Прокат. Методы обработки валов
- Главная /
- Справочник /
- Прокат
| Класс точности вала | Методы обработки |
| 5-й | Одно черновое обтачивание |
| 4-й | Черновое и чистовое обтачивание длинных деталей или одно обтачивание коротких деталей |
| 3-й, 3а | Чистовое обтачивание с повышенной точностью после чернового обтачивания или шлифование после чернового обтачивания |
| 2-й, 2а | Шлифование после чернового и чистового обтачивания |
| 1-й | Завершающими операциями при обработке валов 1-го класса должны быть тонкое (алмазное) обтачивание или шлифование повышенной точности (отделочное шлифование) |
Припуски на получистовое обтачивание валов после чернового обтачивания
| Диаметр вала d | Длина обрабатываемой детали L | |||||
| До 100 | Св. 100 до 250 | Св. 250 до 500 | Св. 500 до 800 | Св. 800 до 1200 | Св. 1200 до 2000 | |
| Припуск 2а на диаметр | ||||||
| До 10 | 0,8 | 0,9 | 1,0 | 1,1 | — | — |
| Св. 10 до 18 | 0,9 | |||||
| Св. 18 до 30 | 1,0 | 1,1 | 1,3 | 1,4 | ||
| » 30 » 50 | 1,0 | 1,5 | 1,7 | |||
| » 50 » 80 | 1,1 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 |
| » 80 » 120 | 1,2 | 1,9 | ||||
| » 120 » 180 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | |
| » 180 » 260> | 1,3 | 1,3 | 1,4 | 1,6 | 1,8 | |
| » 260 » 360 | 1,4 | 1,5 | 1,7 | 1,9 | 2,1 | |
| » 360 » 500 | 1,4 | 1,5 | 2,2 |
Для условий мелкосерийного или индивидуального производства припуск на черновое обтачивание определяется умножением табличной величины на коэффициент k =
1,3 с округлением до десятых в сторону увеличения, например: 1,1 Х 1,3 = 1,43 — принимаем 1,5.
Припуски на чистовое (тонкое, алмазное) обтачиваине валов
| Обрабатываемый материал | Диаметр обрабатываемого вала d | Припуск 2а на диаметр |
| Легкие сплавы | До 100 Св. 100 | 0,3 — 0,5 |
| Бронза и чугун | До 100 Св. 100 | 0,3 — 0,4 |
| Сталь | До 100 Св. 100 | 0,2 — 0,3 |
В случае применения двух резцов, чернового и чистового, на чистовой резец оставляется припуск 0,1 мм .
Припуски на чистовое подрезание и шлифование торцов
| Размеры, мм | ||||||
| Диаметр обрабатываемой детали d | Общая длина обрабатываемой детали L | |||||
| До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 260 | Св. 260 до 500 | Св. 600 | |
| Припуск а х 2 | ||||||
| До 30 | 0,5/0,2 | 0,6/0,3 | 0,7/0,3 | 0,8/0,4 | 1,0/0,5 | 1,2/0,6 |
| Св. 30 до 50 | 0,5/0,3 | 0,6/0,3 | 0,7/0,4 | 0,8/0,4 | 1,0/0,5 | 1,2/0,6 |
| » 60 » 120 | 0,7/0,3 | 0,7/0,3 | 0,8/0,4 | 1,0/0,5 | 1,2/0,6 | 1,2/0,6 |
| » 120 » 260 | 0,8/0,4 | 0,8/0,4 | 1,0/0,5 | 1,0/0,5 | 1,2/0,6 | 1,4/0,7 |
| » 260 » 500 | 1,0/0,5 | 1,0/0,5 | 1,2/0,5 | 1,2/0,6 | 1,4/0,7 | 1,5/0,7 |
| » 600 | 1,2/0,6 | 1,2/0,6 | 1,4/0,6 | 1,4/0,7 | 1,5/0,3 | 1,7/0,8 |
| Допуск в мм на длину | 0,2/0,12 | 0,3/0,17 | 0,4/0,23 | 0,5/0,3 | 0,6/0,4 | 0,8/0,5 |
При обработке валов с уступами припуск брать на каждый уступ отдельно, исходя из его диаметра d и общей длины вала L;
Числитель — подрезание, знаменатель — шлифование.
Припуски на разрезку пруткового материала
Зенкерование отверстий
Зенкерованием называется операция по обработке готовых отверстий, полученных сверлением, штамповкой или отливкой, с целью придания им строго цилиндрической формы, большей точности и лучшей чистоты поверхности. Эту операцию выполняют режущим инструментом, называемым зенкером.
Зенкеры более прочны, чем сверла, и, имея три и более режущих кромок вместо двух, как у сверл, допускают большие подачи и снимают соответственно большее количество металла. Кроме того, при распределении усилий резания на три-четыре режущие кромки зенкера обеспечивается более равномерная, чем при сверлении, работа и получение чистого и достаточно точного отверстия.
Зенкерование обеспечивает получение отверстий 4— 5-го класса точности. Отверстия 2—3-го класса точности требуют, кроме обработки зенкером, последующей обработки развертками.
Зенкеры изготовляют следующих типов: цельные с коническим хвостовиком, хвостовые с напаянными пластинками из твердого сплава, насадные с напаянными пластинками из твердого сплава, насадные со вставными ножами.
Цельные зенкеры с коническим хвостовиком (рис. 82, а) изготовляют короткими от 140 до 250 мм и длинными от 160 до 290 мм. Эти зенкеры предназначены для развертывания отверстий диаметром от 10 до 32 мм. Они имеют не менее трех зубьев. Геометрия зуба характеризуется углами α =8°, φ=60° и γ =20° (рис. 82, б).
Рис. 82. Зенкеры: а — цельный с коническим хвостовиком, б — хвостовой с напаянной пластинкой из твердого сплава, в — насадной с напаянной пластинкой из твердого сплава, г — насадной со вставными ножами, д — комбинированный для зенкерования и сверления
Хвостовые зенкеры с напаянными пластинками из твердого сплава (см. рис. 82, б) применяют для развертывания отверстий диаметром (от 14 до 38 мм. Они изготовляются короткими (от 160 до 290 мм) и длинными (от 190 до 350 мм).
Хвостовые зенкеры изготовляют с тремя-четырьмя зубьями. Геометрия зуба: α=8°, φ=60°, γ=8°, γ1=0° — для зенкеров, оснащенных пластинками твердого сплава ВК, и φ1=30° — для зенкеров с пластинками из сплава ТК.
Насадные зенкеры с напаянными пластинками из твердого сплава (рис. 82, в) применяют для развертывания отверстий диаметром от 34 до 80 мм. Они изготовляются длиной от 40 до 65 мм, с числом зубьев не менее четырех. Геометрия зубьев этих зенкеров такая же, как у зенкеров хвостовых с напаянными пластинками из твердого сплава. Насадные зенкеры соединяются с оправкой, закрепленной в шпинделе сверлильного станка, с помощью выступа на оправке и выреза на торце зенкера.
Насадные зенкеры со вставными ножами (рис. 82, г) применяют для развертывания отверстия диаметром от 40 до 100 мм. Они изготовляются длиной от 45 до 70 мм, имеют число ножей: четыре у зенкеров диаметром от 40 до 55 мм и шесть у зенкеров диаметром от 58 до 100 мм. Ножи изготовляют из быстрорежущей стали Р18 или Р9.
При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением или зенкованием. На рис. 82, д показан комбинированный зенкер для сверления и зенкерования отверстий с направлением по кондукторной втулке. Применение комбинированных инструментов для одновременного сверления и зенкерования повышает производительность труда.
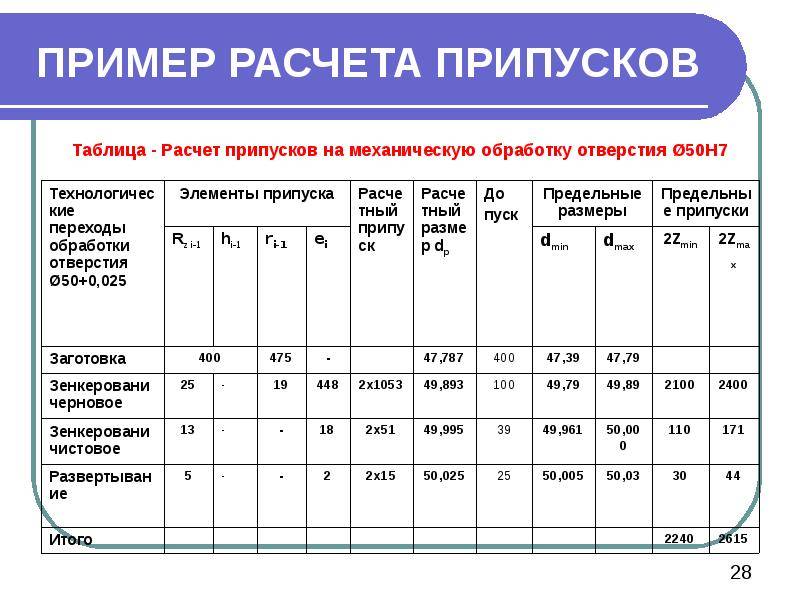
Зенкерование отверстий выполняют на сверлильных станках с помощью электрических и пневматических машин так же, как и сверление. Подача при зенкеровании допускается в 2—2,5 раза больше, чем при сверлении. Припуски на обработку отверстий зенкерованием берут по табл. 10. Таблица 10. Рекомендуемые припуски на обработку отверстий зенкерованием
| Диаметр отверстия, мм | 10—18 | 18—30 | 30-50 | 50—80 | 80—100 |
| Припуск по диаметру, мм | 0,8—1 | 1—2 | 1,2—2,5 | 1,5—3 | 2—4 |
Расчет выполнен для Каримовой Ю.Р., группа – ТМ-41
Исходные данные:
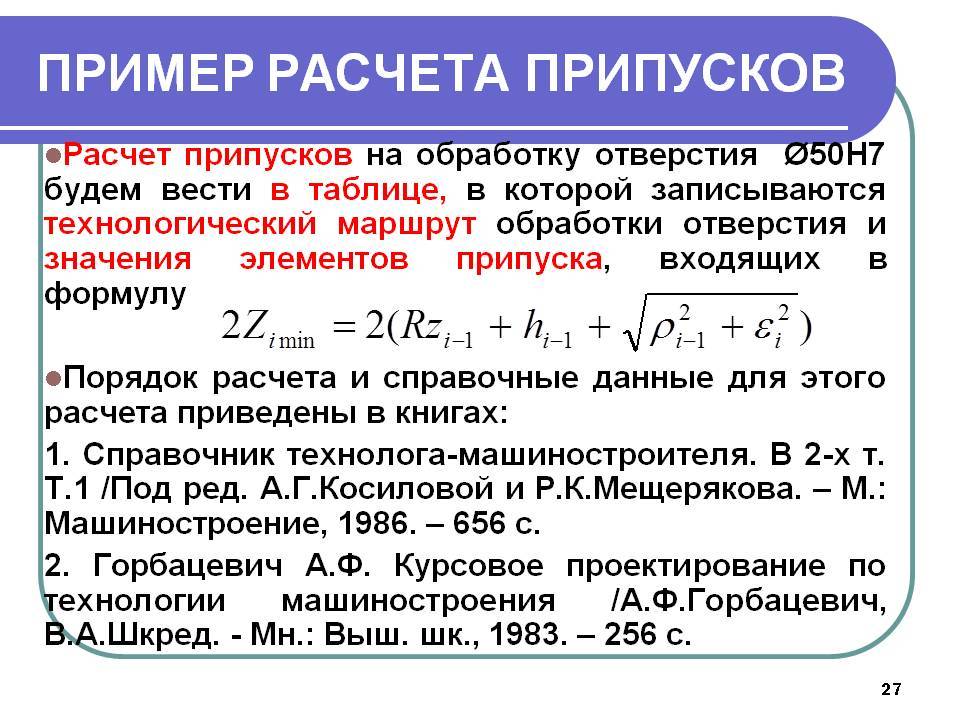
Обрабатываемая поверхность – отверстие в заготовке с отверстием Æ216+0,046
Наименование перехода или операции маршрута обработки поверхности | Обозначение точности | Предель-ные отклонения, мм | |||||
шерохо-ватость Rz(i-1) | дефект. слой h(I-1) | простр. отклон. р(i-1) | погрешность | ||||
базир. Еб(i) | закр. Ез(i) | ||||||
Правка ковкой на молотах | ГОСТ 7829-70 | +6.000 -6.000 | – | – | – | – | – |
Точение черновое | квалитет 12 | +0.460 | 300 | 300 | 1500 | 700 | |
Точение чистовое | квалитет 9 | +0.115 | 100 | 100 | 90 | 500 | |
Точение тонкое | квалитет 7 +0.046 0 | +0.046 | 30 | 30 | 60 | 100 |
Результаты расчета:
Расчетные значения | Принятые значения, мм | ||||||||
припуск, мкм | расчет-ный размер, мм | расчет-ный размер | номинальный размер с предельными отклонениями | предельный размер | припуск, мкм | ||||
мини | расч. | мини-мальный | макси-мальный | миним. | расч. | макс. | |||
– | – | 197.089 | 197 | 203 ±6.000 | 197 | 209 | – | – | – |
4511 | 16511 | 213.623 | 213.6 | 213.6±0.460 | 213.6 | 214.06 | 4600 | 16600 | 17060 |
1417 | 1877 | 215.531 | 215.5 | 215.5±0.115 | 215.5 | 215.615 | 1440 | 1900 | 2015 |
354 | 469 | 216 | 216 | 216±0.046 | 216 | 216.046 | 385 | 500 | 546 |

 КОНЕЦ РАСЧЕТА
КОНЕЦ РАСЧЕТА
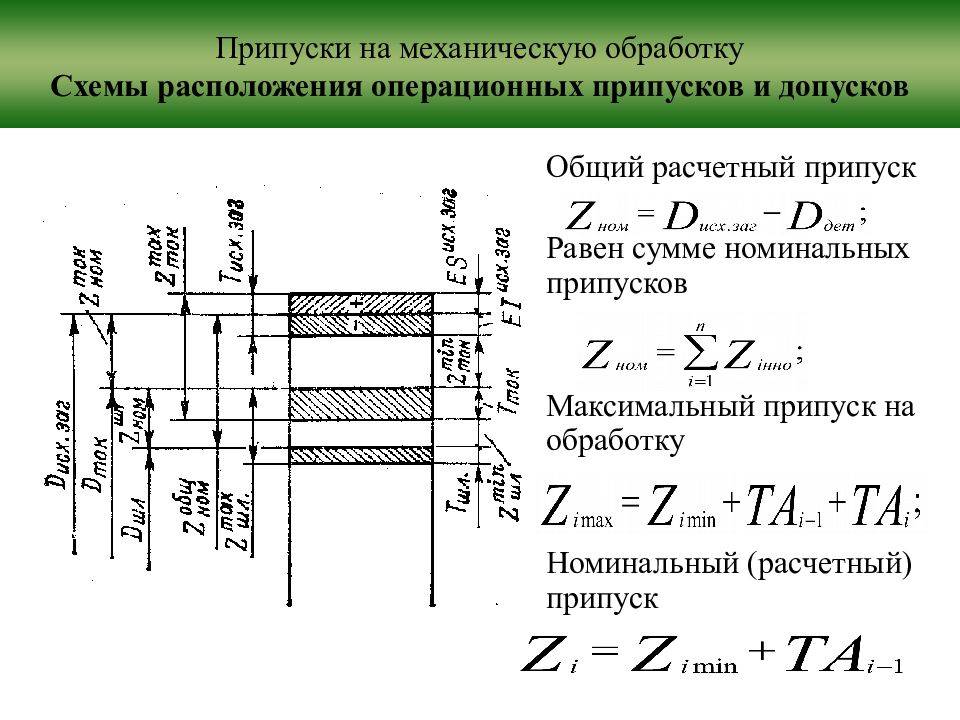
По результатам расчета строится схема расположения полей припусков и допусков на размер Ø216 Н7 (+0,046) (рисунок 2.4).
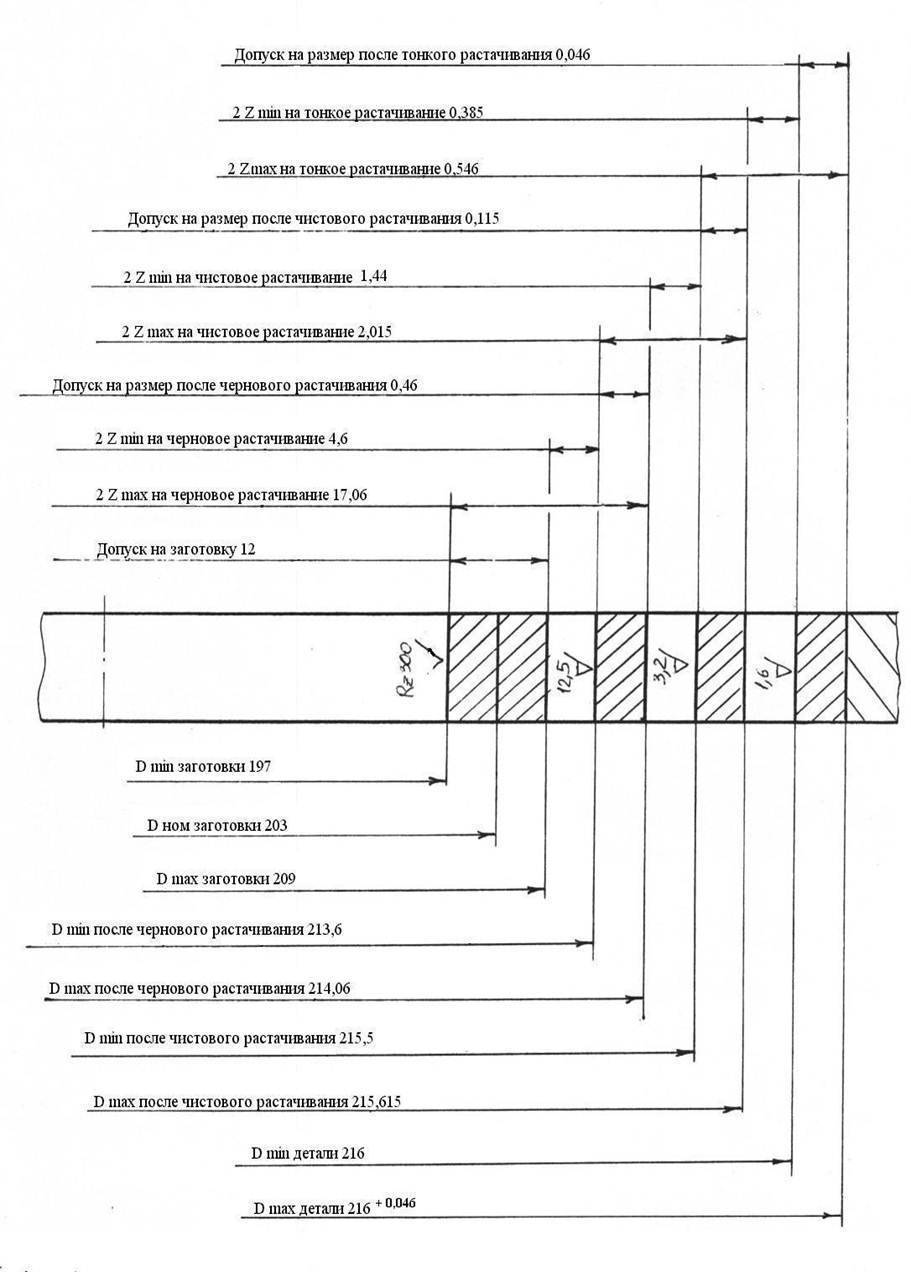
Рисунок 8.4 Схема расположения полей припусков и допусков
8.4 Расчеты режимов резания
а) Расчет режима резания при точении (операция 045).
1) Исходные данные:
– марка обрабатываемого материала – сталь 40, sв=569 МПа;
– параметры заготовки: Æ440 h12(-0,63), Ra=12,5мкм;
– параметры обработанной детали: Æ420 h12(-0,63), Ra=12,5мкм.
2) Назначения глубины резания.
Глубина резания при получистовом точении принимается равной припуску на обработку t=10 мм.
3) Выбор режущего инструмента.
Обработка ведется токарным проходным резцом с механическим креплением шестигранной пластины из твердого сплава. Материал пластины Т12К6 . Геометрические параметры пластины: главный угол в плане j=45°, вспомогательный угол в плане j1 =15°, радиус при вершине r=2 мм, угол наклона главной режущей кромки l=0, задний угол a=8°, передний угол g=12°. Сечение державки резца – 40х40 мм .
4) Выбор подачи
При получистовом наружном точении резцом из твердого сплава подача принимается S=0,8 мм/об.
5) Определение скорости резания
Скорость резания определяется по формуле :
V=(Cv/Tm*tx*Sy)*Kv,
где Cv=340, х=0,15, у=0,45, m=0,2 – коэффициент и показатели степени в формуле скорости резания;
Т=30 мин – период стойкости инструмента при одноинструментной обработке;
T=10 мм – глубина резания;
S=0,8 мм/об – подача;
Kv– поправочный коэффициент.
Kv=Kмv* Kпv* Kиv,
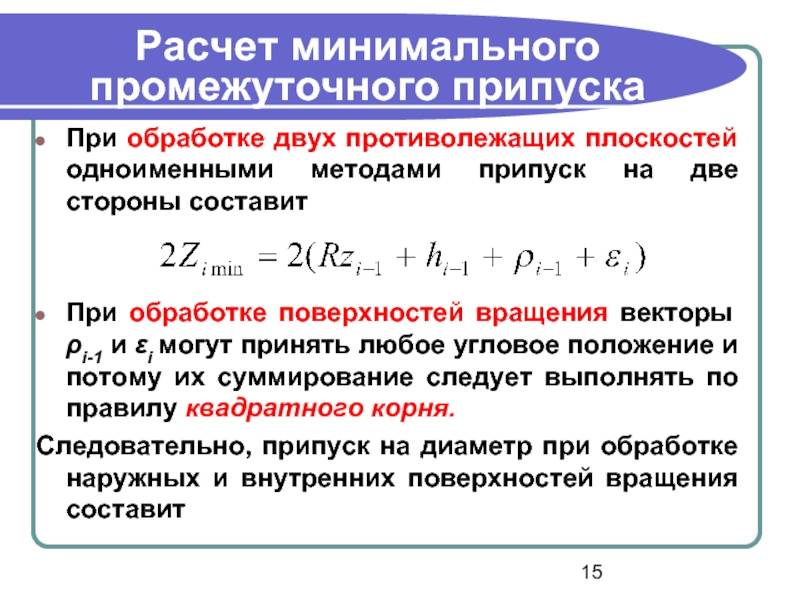
Классификация припусков
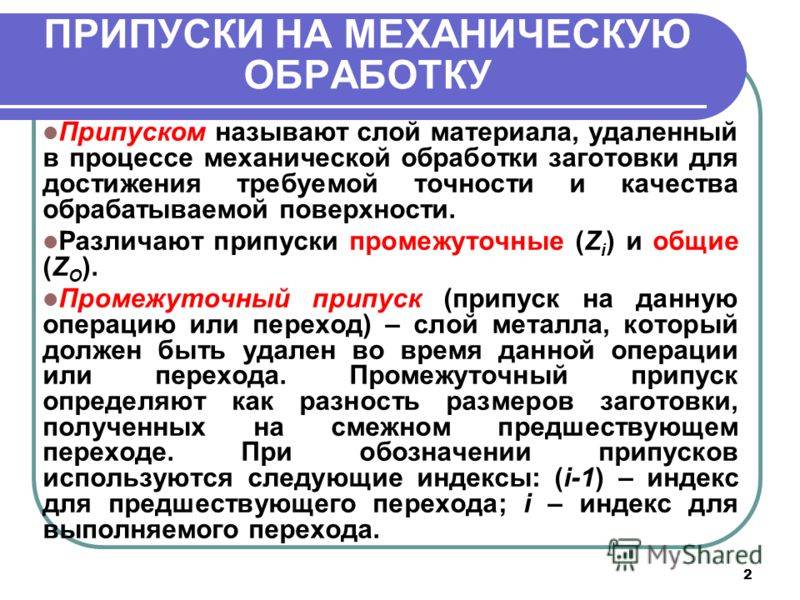
По порядку обработки припуски дифференцируют на следующие виды.
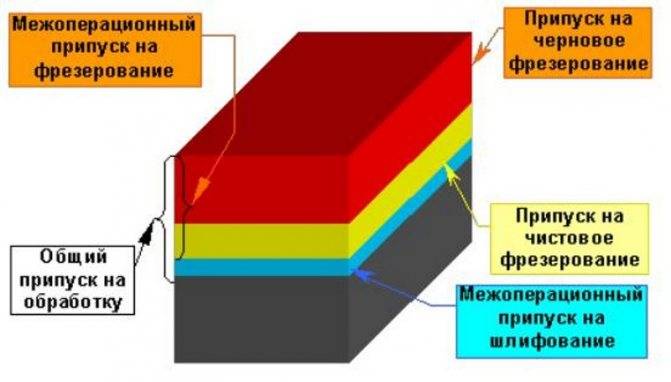
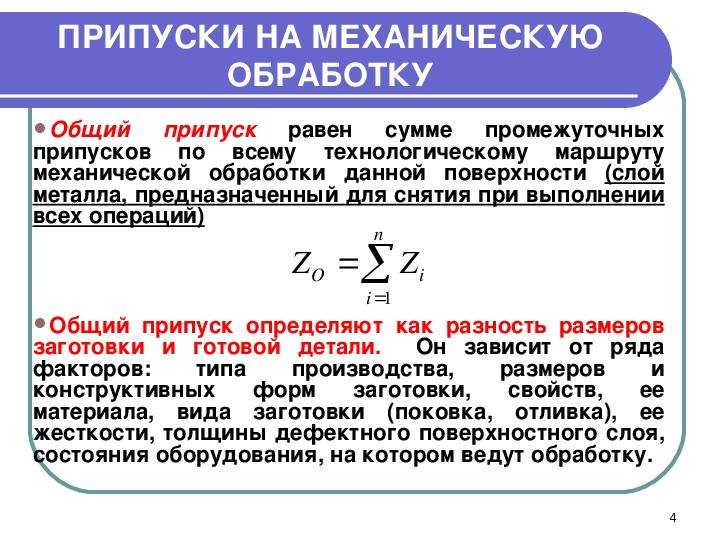
- Общие удаляют на протяжении процесса работ. Обычно обработка заготовки до детали предполагает несколько переходов для одной поверхности, в течение которых снимается общий припуск. Его составляет сумма межоперационных по совокупности технологических операций перехода заготовки в деталь либо разность между габаритами.
- Межоперационные обрабатывают в течение выполнения отдельных операций. Они равны совокупности значений на черновой, получистовой и чистовой проходы конкретной операции.
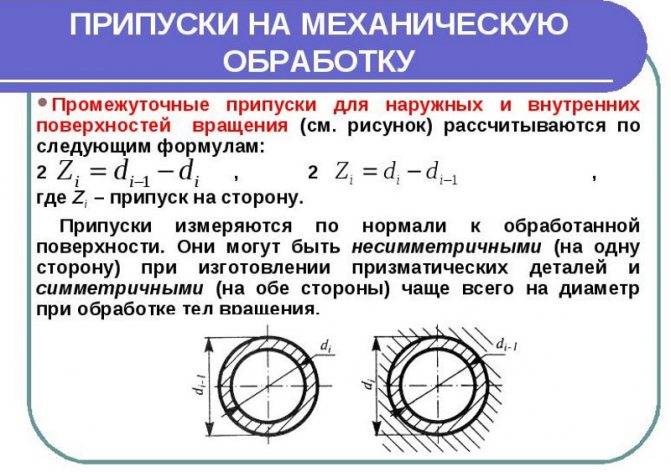
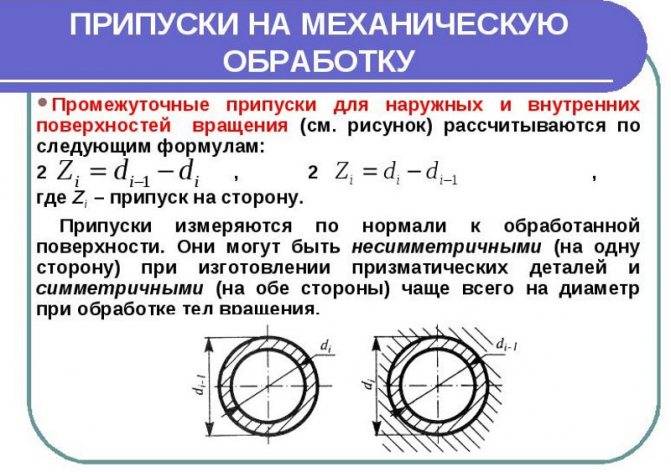
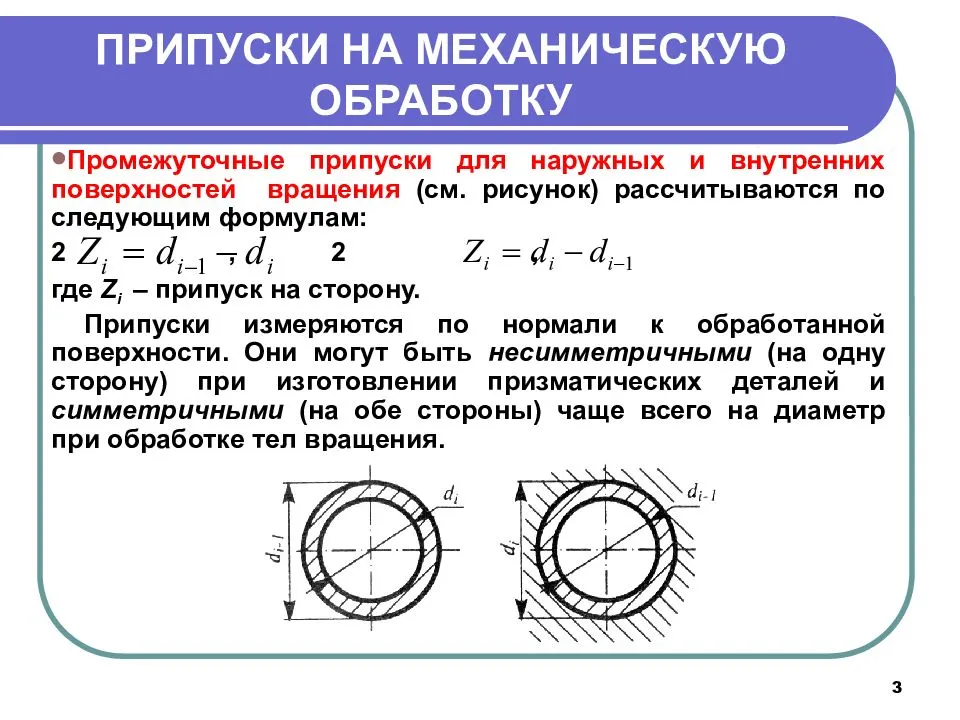
- Промежуточный представлен слоем, удаляемым за один технологический проход. Он равен разности размеров после предыдущего и текущего переходов. Обычно его вычисляют по нормали для одной стороны. Измерения на 2 стороны проводят в исключительных случаях: для деталей цилиндрической либо конической конфигураций, либо при параллельной обработке зеркальных поверхностей с равными припусками. Во втором случае для каждой поверхности их вычисляют на толщину и диаметр.
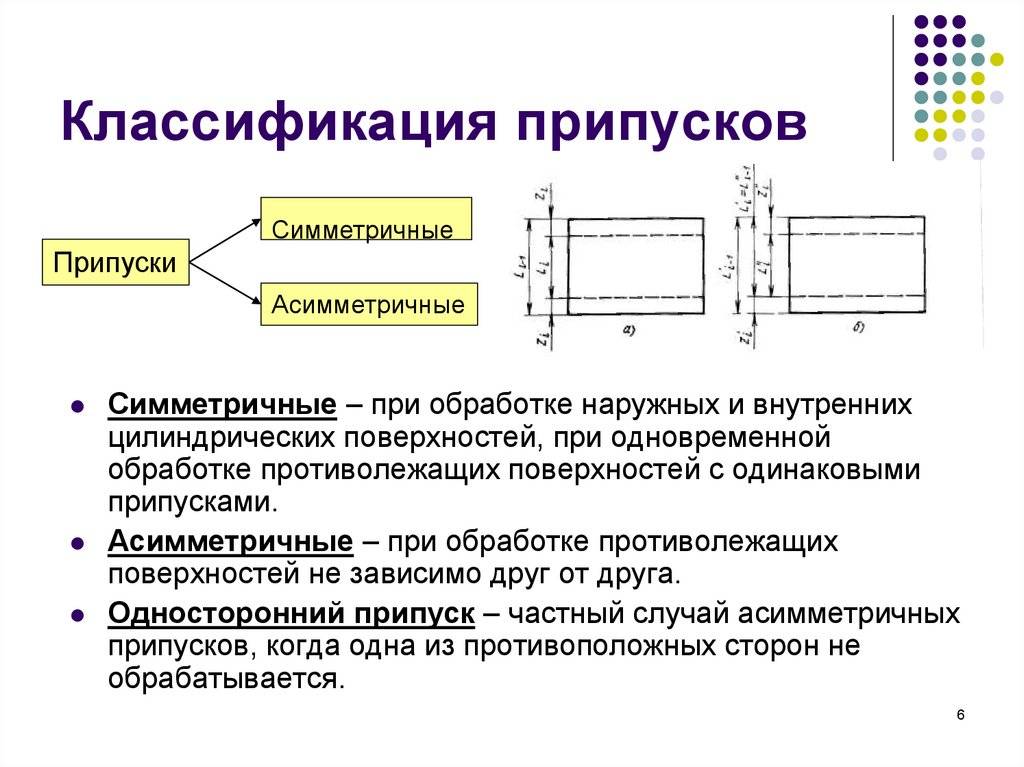
По конфигурации выделяют односторонние, симметричные и асимметричные виды.
- Первый тип считают более практичным. Это обусловлено зависимостью значений от режимов резания. Его применяют когда не предполагается обработка противоположной поверхности.
- Симметричный используется для предметов цилиндрической и конической конфигураций при работах с внешними и внутренними поверхностями и соответствует значению на диаметр.
- Асимметричный вариант подразумевает различные значения для противоположных поверхностей.
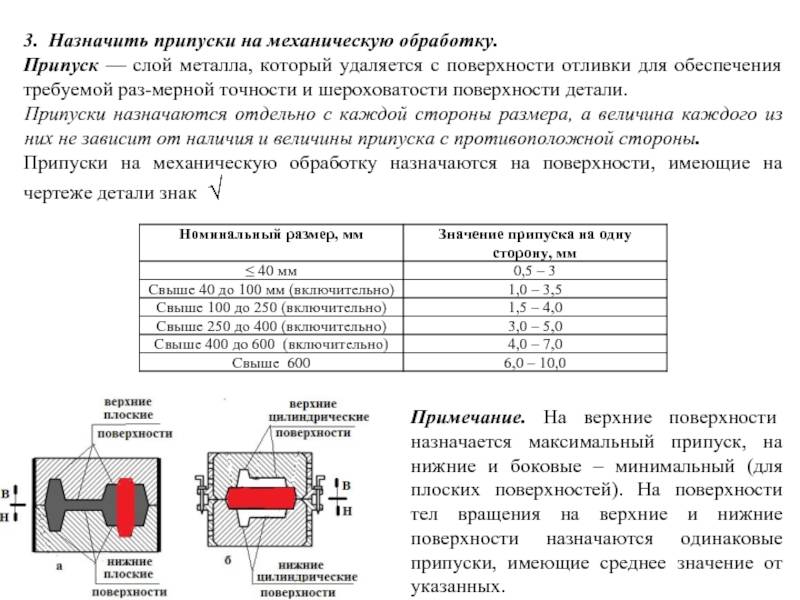
Назначение
Значение припусков влияет на эффективность и качество обработки, так как они компенсируют погрешности предыдущей и текущей рабочих операций. При этом должен быть соблюден баланс между недостаточным и чрезмерным значением. При недостаточном снизится точность и качество работ ввиду неполного удаления дефектного слоя и усложнения выверки заготовки при монтаже на станке, а при избыточном возрастет стоимость производства ввиду повышения расхода материальных и энергетических ресурсов и трудозатрат. Оптимально среднее значение, обеспечивающее достаточное качество при минимальных затратах.
Зная что такое припуск, можно понять, что составляющий его материал уходит в отходы. При превращении заготовок в детали в стружку уходит до 60% массы материала. Лишь на отдельных заводах машиностроения эта величина сокращена до 20-30%. Стружка учитывается как потери из-за низкой стоимости. К тому же на удаление материала затрачиваются энергия и трудовые часы. Ввиду этого важен расчет оптимального значения, для достижения которого меняют технологии производства. Например, используют чугунные отливки вместо штампованных заготовок, не требующие токарной обработки. Таким образом значительно сокращают стоимость изготовления деталей.
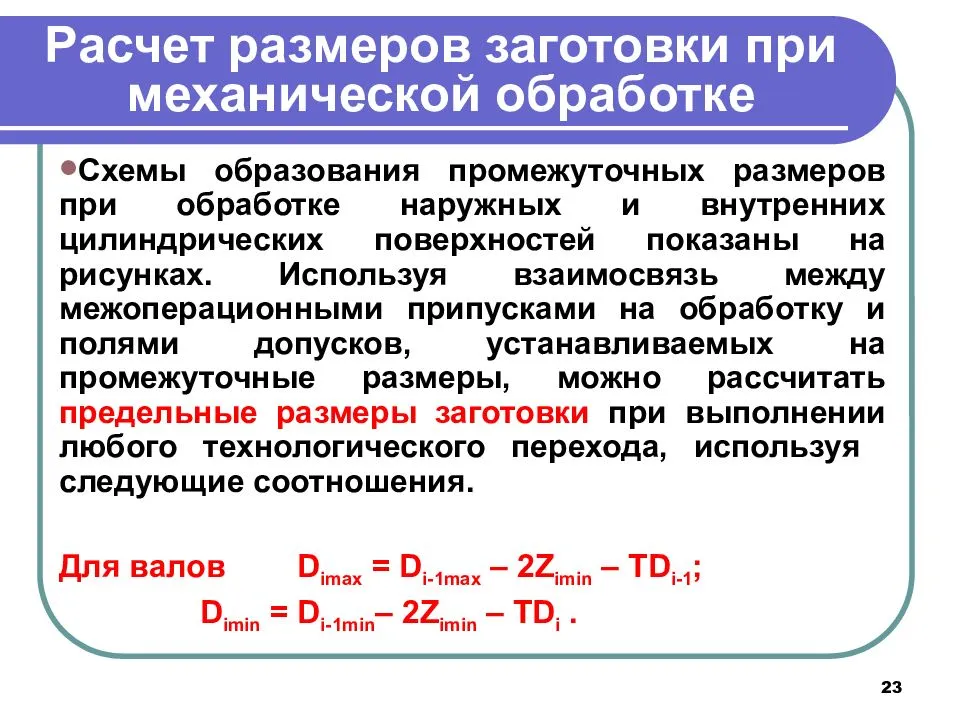
Определение величины припусков
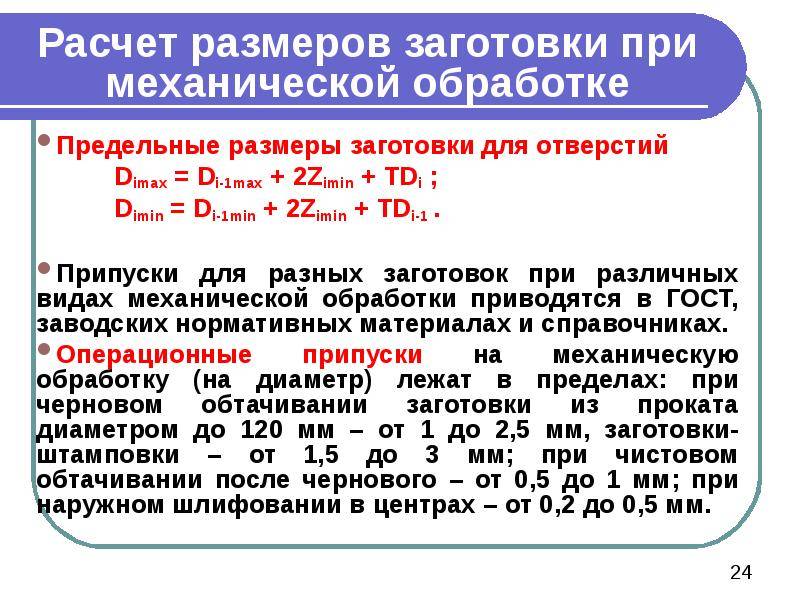
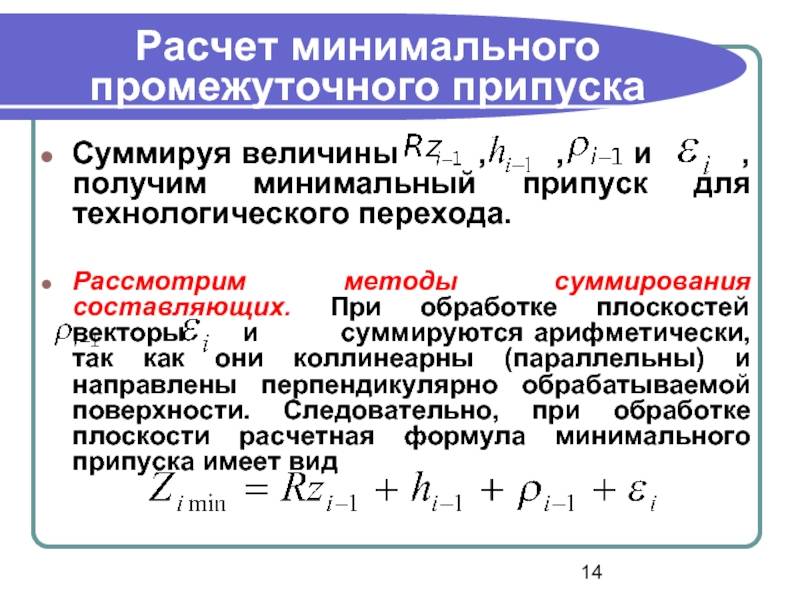
Как видно из рассмотрения факторов, влияющих на величину припуска, величина нормального припуска должна быть такой, чтобы можно было произвести механическую обработку и достигнуть необходимой чистоты поверхности и точности размеров детали способами, соответствующими выполнению этих требований. Из этого следует, что величина припуска зависит от толщины поверхностного слоя, который подлежит снятию, и припусков, необходимых для всех промежуточных операций механической обработки.
Так как заготовки имеют допуски, дающие отклонения от размера заготовки в положительную и отрицательную стороны, то при определении общей величины припуска следует прибавить к размеру заготовки величину отрицательного отклонения (если таковое допускается).
Таким образом нормальный припуск будет слагаться из следующих величин:
1) толщины поверхностного слоя, подлежащего снятию за первый черновой проход режущего инструмента;
2) суммы припусков на все промежуточные операции механической обработки
3) величины отрицательного отклонения от номинального размера заготовки.
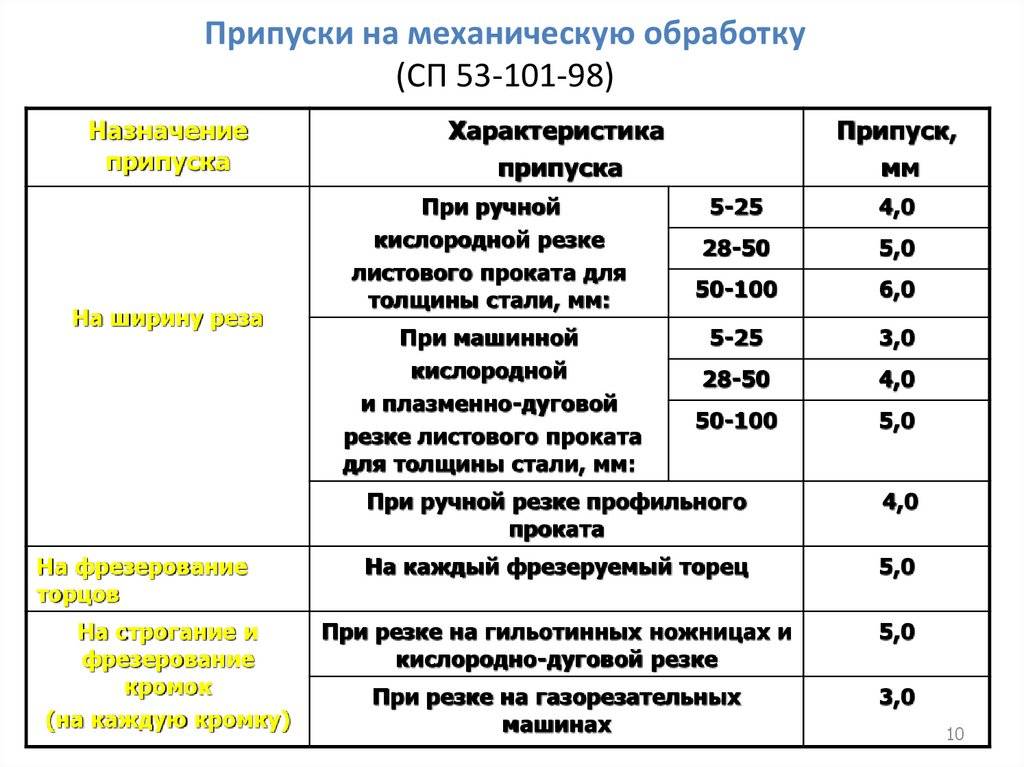
Припуск на толщину поверхностного слоя, подлежащего снятию за первый черновой проход режущего инструмента, и общий припуск можно определить по данным табл. 9.
Величины припусков на промежуточные операции механической обработки можно принимать по данным табл. 10—21.
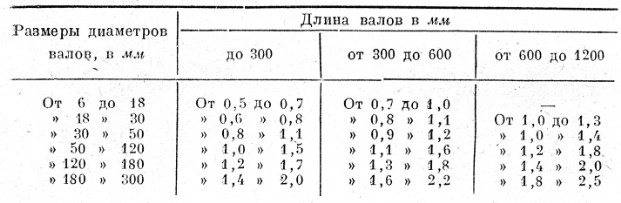
Таблица 10. Припуски после черновой обточки валов под чистовую обточку в мм. на диаметр.
Пользуясь таблицей 11, надо брать большие величины при предварительной грубой обработке поверхности и меньшие — при точной.
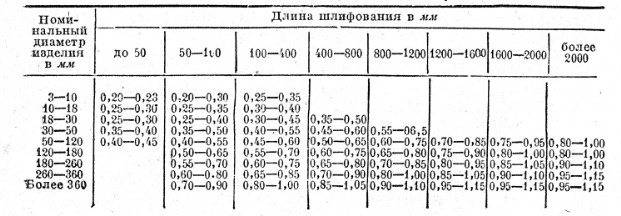
Таблица 11. Предельные припуски после обточки под круглое шлифование в центрах закаленных изделий в мм. на диаметр.


Допуски при предварительной обработке принимаются:
при черновой обточке по 5-му классу точности (ОСТ),
при чистовой обточке по 4-му классу точности (ОСТ),
при чистовой обточке с повышенной точностью по 3-му классу точности (ОСТ).
Если производится черновое шлифование до термической обработки, то суммарный припуск на черновое и чистовое шлифование необходимо брать больше в 1,6 раза против величин, указанных в табл. 11. Из этого суммарного припуска примерно 40% снимается до термообработки и 60% после термообработки.
При тонких изделиях с резким переходом диаметров, которые при термической обработке подвергаются короблению, необходимо принимать наибольшие величины припусков.
Таблица 12. Предельные припуски после обточки под круглое шлифование в центрах не зекаленных изделий из всех материалов в мм. на диаметр.
В табл. 12 также надо брать большие величины при предварительной грубой обработке и меньшие — при точной. При предварительной обработке допуски принимаются, как указано было для предыдущей таблицы.
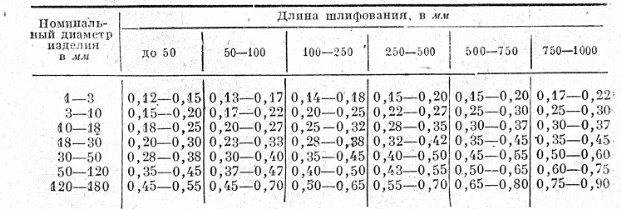
Таблица 13. Предельные припуски под бесцентровое наружное шлифование закалённых изделий в мм на диаметр.
В табл. 13 и 14 наибольшие величины припусков принимаются при предварительной грубой обработке, наименьшие — при точной. При предварительной обработке допуски принимаются: при черновой обточке по 5-му классу точности (ОСТ), при чистовой обточке по 4-му классу точности (ОСТ), при чистовой обточке повышенной точности по 3-му классу точности (ОСТ).
При черновом шлифовании до термической обработки суммарный припуск на черновое и чистовое шлифование надо увеличивать в 1,6 раза против величин, указанных в табл. 13.
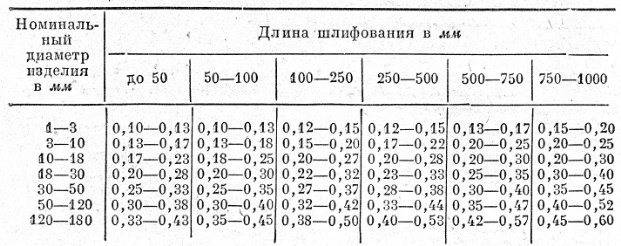
Таблица 14. Предельные припуски под бесцентровое наружное шлифование не закаленных изделий из всех материалов в мм на диаметр.
Для изделий тонких с резкими переходами диаметров, которые при термической обработке подвергаются короблению, необходимо принимать наибольшие величины припусков, указанные в табл. 13.
Ниже приводятся таблицы величин припусков под чистовое растачивание, шлифование, зенкерование и развёртывание отверстий, под чистовое фрезерование и шлифование плоскостей и протягивание (табл. 15—21а).
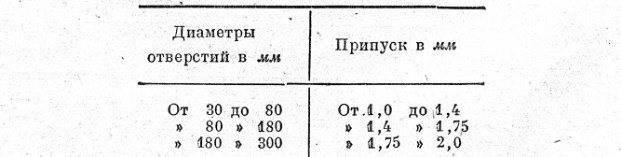
Таблица 15. Средние величины припусков после чернового растачивания под чистовое растачивание отверстий резцом в мм на диаметр.
Очень удобно для наглядности изображать графически расположение припусков в разных стадиях обработки в виде схем, показанных на фиг. 15а (для вала) и на фиг. 15б (для отверстия).
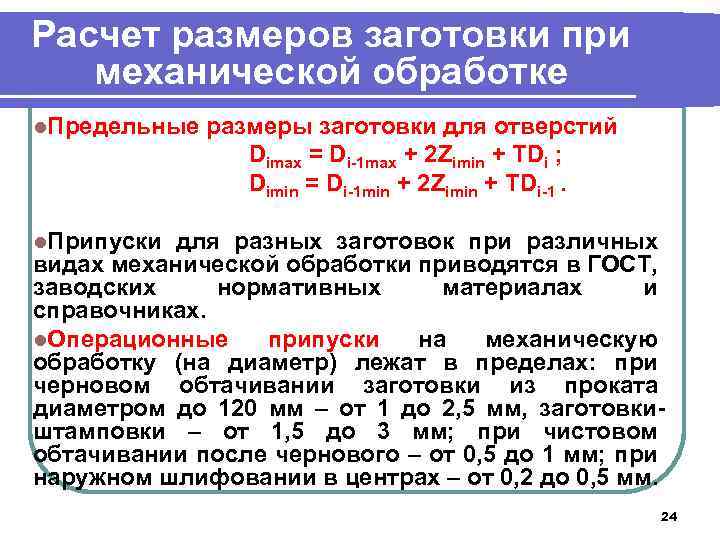
Размеры заготовок называются свободными, если они относятся к не обрабатываемым поверхностям или поверхностям, обрабатываемым, но не сопрягающимся с другими поверхностями. Допускаемые отклонения размеров заготовок, в не обрабатываемых местах зависят от рода заготовок и способов их изготовления.
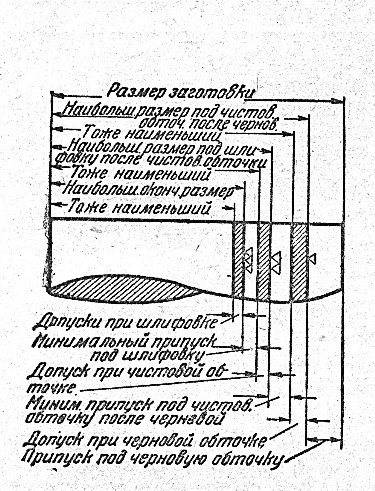
Рисунок 15а. Схема расположения припусков в различных стадиях обработки вала.
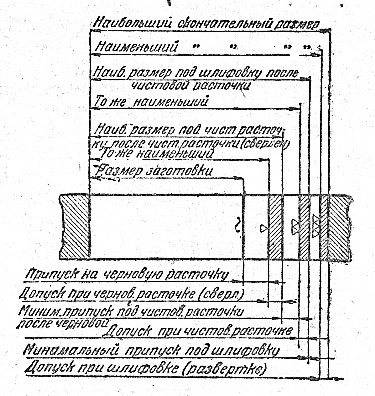
Рисунок 15б. Схема расположения припусков в различных стадиях обработки отверстия.
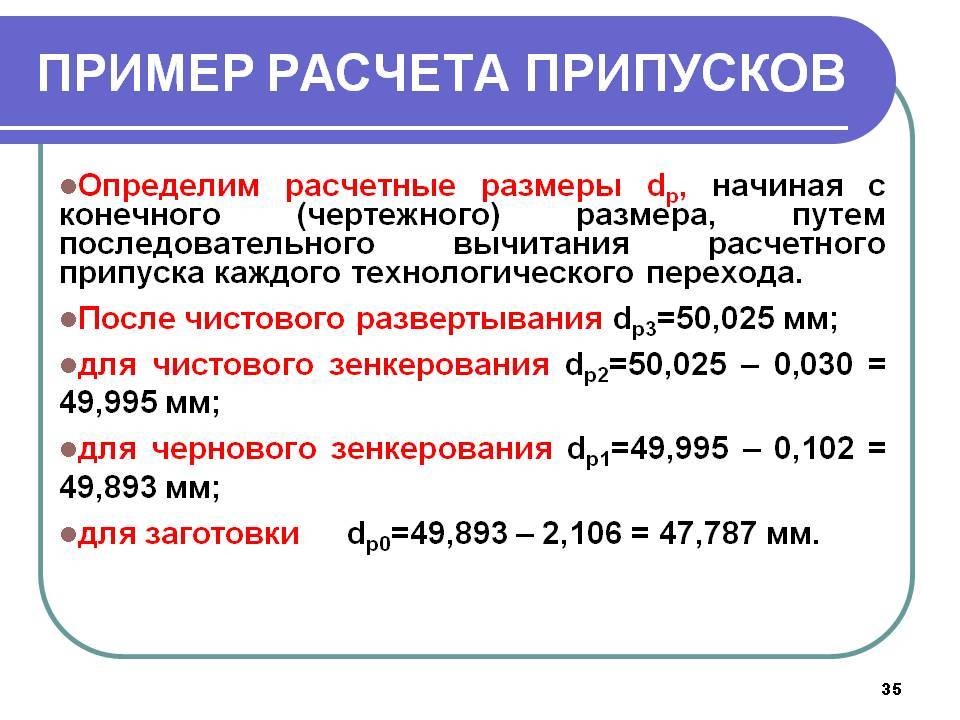
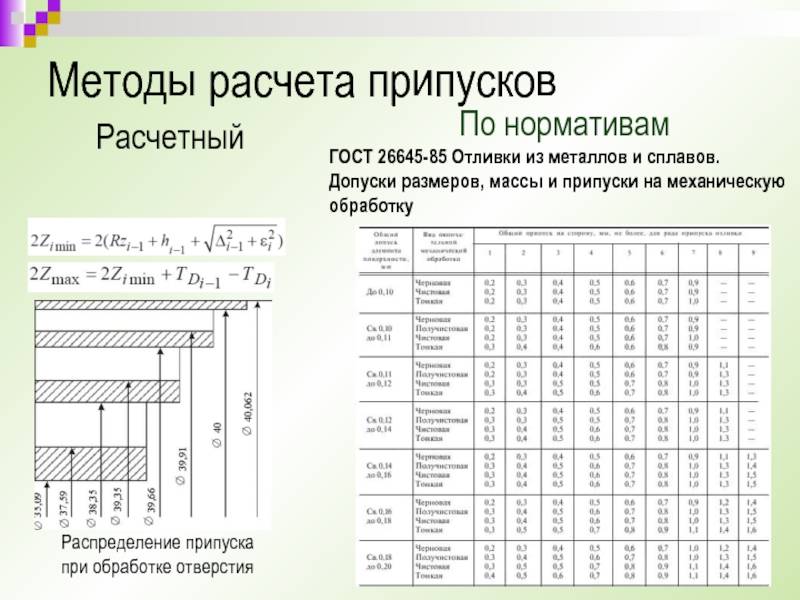
Расчёт припусков и допусков
Определение припусков на обработку может выполняться двумя способами: статистическим (табличным) или аналитическим (расчётным). В первом случае величина припусков зависит от типа заготовки и особенностей технологического процесса. Определяется она по нормативам, установленным в ГОСТах. Для того чтобы правильно определить размер припусков табличным способом, необходимо разработать маршрутную карту и определиться с технологическими допусками для всех переходов. Затем на основании данных, приведённых в таблицах, назначаются элементы припуска Rz и h
При расчётах важно учесть величину пространственных погрешностей. Расчёты технологического припуска табличным методом нужно начинать с последнего перехода
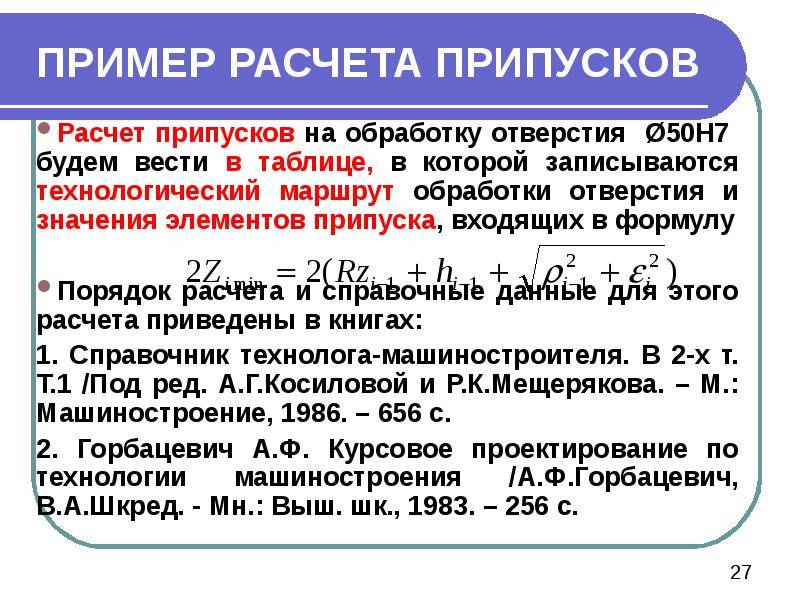
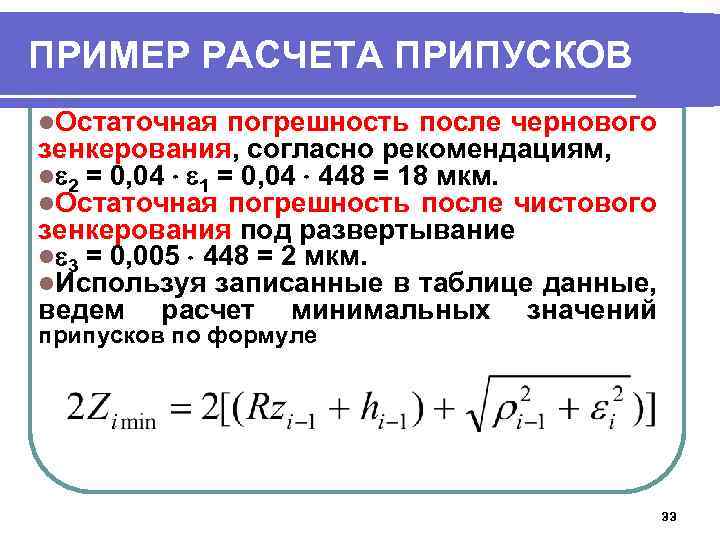
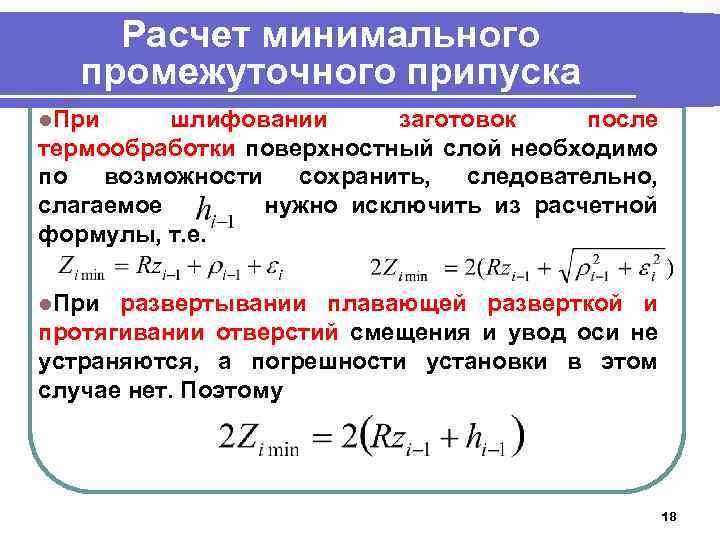
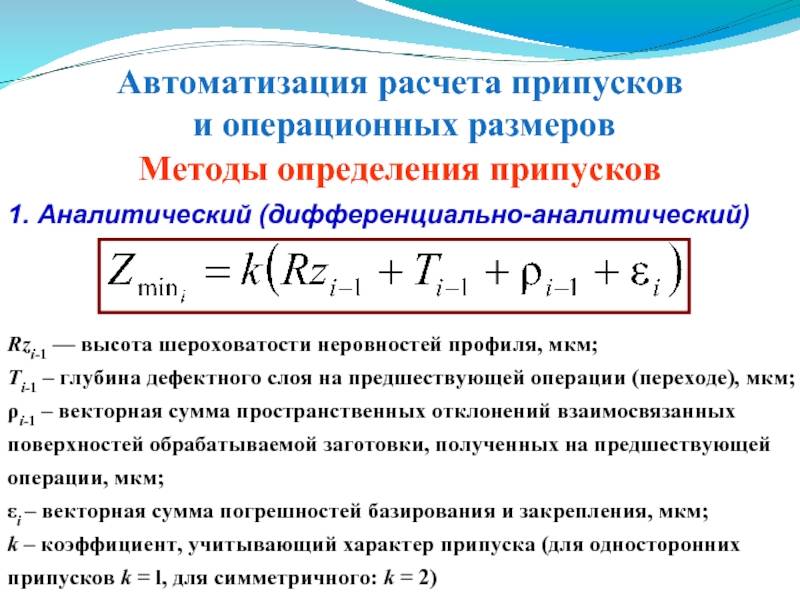
Аналитический метод расчётов припусков предполагает использование формул для цилиндрических деталей или для плоских поверхностей. При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки.
Промежуточный припуск на обработку определяется с высокой точностью – до микрометра, округление полученных величин производится в сторону увеличения
Важно, чтобы величина припусков превышала минимальную толщину стружки, снимаемой режущим инструментом
Определение допусков на механическую обработку выполняется по установленным стандартам. Точные величины зависят от типа технологической операции, особенностей заготовки, размеров и класса точности готовой детали. Необходимые данные берутся из таблиц. Чтобы обеспечить соответствие указанным параметрам, в процессе обработки постоянно используются измерительные инструменты. Для грубых замеров и проверки соответствия размеров применяются линейки, нутромеры и кронциркули. Штангенциркули, микрометры, калибры позволяют обеспечить более высокую точность измерений.
Классификация припусков
По порядку обработки припуски дифференцируют на следующие виды.
- Общие удаляют на протяжении процесса работ. Обычно обработка заготовки до детали предполагает несколько переходов для одной поверхности, в течение которых снимается общий припуск. Его составляет сумма межоперационных по совокупности технологических операций перехода заготовки в деталь либо разность между габаритами.
- Межоперационные обрабатывают в течение выполнения отдельных операций. Они равны совокупности значений на черновой, получистовой и чистовой проходы конкретной операции.
- Промежуточный представлен слоем, удаляемым за один технологический проход. Он равен разности размеров после предыдущего и текущего переходов. Обычно его вычисляют по нормали для одной стороны. Измерения на 2 стороны проводят в исключительных случаях: для деталей цилиндрической либо конической конфигураций, либо при параллельной обработке зеркальных поверхностей с равными припусками. Во втором случае для каждой поверхности их вычисляют на толщину и диаметр.
По конфигурации выделяют односторонние, симметричные и асимметричные виды.
- Первый тип считают более практичным. Это обусловлено зависимостью значений от режимов резания. Его применяют когда не предполагается обработка противоположной поверхности.
- Симметричный используется для предметов цилиндрической и конической конфигураций при работах с внешними и внутренними поверхностями и соответствует значению на диаметр.
- Асимметричный вариант подразумевает различные значения для противоположных поверхностей.
Виды припусков и допусков
В зависимости от способа обработки детали различают два основных вида припусков:
- промежуточный или межоперационный;
- общий.
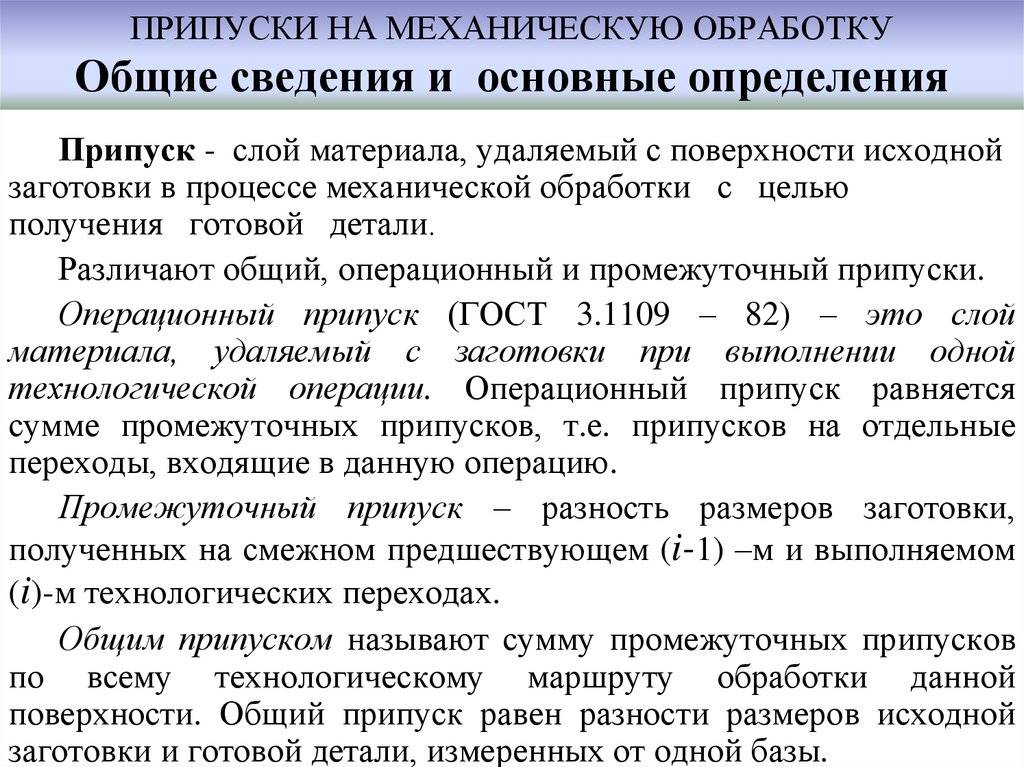
Промежуточные припуски представляют собой слой металла, снимаемый на отдельном переходе обработки. Общий припуск – это слой, снимаемый на всех технологических этапах. Данная величина рассчитывается путём сложения промежуточных припусков.
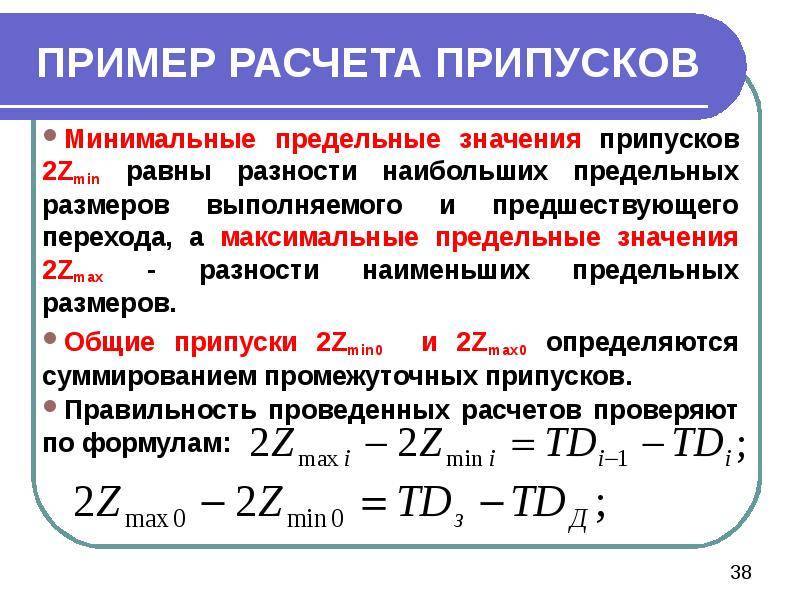
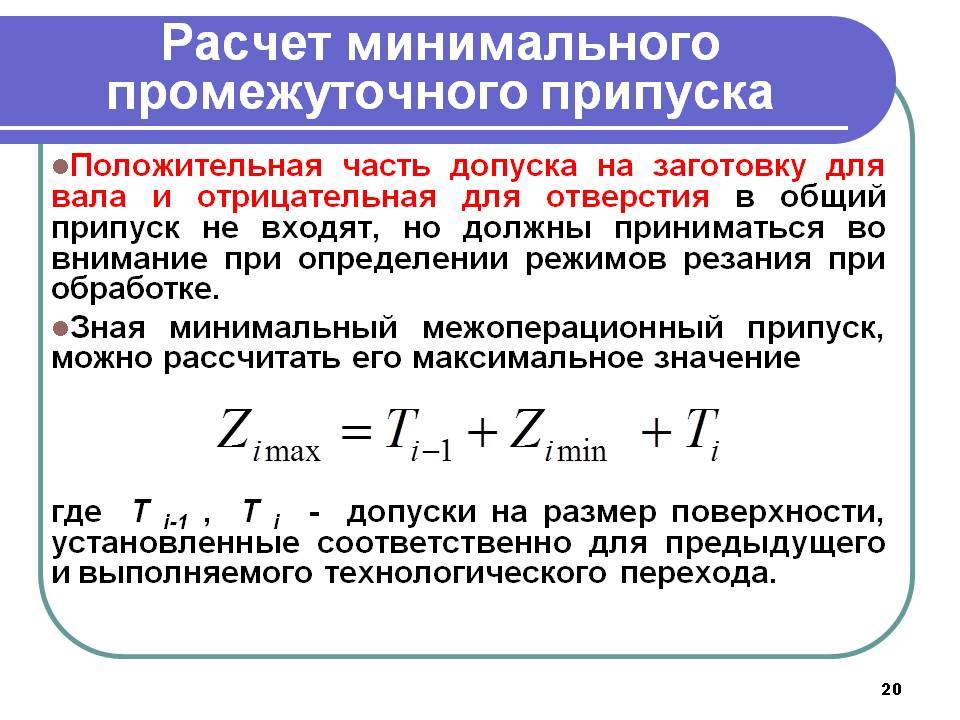
Припуск на обработку – величина непостоянная, и связано это с тем, что размеры заготовки до и после выполнения технологического перехода могут колебаться в пределах установленного допуска. Припуск на обработку может быть минимальным, номинальным или максимальным. При минимальном припуске снимаемый слой является разностью между наименьшим размером после выполнения операции. Номинальный припуск – это разность между номинальными размерами до и после осуществления технологического перехода. Максимальный припуск представляет собой разность между наименьшими размерами поверхности после выполнения предыдущего перехода и наибольшим размером после завершения текущей операции.
Технология машиностроения неразрывно связана с метрологией – наукой об измерениях, средствах и методах обеспечения их единства для достижения необходимой точности обработки. Две детали, соединяемые между собой, называются сопрягаемыми. Величину, по которой осуществляется соединение, называют сопрягаемым размером. В качестве примера сопрягаемых деталей можно рассмотреть диаметр отверстия в шкиве и соответствующий ему диаметр вала. Величину, по которой соединение не происходит, называют свободным размером (наружный диаметр вала).
В целях обеспечения взаимозаменяемости деталей сопрягаемые величины должны всегда иметь точные значения. Однако обеспечить такую точность в процессе механической обработки не всегда удаётся, а иногда это просто нецелесообразно. Поэтому в машиностроении используется способ получения взаимозаменяемых деталей с так называемой приближённой точностью. Суть данного способа заключается в том, что для различных условий эксплуатации деталям и узлам задаются допустимые отклонения от установленных размеров. Данные отклонения никак не влияют на безупречность работы элементов и рассчитываются для различных условий эксплуатации. Выстраиваются они в определённой схеме, которая называется «Система допусков и посадок».
Допуски и посадки являются разностью между наименьшими и наибольшими предельными значениями параметров (массовой доли, массы и размеров). Устанавливаются эти параметры с учётом технологических требований к детали. Расчётные данные детали называются номинальным размером. Выражаются они в целых миллиметрах. Фактические размеры детали, получаемые после обработки, называются предельными. На чертежах эти величины обозначаются числовыми значениями и указываются при номинальном размере (верхнее значение отмечается в верхней части записи размера, нижнее – в нижней).
Припуски и допуски на механическую обработку напрямую влияют на производительность и себестоимость технологического процесса. Чем больше эти величины, тем выше трудоёмкость механической обработки. Это приводит к увеличению энергозатрат, быстрому износу инструмента и большому расходу металла.
Одним из способов уменьшения припусков является повышение точности изготовления заготовки и выполнение предварительных механических операций. Но это, в свою очередь, требует более точной и тщательной установки деталей в приспособлениях и на станках.
Размер припуска зависит от целого ряда факторов:
- требований к точности;
- заданной шероховатости детали;
- конфигурации и размеров готового изделия.
Влияют на величину тип производственной операции и погрешность установки детали в приспособлении.
Минимальные припуски на чистовое точение наружных цилиндрических поверхностей после чернового
⇐ ПредыдущаяСтр 6 из 6
| Диаметр поверхности после чернового точения, мм | Чистовое обтачивание после чернового | Чистовое обтачивание после чернового и термической обработки | ||
| Припуск zmin (мм) на диаметр при длине заготовки | ||||
| до 120 | св. 120до 260 | до. 120 | св. 120до 260 | |
| до 50 | 0,5 | 0,6 | 0,8 | 1,0 |
| св. 50 до 120 | 0,6 | 0,7 | 0,85 | 1,1 |
| св. 120 до 500 | 0,7 | 0,8 | 0,9 | 1,2 |
Таблица 7
Минимальные припуски на чистовое растачивание отверстий после сверления или чернового растачивания
| Диаметр отверстия, мм | Чистовое растачивание или зенкерование | Развертывание (вместо шлифования) |
| Припуск zmin (мм) на диаметр | ||
| до 10 | − | 0,12 |
| св. 10 до 30 | 0,5 | 0,16 |
| св. 30 до 50 | 0,6 | 0,2 |
| св. 50 до 120 | 0,9 | − |
| св. 120 до 500 | 1,2 | − |
Таблица 8
Минимальные припуски на черновое точение цилиндрических наружных поверхностей и черновое растачивание отверстий
Штампованных заготовок из черного проката
| Диаметр заготовки, мм | Черновое обтачивание и растачивание штампованных заготовок | Черновое обтачивание заготовок из черного проката | ||
| Припуск zmin (мм) на диаметр при длине заготовки | ||||
| до 120 | св 120 до 260 | до 120 | св 120 до 260 | |
| до 50 | 1,7 | 2,0 | 1,3 | 1,5 |
| св 50 до 120 | 2,0 | 2,2 | 1,5 | 1,8 |
| св. 120 до 260 | 2,2 | 2,4 | 1,8 | 2,2 |
Таблица 9
Минимальные припуски на шлифование торцев заготовок
| Габаритные размеры (диаметр заготовки), мм | Шлифование термически необработанных заготовок | Шлифование термически обработанных заготовок |
| Припуск zmin (мм) на сторону | ||
| до 30 | 0,1 | 0,15 |
| св 50 до 120 | 0,15 | 0,2 |
| св. 120 до 260 | 0,2 | 0,3 |
Таблица 10
Минимальные припуски на чистовое точение
Или чистовое фрезерование торцев заготовок
| Габаритный размер (диаметр) заготовки, мм | Припуск zmin (мм) на сторону |
| до 30 | 0,3 |
| св 30 до 120 | 0,4 |
| св. 120 до 260 | 0,55 |
Таблица 11
Минимальные припуски на черновое точение
Или черновое фрезерование торцев заготовок
| Габаритный размер (диаметр) заготовки, мм | Заготовки — штамповки и прутковые |
| Припуск zmin (мм) на сторону | |
| до 30 | 0,9 |
| св 30 до 120 | 1,0 |
| св. 120 до 260 | 1,2 |
Таблица 12
Окончания технологических размеров
| Номинальный размер | Окончания размеров | |||||||||
| валов | ||||||||||
| до 50 | 0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 |
| св 50 до 120 | 0,0 | 0,1 | 0,2 | (0,3) | 0,4 | 0,5 | (0,6) | — | 0,8 | 0,9 |
| св 120 до 500 | 0,0 | 0,1 | 0,2 | — | 0,4 | 0,5 | — | — | 0,8 | — |
| отверстий | ||||||||||
| до 30 | 0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | (0,7) | 0,8 | 0,9 |
| св 30 до 80 | 0,0 | 0,1 | 0,2 | (0,3) | 0,4 | 0,5 | (0,6) | — | 0,8 | 0,9 |
| св 80 до 360 | 0,0 | 0,1 | 0,2 | — | 0,4 | 0,5 | — | — | 0,8 | — |
| длины, глубины | ||||||||||
| до 30 | 0,0 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | (0,7) | 0,8 | 0,9 |
| св 30 до 120 | 0,0 | — | — | 0,3 | — | 0,5 | — | — | 0,8 | — |
| св 120 до 500 | 0,0 | — | — | — | — | 0,5 | — | — | — | — |
Примечание. Размеры с окончаниями в скобках применять только на последних операциях.
Методические указание
Крашенинников Константин Петрович
РАСЧЕТ ОПЕРАЦИОННЫХ РАЗМЕРОВ ПО НОРМАТИВАМ ПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ
⇐ Предыдущая6
Поиск по сайту:
Расчёт припусков и допусков
Определение припусков на обработку может выполняться двумя способами: статистическим (табличным) или аналитическим (расчётным). В первом случае величина припусков зависит от типа заготовки и особенностей технологического процесса. Определяется она по нормативам, установленным в ГОСТах. Для того чтобы правильно определить размер припусков табличным способом, необходимо разработать маршрутную карту и определиться с технологическими допусками для всех переходов. Затем на основании данных, приведённых в таблицах, назначаются элементы припуска Rz и h
При расчётах важно учесть величину пространственных погрешностей. Расчёты технологического припуска табличным методом нужно начинать с последнего перехода. Аналитический метод расчётов припусков предполагает использование формул для цилиндрических деталей или для плоских поверхностей
При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки
Аналитический метод расчётов припусков предполагает использование формул для цилиндрических деталей или для плоских поверхностей. При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки.
Промежуточный припуск на обработку определяется с высокой точностью – до микрометра, округление полученных величин производится в сторону увеличения
Важно, чтобы величина припусков превышала минимальную толщину стружки, снимаемой режущим инструментом
Определение допусков на механическую обработку выполняется по установленным стандартам. Точные величины зависят от типа технологической операции, особенностей заготовки, размеров и класса точности готовой детали. Необходимые данные берутся из таблиц. Чтобы обеспечить соответствие указанным параметрам, в процессе обработки постоянно используются измерительные инструменты. Для грубых замеров и проверки соответствия размеров применяются линейки, нутромеры и кронциркули. Штангенциркули, микрометры, калибры позволяют обеспечить более высокую точность измерений.
Основные показатели
Итак, припуск на обработку определяется после определения следующих величин:
- толщина поверхностного слоя обрабатываемой поверхности, которую необходимо будет снять при черновом шлифовании;
- сумма припусков всех необходимых промежуточных шлифовальных операций;
- величина отрицательного отклонения от предварительного размера заготовки;
- определение размера и формы обрабатываемой детали или изделия;
- технические требования к шероховатости получаемого чистового изделия.
Высокий припуск делает работу более сложной, увеличивается показатель себестоимости изделия. Поэтому предварительная заготовка деталей должна выполняться с высокой точностью, чтобы не выполнять их дальнейшую обработку.
Расчёт припусков и допусков
Определение припусков на обработку может выполняться двумя способами: статистическим (табличным) или аналитическим (расчётным). В первом случае величина припусков зависит от типа заготовки и особенностей технологического процесса. Определяется она по нормативам, установленным в ГОСТах. Для того чтобы правильно определить размер припусков табличным способом, необходимо разработать маршрутную карту и определиться с технологическими допусками для всех переходов. Затем на основании данных, приведённых в таблицах, назначаются элементы припуска Rz и h
При расчётах важно учесть величину пространственных погрешностей. Расчёты технологического припуска табличным методом нужно начинать с последнего перехода
Аналитический метод расчётов припусков предполагает использование формул для цилиндрических деталей или для плоских поверхностей. При расчётах учитываются величина микронеровностей, глубина дефектного слоя, величина суммарных пространственных отклонений, погрешность установки заготовки.
Промежуточный припуск на обработку определяется с высокой точностью – до микрометра, округление полученных величин производится в сторону увеличения
Важно, чтобы величина припусков превышала минимальную толщину стружки, снимаемой режущим инструментом
Определение допусков на механическую обработку выполняется по установленным стандартам. Точные величины зависят от типа технологической операции, особенностей заготовки, размеров и класса точности готовой детали. Необходимые данные берутся из таблиц. Чтобы обеспечить соответствие указанным параметрам, в процессе обработки постоянно используются измерительные инструменты. Для грубых замеров и проверки соответствия размеров применяются линейки, нутромеры и кронциркули. Штангенциркули, микрометры, калибры позволяют обеспечить более высокую точность измерений.