницы предусматривают наличие трех рабочих мест, которые могут обслуживаться одним оператором.
- Электрическая схема модернизирована, если сравнить НГ5222 и пресс ножницы комбинированные н5222а. Данная электро схема позволяет пресс ножницам работать на одиночных и непрерывных ходах.
- Управление пресс ножницами является педальным, кнопочным.
Комбинированная схема станка обеспечивает его многозадачность при максимальной эффективности и экономичности. НГ5222 занял свою нишу на рынке пресс ножниц и уверенно сохраняет лидирующие позиции.
Отменные технические характеристики, привлекательная стоимость и высокие показатели производительности делают станок НГ5222 один из наиболее предпочтительных устройств. Цена пресс ножниц составляет от 1000 долларов. Достаточно приемлемая стоимость при таких параметрах станка.
Получить консультацию
Пресс-ножницы комбинированные НГ5222 номинального усилия 40тс с механическим приводом служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате. Имея четыре рабочие зоны, пресс-ножницы позволяют выполнять несколько операций без смены инструмента и любой последовательности.
Пресс-ножницы комбинированные могут найти свое применение на машиностроительных, ремонтных и других заводах, в коммерческих производствах и ремонтных участках, строительных организациях.
Пресс-ножницы НГ5222 нашего производства поставлены в центральный федеральный округ, Северо-Западный ФО, Южный ФО, Северо-Кавказский ФО, Приволжский ФО, Уральский ФО, Сибирский ФО и страны СНГ.
Эксплуатация
Для более эффективного, безопасного использования комбинированных ножниц нужно придерживаться ряда эксплуатационных правил:
- Поскольку пресс не работает в ударном режиме, не нужно создавать сверхпрочное основание для его установки.
- Прочные виды металлов, толстые листы рекомендуется нагревать до 200 градусов перед разрезанием, чтобы не испортить ножи.
- Дыропробивной пресс требует особой настройки, чтобы не браковать заготовки. Для этого между заготовкой и направляющими съемника устанавливают большие зазоры.
- Запускать рабочий механизм с помощью педали расположенной на нижней части установки.
- Если техника располагается на улице, над ней следует построить влагозащитный козырек. На зиму прятать в помещение.
- Не пытаться разрезать детали большой толщины без их предварительной подготовки.
- Отключать питание, если металл зажевало лезвиями.
- Нужно менять оснастку при изменении обрабатываемого материала, его формы, толщины.
- На моделях с ЧПУ должен работать оператор, которые имеет практический опыт настройки программного обеспечения, создания алгоритмов.
Нельзя забывать, что ножи со временем тупятся, требуют переточки. Дополнительно нужно использовать защитные перчатки, чтобы не порезать руки о кромки металлических листов, очки для зашиты глаз.
Пресс ножницы по металлу — популярный вид оборудования, применяемый на металлургических заводах. Принцип работы инструмента заключается в том, что острые ножи разрезают заготовки под силой давления. Грубой деформации не происходит благодаря отсутствию ударного воздействия. Для частных мастерских актуальны компактные модели, работающие от усилия человека, передающегося через систему рычагов.
Типы пресс-ножниц
Гидравлические

Обеспечивают быструю и точную резку, экономят расходные режущие приспособления. Используются в ремонтных цехах, на машиностроительных предприятиях, комбинатах по производству и утилизации металлоконструкций.
Оборудование состоят из станины, которая изготавливается методом литья или сварным способом. Она должна быть сверхпрочной: выдерживать усилия от работы гидравлической машины, вес конструкции и обрабатываемого металла. Станина крепится вертикально к основанию из бетона. Ход ножей осуществляется по строго заданной траектории. Гидравлические пресс-ножницы работают от силового гидроцилиндра.
На таком оборудовании ползун можно дольше выдерживать в крайней нижней точке, что улучшает качество реза. В некоторых аппаратах присутствует функция угловой резки профиля и возможность дальнейшей гибки. Если заменить ножи на матрицы и пуансоны, пресс-ножницы гидравлического типа можно использовать в качестве пресса — для изготовления штампованных деталей.
Аллигаторные и арматурные
Вместо фрикционной муфты в конструкции предусмотрена жесткая муфта с поворотными шпонками. Она проще в конструктивном плане, более неприхотлива в обслуживании и не требует постоянной подачи сжатого воздуха. При этом скорость основного исполнительного механизма ножниц ниже. Ползун в устройстве совершает качательные движения вместо возвратно-поступательных.
При разделке крупного материала такое устройство обеспечивает функциональность пресс-ножниц при высокой величине рабочего хода. Разделывать металлолом на оборудовании проще — расстояние между подвижными и неподвижными ножами на нем больше. При этом качество резки немного снижается.
Схожую схему имеют арматурные ножницы. Главное отличие заключается в диапазоне разрезаемых диаметров — в арматурных пресс-ножницах он меньше. Привод конструкции — одноступенчатый, что уменьшает габариты оборудования и увеличивает суммарный КПД привода.
Ручные

Применяются на частном производстве, в мелком бизнесе, в слесарных мастерских и местах приема металлолома. Ручные пресс-ножницы рассчитаны на небольшое количество обрабатываемого металлолома, профильного и листового металла, создание заготовок малого размера.
Оснащены многофункциональной рабочей зоной, которая не требует дополнительной наладки по ходу работы. Рычажные приспособления имеют два ножа, один из которых неподвижно крепится к станине, второй двигается под действием рычажного механизма в вертикальной плоскости. Рычаг функционирует за счет мускульной силы оператора и системы механических передач.
С помощью такого оборудования возможна резка полосы, вырубка узких пазов, сортового профиля, выполнение отверстий. Аппарат компактен, не требует заливки фундамента, его легко перенести и смонтировать в другом месте.
Популярные модели КПН
Выпускается большое количество разновидностей комбинированных пресс-ножниц промышленного типа. В России наибольшее распространение получили следующие модели — СМЖ625, НВ5221, НВ5222, НВ5224. Самой популярной моделью остается установка НВ5221. Ниже мы кратко рассмотрим особенности этих моделей.







СМЖ625
Относится к категории простых, компактных и дешевых моделей, с помощью которых можно производить все базовые работы с металлом. Сферы назначения — резка фасонного или сортового металлопроката, работа с металлическими листами, пробивка отверстий, изготовление треугольных насечек. Установку СМЖ625 можно адаптировать для использования на территории открытых площадок. Дополнительная применения СМЖ625 — это работа с металлом, металлопрокатом на территории строительных площадок с низким или средним уровнем загрязнения. Станок используется в условиях умеренного климата.
НВ5221
Эту модель относят к категории крупных массивных станков, которые предназначены для работы с крупными партиями металла. НВ5221 подходит для работы со всеми популярными типами металлопроката (фасонный, сортовой, полосовой). Этот станок можно применять для изготовления отверстий, вырубки различных выемок и насечек. Прибор имеет 4 активных зоны. Это позволяет значительно увеличить производительность труда, что будет весьма кстати в случае крупных металлургических производств (машиностроение, изготовление военной техники, строительство морских судов, ремонтные работы). Станки НВ5221 имеют небольшие отличия исполнения, связанные с климатом преимущественного использования. Простой пример: УХЛ-модификация станка НВ5221 применяется для работы в условиях умеренного или холодного климата.
НВ5222
Эта модель является модификацией предыдущей системы НВ5221. Крупное отличие установки этого типа — 4 зоны пресс-системы НВ5222 работают в полностью автономном режиме. Это позволяет оператору эффективно налаживать работу на производстве. Модель НВ5222 предназначена она для работы со всеми типами металлопроката, для резки листового металла, для изготовления отверстий, насечек или выемок. Эта модель ножниц используется на строительных либо машиностроительных производствах. Еще одна сфера применения — небольшие компактные цеха, специализацией которых является демонтаж сборных металлических конструкций (станки, оборудование).

НВ5224
Эта установка является усовершенствованной модификацией модели НВ5221. Прибор универсален — он подойдет для обработки листов, металлопроката, различных заготовок и цельных деталей. Как и классическая модель, система НВ5224 разделено на 4 зоны, которые выполняют все основные операции с металлом — резка, изготовление отверстий, прессование. Базовые отличия НВ5224 — усовершенствованная автоматика, использование более прочных металлических сплавов с антикоррозийными добавками, наличие оборудования для проведения зарубочных операций, возможность рубки уголкового металлопроката.
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
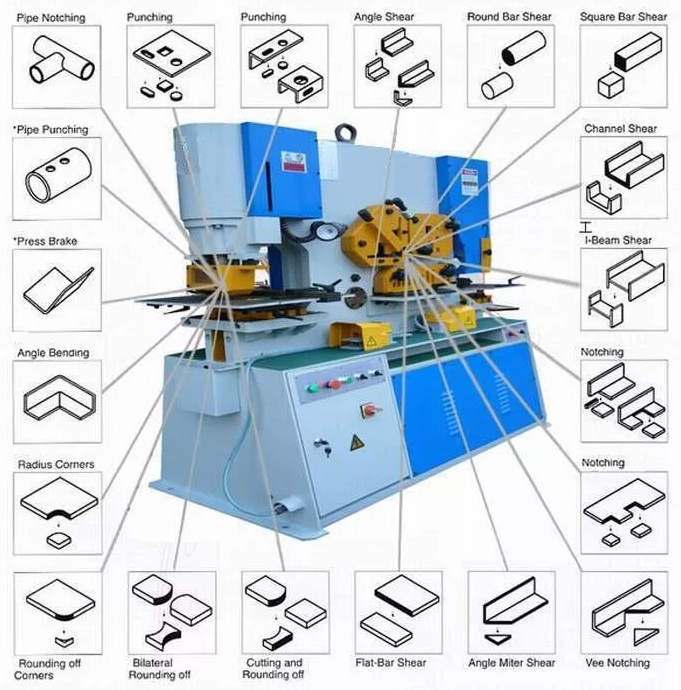
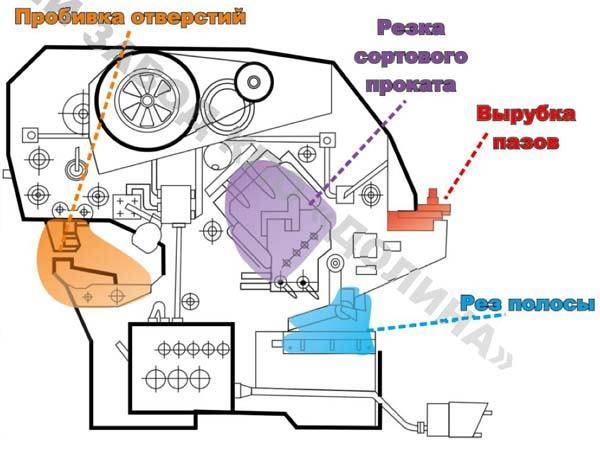
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
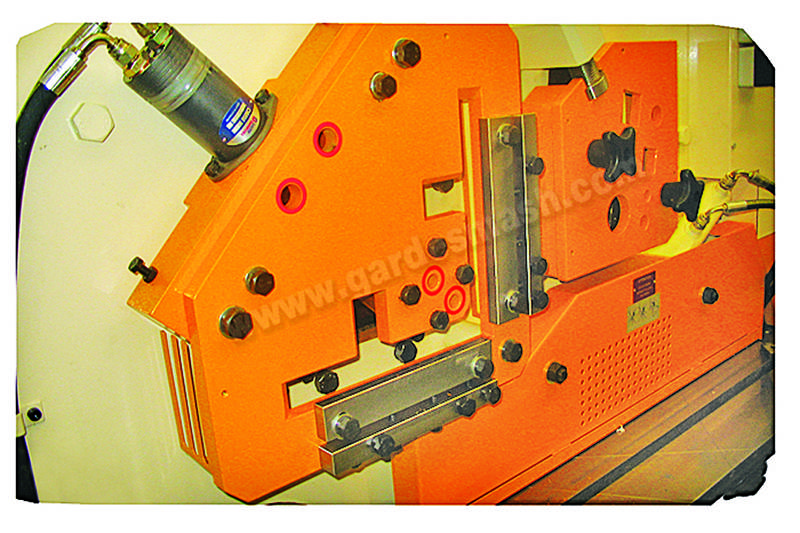
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
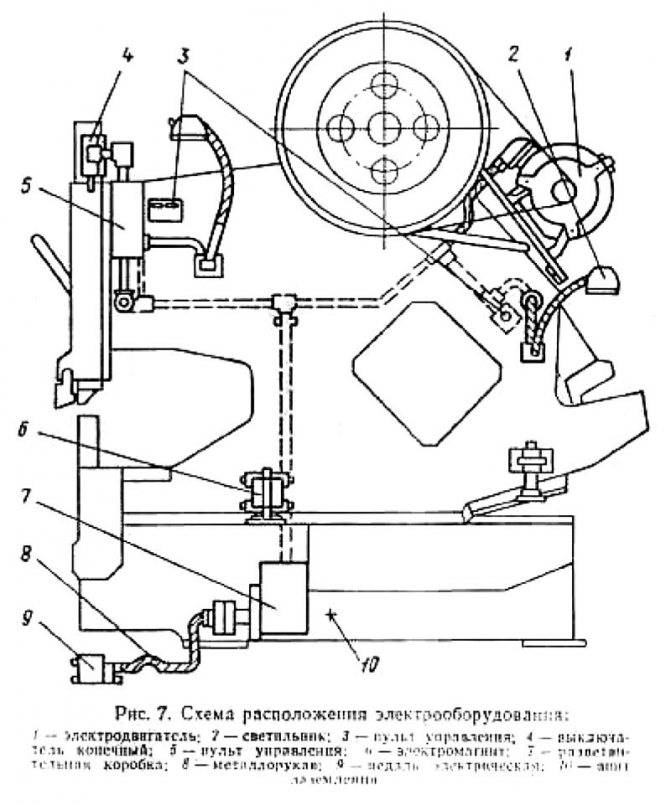
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.
Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.







Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.