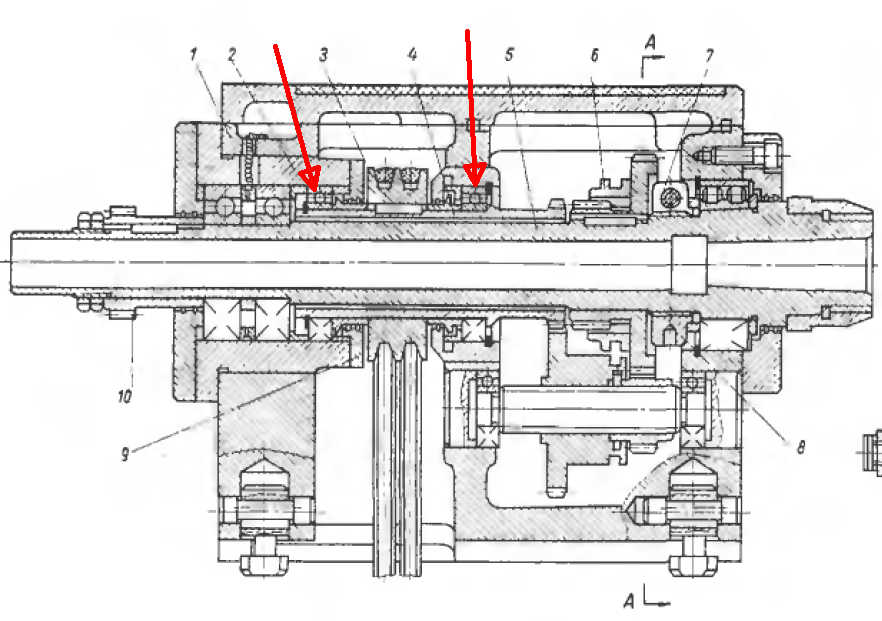
Шпиндель токарного станка. Технологический маршрут ремонта 3
Технологический маршрут 3 ремонта шпинделя токарного станка
Технологическая оснастка для ремонта шпинделя:
- четырехкулачковый патрон 7103—0049 (ГОСТ 3890—72)
- поводковый патрон 7108—0055 (ГОСТ 2572—72)
- люнет неподвижный
- станочные винтовые самоцентрирующие рычажные тиски 7200—0154 (МН 5790—65)
- внутришлифовальное приспособление, оправка для установки шпинделя
- проходной отогнутый резец 2102—0055—Т15К6—IV (МН 575—64)
- расточный резец 2140—0010—Т15К6—1
- резьбовой резец δ = 60° 2131—0506—Т15К6
- центра (ГОСТ 13214—67)
- гаечный двусторонний ключ (ГОСТ 2839—62)
- медные подкладки, хомутик (ГОСТ 2578—74)
- фреза концевая 2220—0007—Р18 (ГОСТ 17025—71)
- шлифовальный круг ПП400х40х127-Э5-К ГОСТ 2424—75
- пробка шпоночная 6,5js6 MH2978—61
- штангенциркуль ШЦ-II (ГОСТ 166—73)
- микрометр рычажный МР 50—75 (ГОСТ 4381—68)
- индикатор ГОСТ 9695—75
- конусный калибр Морзе 5
Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены. Новая технология ремонта основана на применении стиракрила и соответствующей подготовке клиньев под заливку.
Как показывает опыт, трудоемкость ремонта клиньев по предлагаемой технологии сокращается примерно на 35%, при этом почти полностью исключаются ручные шабровочные работы, связанные с подгонкой клиньев по месту.
Технологический процесс восстановления клиньев стиракри-лом (рис. 72) представлен в табл. 12.
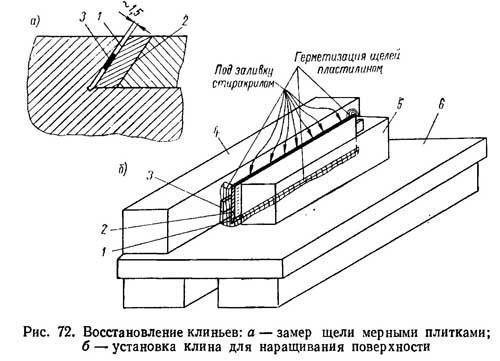
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет. Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Рабочее место
Качественное освещение — необходимое условие для правильной организации рабочего места. Для того чтобы обеспечить достаточное количество света, на самом станке необходимо закрепить лампы. Чтобы избежать поражения электрическим током и обеспечить устойчивость в рабочем положении, под ногами оператора станка должна находиться решетка из диэлектрика, изготовленная из пластика или резины. Также для безопасной и удобной организации рабочего места все необходимые инструменты, детали и заготовки необходимо расположить в одном специально отведенном месте. Так, размещение их в инструментальных шкафах по левую или правую сторону от рабочего места позволит сэкономить рабочее время, так как любой необходимый предмет будет всегда под рукой. Однако следует помнить, что на самом оборудовании хранить инструменты небезопасно.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.

Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.



Капитальный ремонт станка 16К20
При капремонте перед полной разборкой выполнятся проверка точности 16К20 и степень изношенности поверхностей трения.
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 16К20
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.

Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
При капремонте перед полной разборкой выполнятся проверка точности 16К20 и степень изношенности поверхностей трения.
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 16К20
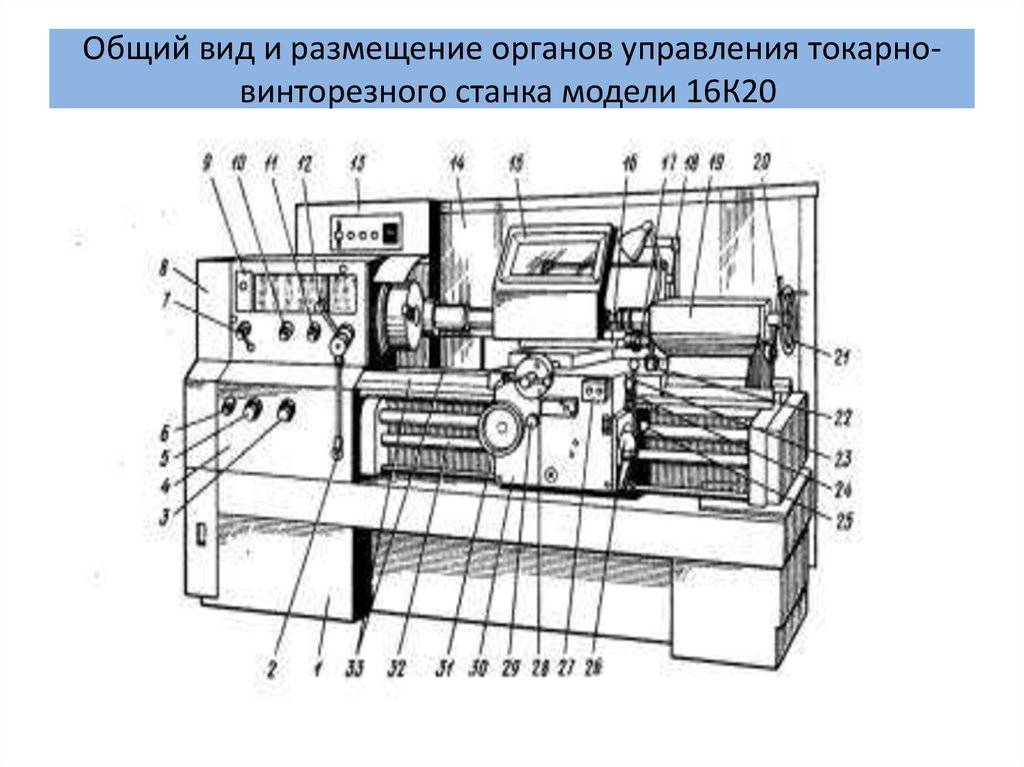
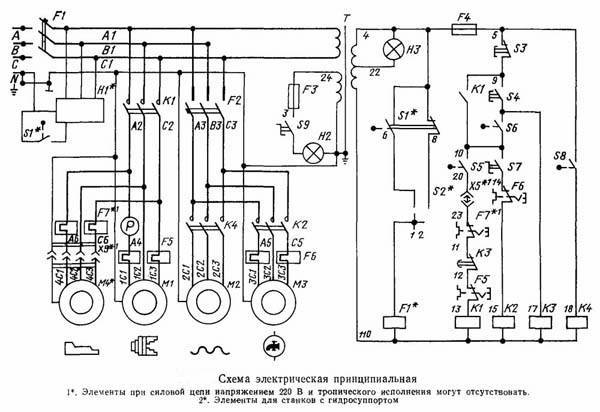
1к62 схема
На станке установлены три трехфазных короткозамкнутых электродвигателя (см. рис.). На станке могут применяться следующие величины напряжений переменного тока:
- главная цепь 3~50 Гц, 220, 380 В;
- цепь управления ~50 Гц, 110 В;
- цепь местного освещения ~50 Гц, 24 В.
Рабочее напряжение силовой цепи и местного освещения выбирает заказчик.
Рисунок — схема электрическая станка 1к62
Электрообоорудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
В левой нише задней стороны станины установлен конечный выключатель S6 для ограничения холостого хода главного привода. Для освещения рабочего места имеется светильник с гибкой стойкой типа СГС-1 с лампой МО (24 В, 40 Вт), смонтированный на каретке станка.



В рукоятке фартука встроен конечный выключатель S7 для управления электродвигателем быстрого перемещения каретки и суппорта. На каретке установлена кнопочная станция для пуска «1» и останова «О» главного привода.
Шкаф управления установлен за станиной станка справа.
С лицевой стороны шкафа управления установлены следующие органы управления:
- трехфазный выключатель S1 серии ПКП25-2-30 для подключения и отключения станка к питающей сети;
- трехфазный выключатель S2 для включения и отключения электродвигателя насоса охлаждения;
- сигнальная лампа Е1 для сигнализации о включении электрооборудования;
Указатель нагрузки РА, измеряющий нагрузку главного привода, имеет три шкалы: две белые и черную. Белая слева показывает недогрузку станка, черная — нагрузку от 85 до 100%, белая справа показывает перегрузку.
www.stanoktehpasport.ru
Капитальный ремонт токарного станка 16К20
Проводимые работы:
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Полная разборка станка и всех его узлов.
- Промывка, протирка всех деталей.
- Осмотр всех деталей.
- Уточнение предварительно составленной ранее при осмотрах и ремонтах ведомости дефектных деталей, требующих восстановления или замены.
- Восстановление или замена изношенных деталей.
- Ремонт системы охлаждения.
- Смена насоса системы смазки и ее ремонт.
- Шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки.
- Замена протекторов на каретке, салазках суппорта, задней бабке.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
- Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка состояния фундамента, исправление его и установка станка.
https://youtube.com/watch?v=gQdfld5C_pE
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.
Малый ремонт
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.
Капитальный ремонт станка 16К20
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Ремонт основных узлов
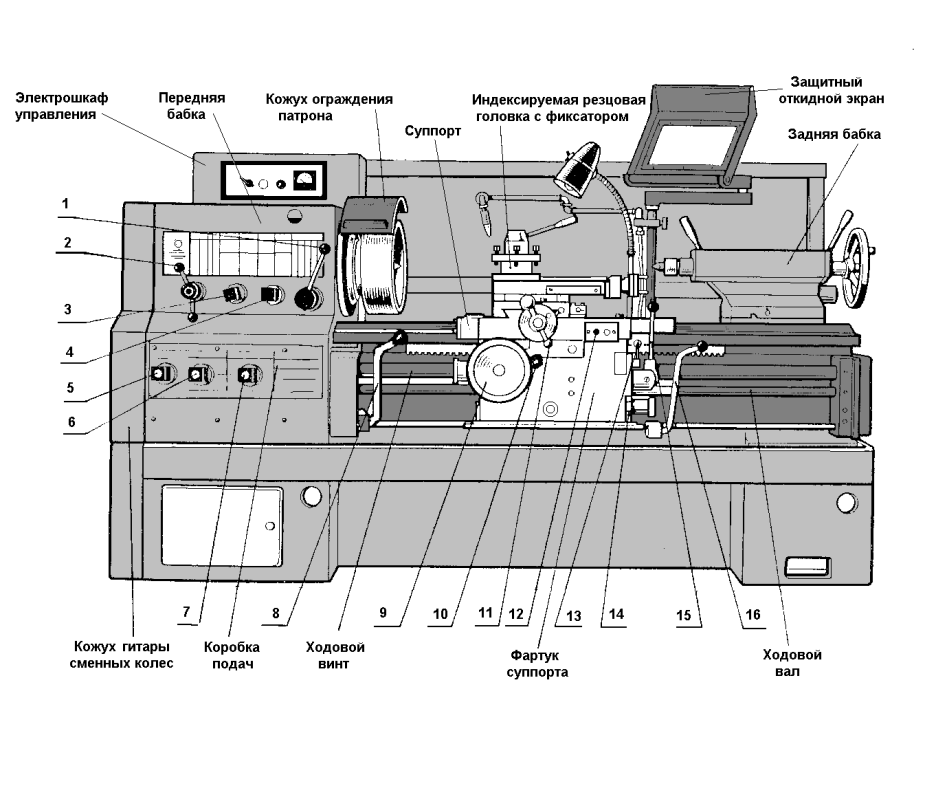
Станина
Станина 16К20 — это литая конструкция с ребрами жесткости, на которой монтируются все остальные оборудование токарного станка. На верхней части станины расположены четыре продольные направляющие токарного станка: две плоские и две призматические. От состояния их поверхностей зависит точность позиционирования задней бабки и каретки суппорта, а также соосность передней и задней бабок. Состав и порядок выполнения работ регламентируется разделом 6.1 технического руководства «Ремонт токарно-винторезного станка 16К20».
Существует четыре способа механообработки, с помощью которых выполняют ремонт направляющих токарного станка:
- ручная шабровка;
- шлифовка с применением переносного шлифовального оборудования;
- шлифовка на плоскошлифовальном оборудовании;
- строгание на продольно-строгальном станке;
https://youtube.com/watch?v=sJgzGG_6PU0
В общем случае, если износ составляет менее 15 мкм на 1000 мм, геометрию поверхности восстанавливают методом ручной шабровки. Если больше — с применением станочного оборудования или методом напыления.
Шабровка выполняется ручным слесарным инструментом, поэтому ее трудоемкость в несколько раз выше, чем при механизированной обработке.
Кроме того, этим способом можно обрабатывать только незакаленные поверхности. Шабрить станину токарного станка можно без демонтажа станины, поэтому наряду с ручной шлифовкой — это самый распространенный метод восстановления поверхностей направляющих.


Шлифовка направляющих с применением переносного шлифовального оборудования, устанавливаемого на станине, применяется в двух случаях: при невозможности доставки станины в ремонтный цех и в случае, если длина станины больше длины стола шлифовального оборудования. Самый эффективный способ восстановления направляющих станины — это обработка на шлифовальных и продольно-строгальных станках в ремонтных цехах или на специализированных предприятиях. Он обеспечивает самую высокую точность и гарантирует качество.

Станина для станка 16К20
Восстановление глубоких повреждений станины токарного станка производится путем напыления латуни или цинка, а также заливкой баббитом. После заполнения металлом вмятин и выбоин поверхность направляющей обрабатывают шлифовкой или шабровкой.
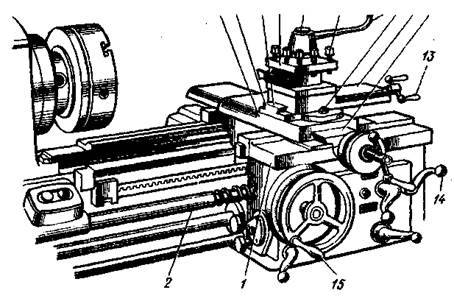
Каретка
В соответствии с разделом 6.2 Технического руководства ремонт каретки суппорта токарно-винторезного станка 16К20 включает две технологические операции:
- восстановление нижних направляющих, сопряженных с направляющими станины;
- восстановление поперечных направляющих, примыкающих к направляющим нижней части суппорта.
Перед началом работ каретку устанавливают на выставленную станину вместе с рейкой и коробкой подач. После этого на каретку монтируют прижимные планки, фартук, ходовой винт и ходовой вал, выставляют ее на точность, делают замеры и проверяют зацепление шестерни фартука с рейкой.

Каретка для станка 16К20
По результатам контрольных замеров определяют степень износа поверхностей направляющих и обрабатывают их ручным и механическими способами до достижения нормативных прямолинейности, плоскостности и параллельности. На финальной стадии точность прилегания к станине токарного станка обеспечивается обработкой шабером и шлифовальными устройствами.
Задняя бабка
Согласно разделу 6.7 Руководства в номенклатуру работ по ремонту задней бабки токарного станка 16К20 входят технологические операции, по восстановлению параметров следующих компонентов:
- поверхности корпуса, сопряженные с поверхностями плиты;
- поверхности плиты, примыкающие к корпусу и станине;
- отверстие под пиноль.
При восстановлении плоских поверхностей применяют шабровку и шлифовку, а при обработке пиноли — расточку.

Шлифовку плоских поверхностей направляющих выполняют на продольно-шлифовальном станке. Призматические поверхности доводятся до нормативного качества шабровкой. Расточка отверстия под пиноль производится двумя способами: на самом станке с помощью борштанги и с демонтажом на расточном станке.