Еще один отрезной резец
Вот, нашел в книжке. К сожалению, информации не очень много. Может кто-нибудь добавит?
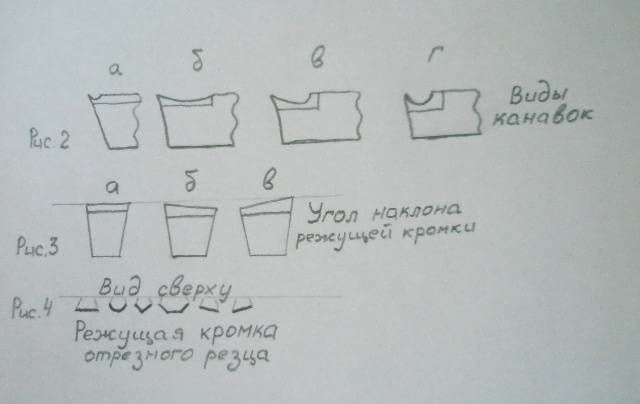
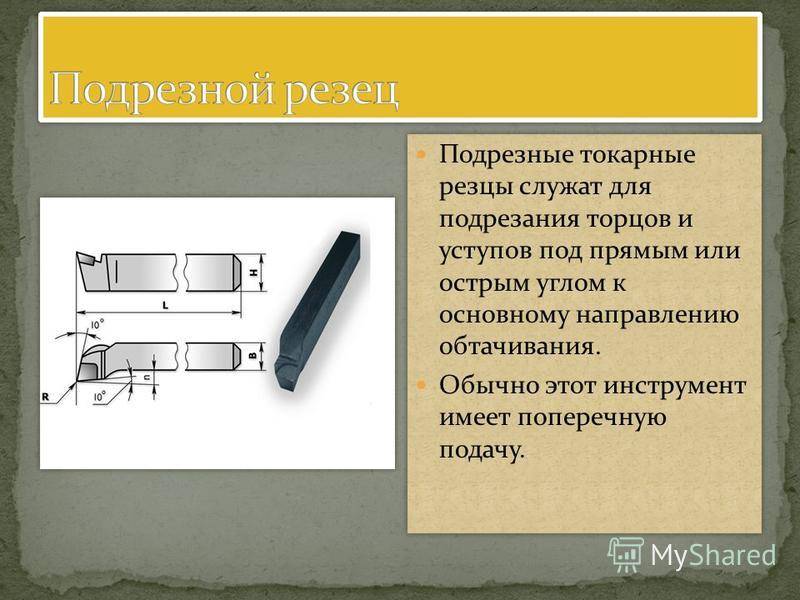
Иван Константинович Евсеев начинал показ с самой, казалось бы, простейшей операции — с отрезки материала. Это, пожалуй, самая распространенная токарная операция. Выполняют ее отрезным резцом на малых скоростях и в большинстве случаев с обильным охлаждением. Отрезной резец Евсеева с оригинальной формой заточки позволяет увеличить скорость резания раз в десять при подаче 0,35-0,4 мм на один оборот детали и без охлаждения. Материал отрезается так быстро, что заготовка не успевает нагреться. Отрезка производится самоходом, а не от ручной подачи.Почему-то никто не задумывался над тем, нельзя ли сделать ширину стружки меньше, чем ширина резца. Ведь тогда она не застревала бы в отрезной канавке и можно было бы увеличить и скорость резания, и подачу, т.е. значительно повысить производительность труда. У токаря Евсеева до этого дошли и голова и руки. Обычный отрезной твердосплавный резец он затачивает под углом 90°, а в вершине его делает площадку шириной 1 мм. Потом по всем трем получившимся граням он снимает фаски под углом 5-7° и шириной 0,8 мм.
Почему же стружка от нового резца не застревает в резе? Потому, что при большой подаче и высокой скорости из-под резца выходит гофрированная стружка, наподобие мехов гармошки, и кусочки такой стружки легко вылетают из отрезной канавки, так как они всегда уже резца. «Секрет», казалось бы, очень простой, а операция ускорилась в 10 раз!
Схема работы на токарном станке отрезными резцами:
а — обычным; б — конструкции И.К. Евсеева.
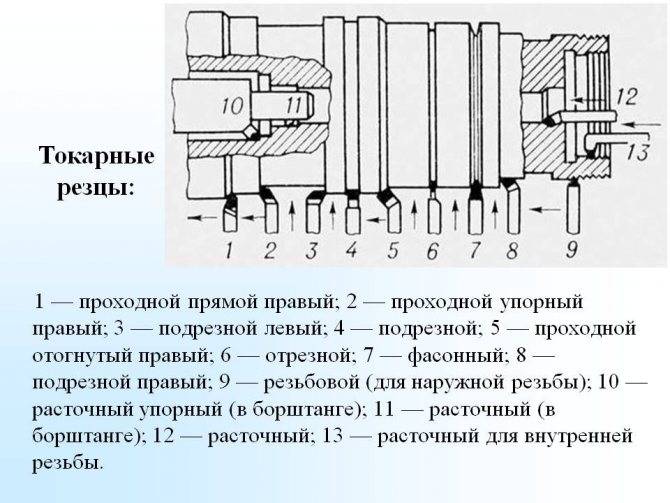
Классификация токарных резцов
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
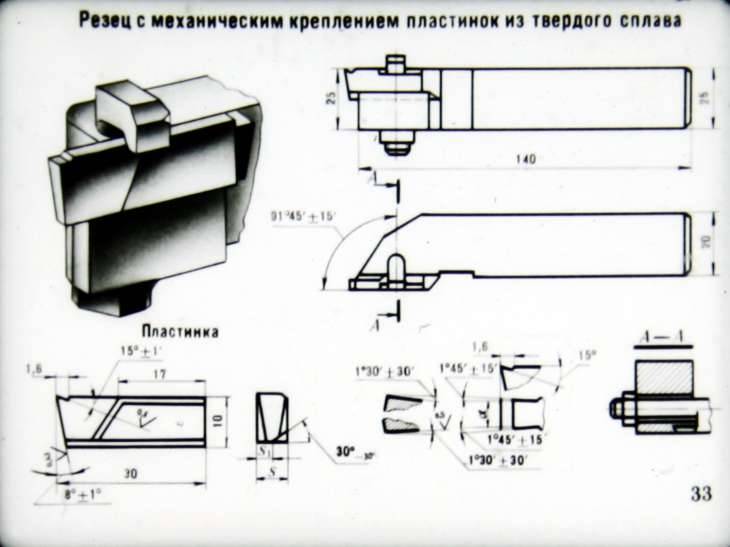
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.
Согласно классификации на основании метода обработки различают резцы:
- чистовые;
- черновые (обдирочные);
- получистовые;
- для тонких работ.
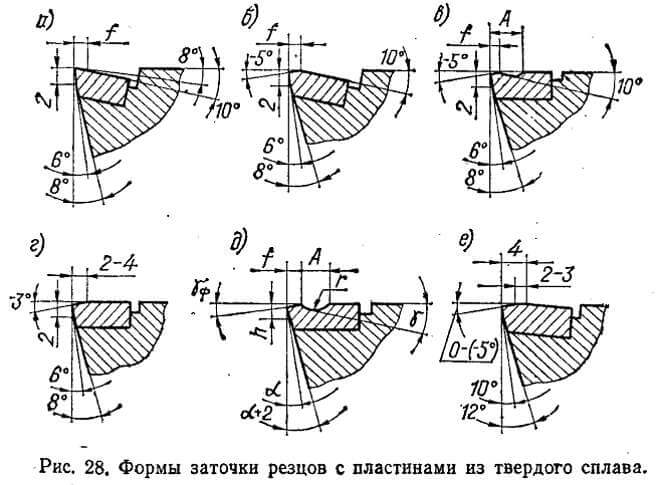
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Режимы резания по металлу
Режим резания представляет собой набор величин, вычисляемые расчетным путем.
- Глубина, определяющая толщину снимаемого слоя за одну операцию. При обработке торца показатель глубины определяется диаметром детали, плоских деталей — используют длину.
- Скорость. Вычисляется путем умножения количества оборотов детали в минуту на ее диаметр. При этом учитывают тип выполняемой операции, вид инструмента, материал заготовки.
- Подача. Показатель движения резца за один оборот детали. После вычисления данные величины сравнивают с нормативными показателями, указанными в паспорте станка.
Основы рабочего процесса
Заточка резцов – общие рекомендации
От качественной заточки напрямую зависит эффективность работы резца, а также сила реза и общий срок эксплуатации. Для токарной оснастки принято затачивать обе ее кромки. Очинивание совершается в несколько шагов, отдельно для каждой рабочей режущей поверхности. Процесс начинается с задней части – оператор должен обработать заднюю поверхность примерно под 5-градусным углом. Далее следует обточить тыльную плоскость режущей кромки. Затачиваемый угол для задней пластины должен превышать задний угол реза в районе двух градусов. После обточки режущей и задней частей, оператор должен сформировать окончательный режущий угол посредством доводки. Передняя часть должна быть также обточена по вышеописанному алгоритму. Стоит помнить, что угол на передней часть резца должен создаваться посредством двойного обтачивания или же с помощью доводки. Рабочий край, по которому осуществляется очинивание, должен располагаться на параллельной прямой со шлифующей поверхностью.
Установка резца
В целях надлежащего выполнения процедуры отрезания и дабы пресечь повышенный износ пластины для резки, а также для обеспечения качественной обработки торца после обрезания, стоит выставить резец в полностью перпендикулярном положении по отношении к обрабатываемому изделию Кроме прочего, он должен устанавливаться напротив вращательной оси, при вертикальном отклонении не больше 0,1 миллиметра в обе стороны. Размещение режущего края даже на малую долю десятых миллиметра повыше, способно привести к излому лезвия, а при пониженной установке – на заготовке может образоваться несрезанный уступ. Отрезку следует осуществлять в максимальной близости к кулачкам патрона, применяя резец по минимальному вылету. Для комфортной обработки твердых материалов посредством настольных станков, нужно использовать инвертированные или пружинные инструменты.
Конструктивные особенности отрезного резчика
Сам он представляет собой монолитный цельнометаллический токарный инструмент, состоящий из плоской головки и массивной державки. На конце головки имеется пластина для резки. В сравнении с другими видами токарных насадок, помимо основного режущего края, резец обладает также двумя вспомогательными, располагающимися по обе стороны от основной, предназначающиеся для подрезания поверхностей сбоку относительно прорезаемого паза. Лезвие отрезной насадки становится уже при смещении в сторону державки под углами 1-3 градуса для каждой стороны. Данная конструктивная особенность требуется для того, чтобы было возможно снизить трение насадки о стены канавки, а также в целях улучшения циркуляции смазочно-охлаждающей жидкости и выброса стружки.





По ширине лезвия головка может быть в размерах от 3-10 миллиметров, а ее длина должна быть подобрана таким образом, чтобы быть на несколько миллиметров больше относительно радиуса обрабатываемого изделия. В целях поднятия прочности и понижения уровня вибрации, необходимо применять особые образцы отрезных резцов, у которых фронтальная часть увеличена. Качественный баланс такому инструменту придадут головки, обладающие округлыми выступами сверху (еще они называются «петушковыми»), и которые сделают возможным расположение режущего края на той же линии, где проходит ось державки.
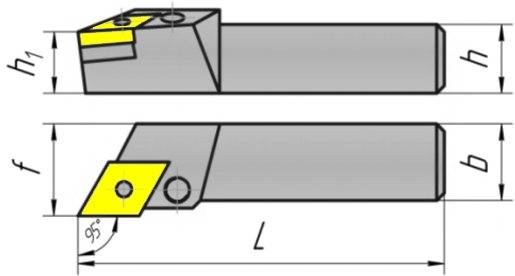
Резцы токарные контурные.
| Марка режущей пластины – Композит 09 ПТНБ. Применяется при чистовом точении сталей HRC 55…65. |
| Обозначение | Размеры,мм | Режущая пластина | Масса, кг | |||||||
| Правый | Левый | λ° | γ° | h | b | L | h1 | f | ||
| 2102-4052К MCLNR 2021 K12 | 2102-4052К -01 MCLNL 2021 K12 | -6 | -6 | 20 | 20 | 125 | 20 | 25 | CNMM-120408 ПНТБ | 0,9 |
| -02 MCLNR 2525 М12 | -03 MCLNL 2021 М12 | 25 | 25 | 150 | 25 | 32 | 1,3 | |||
| -04 MCLNR 3232 Р12 | -05 MCLNL 3232 Р12 | 32 | 32 | 170 | 32 | 40 | 1,8 |
Отличием современного Композита 09 ПТНБ является отсутствие примесей и высокая дисперсность материала, выпускаемого в двух модификациях: ПТНБ-микро зернистостью 1,0мкм; ПТНБ — нано зернистостью 0,1мкм. Новые инструменты обеспечивают повышение производительности обработки труднообрабатываемых материалов в 5-10 раз, точности обработки до 0,5 мкм и чистоты поверхности до Ra 0,1 мкм без последующих шлифовально-доводочных операций. Эксплуатационные характеристики инструмента ОАО «ОИЗ» не уступают аналогичным инструментам зарубежных фирм, так как оснащены композитами значительно более мелкой зернистости, имеющими в своем составе меньше связующей фракции и соответственно более высокие физико-механические свойства. По отдельному заказу возможно изготовление пластин любых других форм. оснащенных композитами на основе кубического нитрида бора и поликристаллического алмаза.
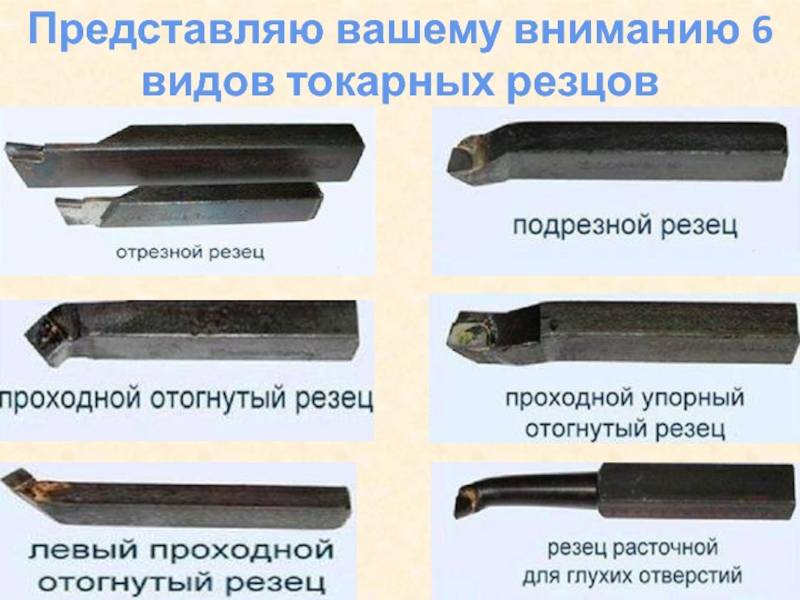
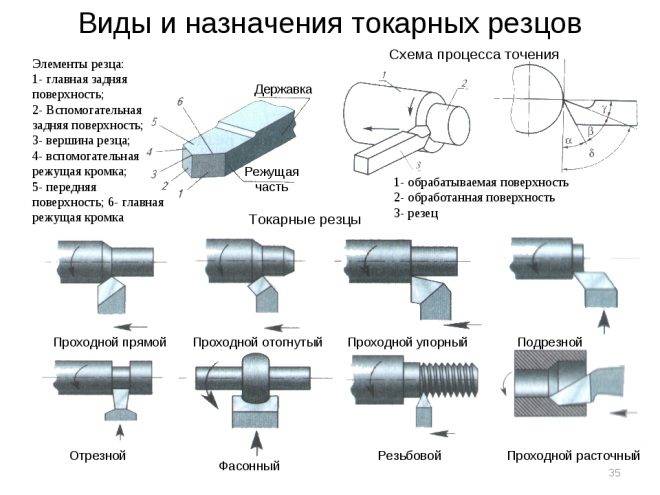
Виды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Прямой
Используют для резки конических и цилиндрических деталей. Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.
Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.
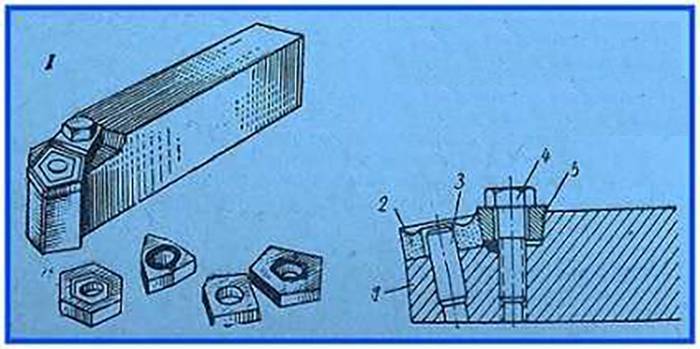
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Другие разновидности резцов
Классификация инструмента проводится и по направлению, в котором совершается подача. Выделяют токарные резцы:
- Левого типа — в процесс обработки инструмент подводить слева направо.
- Правого типа — этот тип изделия получил наибольшее распространение, так как подача суппорта осуществляется справа налево.
Технологическая карта обработки заготовки предусматривает применение следующих инструментов:
- Для выполнения черновой обработки. Зачастую приходится делать так, что показатель скорости вращения шпинделя низкий, а подача высокой. За счет этого можно снимать большой слой материала за один проход. Однако снижение показателя скорости вращения шпинделя несколько ухудшает качество получаемой поверхности. На этом этапе также образуются важные геометрические элементы изделия: фаски и канавки.
- Для чистовых работ. После того как основной слой металла был удален, наступает этап проведения чистовой обработки. В этом случае размеры заготовки и показатель шероховатости доводятся практически до финального показателя.
- Некоторые специалисты также выделяют получистовую работу, но на практике инструменты этой группы применяются крайне редко.
- Для выполнения тонких технологических операций. Если деталь должна обладать высокоточными размерами, то устанавливается инструмент, предназначенный для тонкой обработки. Он характеризуется тем, что изготавливается из сверхтвердых материалов, размеры и форма наконечника остаются неизменными на протяжении всего срока эксплуатации. Чаще всего устанавливается на станках с ЧПУ.
Резцы для токарного станка по металлу: особенности конструкции
 Для механической обработки металла или других материалов применяются специальные режущие инструменты. Станки токарной группы предназначены для получения изделий цилиндрической или конической формы. Провести точение можно при применении токарных резцов, которые имеют ряд своих особенностей. Резцы для токарного станка по металлу классифицируются по огромному количеству признаков, подбираются в зависимости от особенностей проводимых операций. С появлением высокопроизводительного оборудования количество разновидностей рассматриваемого режущего инструмента увеличилось.
Для механической обработки металла или других материалов применяются специальные режущие инструменты. Станки токарной группы предназначены для получения изделий цилиндрической или конической формы. Провести точение можно при применении токарных резцов, которые имеют ряд своих особенностей. Резцы для токарного станка по металлу классифицируются по огромному количеству признаков, подбираются в зависимости от особенностей проводимых операций. С появлением высокопроизводительного оборудования количество разновидностей рассматриваемого режущего инструмента увеличилось.
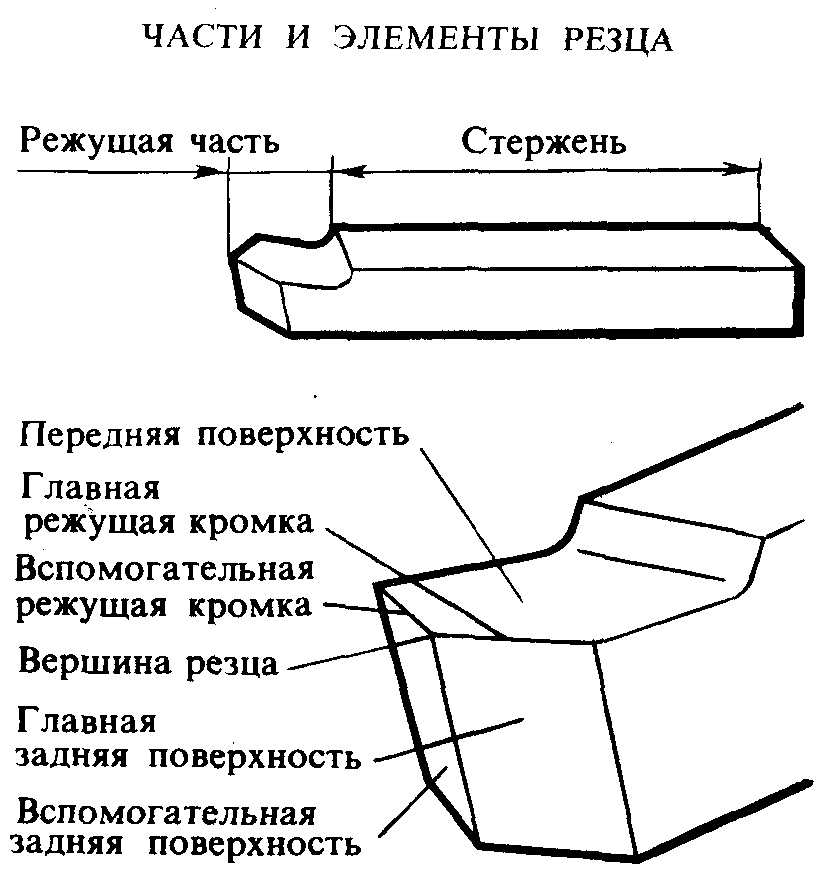
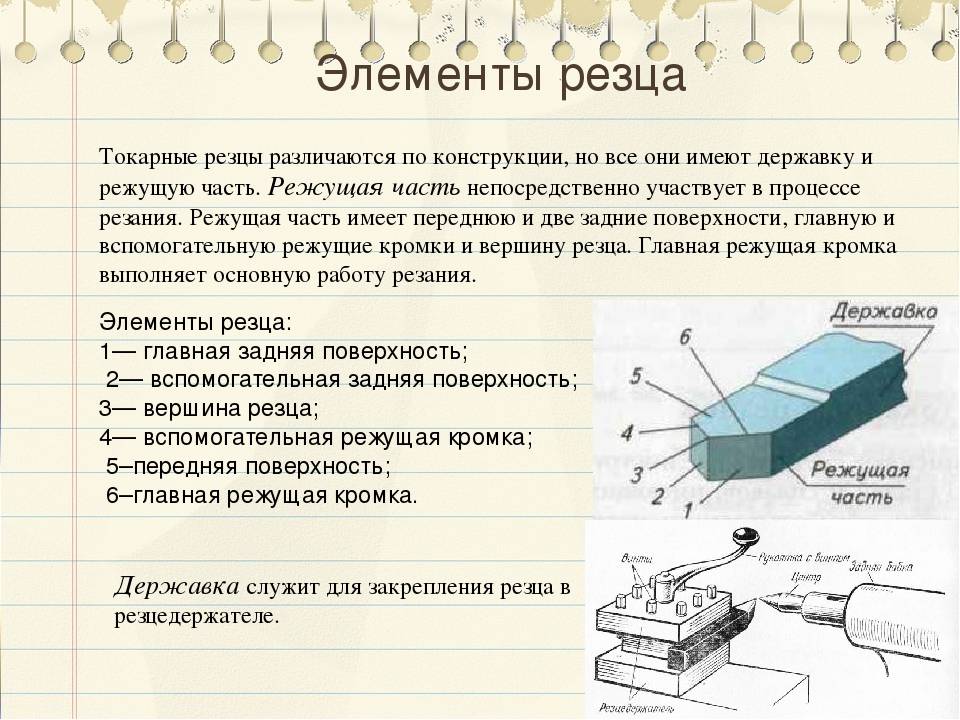
Конструктивные особенности токарных резцов
В производстве резцов для токарного оборудования используется два конструктивных элемента, служащих для:
- обработки металлических изделий – рабочая часть;
- крепления в резцедержателе станка – стержень-державка в форме прямоугольника или квадрата.
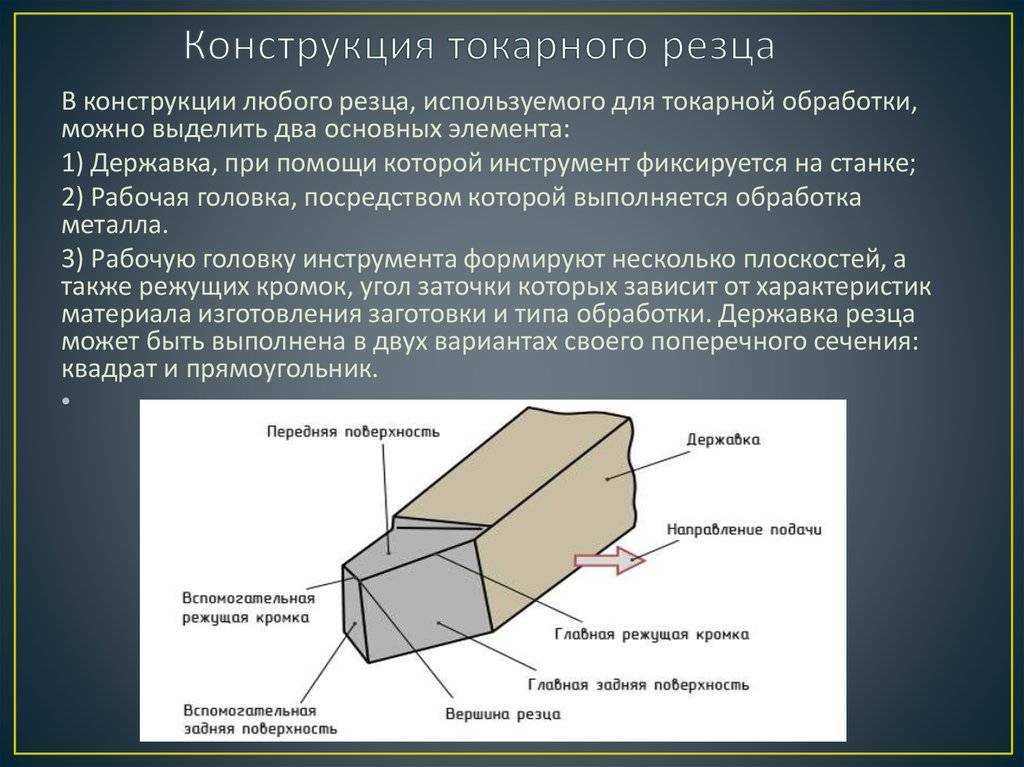
Рабочая половина включает в себя:
- переднюю кромку, по которой сходит обрезаемая стружка;
- основную заднюю, повернутую к области обрезания заготовки, часть;
- заднюю вспомогательную, повернутую к заготовке, поверхность;
- грань основную режущую, находящуюся на стыке двух (задней главной и передней) поверхностей;
- грань вспомогательную режущую, находящуюся в области соединения вспомогательной задней и передней части;
- вершину резца, находящуюся в месте, где пересекаются вспомогательная и режущая главная кромки.
Головки рабочие могут быть:
- с пластинами приварными или припаянными;
- целостные;
- с прикрепленными механически пластинами.
Оглавление
Виды проходных отогнутых резцов Основные размеры проходного отогнутого резца Геометрия проходного отогнутого резца Выбор проходного отогнутого резца Режимы резания Маркировка
скачать прайс-лист РЕЗЦЫ ТОКАРНЫЕ
Резец проходной отогнутый используется для обтачивания наружных поверхностей деталей вращения, куда относятся конические поверхности большой длины, цилиндрические валики и прочие вещи. В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.

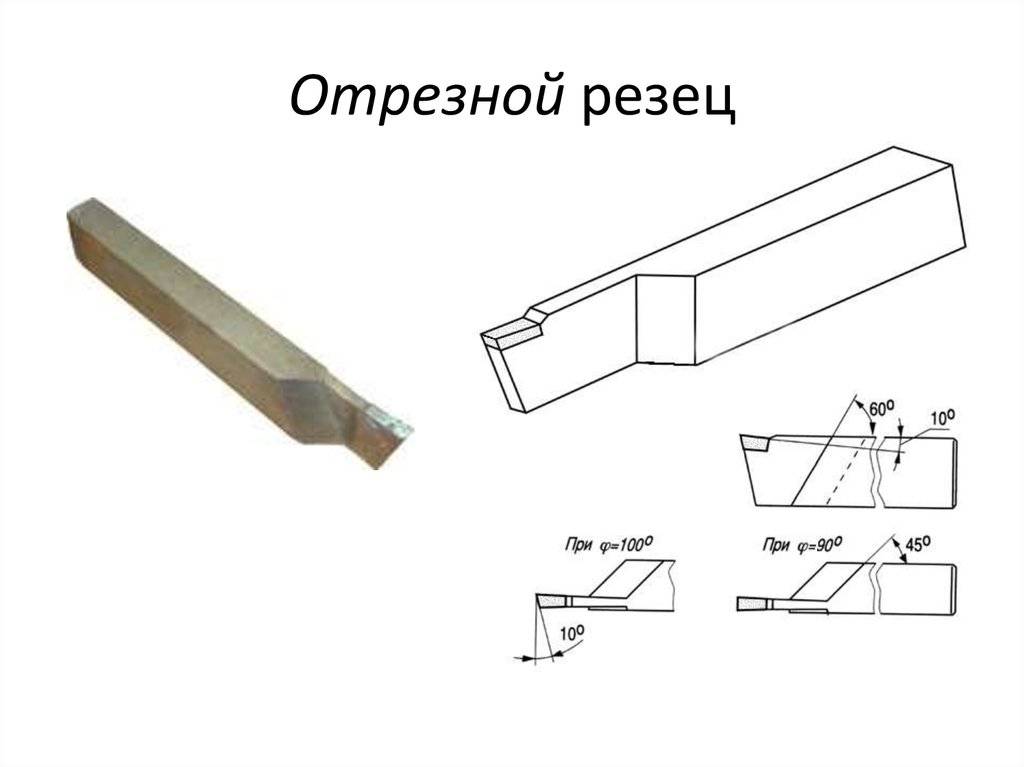



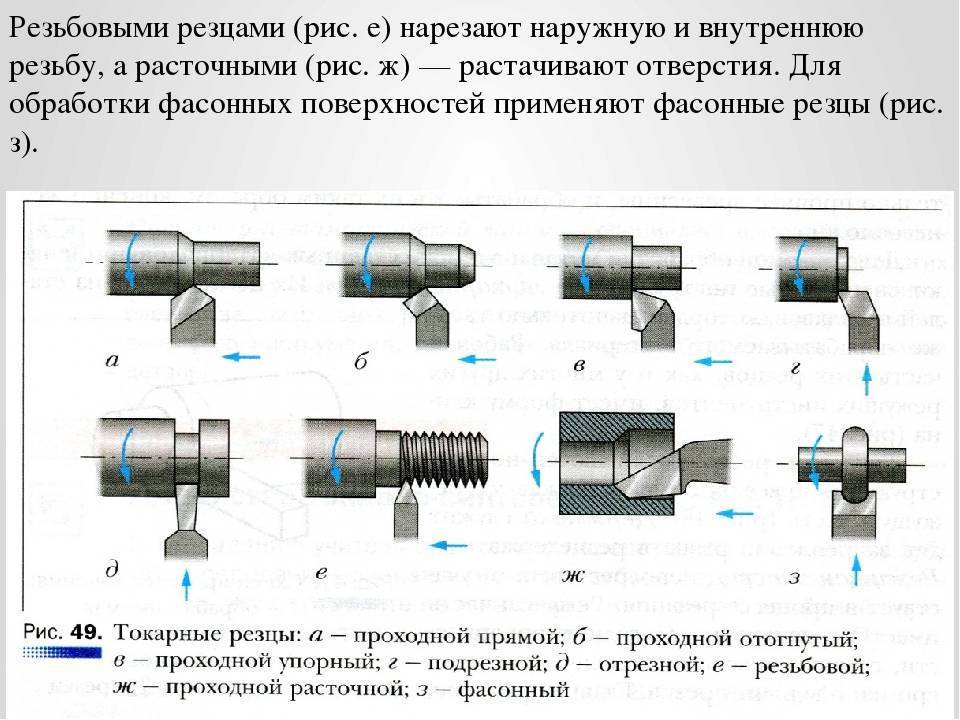
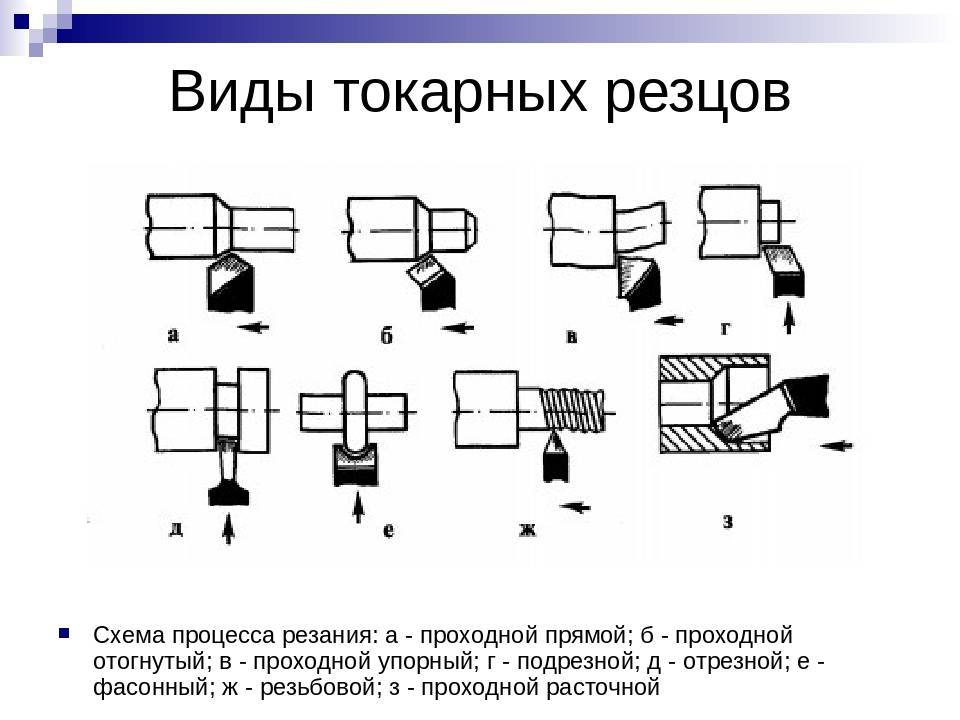
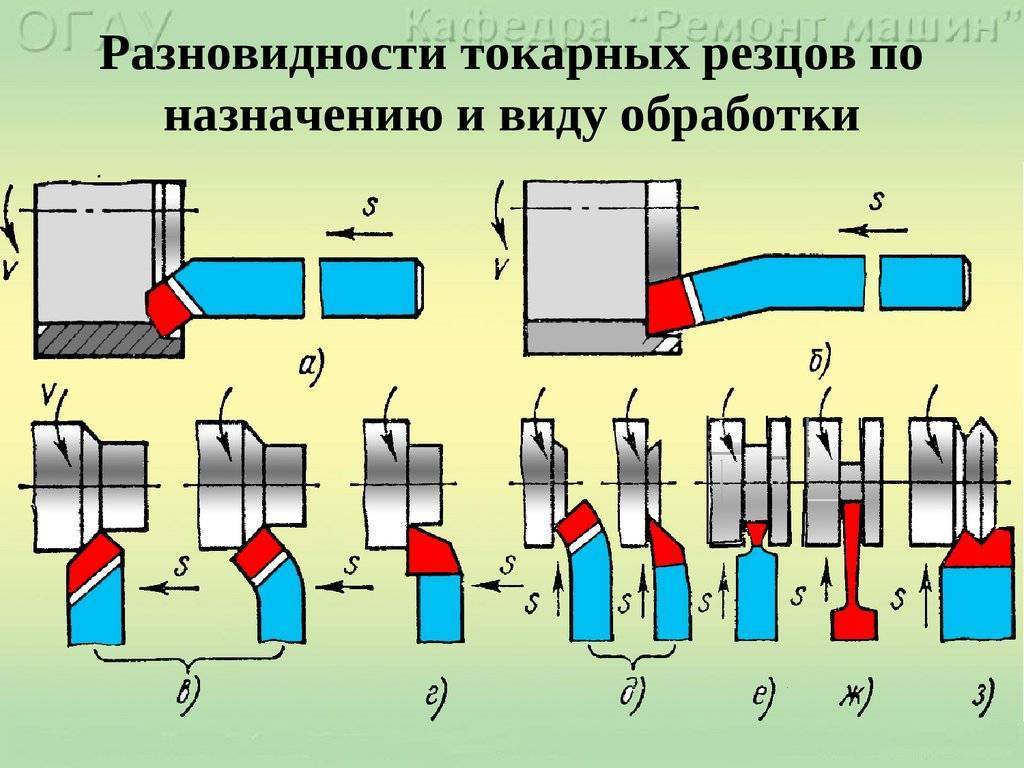
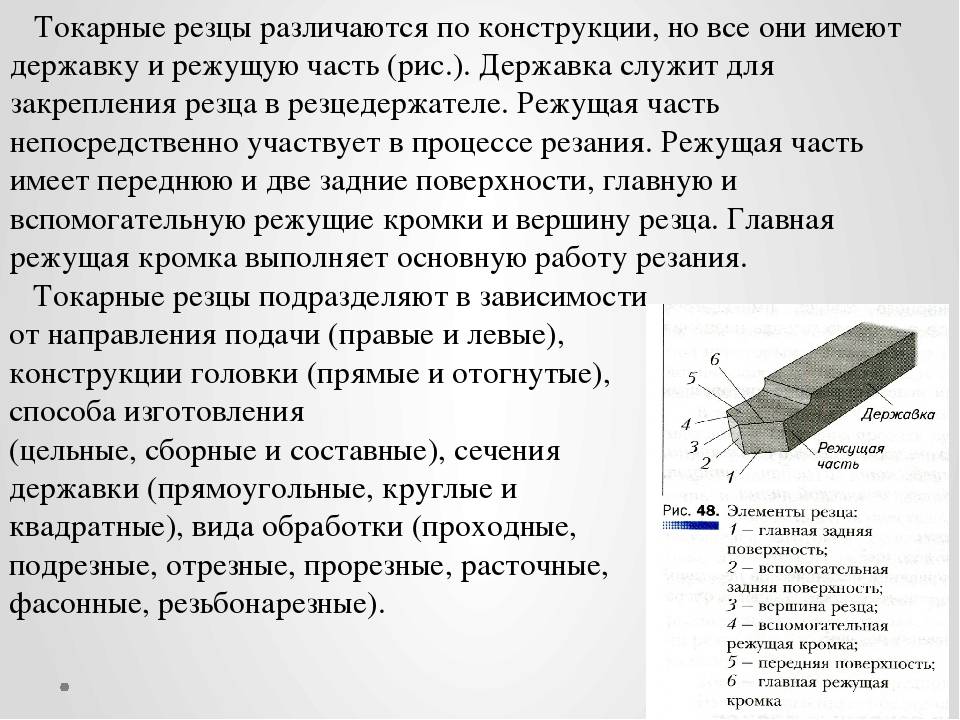
фото:резцы токарные проходные отогнутые
Работа данным инструментом осуществляется как при продольной, так и при поперечной подаче. Им можно осуществлять обточку поверху самой заготовки, снимать фаски и подрезать торцы, то есть, все основные операции, которые могут пригодиться в данном деле. Они относятся к широкопрофильным инструментам и имеют несколько различных вариаций по размерам и другим параметрам. Они хорошо проявляют себя в работе с жесткими деталями. Резец проходной отогнутый изготавливается согласно ГОСТ 18868-73.
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
Это интересно: Профилометры: прибор определения шероховатости поверхности
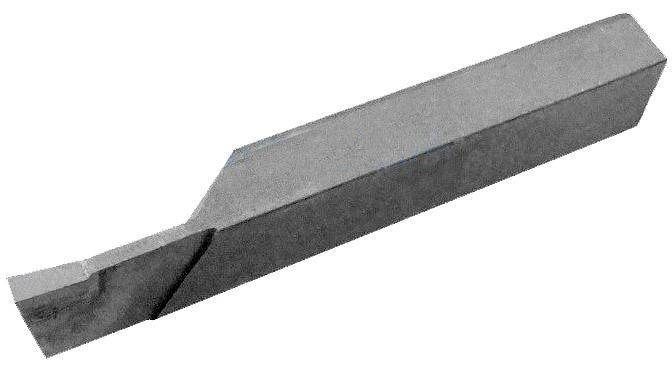
Устройство отрезного токарного резца
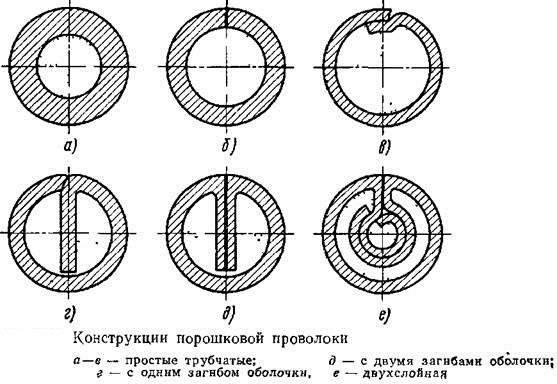
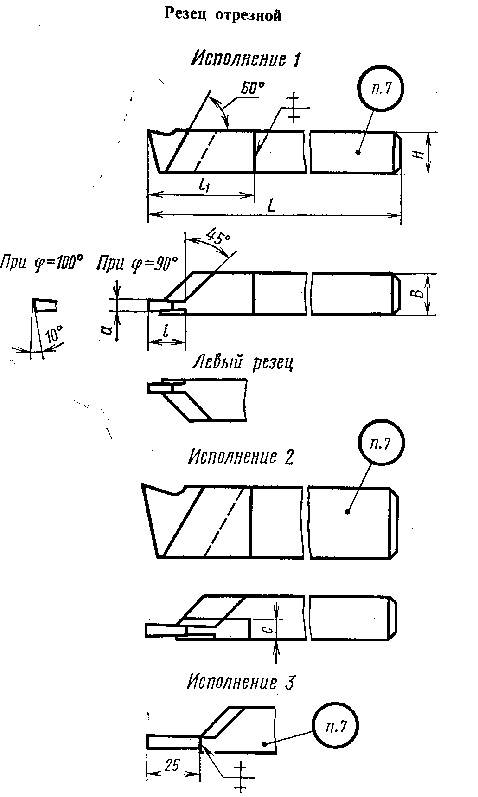
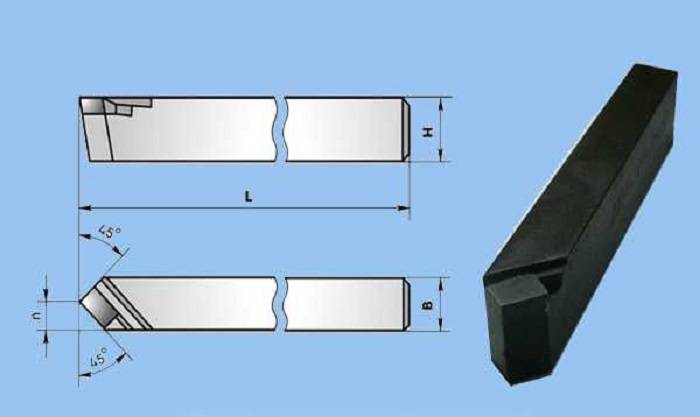
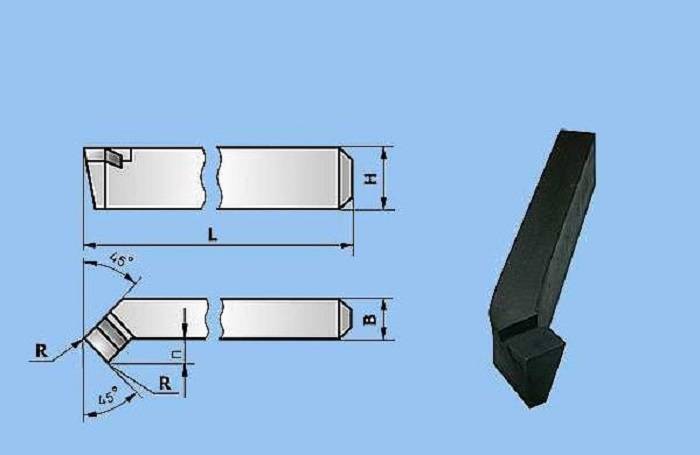
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже). В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза. У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.
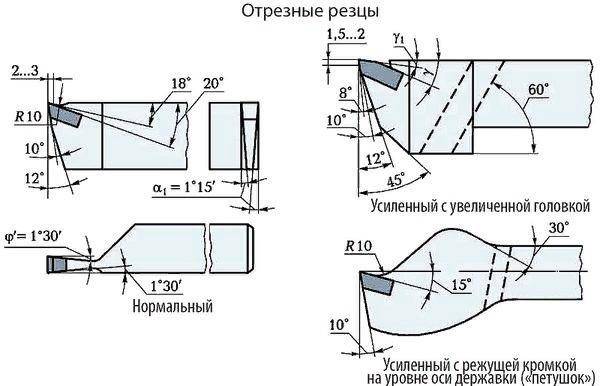
Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.

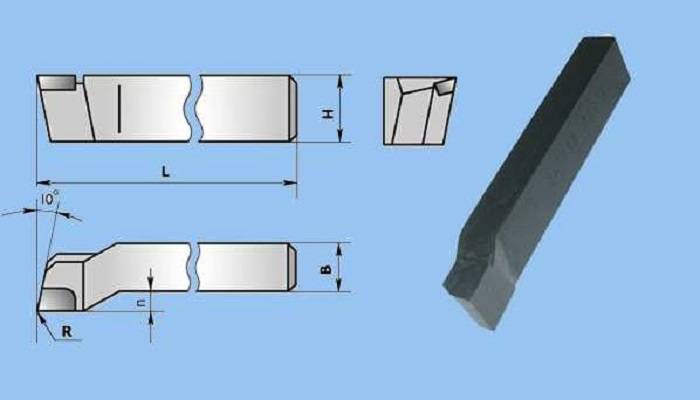
Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.

Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
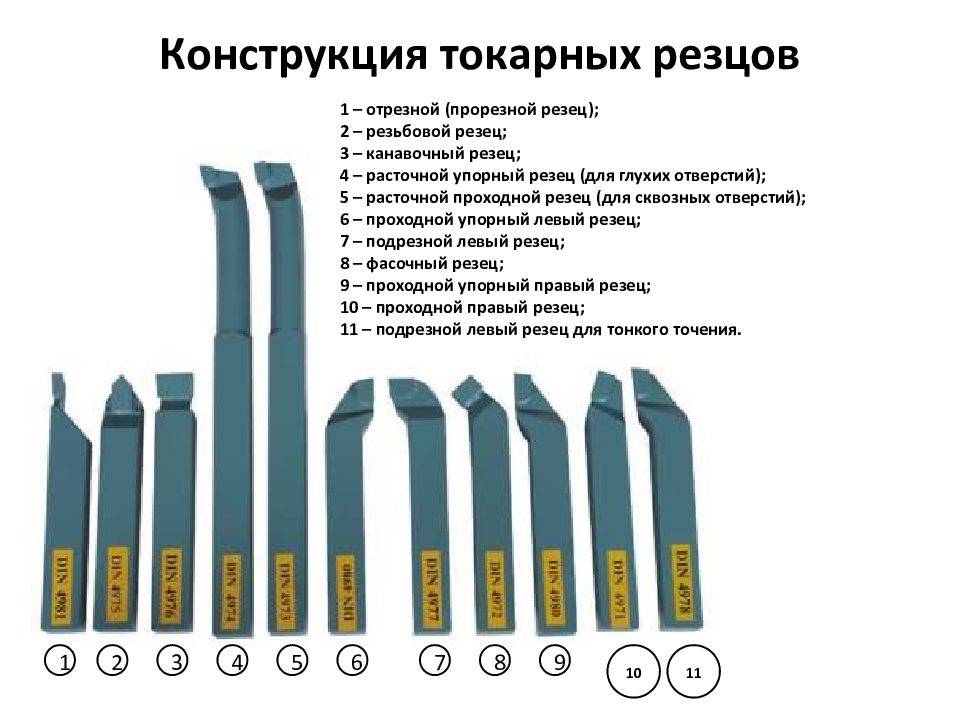
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
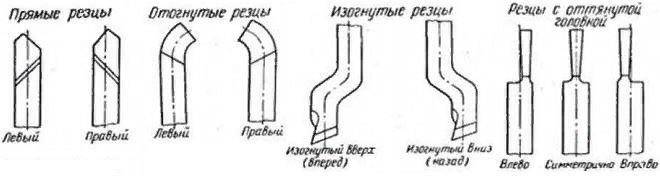
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.
Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.





Проходные прямые
Резцы проходные прямые не получили широкого распространения в металлообрабатывающей промышленности. Для некоторых работ, к которым относится снятие фаски, удобнее использовать инструмент отогнутой формы. Применяется для обработки изделий конической формы. Державка для выполнения стандартных работ имеет прямоугольную форму с размерами граней 25*16 мм. Специальную обработку выполняют резцами с крепежной частью равносторонней формы с размером 25 мм.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные упорные
Приспособление широко используется в токарных мастерских для обработки цилиндрических заготовок небольшого размера, обладающих сложной формой. Данный тип отличается высоким классом точности работы. Это достигается благодаря прямому углу оси смещения головки по отношению к оси державки. Таким образом снижается уровень вибрации в процессе эксплуатации, что минимизирует риск повреждения обрабатываемого изделия. Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.