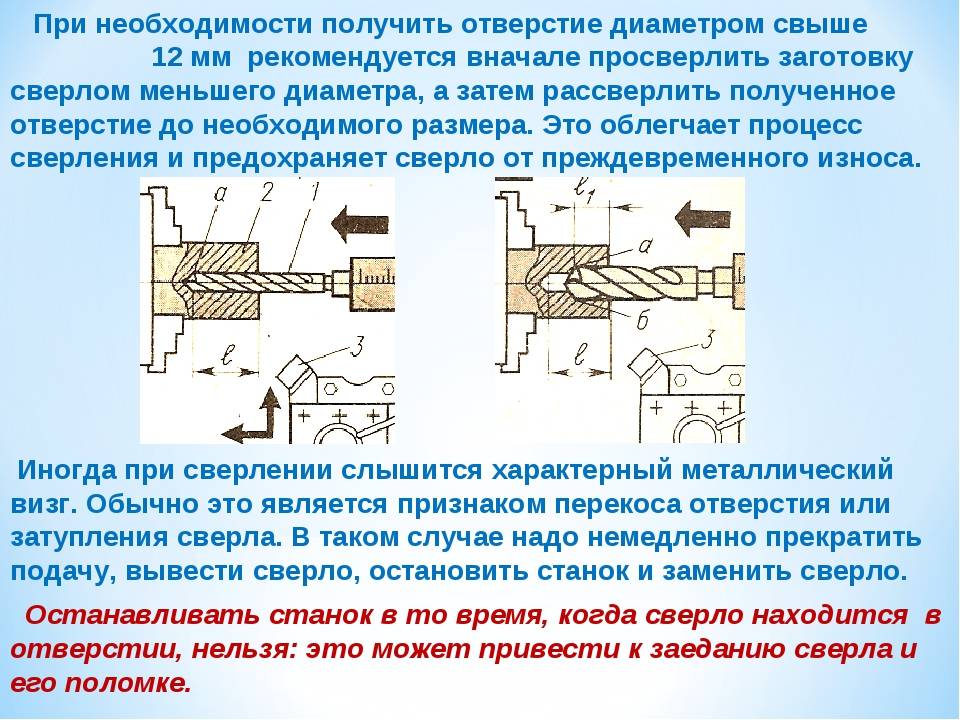
Токарная обработка
Токарная обработка – это обработка резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, торцевание, отрезание, снятие фасок, обработка галтелей, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках.
Точение – одна из самых древних технических операций, которая была механизирована с помощью примитивного токарного станка.
Вращательное движение заготовки называют главным движением резания, а поступательное движение режущего инструмента – движением подачи. Различают также вспомогательные движения, которые не имеют непосредственного отношения к процессу резания, но обеспечивают транспортирование и закрепление заготовки на станке, его включение и изменение частоты вращения заготовки или скорости поступательного движения инструмента и др.
Токарная обработка (точение) – одна из основных операций обработки резанием, выполняемая на металлорежущих станках и деревообрабатывающих станках токарной группы, обычно при вращательном движении изделия и поступательном движении резца.
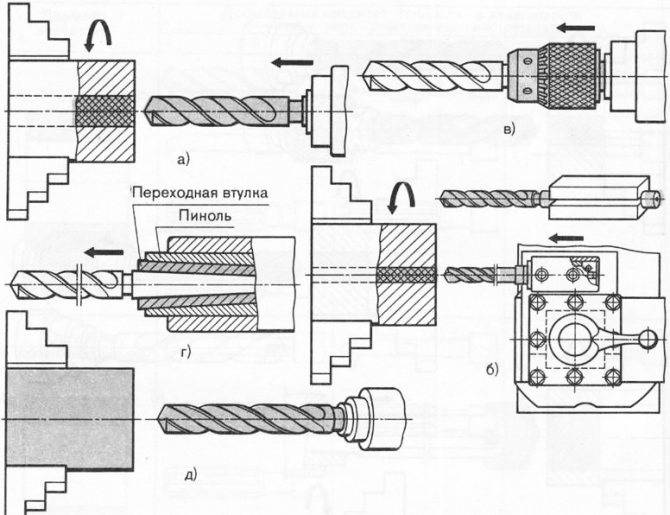
Схемы обработки поверхностей заготовок на токарно-винторезном станке представлены на рис. 1.
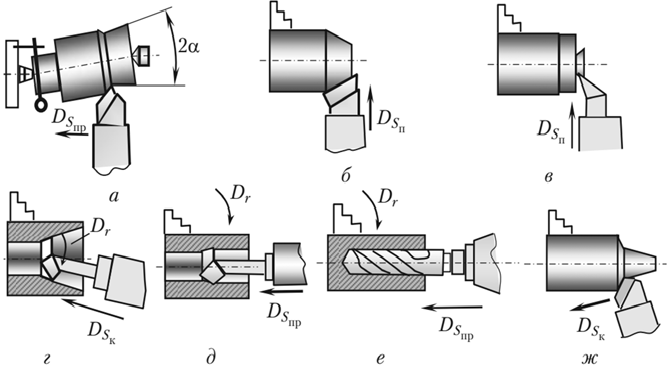
Рис. 1. Некоторые схемы обработки поверхностей заготовок на токарно-винторезном станке: а – наружных конических поверхностей средней длины; б – коротких конических поверхностей (фасок); в – отрезание деталей; г, д – растачивание внутренней конической и цилиндрической поверхности соответственно; е – высверливание отверстий; ж – обтачивание конических поверхностей с любым углом; Dr – главное движение резания; DSп, DSпр – движение подачи соответственно поперечное и продольное; DSк – движение подачи по конусу
Длинные пологие конусы (2α = 8…10°) точат, смещая в поперечном направлении корпус задней бабки относительно ее основания (рис. 1, а) или используя специальное приспособление – конусную линейку. При обработке конических поверхностей на станках с ЧПУ продольное и поперечное движения подачи суммируются автоматически.
Сквозные отверстия растачивают проходными расточными резцами (рис. 1, д).
С поперечным движением подачи на токарно-винторезных станках обтачивают короткие конические поверхности – фаски – широкими резцами, у которых главный угол в плане равен половине угла при вершине конической поверхности (рис. 1, б).
Детали от заготовки отрезают отрезными резцами, с наклонной режущей кромкой, что обеспечивает получение торца у готовой детали без остаточного заусенца (рис. 1, в). Подрезание торцов выполняют специальными подрезными резцами.
На токарно-винторезных станках обработку отверстий выполняют сверлами, зенкерами и развертками. В этом случае обработку ведут с продольным движением подачи режущего инструмента (рис. 1, е). Обтачивание наружных и растачивание внутренних конических поверхностей средней длины с любым углом конуса при вершине проводят с наклонным движением подачи резцов при повороте верхнего суппорта (рис. 1, г, ж).
Центрование отверстий
Центровые отверстия используются в качестве установочной базы при обработке деталей в центрах.
По ГОСТ 14034—74 предусмотрены три основные формы центровых отверстий (рис. 59): А — без предохранительного конуса; В—с предохранительным конусом; R— с дугообразной образующей. В первых двух формах базовой поверхностью служит коническое отверстие с углом при вершине 60°. Для формы R таковой является фасонная поверхность, обеспечивающая кольцевой контакт с рабочим конусом центра. Небольшой цилиндрический участок диаметром d предусмотрен для разгрузки вершины токарного центра и размещения смазки. По диаметру этого участка условно обозначается номинальный размер центрового отверстия.
Центровые отверстия формы В рекомендуются для заготовок, многократно устанавливаемых в центрах. Форму R целесообразно применять, когда требуется повышенная точность обработки.
Размеры центровых отверстий выбирают по таблице стандарта в зависимости от диаметра концевой шейки вала D. Точность центрования отверстий также ограничивается требованиями стандарта, согласно которому на угол рабочего конуса 60° допускается отклонение не более минус 30′, а шероховатость поверхности этого участка не должна превышать Rа = 2,5 мкм. Кроме того, оси центровых отверстий должны быть соосны между собой и с осью заготовки.
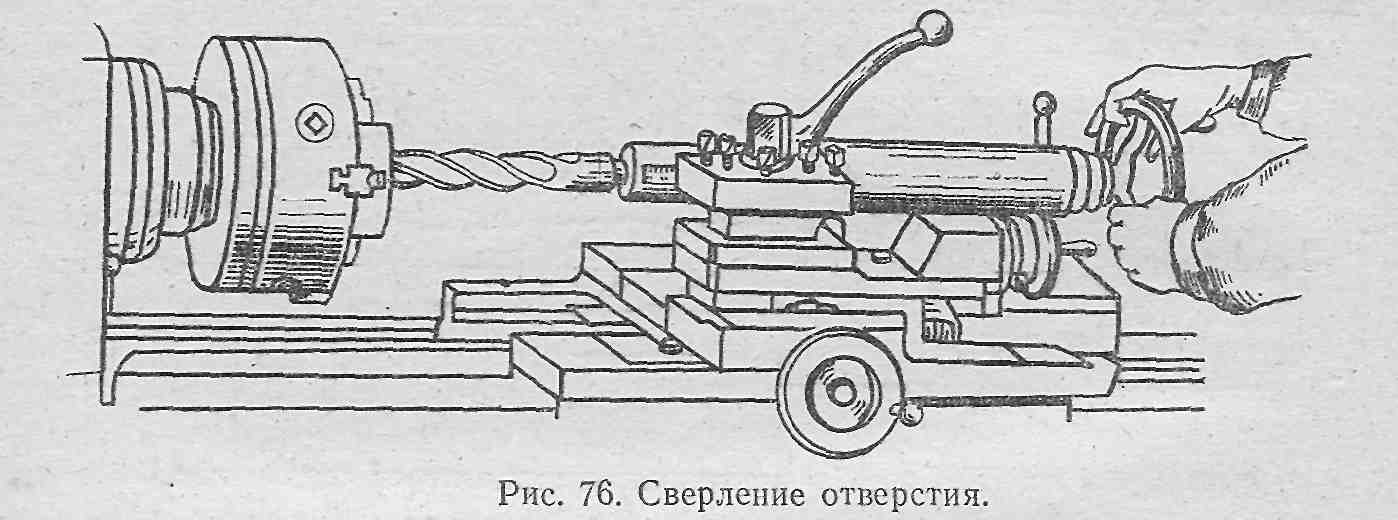
Наиболее производительными инструментами для центрования являются комбинированные центровочные сверла (рис. 60, а, б), которые за один рабочий ход позволяют получить форму отверстия. Они выпускаются для номинальных размеров d = 1 —6 мм. Токарная обработка центровочных отверстий более крупных размеров производится раздельно: вначале специальным центровочным сверлом (рис. 60, в)у затем многозубой зенковкой (рис. 60, г). Центрование на токарном станке выполняют аналогично сверлению (рис. 60, д). Перед центрованием торец заготовки, закрепленной в патроне, чисто подрезают. К торцу подводят, избегая удара, сверло и ручной подачей врезаются в металл. Для получения центрового отверстия требуемых размеров сверло углубляют в торец на необходимую величину, пользуясь лимбом маховичка задней бабкн или шкалой пииоли. Чтобы сократить время отсчета размеров при центровании партии заготовок, последним следует создавать постоянное продольное положение на станке с помощью шпиндельных упоров. При изготовлении деталей крупными партиями эта операция обычно выполняется в заготовительном участке цеха на специальных центровальных станках.
Для центрования отверстий комбинированными сверлами режим резания принимают в следующих пределах: подача S = 0,02—0,06 мм/об; скорость резания v=12—25 м/мин; смазывающе-охлаждающая жидкость — эмульсия.
При центровании возможны следующие виды брака:
- Не выдержаны размеры и форма отверстия. Причины: неправильная заточка комбинированного сверла, ошибки при отсчетах глубины центрования.
- Дробленость на основном конусе. Причины: тупое сверло, слишком малая подача, нежесткое крепление заготовки, большой вылет пиноли.
- Оси центровых отверстий несоосны и смещены с оси заготовки. Причина: неверная установка заготовки в патроне.
Этапы работ
- Подготовка соединяемых деталей.
- Разметка отверстий.
- Высверливание отверстий.
- Зенковка готовых гнезд.
- Установка крепежных элементов.
- Обжим.
- Очистить поверхности от налета, грязи, ржавчины.
- Отметить места будущих отверстия. Перед сверлением их нужно накернить, чтобы сверло не уходило в сторону.
 Высверливание отверстийсверлильного станкасверломВставка заклепок
Высверливание отверстийсверлильного станкасверломВставка заклепок
- Крепежный элемент вставляется в отверстие стержнем снизу-вверх.
- Под закладную головку устанавливается поддержка. Если она потайная, необходимо применять плоскую поддержку.
- Детали уплотняются. Их осаживают в месте клепки. Зазоры между металлическими листами устраняются молотком.
Образование замыкающей головки
- Прямой метод. Удары молотка наносятся по стержню заклепки с той стороны, где образуется замыкающая головка.
- Обратный метод. Удары молотком наносятся по закладной головке.
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Расточные резцы и их установка
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф.
При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис.





118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала.
Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину
Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами. Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Суперфиниширование
Суперфиниширование производят специальной головкой с мелкозернистыми абразивными брусками; его применяют для окончательной отделки наружных и внутренних поверхностей вращения. В процессе работы абразивные бруски прижимаются к обрабатываемой поверхности с небольшой силой.
В зависимости от характера прижима брусков в хоне различают кинематическое (рис. 8, а) и силовое суперфиниширование. При кинематическом суперфинишировании брусок 2 прижимается к заготовке 3 пневмоцилиндром или гидроцилиндром через пружину 1, что затрудняет исправление огранки и овальности обрабатываемой поверхности. В случае силового суперфиниширования этот прижим осуществляется через промежуточное звено 4, что способствует хорошему исправлению погрешности формы.
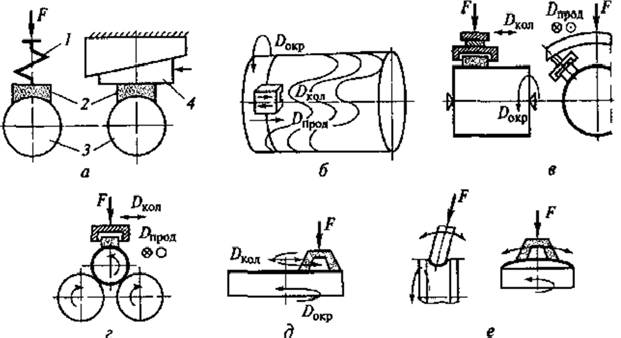
Рис. 8. Суперфиниширование: а – схема суперфиниширования: 1 – пружина; 2 – брусок; 3 – заготовка; 4 – промежуточный жесткий элемент;б – основные движения; в – суперфиниширование в центрах; г – бесцентровое суперфиниширование; д, е – суперфиниширование плоских и фасонных поверхностей соответственно; F – сила прижима; Dокр – вращение заготовки; Dкол – возвратно-поступательное (колебательное) движение бруска; Dпрод – движение продольной подачи








Основными рабочими движениями (рис. 8, б) является вращение заготовки Dокр, колебательное движение бруска Dкол и движение продольной подачи Dпрод. Иногда на брусок накладывают дополнительные ультразвуковые колебания, что позволяет увеличить скорость съема металла, и бруски самозатачиваются. Для каждой операции суперфиниширования в зависимости от заданного значения шероховатости обрабатываемой поверхности устанавливается определенная продолжительность обработки, по истечении которой станок автоматически отключается.
Наиболее распространенные схемы суперфиниширования – обработка в центрах с продольной или поперечной подачей (рис. 8, в); бесцентровое суперфиниширование (рис. 8, г); обработка плоских (рис. 8, д) и фасонных (рис. 8, е) поверхностей.
В результате суперфиниширования шероховатость поверхности Raуменьшается до 0,2–0,025 мкм, но погрешности предшествующей обработки (тонкого точения, шлифования, хонингования) не устраняются.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
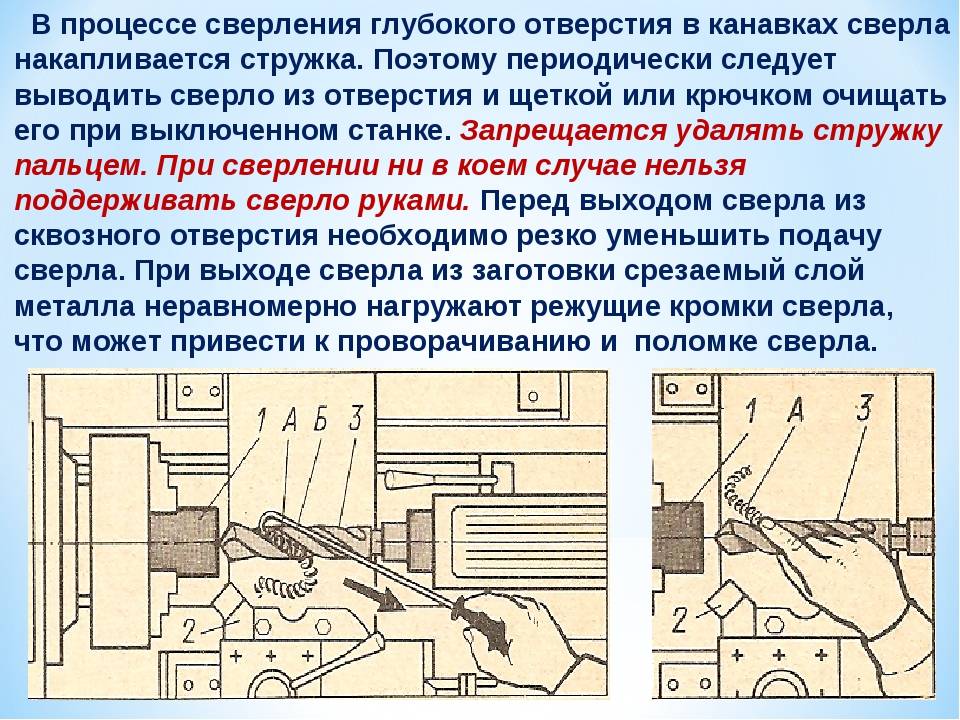
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
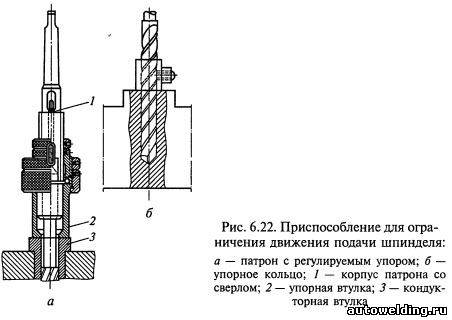
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Обработка глубоких отверстий
В случае выполнения глубоких отверстий, необходимо выполнить все подготовительные операции в той же последовательности, как и обычных:
- Установка соосности задней бабки и шпинделя.
- Закрепление заготовки.
- Подготовка и установка режущего инструмента.
- Торцевание заготовки.
- Выполнение углубления в торце заготовки.
При этом нужно придерживаться нескольких рекомендаций:
- Глубокое сверление нужно начинать коротким инструментом на глубину равную диаметру сверла, а затем менять на основное. Это поможет избежать отклонения основного сверла от нужного направления.
- В начале резания для увеличения жёсткости длинного сверла, его подпирают сбоку обратной стороной резца закреплённого в резцедержателе.
Особенности станков с ЧПУ
При работе на токарных станках можно применять ЧПУ (числовое программное управление). Это даёт преимущества только при производстве больших партий изделий. Так как отладка и настройка таких машин занимает много времени, требует создание специальных программ и наличие квалифицированного оператора-наладчика.
Преимущества использования станков ЧПУ:
- Освобождение оператора (токаря) от любых расчётов.
- Повышается точность обработки деталей.
- Минимизируется человеческий фактор.
- Повышается безопасность труда.
- Повышение производительности труда.
- Возможность круглосуточной работы и без выходных.
- Снижает затраты на производство единицы продукции.
Технические условия на изготовление фундамента.
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Статья по теме: Телескопическая опалубка перекрытий
Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F — площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.

Зенкерование
Как отметили, зенкерование – это процесс обработки отверстий, предварительно полученных литьем, ковкой, штамповкой и т.п.






Это многолезвийный инструмент число зубьев у зенкера (3-9). Уменьшается размер каждого зуба, увеличивается толщина сердцевины, увеличивается прочность. Соответственно – увеличение числа зубьев и жест кости обеспечивает более устойчивое положение зенкера при обработке отверстий, полученных литьем, ковкой. За счет уменьшения толщины срезаемого слоя достигается точность 10 квалитета 20-15 мкм по Rz.
Режимы резания выбираются аналогично сверлению.
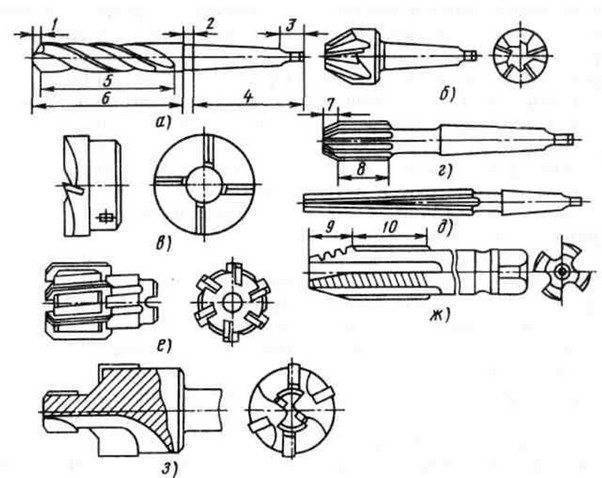
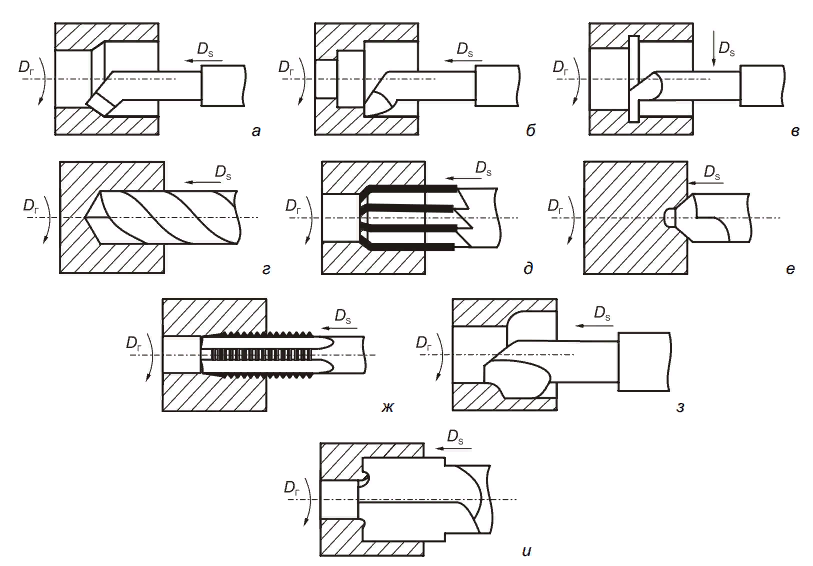
Рисунок 4.5 – Инструменты для обработки отверстий на сверлильных станках:
а – сверло; б, в – зенкеры; г, д, е – развертки; ж – метчик; з – комбинированный зенкер с пластинками из твердого сплава
Принципы проведения работы
Тут важно начать с того, что в зависимости от материала инструмента будет меняться и скорость резания. К примеру:
- Если сверление проводится с использованием элементов из инструментальной стали, то минимальная скорость составляет 25 м/мин, а максимальная — 35 м/мин.
- Если механическая обработка осуществляется сверлами, принадлежащими к категории быстрорежущих, то минимальная скорость — 12 м/мин, а максимальная — 18 м/мин.
- Если используются сверла их твердосплавных материалов, то значения равны 50 м/мин и 70 м/мин.
Здесь важно отметить, что технология сверления предполагает выбор скорости процедуры в зависимости от диаметра самого элемента и малой подачи (с увеличением диаметра растет и скорость). Характерная особенность проведения работы — это использование стандартного угла при вершине для сверла, который равен 118 градусов
Если необходимо работать с сырьем, которое характеризуется высокой твердостью сплава, то угол нужно увеличить до 135 градусов
Характерная особенность проведения работы — это использование стандартного угла при вершине для сверла, который равен 118 градусов. Если необходимо работать с сырьем, которое характеризуется высокой твердостью сплава, то угол нужно увеличить до 135 градусов.