4 Как сделать профессиональное оборудование – прокатный вариант
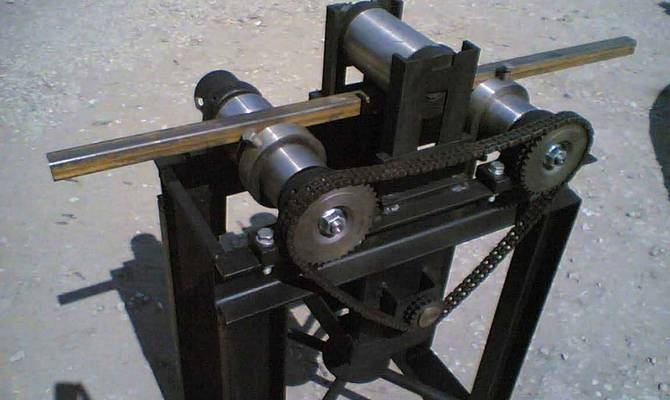
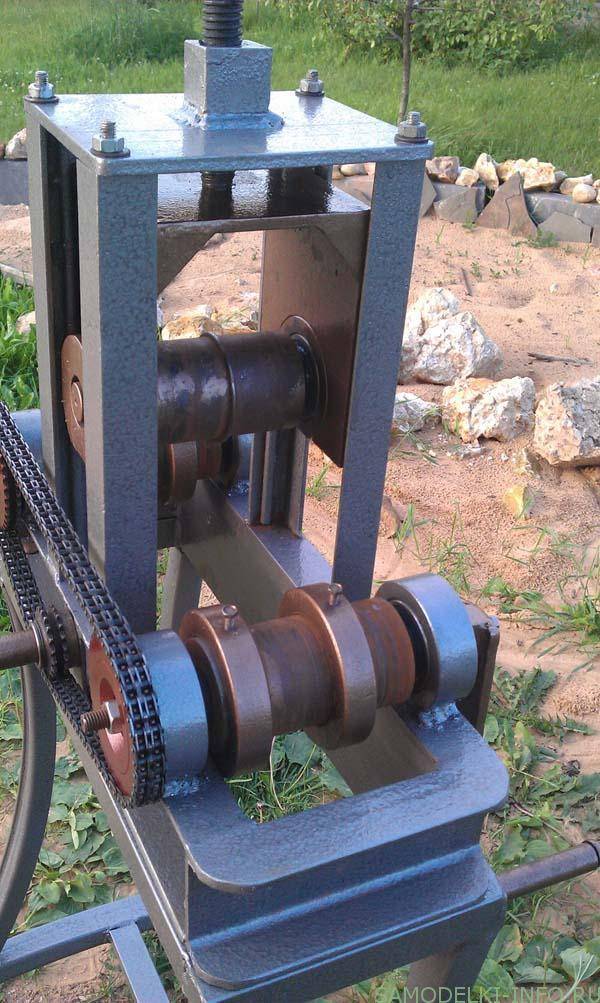
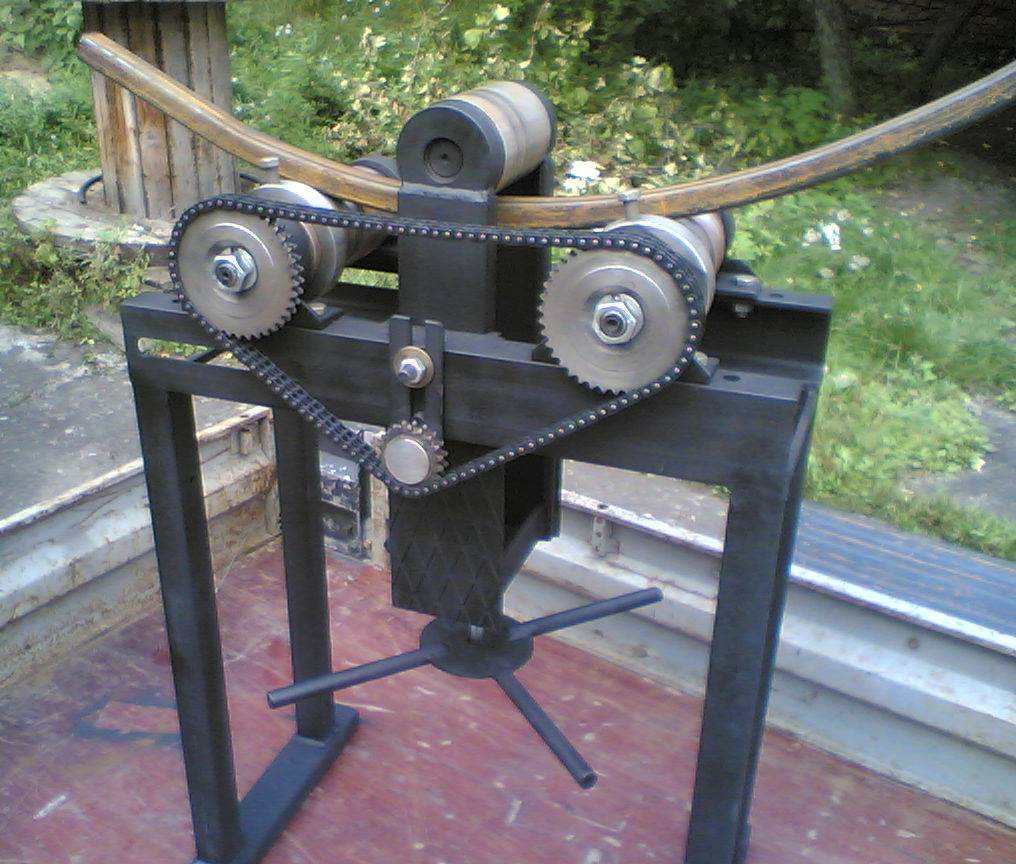
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
 Профилегиб прокатного типа
Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба. Количество циклов прокатки зависит от гибкости профиля.
Принцип работы профилегиба
Принцип работы у всех профилегибов является схожим. Чтобы начать работу с таким станком, следует для начала его установить и закрепить анкерными болтами, для чего имеются специальные отверстия, проделанные в раме устройства. Перед началом работы с профилегибом следует его заземлить, а также произвести обязательную проверку всех механических и электрических соединений на целостность.
Для того чтобы станок работал корректно и без отклонений, следует сначала сухой тряпкой прочистить ролики от консервирующей смазки, а затем запустить профилегиб для того, чтобы он 30 минут проработал вхолостую. Это делается для того, чтобы обнаружить какие-либо отклонения и неисправности. Если такие обнаруживаются в процессе холостого хода, то станок следует остановить и устранить имеющиеся неисправности.
Сгибка заготовки происходит вследствие прокатки её между валами профилегибочного станка. Процедура происходит под высоким давлением. Для того чтобы регулировать кривизну, нужно просто поднимать или опускать верхний вал.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Особенности конструирования станка
- В качестве оснований или каркасов используйте металлические пластины и уголки, имеющие большое сечение. Это самая простая конструкция. Направляющими являются уголки. Их сваривают с пластиной. Можно использовать деревянные основания, но не следует забывать, что они не выдержат сильного механического воздействия.
- Дополнительно ролики, применяющиеся для фиксации заготовки, закрепляются болтами через отверстия, которые сформированы в уголках. Болты позволяют проводить быструю регулировку расстояния между роликами, легко меняя радиус кривизны.
- Увеличение жесткости и прочности основания в нижней части требует установки дополнительных уголков. К ним крепятся составляющие, которые позволяют фиксировать станок на основании.
- Верхние направляющие посредством сварки соединяются с пластиной, имеющей диаметр отверстия больше диаметра винта, который передает усилия.
- Соединение винта и рабочего ролика должно быть достаточно крепким.
- Привод передает усилия и чем больше длина рукоятки, тем больше будет передаваемое усилие.
- Ролики изготавливают из трубы определенного диаметра. Можно использовать деревянные ролики, но они обладают невысокой нагрузкой.

Изготовление профильной продукции
Исходным сырьем служит углеродистая или слаболегированная сталь – так называемые черные трубы. Так как изделия в основном применяется в составе каркасов, то собственной устойчивости металла к коррозии обычно достаточно.
Если часть конструкции или вся целиком будет подвергаться действию погодных факторов, то предпочтительнее использовать трубопровод из нержавеющей стали, несмотря на более высокую его стоимость. Также более устойчивы к коррозии изделия, покрытые слоем цинка, или хромированные. Изготовление последних чаще предназначается для интерьерных конструкций, где важна декоративность.
Этапы производства
Заготовкой для изготовления служит круглая труба, полученная электросварочным путем или волочением. Это зависит от назначения изделия. Трубопровод, полученный волочением, отличается более высокой прочностью и стойкостью к нагрузкам, так как в нем отсутствуют сварочные швы. Изготовление его более трудоемкое и дорогое, но и качество продукции выше.
Волочением чаще всего получают тонкостенные трубы большого диаметра. Сварочный шов в этом случае сильно снижает показатели.
Производство включает следующие этапы.
- Нарезается по размерам штрипс – лист металла соответствующей ширины.
- Штрипс сворачивается в заготовку с открытым швом – продольным, вдоль изделия, или спиральным. Последний вариант обеспечивает большую надежность.
- Шов заваривается. Используется индукционная сварка, в среде инертного газа и так далее.
- Изделие охлаждается. Шов обязательно проверяется, так как от его качества зависит прочность будущего трубопровода.
Заготовки, полученные методом волочения более надежные. В этом случае первый этап изготовления выглядит иначе: заготовка несколько раз протягивается через волочильное кольцо, чтобы сформировать изделие нужного диаметра.
- Заготовка круглого сечения подается на формовочные вальцы. Под давлением вальцов изделие принимает требуемую форму и размеры.
- Продукт проходит термическую обработку – прогревание и охлаждение по разработанному температурному графику. Таким способом снимается напряжение, возникающее при изготовлении методом холодной деформации.
На видео представлено цикл производства профильного металлопроката.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Что представляет собой профессиональное оборудование
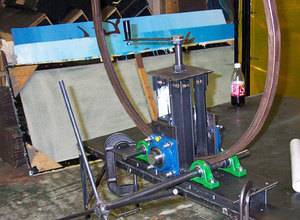
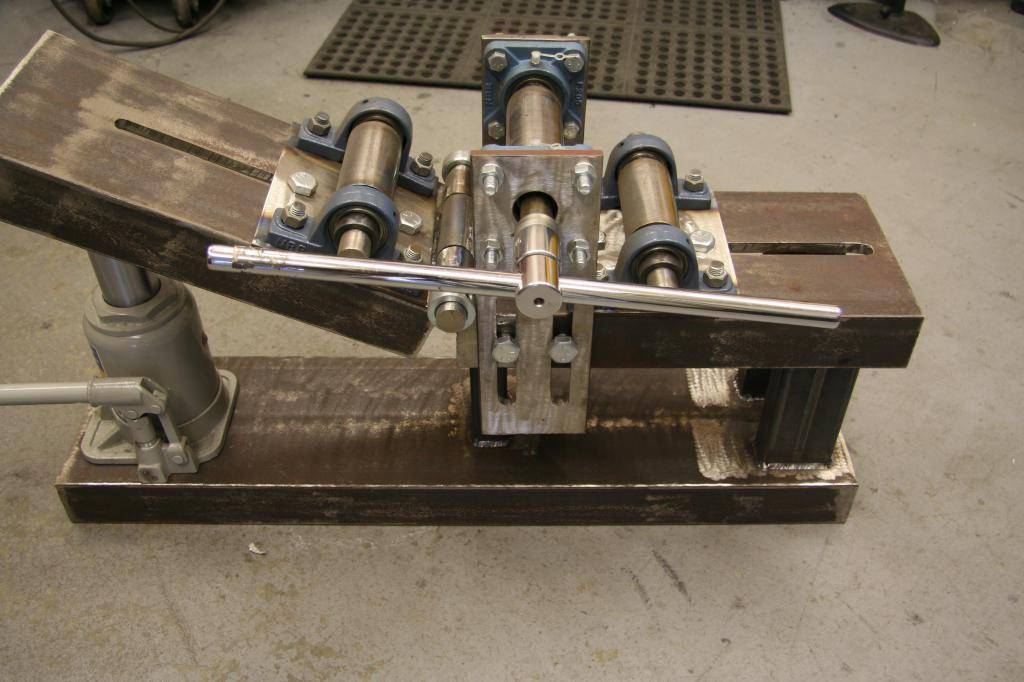
 Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
Для изготовления арочных заготовок из более мощного профиля и гибки проката на любые углы, требуется устроить профилегиб прокатного варианта. Он носит название трехроликового. Такой станок показан на фото.
У этой конструкции присутствует на корпусе один центральный изгибающий валец, помимо него есть два опорных ролика. Иногда для этого не нужен корпус, так как крепление вальцов может быть организовано на сконструированной опорной поверхности любого типа или гибка может вестись в горизонтальной плоскости. Стационарно закрепленные опорные ролики не двигаются, перемещается только прижимной валец, на котором есть ручка для вращения во время работы и постепенного поджимания профиля.
Расстояние между шкивами выбирается расчетом приложенного усилия. Если расстояние увеличить, то уменьшится усилие для выгибания проката. При этом увеличится значение минимального радиуса. По технологии при выгибании профиля на концах заготовки остаются «мертвые» куски необработанного профиля. Их длина увеличится при отдалении роликов один от другого.
Материалом для изготовления профилегиба служит в основном металл, но есть и другие варианты. Например, если постоянно приходится иметь дело с мягкими цветными металлами, то самодельные ролики можно сделать даже из дерева, но идеально подходит прочная пластмасса. Но станки со съемными роликами под различное сечение профиля в обязательном порядке делаются из металла, такой вариант будет долго служить и пригодится в разных случаях.
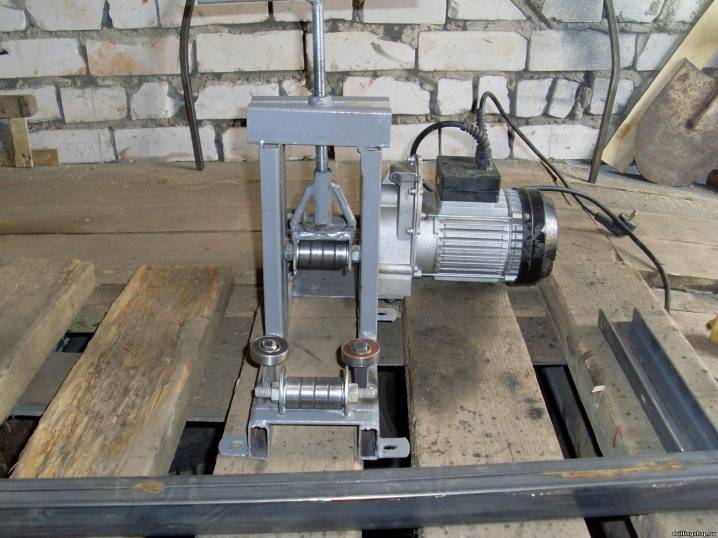
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.







Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
При помощи сварочного оборудования изготавливают опорные ноги и станину
Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика
Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
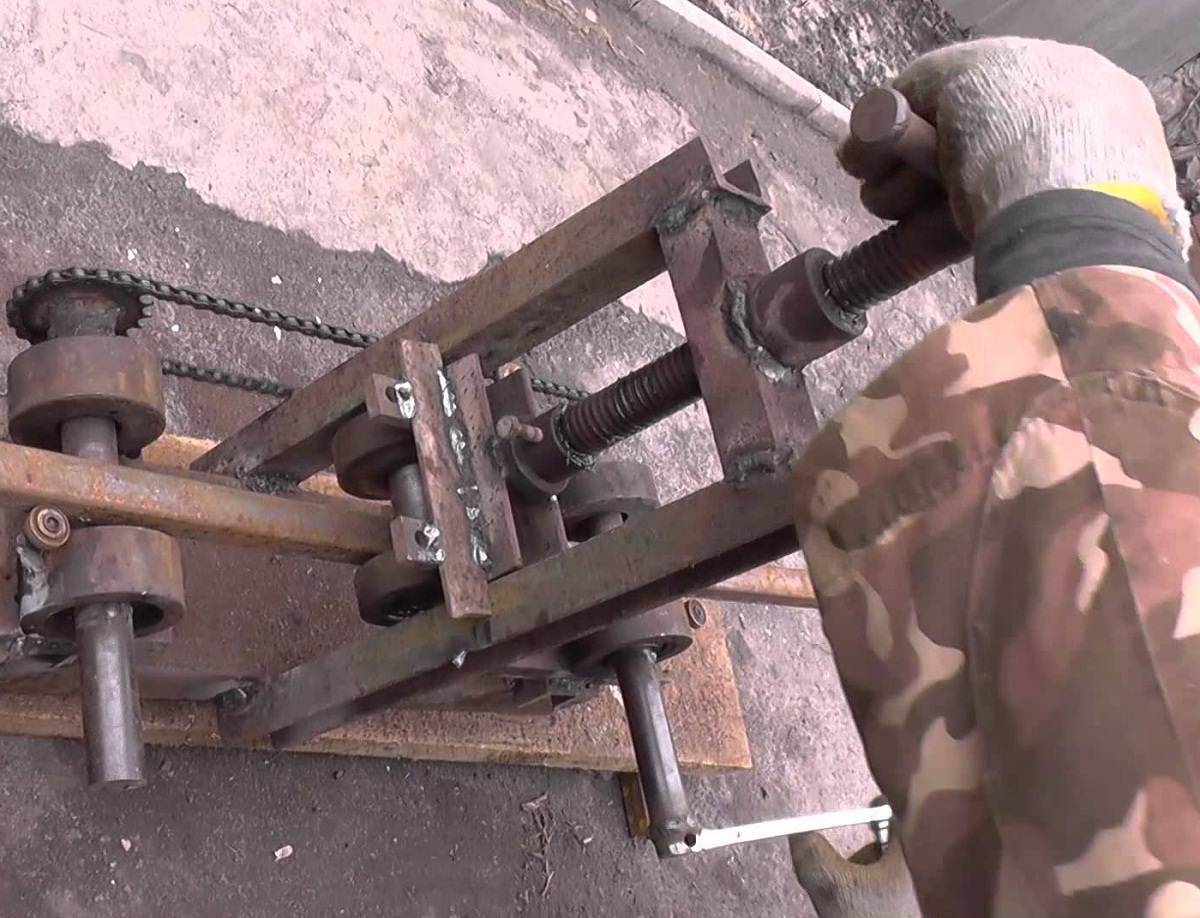
В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами
Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
В опорной раме станины прорезают паз под натяжной ролик
Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Это интересно: Вальцовочные станки для гибки листового металла — видео, чертежи, ГОСТ
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Какие нужны материалы и нюансы конструкций
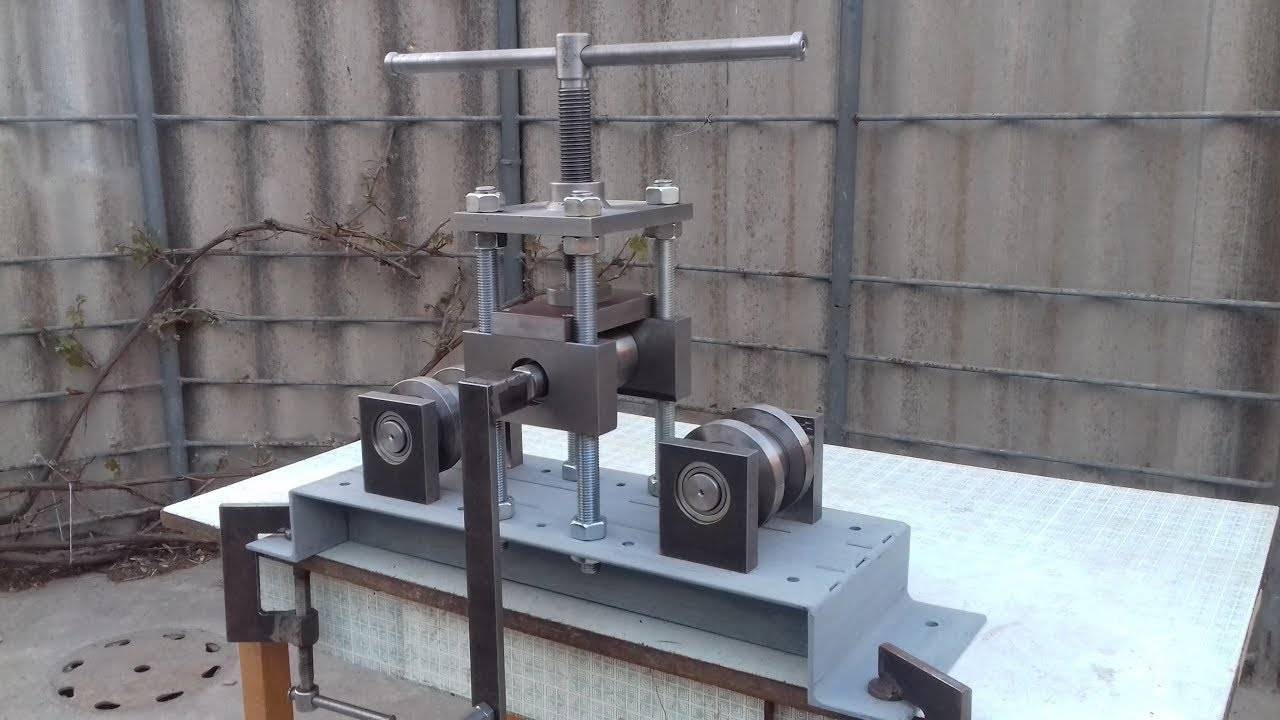
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
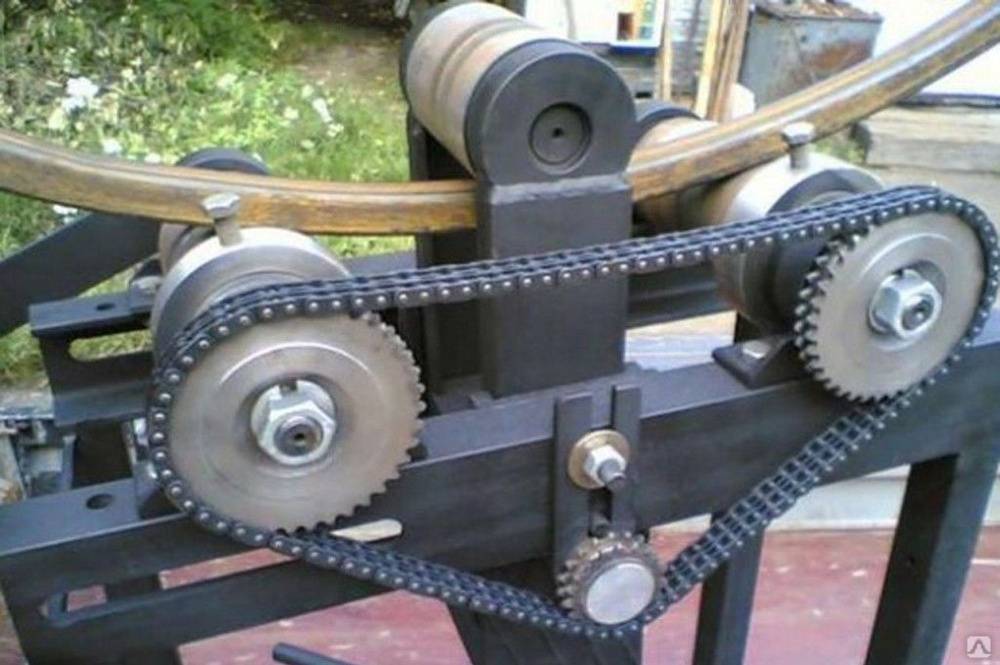
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
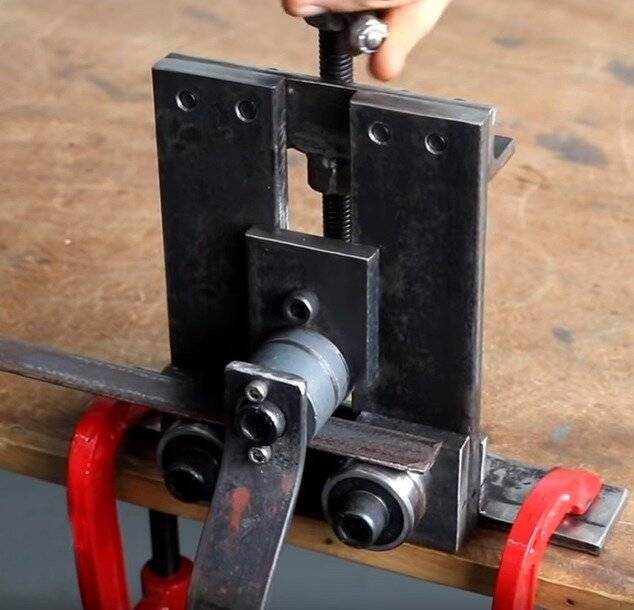
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Топ-5 лучших ручных трубогибов-профилегибов для профильной трубы
Ручные инструменты для гибки профилей могут быть как механическими, так и с гидравликой. Но обе разновидности моделей отличаются легкостью в эксплуатации, умеренной стоимостью и надежностью.
Stalex HTR-40
Универсальный трубогиб для стальных профилей с регулируемыми вальцами позволяет прокатывать заготовки с диаметром 15-40 мм и толщиной стенок 1,5 мм. В процессе радиус гибки можно быстро и легко менять. Ручной станок оборудован гидравликой с грузоподъемностью 2 т, есть возвратные пружины, приводящие прижимной ролик обратно в верхнее положение без усилий со стороны пользователя.
Компактный и мощный трубогиб подходит для выполнения перил, навесов, козырьков и других конструкций, в которых используют профильные трубы. Поскольку в действие станок приводится ручным способом, применять его можно в любом месте вне зависимости от наличия электричества.
 Приобрести трубогиб HTR-40 можно от 16000 рублей
Приобрести трубогиб HTR-40 можно от 16000 рублей
Proma KO-200
Станок предназначен для холодной гибки стальных прутьев, профильных труб и металлических полос, работает с материалами средней твердости. Оснащен широким основанием для придания большей устойчивости, также может быть закреплен на верстаке при помощи четырех отверстий. Обладает малым весом и небольшими габаритами, за счет чего легко поддается транспортировке. Подходит для обработки квадратных и круглых труб, максимальный угол изгиба составляет 200°.
 Купить профильный трубогиб Proma можно от 13000 рублей
Купить профильный трубогиб Proma можно от 13000 рублей
Stalex TR-60
Ручной трубогиб с удлиненным рабочим рычагом позволяет легко придавать нужный изгиб металлическим заготовкам с приложением минимального усилия. На корпусе предусмотрена линейка для контроля радиуса деформации, станок работает с квадратными и круглыми трубами 15-38 мм. Выполнен из стали с порошковым покрытием, подходит для стационарной и настольной установки.
Важно! Минусом модели можно считать отсутствие роликов для работы с профильными трубами в комплекте. Однако их можно докупить отдельно.
Средняя цена Stalex TR-60 стартует от 16000 рублей
Blacksmith MTB10-40
Ручной трубогиб без электрического привода и гидравлики, тем не менее, отличается простотой и надежностью. Станок оснащен тремя роликами — между ними нужно зажать заготовку и крутить ручку для аккуратного сгиба трубы. Угол регулируется при помощи верхнего валика, его прижимают сильнее или слабее.
Усилия от пользователя требуются минимальные, бюджетный станок очень функционален и удобен в применении. Единственный минус — то, что при отсутствии опыта с контролем угла сгибания могут возникнуть сложности.
 Средняя стоимость MTB10-40 стартует от 14000 рублей
Средняя стоимость MTB10-40 стартует от 14000 рублей
Smart & Solid BendMax-300
Ручной профильный сгибатель предназначен для работы с трубами 50/30/2 мм. Станок выполнен из прочной стали с двуслойным цинковым покрытием, надежно защищен от коррозии. Среди преимуществ можно перечислить надежность, качественную сборку и простоту эксплуатации. Применять инструмент можно как в домашних условиях, так и в небольших мастерских.





 Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Приобрести сгибатель для профильных труб BendMax-300 можно от 18000 рублей
Российские
История становления «Симбирского станкостроительного завода» восходит к известному ульяновскому заводу тяжелых и уникальных станков (УЗТС). Предприятие наследует и совершенствует уникальную производственную базу, технический архив, конструкторско-технологическое бюро. Качество продукции обеспечивается высококвалифицированным персоналом, передовыми технологиями, сертифицированной системой контроля.
Проектная мастерская АПВ разрабатывает и производит профилегибочное оборудование, используя российские производственные площадки и отечественные комплектующие. Станки востребованы благодаря надежности конструкторских решений, демократичной стоимости. Продукция торговой марки АПВ соответствует национальным стандартам качества и безопасности, что подтверждается наличием сертификатов.
Производство металлообрабатывающих станков Metal Master обеспечивается группой предприятий из России, Европы и США. Используются европейские исследовательские центры, производственные площадки в Польше, азиатских странах.
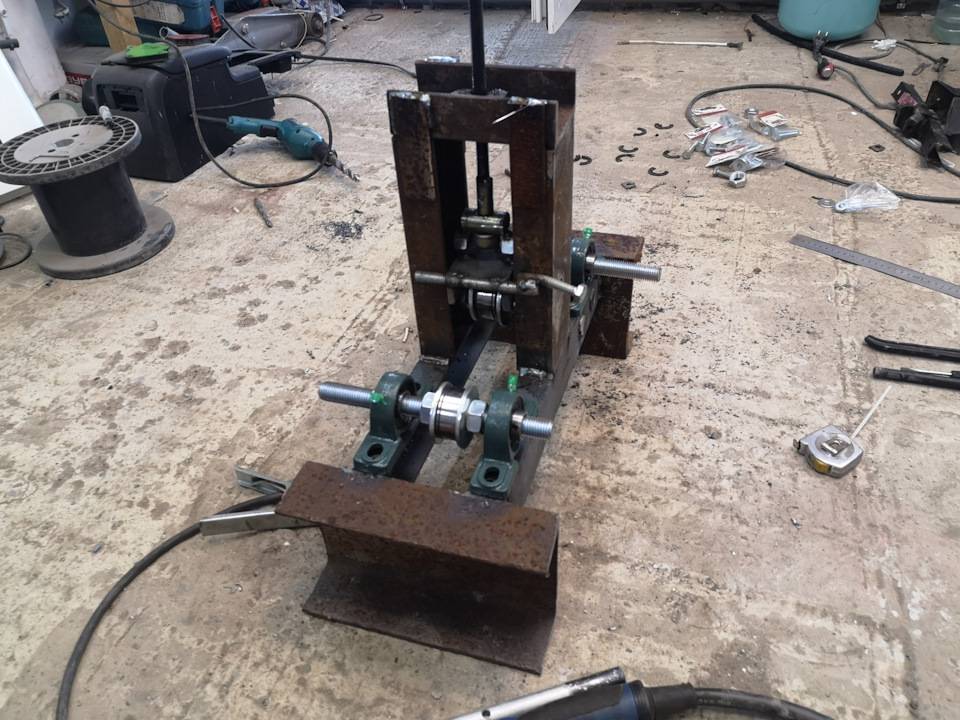
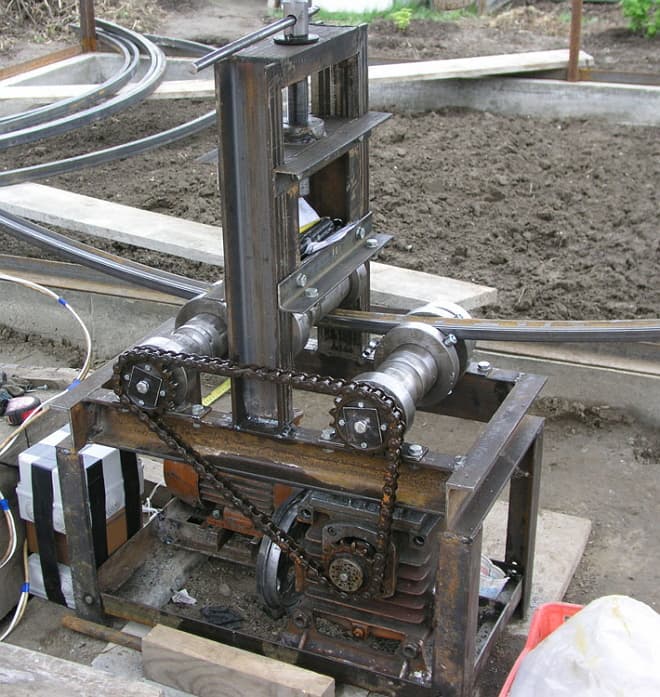
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

- Собрал корпус гибочного станка из швеллера.



- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.


Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



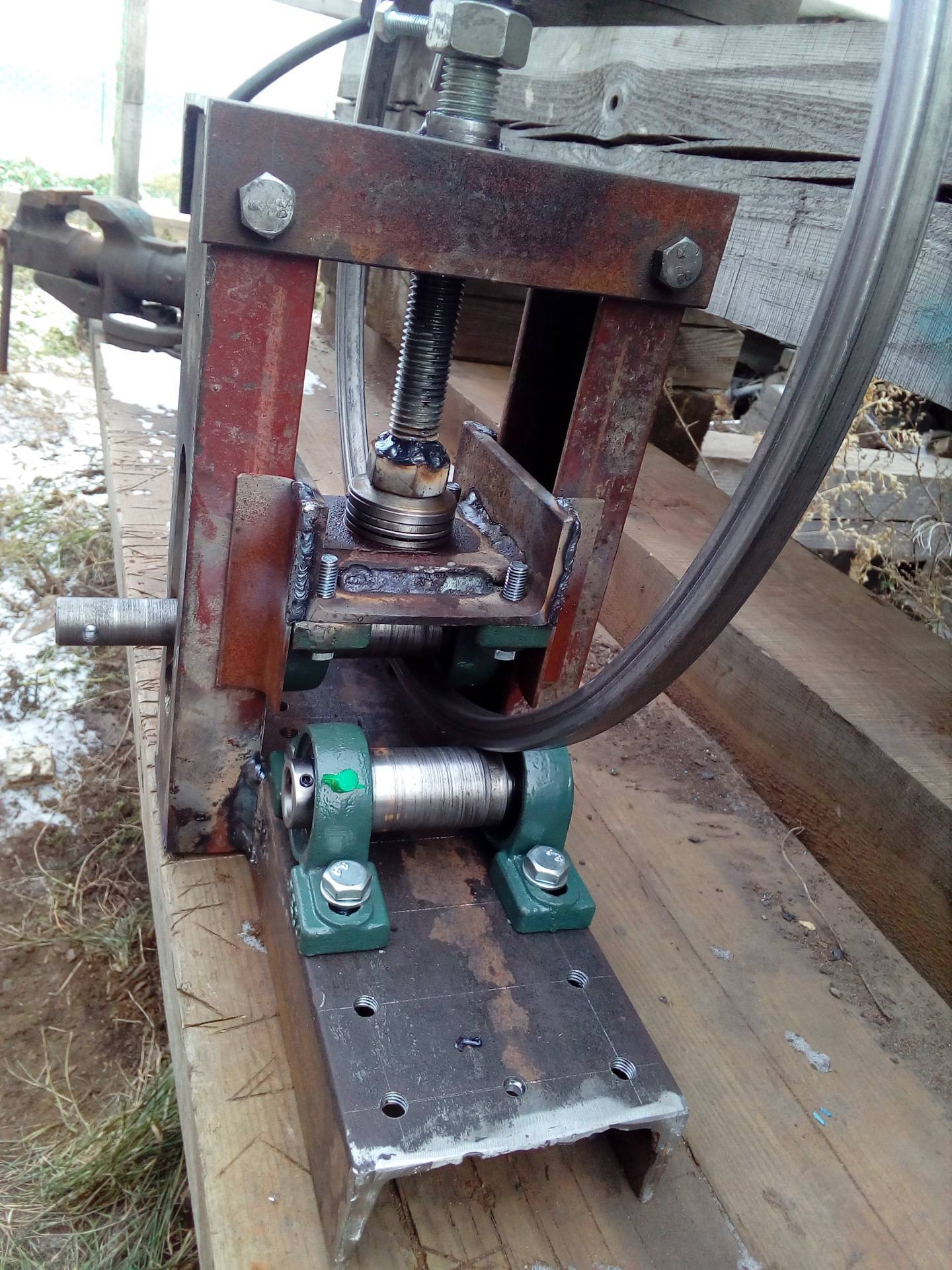
Конструкция в сборе.



Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.











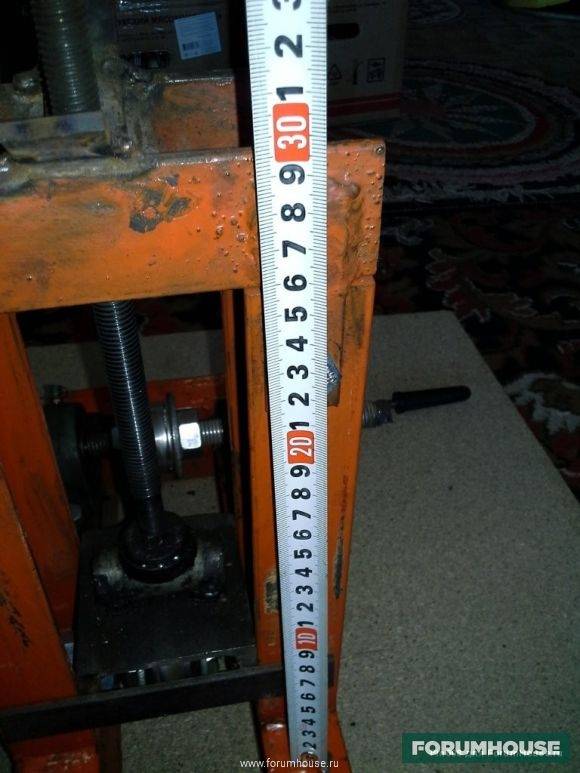
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

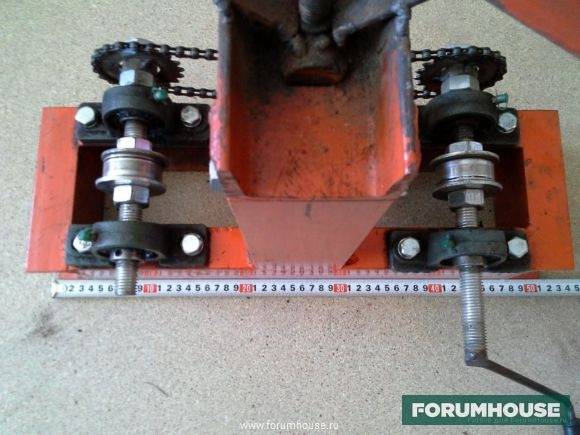



Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.
Самодельный профилегиб
Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата. Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
- Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
Куда сложнее создать устройство с электрическим или гидравлическим приводом.