

Некоторые характеристики
- Ширина поперечного сечения разрезаемого материала.
- Максимальная длина отрезаемого материала.
- Размеры реза.
- Угол резания.
- Геометрические параметры ленточной пилы.
- Параметры скорости подачи и резания.
 Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Любое производство подразумевает наличие специализированного оборудования. Для резки литых, кованых, прокатных заготовок используют ленточнопильные станки. Профессионалы и любители уже оценили преимущества устройства за точный рез деталей, скорость, незначительные эксплуатационные расходы и безопасность.
Важно! Производители ленточнопильных станков относят оборудование к категории высокой мощности, которое используется при резке металла, древесины, полимерных и других материалов. Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне.
| Тип станка | Особенности | Преимущества | Недостатки | Где используются |
| Ручной | Разметку и крепеж заготовки выполняет рабочий, скорость опускания пильной рамы регулируется вручную. | Низкая стоимость, простота использования, присутствует функция резки под углом. | Срок службы режущего полотна сокращается из-за вибрации во время резки; отсутствует визуальный контроль за степенью натяжения полотна; нет возможности осуществлять контроль за давлением на деталь режущим полотном. | Небольшие производства, где осуществляют резку деталей из цветных металлов и нержавеющих сталей. |
| Автоматический | Автоматизированы все процессы, действия задаются с помощью программы, оснащены сенсорным экраном управления, могут быть переведены в режим ручной работы. | Круглосуточный режим работы без участия рабочего; угол вращения рамы 60 градусов; применяется материал любой твердости. | Высокая стоимость агрегата. | Используются в крупносерийном производстве. |
| Полуавтоматический | Автоматизированы процессы опускания, подъема пильной рамы, зажим заготовки и освобождение из тисков. | Регулировка скорости пилы; частичная автоматизация некоторых процессов резки, низкий уровень шума. | Присутствие оператора обязательно для контроля за процессом работы и подачи заготовок. | Оснащение мелкосерийных производств. |
Благодаря экономному энергопотреблению и низкой стоимости такие промышленные агрегаты сберегают средства предприятия. Поэтому при правильном выборе модели и соблюдении всех условий эксплуатации в этом устройстве не будет недостатков.
Марка «Тайга»
Известный производитель ленточных пилорам из Новосибирска – предприятие «Группа » состоит из основной базы нескольких объединенных машиностроительных заводов и системы из региональных складов в 5 странах, кроме того имеет разветвленные сети во всех регионах РФ.
Каждое изделие отвечает требованиям технических условий, сертифицировано. Модификации приспособлены под разное целевое использование на практике: передвижная ленточная пилорама, автономное питание, автоматизация процессов.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Как выбрать оборудование для заточки?
Качественный заточный станок выбрать довольно трудно, однако на современном рынке становится все больше по-настоящему качественных инструментов. С появлением автоматических инструментов заточки пил увеличилось и качество процесса, так как человеческий фактор в таком процессе сводится к минимуму, а значит, исключаются неправильные углы наклона заточенных зубьев или сбивание пазух.
Среди качественных станков можно выделить модели нескольких брендов.
«Кедр». Одна из самых распространенных и известных марок. Относится этот инструмент к полностью автоматическому станку, в котором используется работа за счет установленной программы. А также здесь подразумевается постоянный контроль и использование охлаждающей жидкости для нормального функционирования. «Кедр» довольно прост в обращении и подойдет даже начинающим мастерам. Угол установить вручную тоже не составит труда, достаточно просто ослабить два специальных болта, находящихся на тыльной стороне инструмента, и отрегулировать винтом около основания нужный вам угол. А также на инструменте имеется регулятор скорости движения полотна.
Более современные вариации позволяют использовать точильные алмазные круги.
«Тайга». Марка не менее известная, чем предыдущая, имеет практически те же характеристики, управление в ней даже немного проще. Угол и скорость подачи полотна также легко можно отрегулировать на инструменте.
Использовать этот станок можно как для широких, так и для узких ленточных пил.
«АЗУ-02». Самый модифицированный из всех предыдущих станков. Все модели имеют специальное устройство для автоматической подачи охлаждающей жидкости. На инструменте имеются несколько переключателей, позволяющих полностью контролировать работу заточного станка. А также во всех моделях используются алмазные диски, которые ускоряют процесс работы и улучшают ее качество.
На АЗУ-02 еще можно регулировать скоростные режимы передвижения полотна, что тоже значительно упрощает процесс.
«ПЗСЛ 30/60 профи». Современный, полностью автоматический станок, имеющий высокую скорость заточки. Для охлаждения этого станка используется специальное охладительное масло. Для работы с таким станком не требуется никакого профессионализма, в процессе работы понадобится только поверхностный контроль, так как станок выключается сам при протачивании одного круга зубьев пилы.
«ПЗСЛ 10/2». Автоматический станок для узких ленточных пил, подходит как для пил по дереву, так и для пил по металлу. Этот агрегат, как и предыдущий, имеет масляное охлаждение. Процесс полностью автоматизирован, в задачу мастера входит только установить нужный процесс и внести полотно в станок, далее станок сам сделает всю работу.
Astron (А-1). Полнопрофильный боразоновый станок, процесс работы с таким агрегатом полностью автоматизирован. Станок протачивает всю ленту пилы за 1 полный проход. Для заточки используется эльборовый диск, который отличается высоким качеством и долговечностью. Настройка процесса происходит очень легко и не требует высокого профессионализма.
На современном рынке инструментов существует огромное количество самых разнообразных точильных станков для пил, выше приведены именно самые основные и популярные заточные станки.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.







Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
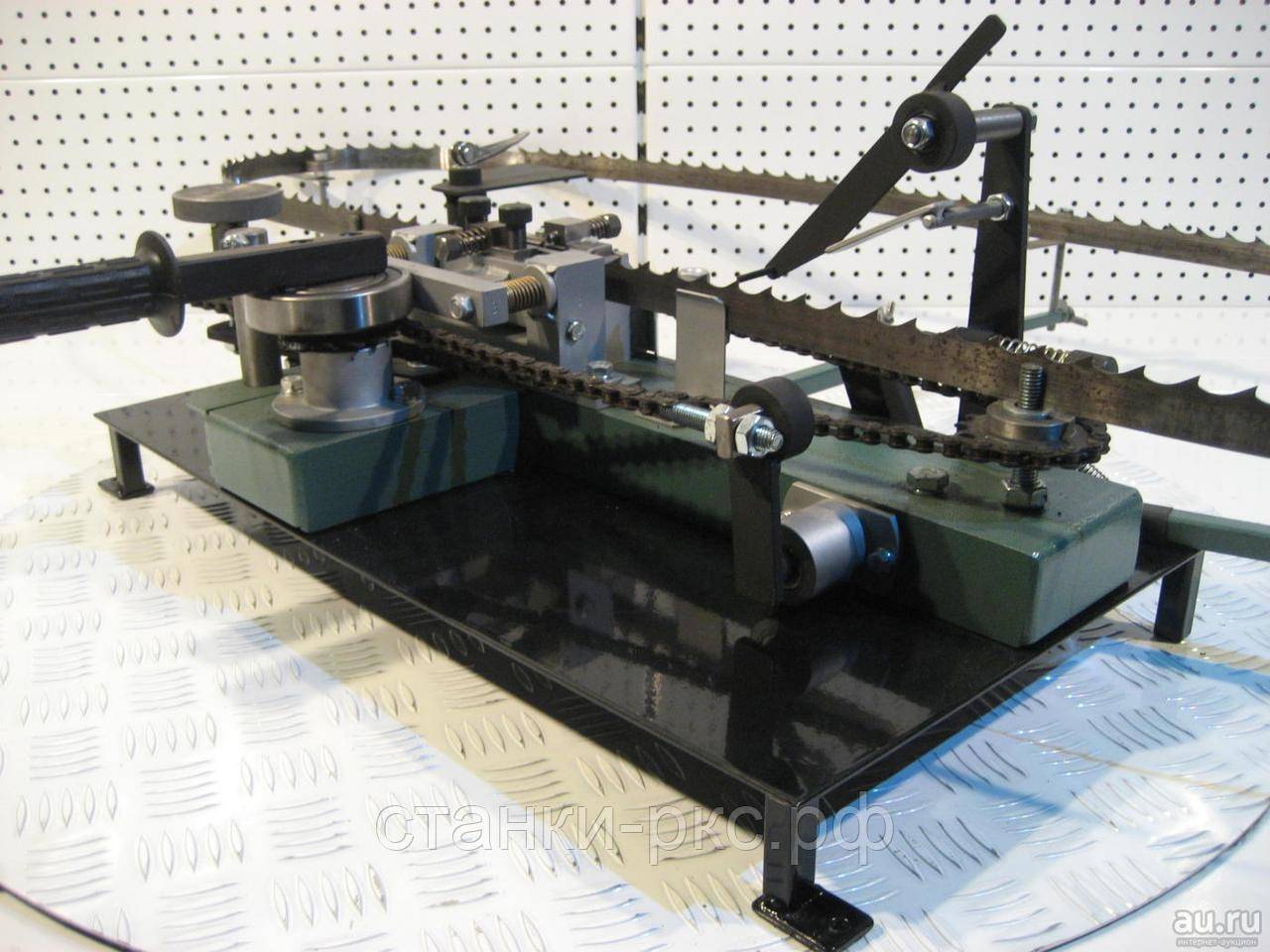
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
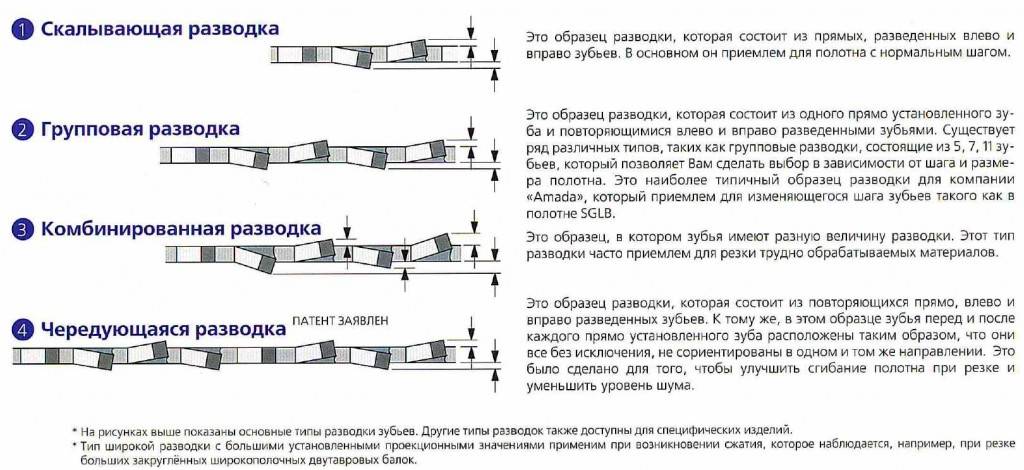
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.
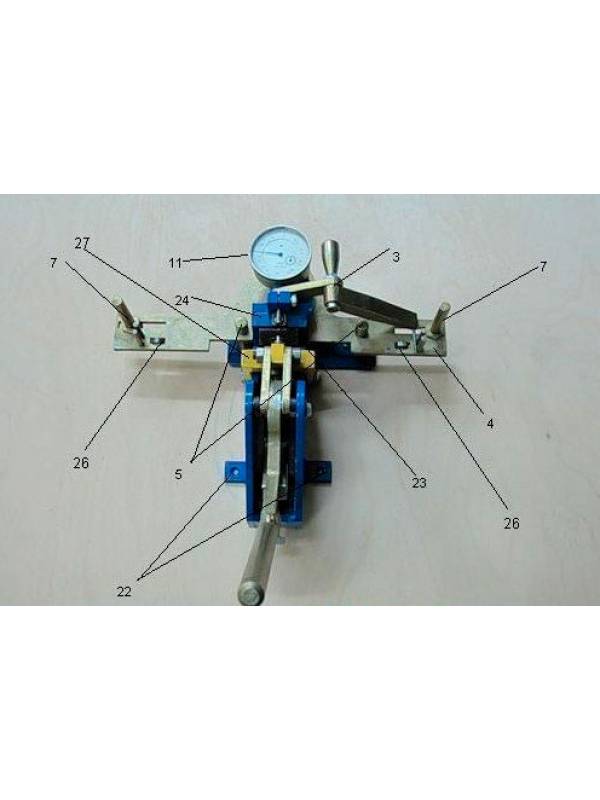
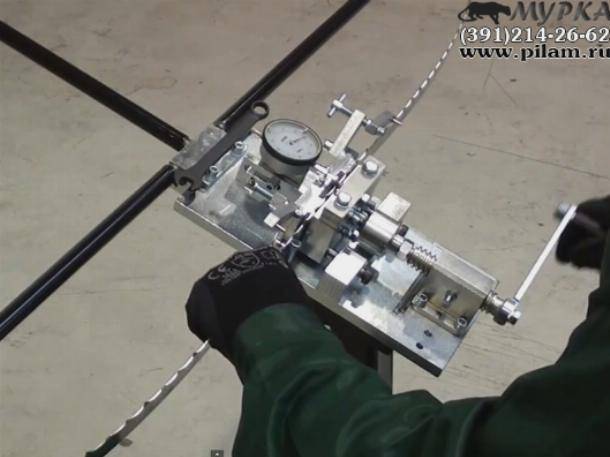
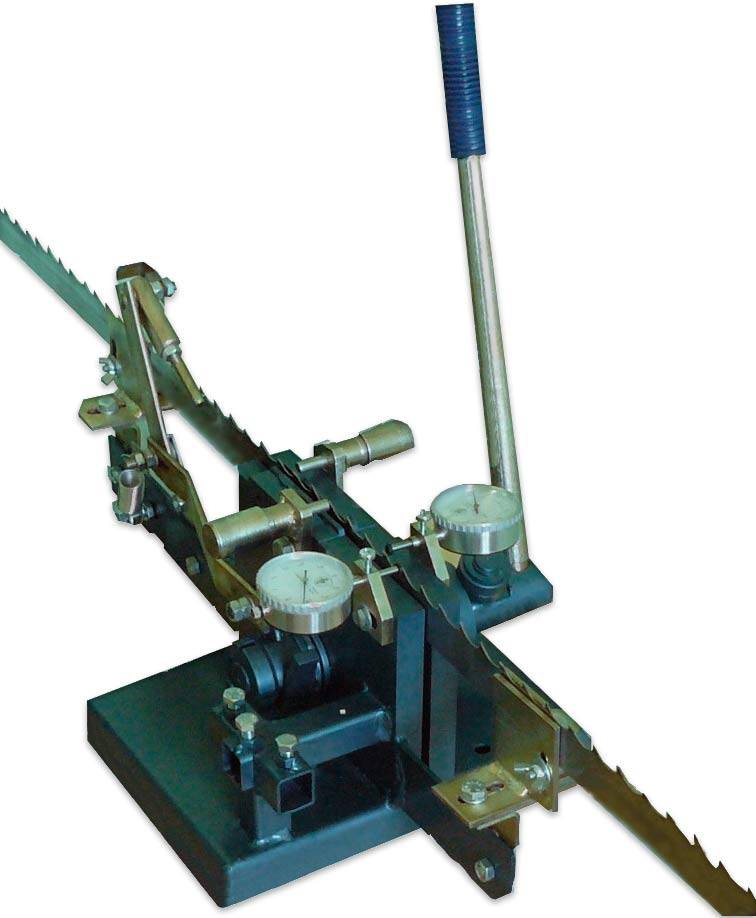
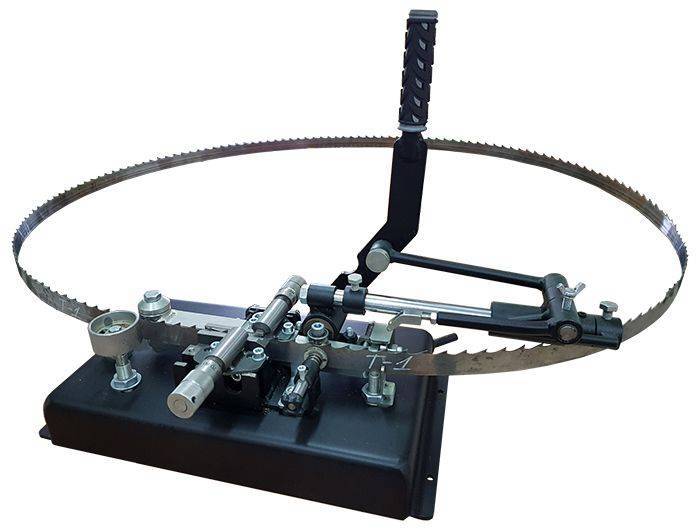
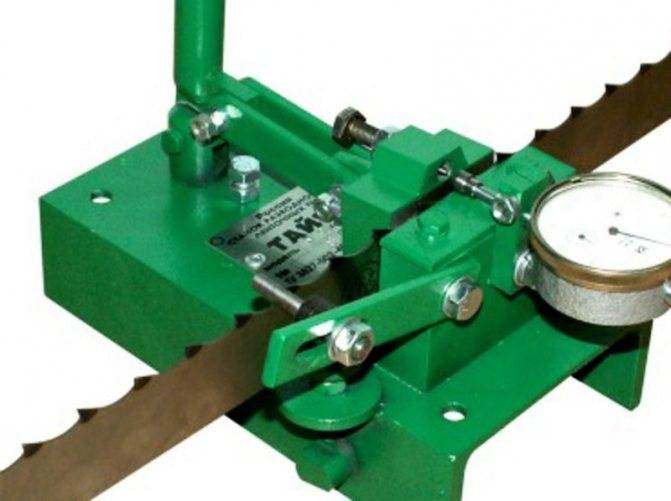
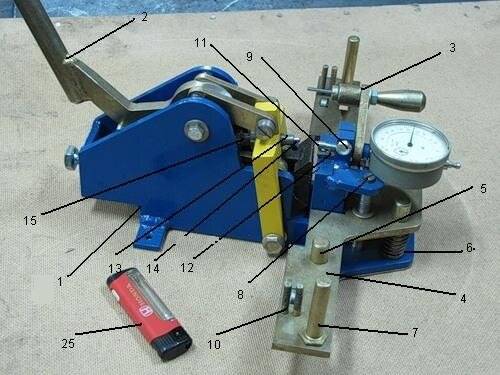
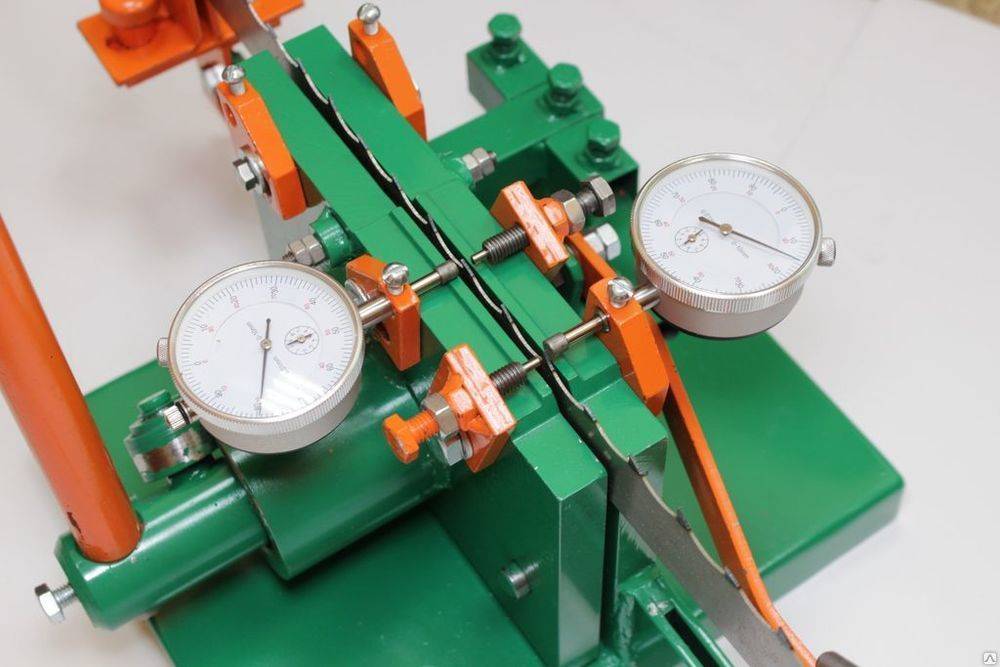
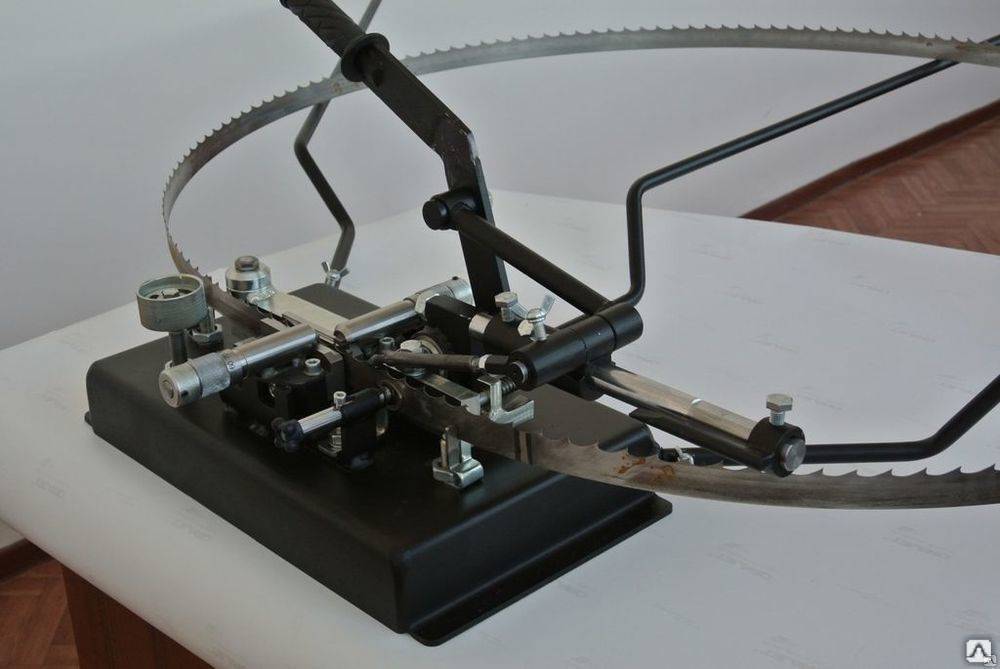
Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.
Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.




Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Материал пил
Ленточные пилы изготавливают из разных материалов — в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные — свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.
Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.
Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.
Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.
Ленточная пила с твердосплавными зубьями
Это интересно: Заклепочник для резьбовых заклепок — классификация, виды, использование
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.





а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!





