Государственные стандарты техпроцесса и применяемого оборудования
Технологию и параметры процесса регламентирует государственный стандарт СССР от 1977 г., продлённый в 1991 году, ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами». ГОСТ вводит обозначения подвидов метода:
- Ас – автоматическая дуговая сварка под флюсом на стальной подкладке;
- Апш – автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
- П – полуавтоматическая дуговая сварка под флюсом;
- Пс – полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
- Ппш – полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
Необходимые параметры оборудования содержит ГОСТ 18130-79 «Полуавтоматы для дуговой сварки плавящимся электродом», созданный в 1980-м, продлённый в 2020 году. В нём требования по номинальному напряжению, электрическим схемам, суммарному сечению кабелей, условиям эксплуатации и другим характеристикам процесса.
Виды порошковой проволоки
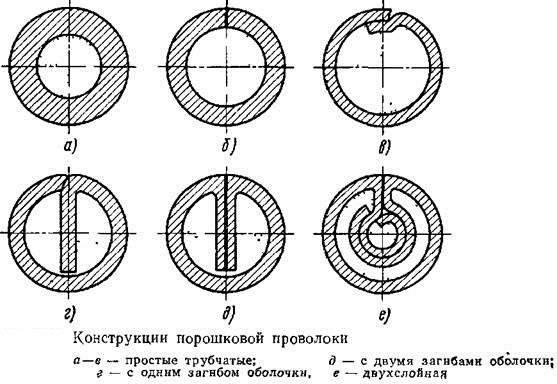
Порошковая проволока для полуавтомата делится на четыре вида по характеру своей конструкции:
- простой трубчатой формы;
- с одним загибом оболочки;
- с двумя загибами оболочки;
- двухслойная.
Ее габаритные размеры варьируются в широком диапазоне диаметров — от 0.8 мм до 2.5 мм.
Простая трубчатая может иметь небольшие нюансы в своей конструкции — она может быть либо цельнотянутой из одного куска металла, либо согнутой из листа металла в цилиндр соединением встык. Также может быть соединение заготовки для оболочки внахлест.
Внутрь проволоки равномерно помещается особый порошок. Его состав может варьироваться в зависимости от назначения свариваемых деталей, особенностей их дальнейшей эксплуатации.
В общем случае порошок состоит из ферросплавов, минералов и других химических веществ сложного состава. В любой их пропорции они создают защитный слой нейтрального газа, отделяющий расплав от кислорода воздуха. Кроме этого выделяемый порошком газ:
- легирует;
- раскисляет;
- стабилизирует электрическую дугу;
- упрощает формирование однородного шва.
В зависимости от состава порошка самозащитная проволока для полуавтомата делится на типы:
- Флюоритная;
- Флюоритно-карбонатная;
- Рутиловая;
- Рутил-флюоритная;
- Рутил-органическая.
Все вышеперечисленные типы обладают самозащитными свойствами. Для сварки ими нет необходимости в дополнительном баллоне с углекислым газом.
Необходимое оборудование
Использование защитных газов является необходимым условием для получения максимально качественных сварных соединений с минимальным количеством пор в сварном шве, а также с минимальным количеством образуемого шлака.
Необходимость использования защитного газа накладывает определенные особенности на перечень оборудования, которое должно быть использовано в сварочном процессе. Все такое оборудование делится на две большие группы:
- Оборудование, используемое для собственно осуществления сварочного процесса.
- Оборудование для соблюдения техники безопасности при выполнении сварочных работ.
В первую группу входят:
- источник сварочного тока в виде полуавтоматического сварочного аппарата;
- газовый баллон или резервуар иного типа, из которого в процессе сварки подается используемый в данной технологии защитный газ;
- сварочные кабели для подачи тока на свариваемые детали;
- шланги для подачи защитного газа;
- газовая горелка;
- машинка для подачи сварочной проволоки.
В большинстве современных сварочных аппаратов, позволяющие реализовать принцип сварки с использованием защитного газа, сварочная горелка и «держак», через который подается сварочная проволока, объединены в одно устройство, что позволяет сократить объем попадающего в сварочную зону воздуха (это минимизирует количество образуемого шлака и сокращает риск возникновения микротрещин при остывании металла), а также уменьшить количество кабелей и шлангов (кабель для подачи тока и шланг для защитного газа находятся в одной оплетке, что делает их использование более удобным для сварщика).
На машинке для подачи проволоки у сварщика есть возможность установить индивидуальную для него скорость подачи проволоки с целью минимизации разбрызгивания металла в процессе сварки.
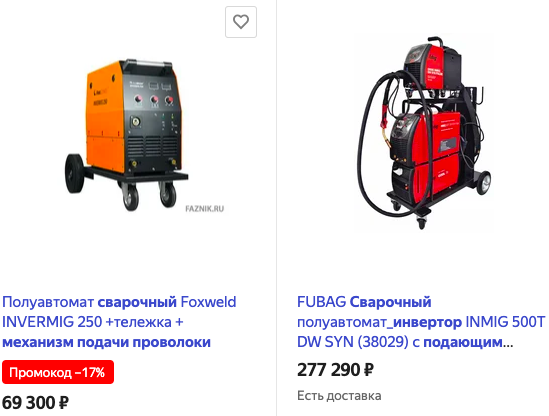 Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Во вторую группу входят:
- защитный костюм. Главное требование, которое предъявляется к нему – сокращение риска получения ожогов сварщиком от летящих капель расплавленного металла, а также воспламенения одежды вследствие попадания таковых на ткань (достигается за счет специальной огнезащитной пропитки ткани);
- маска. Ее использование необходимо для защиты лица и, в первую очередь, глаз сварщика от воздействия экстремально высоких температур, в результате которых может наступить ожог кожных покровов и глаз работника;
- защитные перчатки (краги). Они должны отвечать двум главным требованиям – исключение ожогов кожных покровов от воздействия экстремально высоких температур от разогретого металла в виде микрокапель, а также защита от возможного поражения электрическим током в результате касания свариваемых деталей или ввиду вероятной неисправности сварочного оборудования.
Необходимое сварочное оборудование и газовые смеси
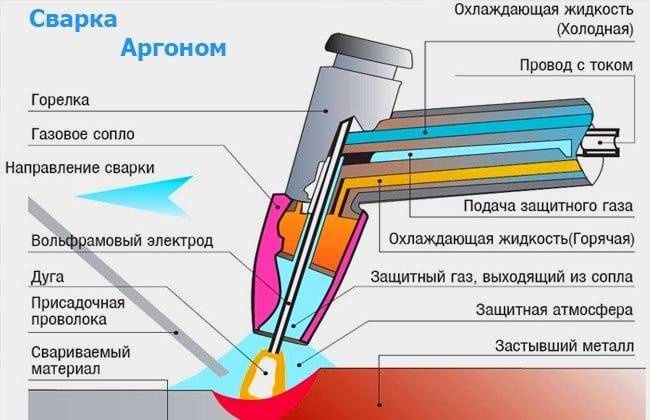
Наиболее распространёнными при сварке сплавов алюминия, меди, чугуна и нержавеющей стали являются аргонодуговой (TIG) и полуавтоматический (MIG) методы. Оба способа позволяют использовать защитную среду инертного газа, что увеличивает прочность шва. Отличие заключается в том, что схема сварки TIG подразумевает ручную подачу проволоки в зону действия дуги и работа ведётся тугоплавким вольфрамовым электродом. При методе MIG в зону расплава механически подаётся сварочная проволока для полуавтоматов, которая и служит электродом.

Нужно отметить, что полуавтоматические аппараты обходятся дороже, но они обеспечивают более высокий уровень комфорта и качества работы. Встроенная электрическая схема позволяет запускать регулятор скорости подачи проволоки сварочного полуавтомата, что делает возможным вести работу с разным темпом. Для сварки этим методом нужно подобрать комплект оборудования, которое может не входить в поставку инвертора и частично закупается отдельно. В него входят следующие компоненты:
- аппарат инверторного типа MIG/MAG с узлом подключения газового шланга, евроразъёмом и схемой подачи проволоки сварочного типа;
- горелка с наконечниками под разный диаметр проволоки, соплом для подачи газа и кнопкой управления;
- еврорукав, служащий для подачи газовой смеси и прохода проволоки;
- газовые баллоны для смеси, снабжённые манометрами и редуктором;
- шланг для подачи газа от баллонов к инвертору, а также сами газы и катушка с соответствующей проволокой.
В сварочный аппарат, как правило, встроена схема задержки механизма движения проволочного электрода относительно подачи защитного газа в зону шва, что препятствует окислению заготовок.
Что касается состава газа, то обычно используется аргон в чистом виде или в смеси с гелием, углекислым газом или активными составами. С целью снижения затрат, дорогой инертный газ смешивают в соотношении 75%−80% аргона с 20%−25% углекислого газа. Также возможно сочетать гелий с аргоном в разных пропорциях и допускается варить некоторые материалы с применением только углекислого газа, но качество шва при этом ухудшается.
В сложных случаях при подборе газовой смеси необходима консультация специалиста и изучение справочных материалов потому, что состав металла или сплава может потребовать неоднозначного решения.

Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.










По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
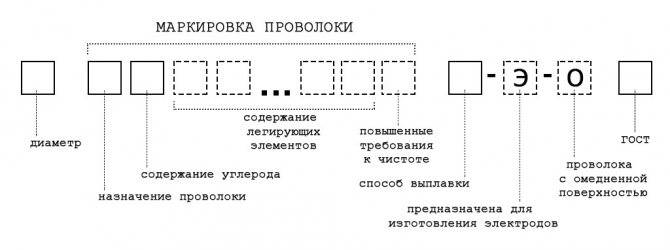
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Как выбрать нужный материал
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
Где применяется сварочная проволока
В ручной сварке используют штучный электрод. Согласно ГОСТ -9466-75, их сечение меняется от 2 до 5 мм без учета толщины обмазки. По тому же ГОСТу, стержни для сварки деталей из малоуглеродистых и низколегированных марок стали имеют длину 450 мм. Легированная сталь варится электродами длиной 350 мм. Материал сходен с материалом соединяемых деталей.

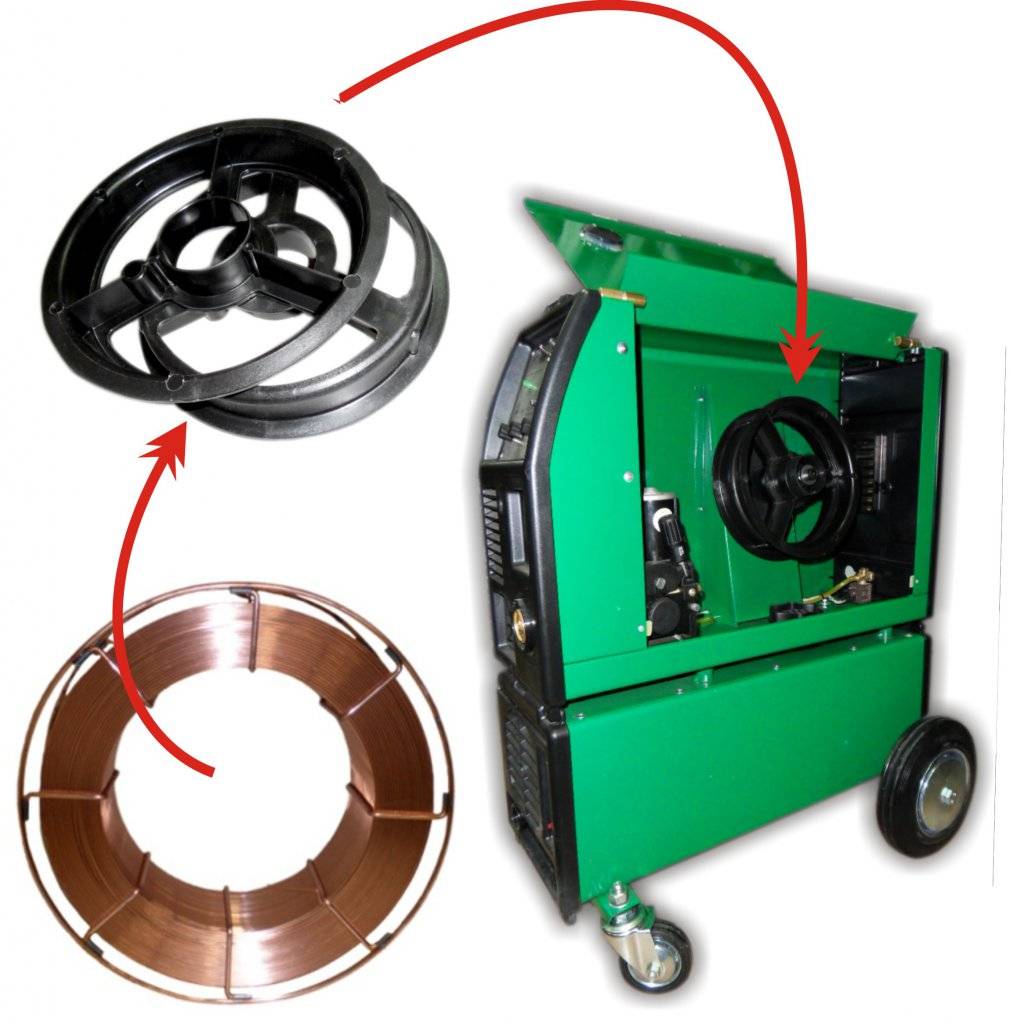
Другое дело – полуавтомат. Он заряжается бобиной с проволокой, которая непрерывно подается в зону сварки через специальный шланг. Одновременно, через тот же шланг и специальную насадку, к стыку подается инертный газ из баллона, под давлением от 1,0 до 2.0 бар (0,1 – 0,2 Мпа). Он защищает шов от вредного воздействия кислорода воздуха.

Производители выпускают пруток разного сечения:
- 0,6 и 0,8 мм – для сварки деталей из металла толщиной до 4 мм;
- 1,0 и 12 мм – для более толстых деталей.
Полуавтоматическая сварка имеет следующие преимущества:
- увеличение скорости процесса;
- соединение тонких листов (от 0,5 мм), и тонкостенных труб;
- возможность сваривать стальные и чугунные конструкции, изделия из меди, алюминия и прочей цветнины;
- дает ровный и чистый шов без образования шлака.
Есть и недостатки. Поскольку используется баллонный газ, аппарат имеет солидные размеры. Кроме того, полуавтомат не используется на открытом воздухе, поскольку при наличии ветра, защитный газ выдувается и качество шва страдает.
Маркировка
Строится из буквенных и цифровых символов, содержит полезную информацию о химическом составе, диаметре, конструкции и назначении изделия. Расшифровка представлена на фото:
Свои особенности имеет маркировка порошковой проволоки. Помимо вышеуказанных символов используются дополнительные, несущие следующую информацию:
1. Для уточнения назначения применяют буквы ПГ – сварка в среде защитного газа, и ПС – самозащитное заполнение для работы без газа.
2. Значение прочности металла в наплавленном слое в Мпа.
3. Буквы Н, В, Вт, В˄, обозначают в каком пространственном положении допускается работа с деталями: в нижнем, нижнем горизонтальном и вертикальном, в исключительно горизонтальном. Буквой Т обозначают пруток для работы во всех положениях, включая трубы и сферы.
Ковка или кузнечная сварка с бурой
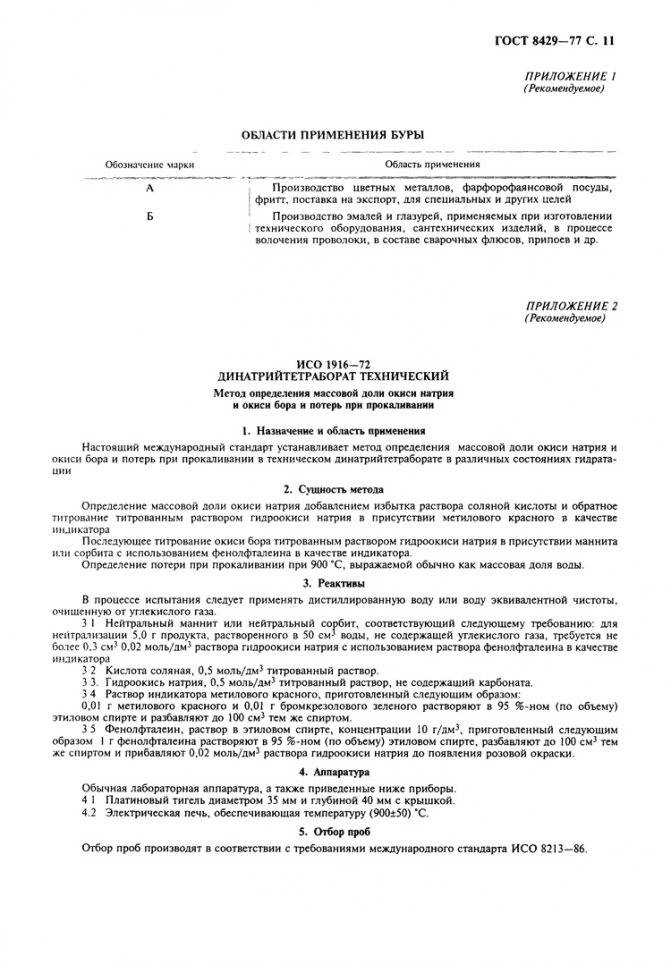
Применение буры по нормативам.
Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.










Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается великолепный флюс.
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Кузнечная сварка применяется для сварки стальных сплавов с по возможности низкой долей углерода – на уровне 0,3%. Высокоуглеродистые стали не годятся для ковки, для этого у них слишком низкая свариваемость при таком методе.
Обязательное требование перед процессом – тщательное удаление с поверхностей заготовок любых загрязнений и оксидных пленок.
Нужно заметить, что кузнечная сварка в принципе не дает крепкого металлические соединения, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма кузнеца – без этого ничего не получится.
Поэтому он практически не используется в промышленных целях и на заводах. А вот если дело касается ремонтных работ в полевых и неблагоприятных условиях, этот метод применяется довольно часто.
Виды изделий
В технике различают три основных состава:
- Сплошной. Проволока аналогичного сечения изготовлена из чистого материала, без вкраплений. Часто применяется для сварки с участием защитного газа.
- С содержанием флюса или порошковый вариант, используется для сварочных работ без газа, т. к. внутри находится флюс или вещества, заменяющие защиту от окисления. Такой метод сварки применяется, например, при строительстве многоэтажных зданий.
- Активированный состав, вобрал в себя все полезные функции — конструкцию от первого варианта, а защитные свойства от второго вида. Все необходимые компоненты пропорционально размещены по всему телу присадки.
Предприятия, использующие постоянно аналогичные присадки на полуавтоматических или автоматизированных линиях, закупают сварочную проволоку в бухтах, весом от одной тонны, а затем уже самостоятельно осуществляют ее намотку или сразу же подают к месту сварки.
Из нержавеющей стали
Основное назначение проволоки для сварки нержавейки — прочное соединение сталей, содержащих хром и никель, при защите газа различного состава. Преимущества:
- высокая прочность, качество шовного соединения;
- стойкость при воздействии влаги;
- минимум разбрызгивания расплавленного металла;
- отсутствие микротрещин на готовых стыках;
- стабильность дуги;
- увеличенный ресурс службы.
Изготавливается проволока из легированных сталей с высоким содержанием никеля и хрома, обеспечивающих минимальное появление следов ржавчины. Диаметр варьируется в пределах 0,13—6,0 мм, наиболее известные маркировки: СВ06Х20Н11М3 и СВ01Х18Н10.
Омедненный вариант

неплавящихся электродовполуавтоматаДля эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика
Стандарт толщины сечения: 0,6; 0,8 и 1,0 мм, помогает быстро повторно активировать сварочную дугу и стабилизировать ее устойчивое горение. Наиболее известные присадки — отечественного производства с маркировкой СВ-08Г2С и от компании из Швеции ESAB. Второй вариант применяется для сварки стали — штампованной, инструментальной, нержавеющей; используется для соединений деталей из чугуна.
Изделия из стали
Маркируются литерами СВ, применяется диаметр 0,3—12,0 мм, существуют пружинные, канатные, сварочные, армированные и т. д., всего около 50 вариантов. В технике используются три крупные группы для сварки таких сталей:
- Углеродистые — 08, ЮГЛ и 10Г2.
- Средне и низколегированные — 18ХС, 08ГС и 08Г2С.
- Высоколегированные — 08Х14ГНТ и 12Х13.
Проволока в некоторых случаях сверху омедняется для защиты от окисления и лучшей проводимости тока. Оптимальный вариант использования — аргонодуговая сварка, наличие процентного содержания легирующих металлов позволяет соединять высокоуглеродистые стали.
Из алюминия
Применяется для соединения конструкций аналогичного состава, а также металлов на его основе, при содержании: кремния — 3%, меди 3—5%, при этом получается шов с такими преимуществами:
- повышенной прочности;
- идентичность цвета;
- высокой коррозионной стойкости.
Применяется в автомобильной и судостроительной промышленности. Материал обладает высокой пластичностью и легким весом, применяется для газосварки и соединения заготовок из нержавеющего металла
В чистом виде не изготавливается, а только с присадками, например, при добавке 0,2% титана получается мелкозернистый шов, что важно при выполнении точных работ
Чтобы правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.
Активированная
 Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошковый вид
Полая стальная проволока заполняется внутри флисом на 15—40%, конкретное содержание указывается в сопроводительном сертификате. Достоинства методики: качественное соединение, легкое удаление застывшего шлака и стабильное горение дуги. Производители часто называют ее стальной, что вводит пользователей в заблуждение.
Флюсовой вариант надо выделить в отдельную категорию, так как она увеличивает продуктивность и возможности полуавтоматической сварки, гарантирует качество шовного соединения, по сравнению с простой стальной присадкой.
Химический состав для сваривания стали
Стальная сварочная присадка гарантирует хорошие механические свойства сварного шва. Основные марки проволочной присадки, используемые для сварки углеродистых сталей, показаны в таблице ниже:
| Маркировка присадочной проволоки | ||
| Защита: азот и гелий | Защита: CO2 | |
| 20ХГСА | Св-15ХМА, Св-18ХГСа | Св-08Г2С |
| 30ХГСА | Св-15ХМА, Св-18ХГСа | Св-10ГСМ, Св-10ГСМТ, Св-08Ч2СМА |
| 12ХМ | Св-08ХМ | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08Х1М1ГСФ |
| 15Х5М, 15Х5, 15Х5ВФ | Св-10Х5М, Св-08Г2С | Св-08Г2С |
Согласно государственному стандарту, присадочные проволоки для сварки нержавейки и обычной стали подразделяются на:
- углеродистые, предназначенные для соединения изделий из низко и среднеуглеродистых сталей;
- легированные, для сваривания низколегированных и термостойких металлов;
- высоколегированные, использующиеся при работе с хромникелевыми, нержавеющими или другими легированными сортами сталей.
Присадочные материалы для нержавейки представляют собой хром или никельсодержащие стали.
Основными преимуществами специализированных сварочных присадок, предназначенных для соединения изделий из нержавеющей стали, являются:
- высокое качество сварного шва;
- однородность и отсутствие пор в соединении;
- коррозионная стойкость;
- минимальный коэффициент разбрызгивания металла;
- стабильное горение электрической дуги при работе.
При попытке рассчитать расход присадки на шов следует учитывать, что присадка для нержавеющей стали обладает увеличенным ресурсом.
Расходники, применяемые при работе с высоколегированными или нержавеющими сталями, подразделяются на два вида:
- порошковые;
- сплошные.
Метод сварки в среде аргона. Порошковые присадки позволяют вести сварочные работы без применения защитных газов. В простейшем случае порошковая присадка представляет собой полую трубку с флюсом внутри.






При работе, флюс и присадочные элементы образуют облако газа, способствующего качественной проварке шва. Подобные проволоки могут применяться в условиях недостаточного пространства, поскольку сварочный аппарат без баллона с газом может доставать даже до самых труднодоступных мест.
Сплошные проволоки – это обыкновенные присадки, предназначенные для проведения сварочных работ в среде защитных газов, например, Аргона или углекислоты.
Стоит отметить, что присадочные элементы, используемые для сварки нержавеющей стали, делятся на классы:
- нормальной точности;
- повышенной точности с маркировкой П.
Наиболее часто используемыми видами присадочных материалов для сварки изделий из нержавейки являются:
- Св06Х20Н11М3.
- Св01Х18Н10.
- Св01Х19Н9.
При расшифровке следует помнить, что:
- А обозначает азот;
- Б – ниобий;
- В – это вольфрам;
- Д – медь;
- М – молибден;
- С – это кремний;
- Т – титан;
- Х – хром;
- Н – никель;
- Ю – алюминий;
- Ф – ванадий;
- Ц – цирконий.