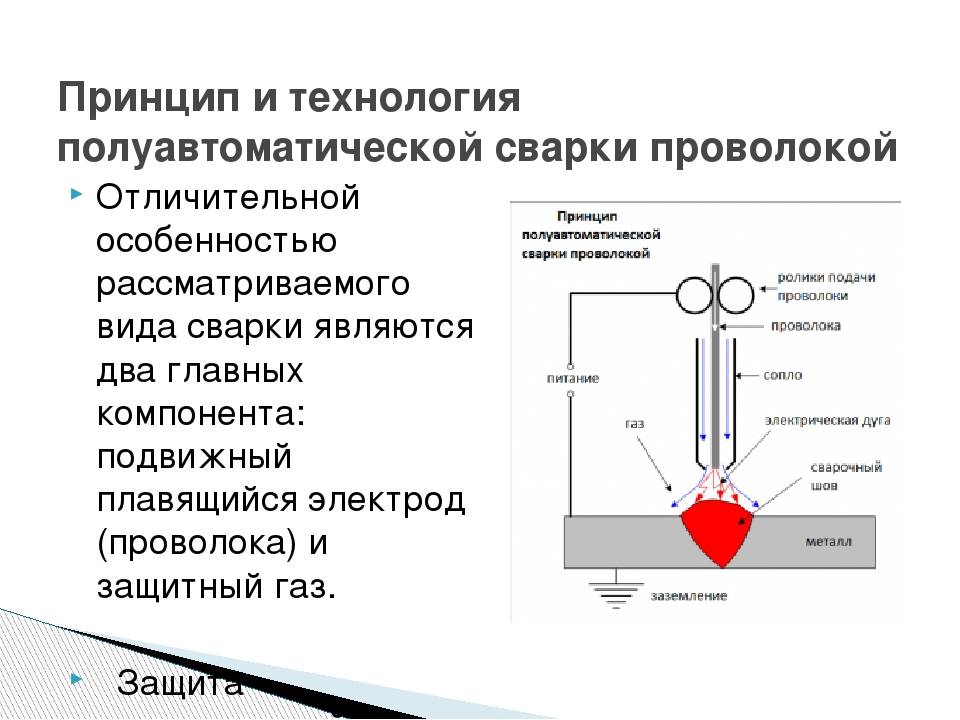
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
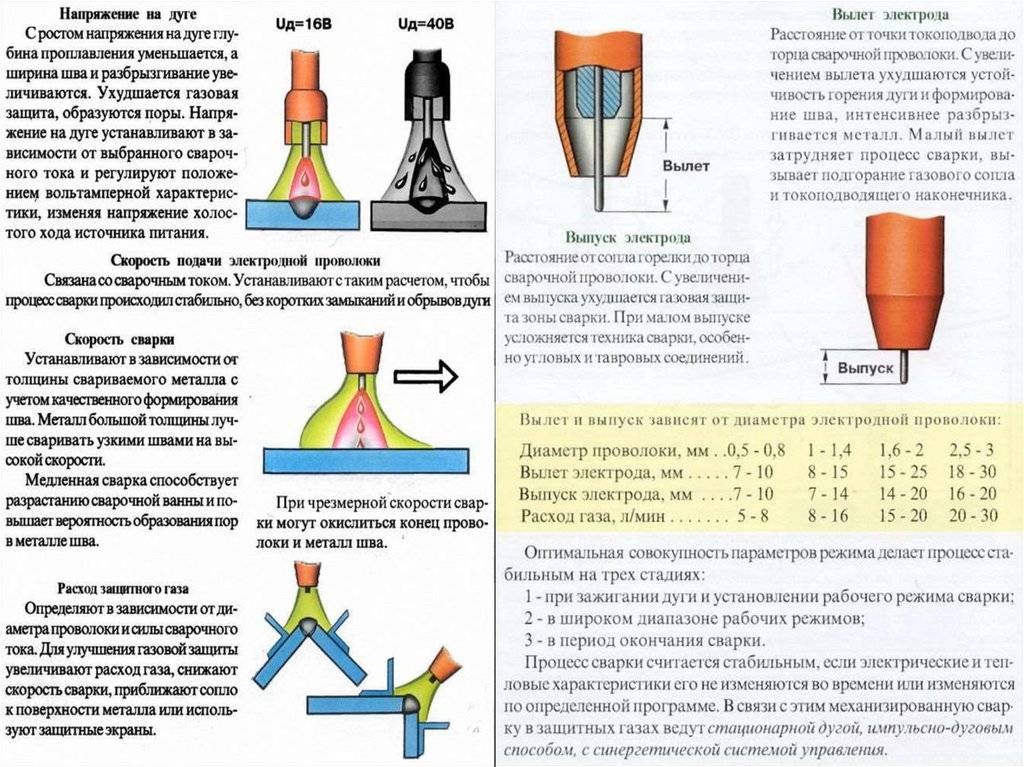
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Применение: газоподготовка
Длительное и промежуточное хранение баллонов допускается на оборудованных кровлей и защитными перегородками рампах, исключающих попадание атмосферных осадков, в холодных и отапливаемых помещениях с естественной вентиляцией.
Жидкая углекислота в поставке для сварочных работ приобретается высшего и первого сортов. Заправка баллонов углекислотой для пищевиков дороговата, но желательна: Влажность газа нулевая.
Применение газа второго сорта допускается при возможности осушения: к 1% водного осадка добавляется нерегламентированное количество паров жидкости. Извлечением из газового потока паров воды занимается газоосушитель.
Это герметичная ёмкость с засыпкой гигроскопичными материалами. Осушители низкого давления устанавливаются после редуктора, высокого – принимают газ из баллона перед редуктором. Влагопоглотителями выступают алюмогель, силикагель, медный купорос.
Адиабатическое охлаждение газа провоцирует резкое объёмное расширение. Газопотребление в пределах 15–20 л/мин приводит к оледенению паров влаги, что чревато закупоркой редуктора. Газозабор высокого объёма требует установки газоподогревателя змеевикового типа на 24/36 В. Термоэлемент нейтрализует замерзание паров воды, рассчитан на пропуск больших объёмов.
Активная газозащита сварочных швов при полуавтоматической дуговой сварке плавящимся проволочным электродом ведётся углекислотой в чистом виде или в смеси с аргоном.
Использование баллонов подразумевает ограниченный суточный расход сварочными постами. 40-литровый баллон с внутренним давлением 6 МПа принимает 25 кг сжиженной субстанции. В газообразном виде после испарения жидкость трансформируется в 12,5 тыс. л газа.
Режимы и особенности сварки в углекислоте
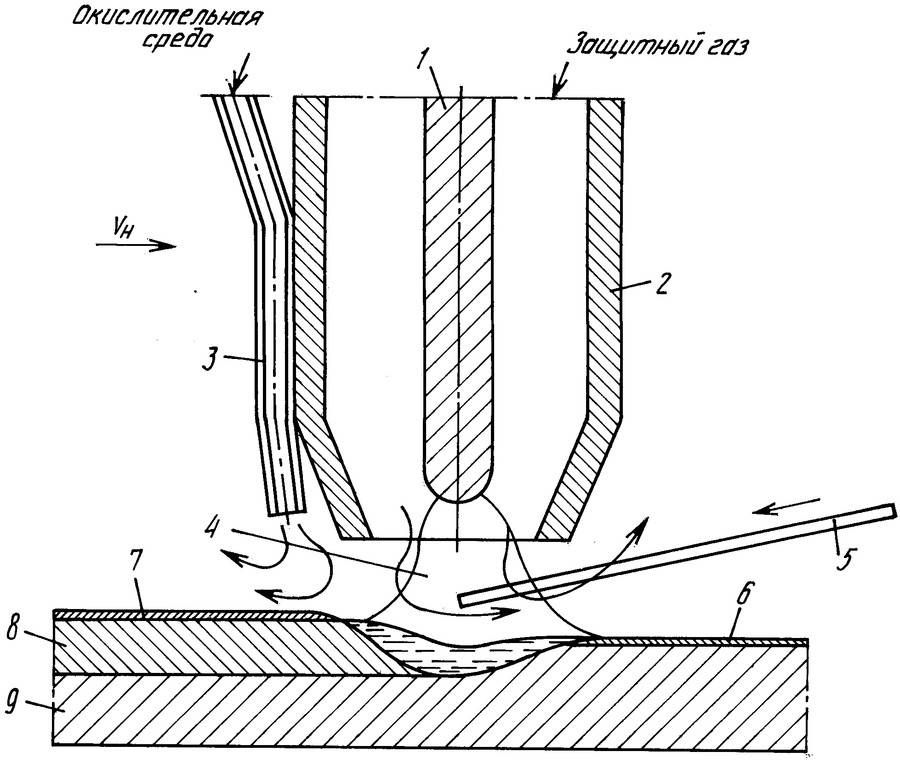
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
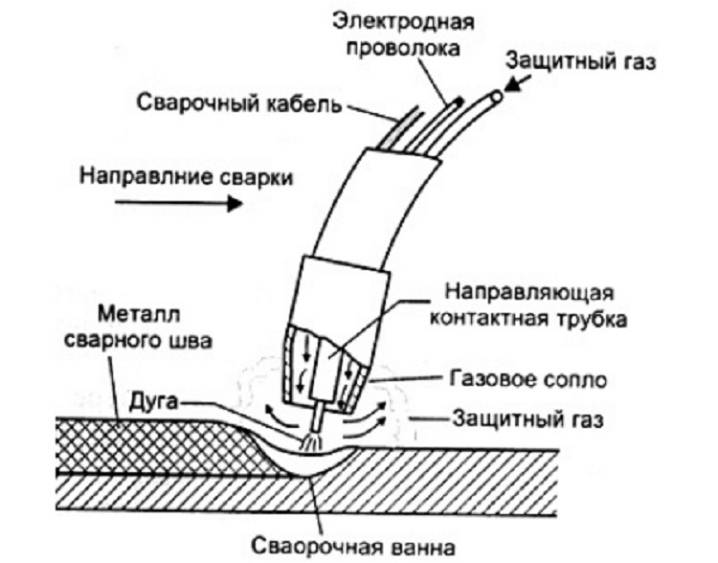
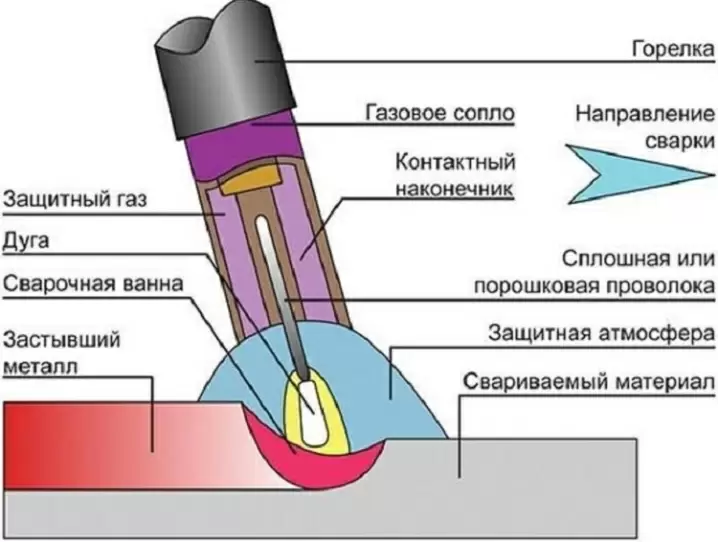
 Технология накладывания сварного шва в углекислоте
Технология накладывания сварного шва в углекислоте
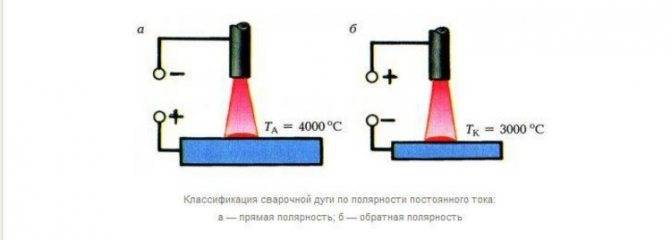
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Какое давление углекислоты при сварке полуавтоматом

Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие.
Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака.
Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
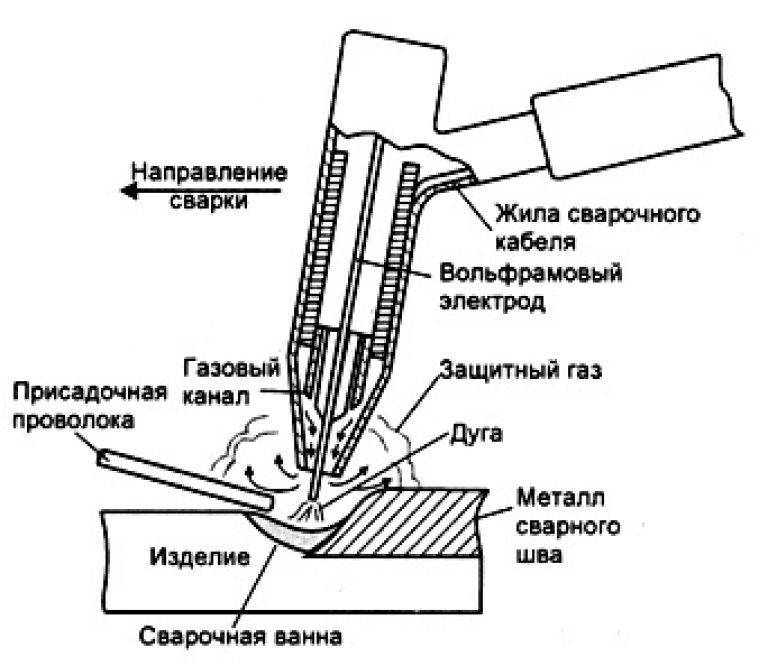
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки. Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
Активированная проволока
Этот сварочный материал по составу близок к порошковой проволоке, но в него добавлены специальные присадки, оптимизирующие параметры в области сварочной ванны и препятствующие разрушению металла во время сварки и после нее. Конструктивно активированная проволока устроена иначе, чем порошковая. Процентное содержание добавок существенно меньше и не превышает 6-8 % от общей погонной массы. Присадки при этом не засыпаются в полости, а встраиваются в тело проволоки в виде тонких каналов, и материал объединяет в себе достоинства проволоки сплошного сечения и порошковой проволоки. По причине малой доли присадок сварку такой проволокой возможно вести только в атмосфере инертного газа.
Присадками являются легко ионизируемые соединения легких металлов и шлакообразующие составляющие, улучшающие ситуацию со стабильностью рабочих параметров сварочной ванны. Они повышаю стабильность электрической дуги.






Можно сформулировать следующие достоинства активированной проволоки:
- Широкий спектр совместимого оборудования. Проволока, в отличие от порошковой, допускает перегибы и не требует специализированных подающих устройств.
- Высокое качество шва за счет понижения поверхностного натяжения соединяемых заготовок и низкого насыщения водородом.
- Снижение потребляемого тока за счет защиты области сварки от чрезмерной теплопотери.
Сварочная проволока
Главным минусом активированной проволоки считается необходимость применения газа. Это увеличивает трудоемкость и себестоимость операции.
Виды швов: коренные, заполняющие и косметические
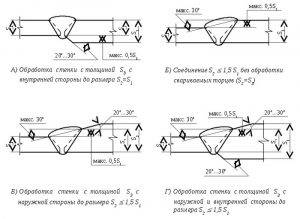
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 30. Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки. Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери.
- Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево. Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед. В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла.
- Углом назад. Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
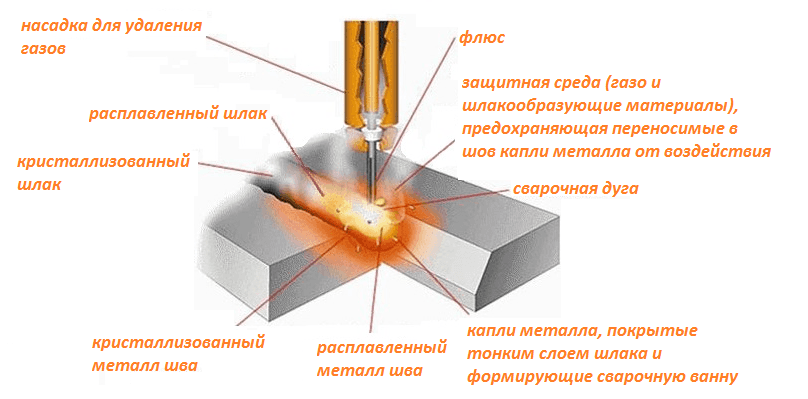
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность. Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах.
- Большой выбор специализированных проволок. На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом.
- Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона. Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения. Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Дефекты швов
Основными дефектами швов, выполняемых порошковой проволокой в углекислом газе, являются поры, трещины, шлаковые включения, подрезы, наплывы.
Образование пористости в сварных швах может быть вызвано следующими причинами:
- повышенной влажностью сердечника проволоки или наличием обильного слоя смазки на поверхности проволоки;
- наличием на свариваемых кромках ржавчины, окалины, влаги и других загрязнение;
- большим количеством примесей (главным образом, влаги и воздуха) в углекислом газе;
- нарушением рекомендуемых режимов сварки;
- несовершенной защитной зоны сварки углекислым газом;
- попадание воздуха в зону сварки вследствие недостаточного либо избыточного расхода газа;
- большое расстояние между соплом горелки и изделием;
- чрезмерно большой угол наклона горелки относительно изделия;
- подсос воздуха через неплотности в горелке и газовой магистрали;
- эксцентричное расположение проволоки относительно соплa горелки;
- износ мундштука и связанное с этим нарушение соосности газового потока и столба дуги;
- турбулентное истечение газа из горелки.
Кристаллизационные трещины в металле шва могут образовываться в результате нарушения режима сварки (чрезмерного увеличения силы тока, напряжения дуги, скорости сварки), неправильной подготовки кромок под сварку, высокого содержания углерода и серы в свариваемом металле или компонентах порошковой проволоки.
Вероятность образования трещин повышается при сварке первого слоя многопроходных стыковых и тавровых швов. Чтобы предотвратить образование таких трещин, первые слои шва следует сваривать на пониженном токе «углом вперед» и с меньшей скоростью перемещения горелки.
Неметаллические включения чаще всего встречаются при сварке многопроходных швов. Для предупреждения этого дефекта необходимо тщательно удалять шлаковую корку перед выполнением последующего шва.
Наплывы и неравномерности сечения швов возникают, как правило, при сварке угловых и нахлесточных швов вследствие неправильного положения горелки относительно изделия, повышенной силы тока, малой скорости сварки, наложения за один проход швов катетом более 10 мм, а также из-за неравномерной скорости перемещения горелок.
Причиной образования подрезов является завышенное напряжение дуги.
Разбрызгивание электродного металла может быть вызвано повышенным напряжением дуги, большим вылетом проволоки, неправильным углом наклона электрода и т. д.
Особое внимание следует уделить обращению с газовой аппаратурой. Эксплуатация баллонов должна производиться в соответствии с правилами эксплуатации сосудов, работающих под давлением, Гостртехнадзора СССР
Углекислотная рампа должна иметь предохранительные клапаны. При эксплуатации баллонов не допускается нагрев их свыше 30° С. Система подогрева баллонов в рампе должна быть оборудована устройствами, обеспечивающими автоматическое выключение подогрева при температуре свыше 30 °С.





Оборудование и материалы
Для соединения могут применяться следующие виды аппаратов:
- Выпрямители для газовой и газозащитной сварки. Агрегат преобразует ток переменного типа в постоянный. Используется для различных видов работ, с вольфрамовым и графитным электродом.
- Инверторы — источники электрической дуги. Преобразуют энергию сети, способны создавать устойчивую дугу.
Сварочная проволока
В качестве расходного материала необходимо применять проволоку с наличием в составе марганцевых и кремниевых составляющих. Продукт подбирают в зависимости от типа аппарата и параметров заготовок. Подаваемый под давлением углекислый газ взаимодействует с легирующими составляющими.
Сварочная проволока
Углекислый газ
Углекислота для сварки не вредит оператору, не имеет цвета и запаха. Емкости для вещества окрашивают в черный цвет для отличия от других смесей. Внутреннее давление в баллонах достигает значений до 60 кгс/ см2.
При работе углекислотной сваркой получают кислород и угарный газ. Сварочный шов до момента кристаллизации находится пол защитой. Для удаления избыточной влажности применяют осушители, изготовленные из силикагелей, алюминия и купороса меди.
Расход углекислоты при сварке полуавтоматом выставляют на аппарате. Редуктор понижает подачу до 0,5 атмосферы, при этом достигают защиты металла от окисления.
Повышение производительности сварки в углекислом газе
Приём увеличения силы сварочного тока
Сварка в CO2 часто производится на форсированных режимах при повышенной величине
сварочного тока. Для проволоки диаметром 1,2мм сила тока составляет 350-380А,
а для проволоки диаметром 1,4мм – 400-450А. Но простое увеличение силы тока
допустимо только при сварке швов в нижнем положении.
При сварке вертикальных и потолочных швов силу тока можно увеличивать лишь
в том случае, если повысить скорость кристаллизации сварочной ванны. Скорость
кристаллизации можно повысить, если сообщить колебательные движения сварочной
проволоке вдоль шва и поперёк него, а также периодическим отключением подачи
проволоки. При отключении подачи проволоки дуга угасает, а к моменту следующего
зажигания дуги металл успевает частично кристаллизоваться.
Сварка с увеличением вылета сварочной проволоки
Этот способ увеличения производительности особенно эффективен, если используется
тонкая проволока. Повышение производительности достигается за счёт того, что
проволока подаётся в зону сварки уже нагретой до высокой температуры, поэтому
скорость её плавлении возрастает и увеличивается объём расплавленного металла.
Чтобы избежать самопроизвольного движения конца сварочной проволоки при её
большом вылете, применяют специальные наконечники из фарфоровых или керамических
трубок. При увеличении длины вылета на 40-50мм, производительность сварки и
объём наплавленного металла возрастает на 30-40%. Но глубина проплавления основного
металла немного снижается.
Импульсно-дуговая сварка в CO2
В различных металлоконструкциях объём сварки угловых швов достигает 80%. Примерно
половина из них свариваются в вертикальном, или наклонном положении (под углом
более 15 ° от нижнего положения). Сварка таких швов выполняется, в большинстве
случаев, “на подъём”, чтобы обеспечить хороший провар корня шва. Сварка
в таких положения приводит к усилению шва. Величина усиления при сварке вертикальных
швов может достигать 25% от общего сечения шва.
Но усиление шва не увеличивает его прочность и не повышает работоспособность
конструкции, поэтому его следует делать, по-возможности, минимальным. Применение
импульсно-дуговой сварки в углекислом газе позволяет уменьшить усиление шва,
или убрать его совсем.
Особенности горения дуги и переноса электродного металла позволяют выполнять
полуавтоматическую и автоматическую сварку вертикальных и наклонных угловых
швов и тавровых соединений при толщине металла до 12мм в направлении сверху
вниз на спуск. При этом достигается равномерный провар по всей длине соединения.
Используя этот приём можно получить нормальную или слегка вогнутую форму сварного
шва. Сечение шва уменьшается на 25-30%. Соответственно, уменьшается расход электроэнергии
и, примерно, в 3 раза увеличивается скорости сварки.
Дополнительные материалы по теме:
| Аргонодуговая сварка, её технологияГазовая сварка |
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку. Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами
Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Особенности импульсно-дуговой сварки в среде углекислого газа
При создании различных металлоконструкций объем работ с угловыми швами может достигать 80%. Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются «на подъем», чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
 Баллоны для сварочной углекислоты
Баллоны для сварочной углекислоты
Однако такое усиление не повышает прочность шва и не увеличивает работоспособность конструкции, поэтому рекомендуется делать его минимальным.
Импульсно-дуговая сварка в углекислой среде позволяет снизить усиление шва или избавиться от него вовсе.
Благодаря особенностям горения дуги и переносу электродного металла можно выполнять автоматическую и полуавтоматическую сварку наклонных и вертикальных угловых швов, а также тавровых соединений с толщиной металла до 12 мм «сверху-вниз» на спуск. Это позволяет обеспечивать равномерный провар по всей длине соединения. Такой прием дает возможность обеспечить слегка вогнутую или нормальную форму шва, и уменьшить его сечение на 25-30%. При этом значительно снижается расход электроэнергии и до трех раз увеличивается скорость сварки.
Самостоятельное смешивание газов
Теоретически смесь можно приготовить непосредственно на рабочем месте, на сварочных участках предусмотрены специальные посты с установкой ротаметров – аппаратов, контролирующих расход компонентов за единицу времени из каждого баллона. По показателям ротаметров с помощью редукторов регулируют состав газовой смеси, подаваемой к рабочим местам сварщиков.
При работе с несколькими баллонами одновременно состав сварочной смеси не будет идеальным. Делая газосмеси самостоятельно невозможно добиться точного процентного содержания компонентов до десятых. Обязательно увеличится расход газов и, соответственно, присадки.
Защитный сварочный газ – оптимальная смесь, используемая при термической обработке металлов. Готовые составы заказывают у специализированных поставщиков или непосредственно на заводах-изготовителях.




Какие сплавы можно варить?
Технология MIG MAG используется для сварки низколегированных металлов и нержавеющей стали, сплавов на основе алюминия. Сварка с газовой защитой используется с недавних пор. Однако новая технология позволяет соединять металлы одного или разных типов.

Действие защитного газа
Газ позволяет создавать красивый и крепкий сварной шов, защищая раскаленное железо от атмосферного воздуха. Кислород окисляет расплавленный металл, азот и жидкость делают шов пористым и менее прочным. Газ помогает разжигать качественно сварочную дугу.
Другие функции защитного газа:
помогает контролировать скорость плавления;
предотвращает разбрызгивание расплавленного металла;
изменяет глубину проникновения сварочной дуги;
делает шов прочнее.
Минимальное достаточное количество газа должно поддерживать стабильное создание электрической дуги. Состав вещества воздействует на процесс погружения расплавленного железа в сварную ванну.
Виды газов:
двуокись углерода без примесей обеспечивает хорошую скорость плавления, глубину проникновения дуги и округлый шов. Такой газ приводит к разбрызгиванию крупных раскаленных капель, которые разлетаются хаотично и могут случайно попадать в область сварки. Он способствует интенсивному испарению и плохо влияет на качество шва. Поэтому в двуокись углерода добавляется аргон;
универсальная смесь для работы с углекислой сталью делается из аргона 75% и двуокиси углерода 25%. Она уменьшает разбрызгивание и вероятность сквозного прожига тонких деталей;
гелий, аргон или комбинация этих элементов. Такой газ применяется для соединения цветного металла. Компоненты понижают скорость плавления, уровень проникновения дуги и сужают шов. Аргон помогает уменьшить разбрызгивание. К тому же такой газ стоит недорого. Гелий увеличивает уровень проникновения дуги, ускоряет плавление, укрепляет шов и делает его форму выпуклой.
Аргон без добавок нельзя использовать для сварки стали из-за нестабильности дуги.
Составные детали и принцип действия
В рамках автоматизации процесса обработки металлов в домашних условиях самодельный инверторный сварочный полуавтомат значительно облегчает работу и существенно повышает прочность шва.
Дополнительно упростить решение этой задачи можно, если за основу будущего самодельного полуавтомата взять схему типового инверторного агрегата.
Для самостоятельного изготовления сварочного полуавтомата потребуется несколько видоизменить преобразователь нагрузочного тока, дополнив его рядом современных электронных элементов.
С принципиальной схемой инверторного устройства, обеспечивающего формирование рабочего тока для полуавтомата можно ознакомиться на картинке.
Электронный способ преобразования питающего напряжения заметно упрощает регулировку рабочих параметров сварочного тока. Электронный преобразователь влияет на дискретные компоненты схемы, в результате аппарат работает более стабильно.
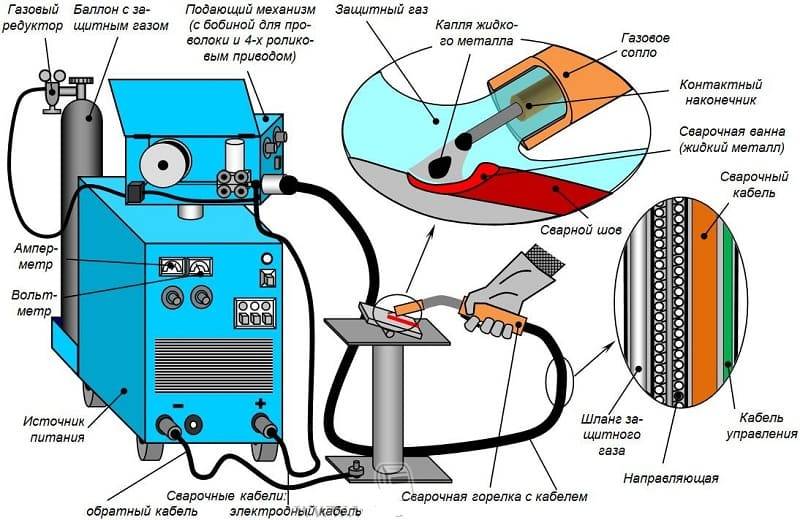
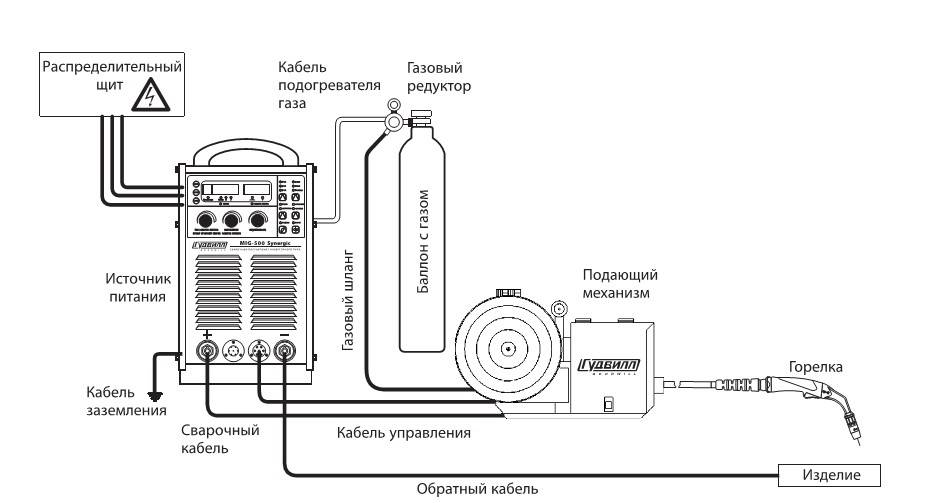
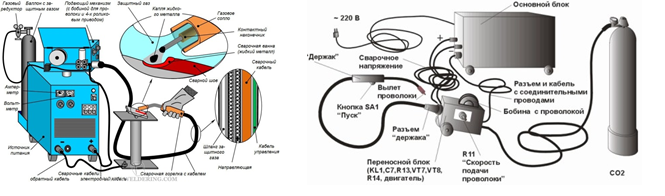
Сами сварочные работы полуавтоматом организуются по принципу сплавления заготовок в парах аргона или углекислоты с одновременной подачей присадочной проволоки в рабочую зону. С учётом особенностей организации сварного процесса в состав оборудования входят следующие обязательные узлы:
- газовый баллон с углекислотой или аргоном в комплекте со шлангом для их доставки к сварочной ванне;
- ёмкость (барабан или кассета) с механизмом, обеспечивающим непрерывную подачу присадочной проволоки;
- держатель со встроенным каналом для её перемещения;
- источник питания, модуль управления и объединяющие их электрические цепи.
Каждый из этих узлов выполняет свою функцию, позволяющую сварочному полуавтомату полноценно работать. Благодаря чёткому функциональному разграничению отдельных блоков, собрать полуавтомат своими руками не составляет особого труда.