Прижимы и стягивающие устройства
Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Но самые распространенные и универсальные приспособления – винтовые прижимы, их еще называют струбцинами. Они используются большей частью при единичном изготовлении и в домашнем хозяйстве, требуют много времени на установку. Пружинные прижимы используют при сварке мелких и тонких заготовок.
В качестве вспомогательных приспособлений для сварки можно применять пневматические устройства. Они имеют высокое быстродействие, отличаются точностью и «мертвой хваткой».
Так как сжатый воздух упруг, то устройство обеспечивает мягкую компенсацию деформаций возникающих при сварке. Пневматические системы используются в основном при массовом производстве с высоким уровнем механизации. Для захвата и прижима тяжелых деталей (1 тонна и более) используют гидравлические прижимные системы.
Магнитные прижимы (их еще называют держателями) просты в использовании, быстро устанавливаются и снимаются. Их применяют для выравнивания кромок и прижатия плоских изделий к основанию стенда через флюсовую подушку. На предприятиях наибольшее распространение получили электромагнитные прижимы, а в частном пользовании популярны постоянные магниты.
К стягивающим приспособлениям относятся всевозможные стяжки, распорки и домкраты. Они имеют самое разное устройство, иногда довольно сложные конструкции, используются для стягивания и распора заготовок в процессе сварки.
Типы сборно-сварочных приспособлений
Рассматривая приспособления для сварки следует учитывать, что они делятся на несколько различных категорий. Наибольшее распространение получили механические зажимы и фиксаторы, так как они просты в применении и могут прослужить в течение длительного периода.
Если нужно зафиксировать большие и тяжелые заготовки, то могут использоваться конструкции с пневматически или электрическим приводом. За счет использования специального привода существенно повышается прикладываемое усилие.
Классификация всех устройств также проводится по тому, в каких условиях они могут эксплуатироваться. Примером можно назвать варианты исполнения промышленного и бытового применения.
Кроме этого, выделяют следующие группы вспомогательных приспособлений для сварки:
- Комбинированные.
- Для установки.
- Для сборки.
- Предварительная фиксация.

Зажим для электродов
В заключение отметим, что техника безопасности сварочных работ также определяет необходимость в надежной фиксации соединяемых элементов. Это связано с тем, что держать на весу заготовки запрещается. Также они не должны находится в неустойчивом положении, так как повышается вероятность получения травмы или снижения качества получаемого шва.
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
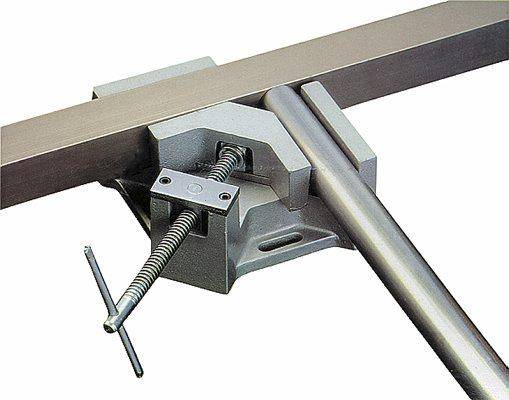
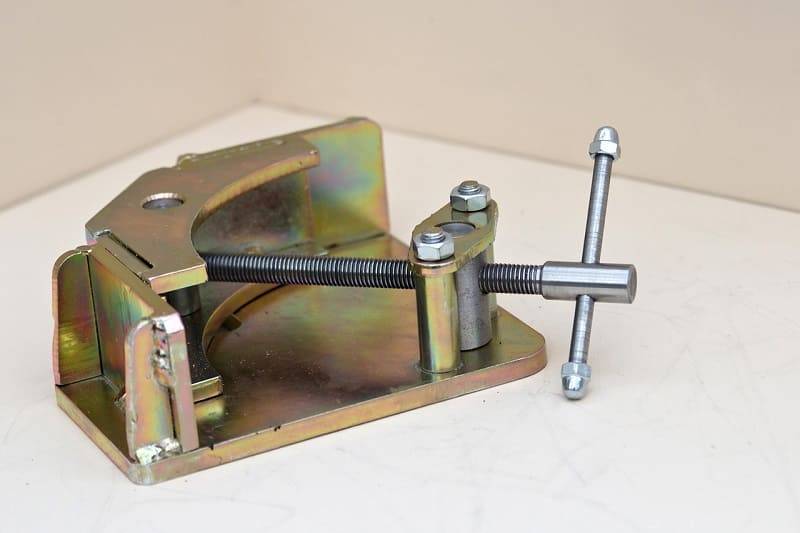
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.
 Стяжки
Стяжки
 Струбцина
Струбцина
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
Виды ТИГ горелок
Условно все существующие горелки для сварки в среде защитных газов можно разделить на несколько основных типов. Так, например, ориентируясь на тип охлаждения, выделяют два вида:
- TIG горелки с воздушным охлаждением. В таких устройствах отсутствуют дополнительные элементы, отвечающие за отвод температуры. Распределение тепла происходит естественным образом. Это значит, что пользователю не придется подключать вспомогательное оборудование для обеспечения подачи охлаждающей жидкости, что очень удобно. Но существует один нюанс. Такие горелки тиг с воздушным охлаждением категорически не подходят для работы на высоких токах. Опытные мастера рекомендуют использовать их при сварке до 200 А, в противном случае лучше отдать предпочтение устройству другого типа.
- Аргонодуговые горелки с водяным охлаждением. Эта разновидность идеальна для работы с большими токами. За отвод температуры здесь отвечает специальная система, подводящая к корпусу жидкость, а точнее воду. СОЖ движется по специальным шлангам. Горелки тиг с водяным охлаждением без проблем могут быть использованы для работы с длинными швами на токах от 250 до 600 А.
Представленная выше классификация наиболее популярна, но она не единственная. Нередко разделяют по видам аргонодуговые горелки не только по типу охлаждения, но и опираясь на особенности строения. В зависимости от типа управления выделяют еще 3 вида устройств:
- Tig горелка с вентилем. Считается самым простым, базовым вариантом. Для обеспечения подачи газа специалисту достаточно немного открутить специальный вентиль. Такая регулировка проста в своей реализации, а значит и реже подвержена поломкам. Вентильная горелка tig плохо подходит для сварки алюминия. Так что, если перед вами стоит такая задача, то лучше присмотреться к другой модели.
- Tig горелка с кнопкой. Это более совершенный и практичный вариант. Обычно небольшой кнопочный переключатель на корпусе может иметь сразу несколько положений, отвечающих за различные параметры. Так, одним нажатием, пользователь может обеспечить подачу газа, отрегулировать силу тока или даже разжечь дугу. Кнопочные устройства проще и удобнее в использовании, помогают обеспечить отличное качество выполняемых работ, хорошо подходят новичкам.
- Комбинированные tig горелки. Имеют и вентиль, и кнопку. Если у вас мало опыта, то такую модель лучше не покупать, так справиться с нею будет тяжело. А вот мастера с большим стажем работы уже давно оценили их по достоинству и активно используют.
Достаточно часто горелки тиг для инвертора делят на категории еще и в соответствии с типом корпуса. Так, в магазинах вы можете увидеть сразу два типа устройств: гибкие и негибкие. У каждого специалиста свои предпочтения, популярны горелки с различными гусаками, это просто вопрос удобства и разновидности выполняемых задач.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.
Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:
Внешне она состоит из следующих элементов:
1 Сварочный рукав
2 Рукоятка с кнопкой
Сварочный рукав представляет собой кабель соединяющий рукоятку с полуавтоматом, в нутрии которого находится:
1 Витой канал, для подачи сварочной проволоки из подающего механизма в рукоятку горелки.
2 Канал для подачи защитного газа в зону сварки.
3 Питающий кабель.
На другом конце рукава находится разъём для подключения его к подающему механизму.
Поставляются такие кабеля длиной от 2,5 до 7 метров. Это позволяет комфортно выполнять сварочные работы на удалённом расстоянии от полуавтомата. При использовании длинных рукавов есть вероятность заедания проволоки в витом канале.
В нутрии сопла находится:
1 Изоляционное кольцо
2 Электродный держатель
3 Токоподводящий наконечник
4 Сопло наконечника
Токоподводящий наконечник изготавливается из меди. Это позволяет пропускать сварочный ток без потерь и отводить излишки тепла при нагреве.
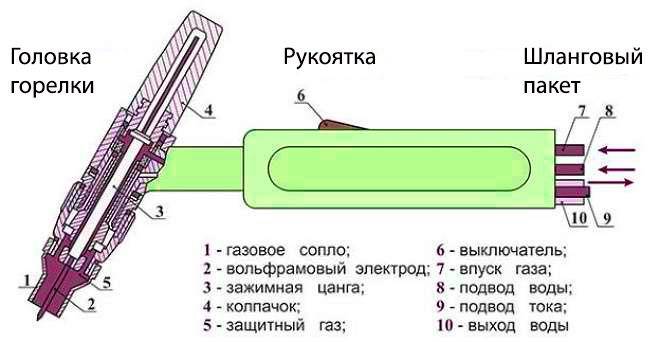
Устройство горелки с рукавом
Нижеприведенная схема наглядно показывает, из каких элементов они состоят:
Так же существуют горелки с водяным охлаждением. На схеме ниже представлена одна из них:
Как подобрать горелку и рукав для полуавтомата
Прежде чем приступить к выбору, сперва необходимо определиться с типом и объёмом работ. Если работа предполагает сварку небольших узлов в небольших количествах, тогда приобретение дорогостоящей горелки будет лишним.
Поэтому следует обратить внимание на следующие факторы:
1. Максимальный рабочий ток сварочного аппарата;
2. Диаметр канала для проволоки;
3. Способ охлаждения;
5. Разъём для подключения;
6. Прочность и износостойкость горелки с рукавом
Максимальный рабочий ток сварочного аппарата
Выбирается в зависимости от максимального рабочего тока источника питания. Если сварку выполнять током 250А горелкой рассчитанной на ток 200А, это может привести к перегреву и расплавлению кабелей с проводными каналами внутри рукава. Если не планируется превышать максимально-допустимый ток, в таких случаях возможно её применение.
Диаметр канала для проволоки
Существует два типа каналов для прохождения проволоки: стальной и тефлоновый. Каждый из них используется для определённого типа проволоки.
Стальной канал применяется для проволок, предназначенных для сварки углеродистых и легированных сталей.
Тефлоновые каналы используют для алюминиевой проволоки.
Существуют различные диаметры каналов – 0,6 – 3,0. Выбирается диаметр канала в зависимости от диаметра сварочного материала.
Способ охлаждения горелки
Существует два типа охлаждения: без охлаждения и с водяным охлаждением. Для выполнения работ в быту и на небольших производствах, где процесс сварки идёт с перерывами, охлаждение не нужно. Если процесс сварки идёт непрерывно в течении 10 – 15 мин, тогда требуется водяное охлаждения.
Установка газового оборудования
Рабочее место газосварщика обустраивается по похожему принципу. Окрас стенок оградительных щитков здесь не имеет значения, поскольку газовое пламя не излучает ультрафиолет. Главное, чтобы сварщику было хорошо видно все детали на рабочем месте.
Существенным отличием является расположение баллонов. Хотя для транспортировки и используется тележка, на которую сразу устанавливаются кислородный и ацетиленовый баллон, но перед выполнением сварочных работ их необходимо отставить друг от друга не менее чем на 5 метров. Так же следует поступать и с пропановым оборудованием
При этом важно соблюсти дистанцию между баллонами и свариваемым участком в пределах 5 м. В итоге, расстановка должна быть похожа на треугольник, на одной вершине свариваемый элемент, а на двух других баллоны с газом
Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось
Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени
Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось. Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени
Так можно предупредить взрыв и серьезные травмы
Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться
Так можно предупредить взрыв и серьезные травмы. Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться.
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
На столе стоит предусмотреть приспособления для:
- безопасной укладки держателя в процессе перестановки изделия;
- быстрого доступа к расходным материалам и легкой смены электрода;
- расположения инструментов (молотка, напильника, фонарика, шлакоотделителя, щетки по металлу);
- розжига электрода на черновой поверхности;
- установки нестандартных конструкций с выступами в специальные отверстия.
Важным атрибутом рабочего места электрогазосварщика является вытяжка. Она обеспечивает удаление вредных тяжелых газов от плавящегося металла и покрытия электродов. Не практично располагать ее в виде большого зонта над столом, поскольку часть вредоносной смеси будет проходить через органы дыхания сварщика.
Целесообразно устанавливать гибкую систему бокового отсоса воздуха, которая будет сразу забирать вредные газы, на давая им подниматься к лицу рабочего. Такая линия обеспечит перестановку вытяжки в любое место в пределах сварочной кабины. При этом стоит помнить о шуме двигателя мешающего рабочему, поэтому силовой агрегат для прокачки воздуха размещается за пределами комнаты.
Создание удобных условий для сварщика повышает качество швов и процесс выпуска готовой продукции. Снижение пассивного вреда на производстве и защита от травм персонала содействуют сохранению постоянного коллектива и слаженному взаимодействию сотрудников.
Принцип действия
Технология контактной сварки точечным, шовным и рельефным способами основана на одной и той же единичной операции — создании сварной точки в месте соприкосновения поверхностей заготовок. В общем виде это выглядит так (см. рис. ниже):
- Установка сложенных внахлест заготовок на нижний электрод.
- Сжатие их верхним электродом.
- Подача импульса сварочного тока.
- Кратковременное удерживание сжатия до остывания сварной точки.
- Отвод верхнего электрода в исходное положение.
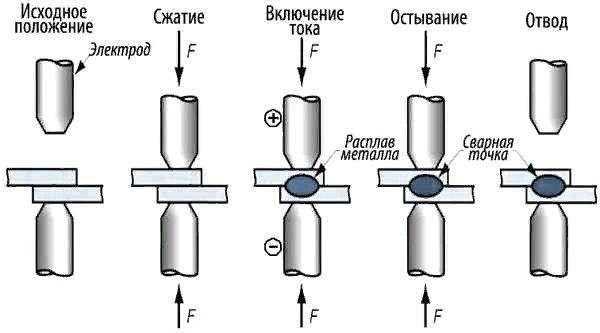
В установках контактной сварки используется постоянный ток обратной полярности (плюс на верхний электрод) или переменный ток частоты 50 Гц (в некоторых случаях применяют высокочастотные источники)
Прижим деталей является важной частью технологического процесса. После прохождения импульса тока в месте соприкосновения поверхностей деталей возникает линза из расплавленного металла, которая в контактной технологии называется ядром
Сжатие с необходимым усилием не позволяет металлу выплескиваться за область ядра, а также вызывает пластическую деформацию зоны ядра и взаимное проникновение металлов заготовок.
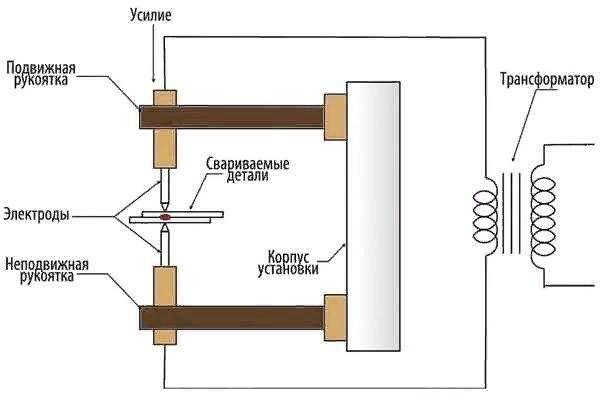
Стандартная установка точечной сварки состоит из следующих элементов (см. рис. ниже):
- источник питания с переменным или постоянным током;
- нижняя (опорная) рукоятка с электродом массы;
- верхняя (прижимная) рукоятка с основным электродом;
- корпус установки с механизмом прижима и контактами.
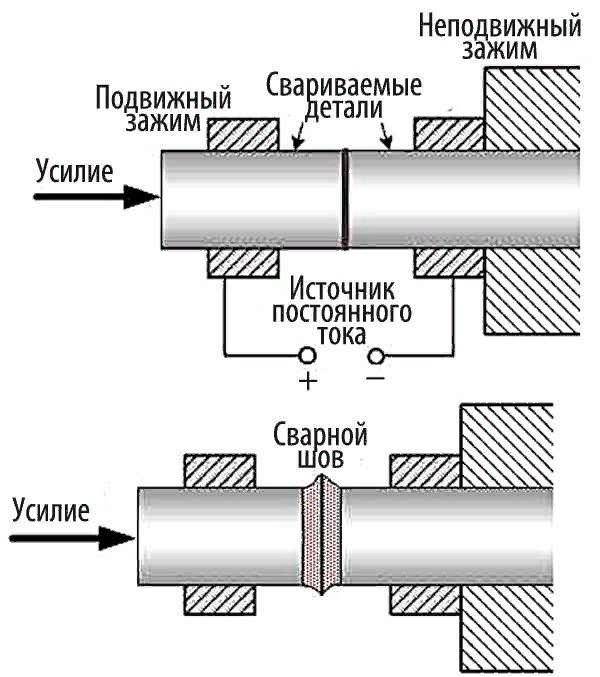
Технология стыковой сварки отличается от остальных контактных способов, т. к. в этом случае посредством расплавления металла соединяются торцевые части двух массивных деталей. Последовательность технологических операций при стыковой контактной сварке выглядит следующим образом (см. рис. ниже):
- Фиксация одной из заготовок в неподвижном зажимном приспособлении.
- Установка второй заготовки в подвижную оснастку.
- Сжатие торцов заготовок с постоянным усилием.
- Подача на заготовки импульса сварочного тока.
- Разогрев металла до состояния плавления с продолжающимся после отключения тока приложением усилия.
- Сближение торцов и образование сварного шва.
- Остывание шва и снятие усилия.
Напряжение холостого хода в устройствах контактной сварки намного ниже, чем у другого сварочного оборудования. Обычно оно составляет 3÷6 В (максимум до 20 В), при этом напряжение сварки равно 1÷1.5 В. Сила тока во всех контактных способах в зависимости от толщины заготовок и площади контакта лежит в интервале от единиц до сотен тысяч ампер. Глубина проплавления каждой детали в зависимости от вида материала должна составлять от 20 до 80% процентов ее толщины. Не допускается сквозное проплавление (прожиг) металла, а также проплавление его на глубину меньше нормативного.
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.
Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.
Электрододержатели Esab
Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.
Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Электрододержатели (electrode holder) Esab Confort 200 имеют рычажную конструкцию. Применяются для фиксации стержней, манипулирования при работе и токопередачи.
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.
Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.
В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.
Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
2.2 Основные виды сварочной оснастки
Помимо перечисленных выше классификаций, вся сборочно-сварочная оснастка делится на установочную и закрепляющую. Самыми удобными считаются устройства, в которых присутствуют сразу две эти функции.


Установочная оснастка.
Данная разновидность используется, чтоб установить деталь в то положение, в котором она должна быть уже в готовом изделии. По функциям и конструкции такую сварочную оснастку делят на упоры, угольники, призмы, шаблоны.Первые позволяют производить фиксацию деталей на базовых поверхностях, при этом бывают постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры обычно выглядят как пластины или бруски, они привариваются либо привинчиваются к основанию. К съемным или откидным прибегают в тех случаях, когда недопустимо их постоянное присутствие в детали.Угольники позволяют устанавливать элементы изделия под определенным углом относительно друг друга, а именно под 90°, 60°, 30°, 45°. Наиболее удобны угольники с поворотными гранями, так как с их помощью можно выбирать любой угол. Установочная оснасткаТакие приспособления дают возможность прочно зафиксировать уже установленные детали, чтобы не допустить их случайного сдвига или изменения формы изделия после остывания. В этом случае используются струбцины, зажимы, прижимы, стяжки, распорки.Струбцина считается универсальным инструментом, поэтому применяется во время практически всех работ с металлом. Без нее процесс сварки значительно усложняется, требует больше времени и становится неудобен. Существуют приспособления разных габаритов и форм, размер зева также может быть постоянным или регулируемым. Самыми удобными считаются быстрозажимные модели, где за зажим отвечает кулачковый механизм. На самом деле лучше, чтобы у сварщика всегда под рукой было несколько различных по размерам и конфигурации струбцин, так как они все могут пригодиться при сборке одной конструкции.
Установочная оснасткаТакие приспособления дают возможность прочно зафиксировать уже установленные детали, чтобы не допустить их случайного сдвига или изменения формы изделия после остывания. В этом случае используются струбцины, зажимы, прижимы, стяжки, распорки.Струбцина считается универсальным инструментом, поэтому применяется во время практически всех работ с металлом. Без нее процесс сварки значительно усложняется, требует больше времени и становится неудобен. Существуют приспособления разных габаритов и форм, размер зева также может быть постоянным или регулируемым. Самыми удобными считаются быстрозажимные модели, где за зажим отвечает кулачковый механизм. На самом деле лучше, чтобы у сварщика всегда под рукой было несколько различных по размерам и конфигурации струбцин, так как они все могут пригодиться при сборке одной конструкции.
Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN, вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
| Горелка MIG-MAG | Свар. ток при ПВ 60%, в среде CO2, А | Свар. ток при ПВ 60%, в среде Ar80% + CO2 20%, А | Диаметр проволоки, мм | Подходит к аппаратам |
| FB 150 / воздушное охлаждение | 180 | 150 | 0,6 – 1,0 | IRMIG 160 / IRMIG SYN 160 Аппараты других производителей с силой тока до 160А. |
| FB 250 / воздушное охлаждение | 230 | 200 | 0,8 – 1,2 | IRMIG 180 / 200 IRMIG SYN 180 /200 INMIG 200 PLUS/200 SYN LCD / 250 T Аппараты других производителей с силой тока до 200 А. |
| FB 350 / воздушное охлаждение | 340 | 290 | 0,8 – 1,2 | INMIG 315 / 350 T DG Аппараты других производителей с силой тока до 300 . |
| FB 400 / воздушное охлаждение | 400 | 340 | 0.6-1.0 | INMIG 400 T DG Аппараты других производителей с силой тока до 400 А. |
| FB 500 / жидкостное охлаждение | 500 | 450 | 0.6-1.0 | INMIG 500 DW SYN / 500 DW SYN PULSE Аппараты других производителей с силой тока до 500 А. |
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
https://youtube.com/watch?v=5NLP2djACog
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Центраторы
Сборочно сварочных приспособлений для работы с круглыми трубами не много. Главной особенностью работы с такими деталями является обеспечение соосности сторон. Если разница составит более 1,5 мм, то это будет заметно невооруженным глазом. На ответственных изделиях, где важен эстетичные вид, такое недопустимо.

Центраторы сводят свариваемые стороны между собой, выравнивая их либо преимущественно по верхней и нижней части, либо по всей окружности. Они бывают винтовые, обхват которых достигает всех сторон трубы, и прижимные — с полукруглыми лапками. Оборудование центрует трубу, и выполняется сварка. После чего приспособа убирается.