Принципы выбора
Выбор гибочных станков для металла проводится на основе следующих параметров:
- мощности силового агрегата;
- максимальной ширины рабочей поверхности;
- способа гибки, диапазона углов;
- прочности конструкции, типов используемых деталей;
- веса станка;
- размеров рабочего стола;
- высоты поднятия траверсы;
- предельной толщины гибки листов, прутков, арматуры.
Преимущества и недостатки
Преимущества гибочных станков для листового металла:
- широкий выбор конструкций, технических параметров моделей;
- простая конструкция оборудования, лёгкость обслуживания;
- высокая скорость гибки, равномерность линии изгиба;
- сохранение прочности детали после деформации;
- точная корректировка угла наклона;
- допустимость гибки различных металлов и сплавов;
- высокая надёжность узлов, механизмов;
- удобство ручного или электронного управления;
- смена рабочих насадок, позволяющих формировать при загибании листов нужный профиль.
Среди основных недостатков можно выделить:
- высокая стоимость;
- сложность контроля конечных размеров деталей;
- при изгибании может повреждаться декоративное или защитное покрытие металлов.

Переносной листогибочный станок
Производители и стоимость
Листогибы листовой стали изготавливаются на следующих предприятиях:
- Астраханский станкостроительный , г. Барнаул;
- Кувандыкский ;
- ООО «Строительные машины», г. Санкт-Петербург;
- ООО «Унитех», г. Новочебоксарск.
Цены на станки для загиба металла:
- ручные для деформирования стали толщиной 0,7 мм — от 66 тыс. рублей;
- сегментальные для создания сложных профилей — от 146 тыс. рублей;
- электромагнитные для промышленного применения — от 238 тыс. рублей;
- гидравлические с поворотными балками, способные гнуть листы толщиной до 3,5 мм — от 450 тыс. рублей.
Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.
Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
Страницы
- 1
- …
- следующая ›
- последняя »
Curtiss-Wright KD2C Skeet. Технические характеристики. Фото.
Вертолёт Kaman SH-2G Super Seasprite. Технические характеристики. Фото.
Орбитальный самолет
Последние новости:
В Москве, на фоне коронавируса, смертность достигла максимума за целое десятилетие
Иранские военные по ошибке уничтожили крылатой ракетой собственный корабль — около 37 человек погибли. Видео
Российский Су-57 выполнил уже более 3500 полётов — более десятка только в Сирии
Последнее видео:
День Победы 9 мая 2020 75-я годовщина Победы! Парад 1945 / Обращение президента / Бессмертный полк
Полёт российских перехватчиков МиГ-31 на малой высоте
Пустая Москва / Карантин / Видео
Далее
Листогиб ручной ЛГС-26 отзыв
#1 OFFLINE Летун
Пользователи+
45 сообщений
Из:Нижний Новгород
Вот такой http://lzpo.lipetsk.ru/lgs26.htmЖаба душила брать больше чем за сотню такой простой с виду агрегат и тут наткнулся на поделку ЛПЗО.
Честно скажу что не знаю каким он должен быть, брали в основном из-за отрезного ножа. По отрезанию — неудобно выравнивать, особенно если нужно отрезать с малой погрешностью. Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый. Гнет немного по радиусу, но для наших целей нормально. Используем крайне мало. Учитывая цену — нормальная покупка, хотя сейчас уже подумываю, что нужно что-то с более удобным выравниванием для отрезания ну и оцинковку 0,7 бывает нужно резать, а не только 0,5.
Наверх
#2 OFFLINE mihail75
Пользователи
8 сообщений
Из:Казань
1
Наверх
#3 OFFLINE Bolid
Пользователи
4 сообщений
#4 OFFLINE afex
Пользователи
1 сообщений
Из:Дзержинск
Сообщение отредактировал afex: 23 Октябрь 2013 — 16:19
Наверх
#5 OFFLINE Bolid
Пользователи
4 сообщений
1
Наверх
#6 OFFLINE kuznets
Пользователи
2 сообщений
Из:Москва
Наверх
#7 OFFLINE Admin
Главные администраторы
1 608 сообщений
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Ручные листогибы от торговой марки Tapco
Торговая марка Tapco (США) известна своим оборудованием для профильной гибки листа. Листогибы Tapco ориентированы преимущественно на производство анодированных стальных профилей под кровельные работы, предназначены для установки на открытых площадках, а потому выполнены практически полностью из коррозиеустойчивых материалов. Это, естественно, сказывается на цене листогибов Tapco – она намного выше, чем у отечественного аналогичного оборудования. Отличительными особенностями ЛГС от Tapco являются:










- модульный принцип сборки, что ускоряет процесс монтажа станков;
- наличие предохранителей от повреждения рабочих поверхностей агрегатов Tapco;
- возможность лёгкого транспортирования ручных листогибов Tapco на новое место применения;
- расширенные опции инструментов, включающих в себя отрезной нож в составе узла листовых ножниц, стол проходного типа, фирменный сегментный инструмент Tapco Tool;
- годовая гарантия на эксплуатацию агрегатов Tapco (при условии выполнения всех требований производителя);
- привлекательный дизайн всей линейки листогибов Tapco.
Вывод: ручные листогибы Tapco – первые в ряду соответствующего оборудования. использование которого предполагается в сложных погодных условиях.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Простейший станок-листогиб своими руками
иметь дело с листовым железом
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Применение листогибов Van Mark
Ручные станки приобретаются для следующих производств:
Для изготовления отливов, наличников, козырьков и т.д.;
Для производства коньков, карнизных и торцевых планок и прочих доборных элементов;
Отрасли наружной рекламы
Для изготовления объемных букв, элементов вывесок и т.д.;
На завершающем этапе строительных работ станки применяются при отделке фасадов, внутренних и наружных углов строений.
Сегментный листогиб Decker S 2150
Купил станок две недели назад. Могу отметить отличное качество. Он полностью разборный. Установка легко разбирается в течение не более получаса.
Занимаюсь производством профилей из тонколистового металла. Установка позволяет гнуть листовые металлические заготовки до 1 мм толщиной.
Купил листогиб DECKER X6-2750. Если вы находитесь в поиске станка для гибки листового металла, толщина которого не превышает 1,2 мм, то данная модель подойдет идеально.
Адрес шоу-рума: 117218, г. Москва, ул. Цюрупы, д. 1, стр. 6
Адрес склада: 117218, г. Москва, ул. Кржижановского, д. 29
| Макс. длина листа, мм | 3200 |
| Макс. толщина листа, мм | 0.7 |
| Вес, кг | 78.9 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0028 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 2600 |
| Макс. толщина листа, мм | 1 |
| Вес, кг | 103 |
- Американское качество
- Легкий, мобильный станок.
- Увеличенная глубина подачи листа
| Арт. | 777 0032 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок.
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 3200 |
| Макс. толщина листа, мм | 1 |
| Вес, кг | 125 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0033 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 4400 |
| Макс. толщина листа, мм | 0.7 |
| Вес, кг | 102.5 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0030 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 3800 |
| Макс. толщина листа, мм | 0.7 |
| Вес, кг | 95.3 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0029 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 3800 |
| Макс. толщина листа, мм | 1 |
| Вес, кг | 152 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0034 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 1850 |
| Макс. толщина листа, мм | 1 |
| Вес, кг | 98 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0031 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 4400 |
| Макс. толщина листа, мм | 1 |
| Вес, кг | 169 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0035 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 1850 |
| Макс. толщина листа, мм | 0.7 |
| Вес, кг | 55.4 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Арт. | 777 0026 |
| Самовывоз: 28.11.2019 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
| Макс. длина листа, мм | 4400 |
| Макс. толщина листа, мм | 1 |
| Вес, кг | 107 |
- Американское качество
- Легкий, мобильный станок.
| Арт. | 777 0025 |
| Самовывоз: 10.01.2020 | |
| Доставка: | |
| руб. |
- Американское качество
- Легкий, мобильный станок.
| Макс. длина листа, мм | 2600 |
| Макс. толщина листа, мм | 0.7 |
| Вес, кг | 62.6 |
- Американское качество
- Легкий, мобильный станок
- Увеличенная глубина подачи листа
Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Стоимость ручных листогибов ЛЗПО
Ну а теперь самый волнующий вопрос — цена листогиба ручного. И здесь ЛЗПО особенно порадовал потребителей
Ведь, например, листогиб ручной ЛГС-26 стоит всего лишь 45 тысяч рублей , и это с учетом бесплатной доставки в любую точку России! Доступно? Даже более чем! Что еще важно, заказанный станок не придется ждать неделями. Ведь листогибы ручные ЛГС-26 всегда есть в наличии у производителя, так что отгрузка будет осуществлена тут же после оплаты! И это при том, что для работы данного станка нужны только ровная площадка и рабочий
Наверное, у многих возник вопрос: недорого, всегда есть в наличии, быстрая доставка — прямо идеальная картинка, но где здесь подвох? Возможно, удивительно, но никакого подвоха нет! Весь секрет этой идиллии кроется в том, что производит станки российская компания. Помимо невысокой цены, оперативной доставки и наличия готовых гибочных станков на складе, это дает покупателям листогибов целый ряд преимуществ. О них и поговорим.










Дело в том, что инженеры ЛЗПО отчетливо для себя представляют, что такое Россия, российская стройка и отечественные рабочие. Поэтому свою продукцию они адаптируют под существующие, то есть, реальные условия, с которыми знакомы не понаслышке. Это значит, что при покупке листогибов ЛЗПО вы получаете не только отличное качество по доступной цене, но и гарантированную работоспособность оборудования в течение длительного времени даже при самых жестких условиях эксплуатации.

Купили импортный листогиб ручной. Стильный, весь такой зализанный, весело покрашен. Одним словом — красавец. Полюбовались и хватит, айда за работу! Упс, прошло несколько месяцев и что мы видим: краска обшаркалась, конструкция станка кое-где прогнулась (а могли и сломать!), точность изделий уже далеко не та, станок весь расшатан. Итог — со своей работой этот западный красавец стал справляться куда хуже. Уронили нетрезвые грузчики? Сломался? А попробуйте сварить алюминиевые детали. Не получается? Что остается — покупать новый листогиб?
Знакомая картинка? Для многих — да. Хотите избежать подобного? Просто выбирайте листогиб ручной российского производства. Он, может быть, не так красив, как западные аналоги, зато отлично и очень долго работает в суровых российских условиях!
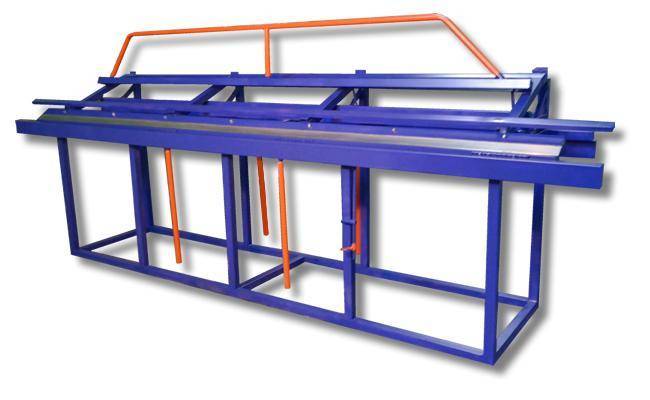
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
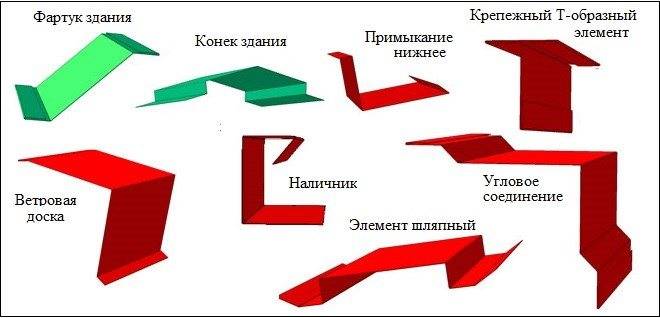
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.

Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
Как сделать самодельный ручной листогиб

Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.
- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Приварить гайки болтов к укосинам.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.

На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.









Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.


Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство