Сегментные листогибы серии ЛГС
Ручные листогибочные станки серии ЛГС производства Липецкого завода профилегибочного оборудования ориентированы на применение в бюджетном секторе производства разнообразных кровельных работ. Они допускают установку под открытым небом, легко переустанавливаются с места на место, оснащаются отрезным устройством, а сравнительно небольшая масса оборудования позволяет устанавливать их непосредственно на местах укладки профилированной кровли. Широкое распространение получили следующие модели:
Наименование листогиба | Толщина исходной заготовки, мм, при пределе прочности металла не более 400 МПа | Наибольшая высота отгибаемой полки, мм | Наибольший угол гиба, градусы | Наибольшая ширина заготовки, мм | Производительность гибки, мин-1 | Масса станка, кг |
| ЛГС-26 | 0,4…0,4 | 15 | 135 | 900 | 2…3 | 150 |
| ЛГС-26у | 0,6…0,8 | 20 | 180 | 2200 | 2 | 165 |
| ЛГС-2500 | 0,6…0,8 | 30 | 180 | 300 | 2 | 204 |

С конструктивной точки зрения ручные листогибы ЛГС представляют собой станки горизонтального исполнения с поступательно (ЛГС-26, ЛГС-26у), либо вращательно (ЛГС-2500) перемещающейся рабочей балкой. Сварная станина станка изготавливается из профилированного проката, и отличается достаточной жёсткостью, что позволяет обеспечивать точность гибки в пределах ±0,15 мм, чего вполне достаточно для кровельных работ. Все варианты исполнения – с отрезной машинкой, при помощи которой можно обеспечивать как дорезание листа по одному из его размеров, так и обеспечение конечных размеров детали после выполнения основной операции.
Привод листогибов ЛГС-26 и ЛГС-26у – однорычажный, при этом второй рукой оператор удерживает на столе деформируемую заготовку. Для модели ЛГС-2500 требуется управление при помощи двух рычагов, поэтому на указанном оборудовании должны работать два человека.
К нижней плоскости гибочной балки прикрепляется сегментированный инструмент с одинаковыми размерами посадочной части. Произвольно размещая его по длине балки, работающий обеспечивает наилучшую калибровку изгибаемой заготовки в проблемных ситуациях (например, если материал — с повышенной твёрдостью, требуется произвести гибку на максимальный угол, и т.д.).
После окончания наладки гибочных пуансонов производится закрепление листовой заготовки на столе при помощи кулисного механизма (максимальное количество точек прижима – 5), либо – для бюджетных моделей ЛГС-26 – винтовым прижимом. Далее, передвигая гибочную балку, выполняют деформирование металла. Процесс визуально контролируется при помощи шкалы, размещённой на направляющих.
С противоположной стороны стола установлены отрезные ножи, при помощи которых выполняются все разделительные переходы. Зазор между ножами может быть изменён в зависимости от толщины исходного материала, что позволяет избежать заусенцев.
Ручной листогиб ЛГС-2500 действует аналогичным образом, только рабочая балка при повороте рычага совершает не поступательное, а качательное перемещение. Это позволяет избежать существенного увеличения высоты и массы оборудования.

Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.
Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.
Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.
Ручные листогибы от торговой марки Tapco
Торговая марка Tapco (США) известна своим оборудованием для профильной гибки листа. Листогибы Tapco ориентированы преимущественно на производство анодированных стальных профилей под кровельные работы, предназначены для установки на открытых площадках, а потому выполнены практически полностью из коррозиеустойчивых материалов. Это, естественно, сказывается на цене листогибов Tapco – она намного выше, чем у отечественного аналогичного оборудования. Отличительными особенностями ЛГС от Tapco являются:
- модульный принцип сборки, что ускоряет процесс монтажа станков;
- наличие предохранителей от повреждения рабочих поверхностей агрегатов Tapco;
- возможность лёгкого транспортирования ручных листогибов Tapco на новое место применения;
- расширенные опции инструментов, включающих в себя отрезной нож в составе узла листовых ножниц, стол проходного типа, фирменный сегментный инструмент Tapco Tool;
- годовая гарантия на эксплуатацию агрегатов Tapco (при условии выполнения всех требований производителя);
- привлекательный дизайн всей линейки листогибов Tapco.
Вывод: ручные листогибы Tapco – первые в ряду соответствующего оборудования. использование которого предполагается в сложных погодных условиях.
3 Как правильно выбрать листогиб?
При выборе оборудования для сгибания металла вы должны правильно определиться с техническими условиями, которые предъявляются к будущим изделиям, чтобы приобретаемый инструмент полностью подходил по своим характеристикам. Качественный и надежный листогибочный станок должен обладать рядом необходимых свойств, их и разберем подробнее.









В первую очередь, для сгибания металла с определенной заранее точностью необходимо наличие ограничителя угла поворота. А регулировка прижима листа в инструменте должна быть простой и удобной для исполнителя, который занимается обработкой. Большим плюсом было бы также наличие в станке пружинного компенсатора, который служит для уменьшения необходимого усилия, затрачиваемого на опускание прижимной балки. Благодаря этому работники будут меньше уставать, а мощность такого производства заметно возрастет.

Выбор ручного листогиба – определенно очень непростое задание. Это связано в первую очередь с тем, что в настоящее время существует огромное число предложений в этой сфере различных отечественных и зарубежных производителей металлопрокатного оборудования
Важно также обращать внимание на то, чтобы модель, которую вы выбрали, обладала возможностью быстрого снятия и перестановки сегментов. Также следует помнить, что для работы с листами окрашенного металла необходимо, чтобы на гибочном валу присутствовало специальное силиконовое покрытие

Важно понимать еще и тот факт, что не все оборудование для сгибания листов имеет возможность разрезать производственные заготовки, а иногда эта функция очень полезна. Но данную работу можно осуществить, если станок оснащен специальным роликовым ножом
Так что если род вашей деятельности подразумевает такую операцию, то наличие специального резца придется уточнить у продавца.
Область применения
Купленный листогибочный станок или сделанный по чертежам своими руками позволяет изготавливать строительные детали, металлические изделия, бытовую технику или решать хозяйственные задачи в быту.

Для получения необходимого результата используются операции:
- свободной гибки,
- гибки с калибрующим ударом или растяжением,
- гибки роликовым приспособлением, часто совмещаемой с профилированием листов и отрезкой.
Самодельный листогибочный станок или предлагаемый разными производителями широко используется для изготовления и ремонта:
- кровельных элементов,
- вентиляционных шахт,
- воздуховодов,
- переплетов окон и дверей,
- карнизов,
- профнастила,
- мебельных коробов, цилиндров, фурнитуры,
- автомобильных кузовов, крыльев, подножек,
- корпусов стиральных машин, микроволновых печей, холодильников,
- авиастроении.
Листогибы линейки LBM MetalMaster
Ручные листогибочные станки серии LBM производятся польской компанией MetallMaster. Фирма выпускает большой ассортимент такого оборудования, потому листогибы LBM можно приобрести и для выполнения кровельных работ, и для изготовления доборных элементов, коробов вентиляции и пр. Всё оборудование LBM – переносного исполнения, при этом устойчиво во время эксплуатации. Особой популярностью пользуются бюджетные модели LBM, работающие преимущественно с тонколистовым металлом, а также ручные листогибы LBM серии Lite, часть деталей которых изготовлена из титановых сплавов. Кинематика всех листогибов LBM одинакова: поворотная рабочая балка при неподвижной верхней балке. Таким образом, диапазон регулировки толщины в агрегатах LBM ограничен, что сужает область их практического применения. Вместе с тем конструкция узла прижима позволяет листогибам LBM работать с минимальными полками заготовок (до 15 мм включительно). Из всех рассмотренных машин LBM серии Lite обладают наименьшей массой.
Вывод: ручные листогибы LBM возможно устанавливать, в частности, на облегчённых опорных конструкциях недостроенных зданий.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.
Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.
Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.
Транспортировка листогиба возможна даже на легковом автомобиле
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.
Качество сварки и сборки деталей листогиба находится на хорошем уровне
Ручной листогиб модели ЛГС-26
ЛГС-26 относят к называющимся недорогим исполнениям рассматриваемых станков. ЛГС-26 – аппарат проходного типа (имеет отрезной нож для фиксирования конечных размеров изделия, которые в большинстве случаев деформируются в процессе гиба на непростые формы). Он лёгок, мобилен, а поэтому может использоваться конкретно на площадках для строительства, к примеру, при выполнении самых разных кровельных операций. ЛГС-26 относится к ручным листогибам, подготовленным для работ только с тонколистовым металлом, но при этом как правило выполняет гиб очень маленьких полок (до 15 мм), и на угол до 180 0 . ЛГС-26 прекрасно выделяется демократической стоимостью, а надёжная конструкция прижима позволяет гарантировать равномерность зажима заготовки по всему фронту гибки. Применение в ЛГС-26 более жёсткой рамы добавляет сегментному блоку пуансонов отличную точность. Кол-во опор прижимной траверсы в ЛГС-26 минимизировано, что обеспечивает равномерность прижима. Более того, в процессе действия ЛГС-26 заготовка не будет выжиматься из-под прижима. ЛГС-26 снабжён угломером, что обеспечивает дополнительные удобства в рабочий период. ЛГС-26 может относительно быстро переналаживаться для работы с изделиями приличной длины, зачем в конструкции предусматривается проходной раздвигающийся стол. Отрезная машинка агрегата снабжена долговечными стальными направляющими.










Вывод: ЛГС-26 – универсальный, надёжный и – при этом – очень доступный по стоимости ручной листогиб.
Принцип работы
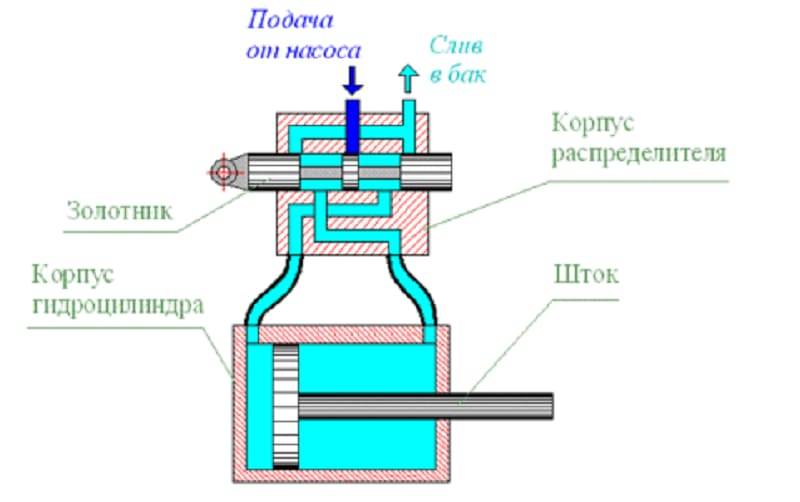
Принцип, по которому работает листогибочный пресс, оснащенный гидравлическим приводом, является достаточно простым, но тем не менее обеспечивает как высокую производительность технологических операций, так и их безопасность.

На нижней балке пресса размещается матрица
Процесс гибки заготовок из листового металла при использовании станка данной категории выполняется в следующей последовательности:
Траверсу пресса фиксируют в «мертвой точке» листогибочного оборудования, расположенной в его верхней части.
Для того чтобы траверса начала перемещаться сверху вниз с требуемой скоростью, задействуют ножную педаль или кнопку, с помощью которых осуществляется управление данным механизмом. До некоторого положения траверса двигается со скоростью свободного падения, которая выше, чем скорость, необходимая для выполнения гибки. Несмотря на такое определение, как такового свободного падения траверсы не происходит, каждое ее движение контролируется и управляется посредством соответствующей аппаратуры.
Когда траверса максимально приближается к поверхности обрабатываемой заготовки, балке сообщается рабочая скорость. Управление всеми перемещениями траверсы, а также рабочими режимами таких перемещений обеспечивает гидравлическая система листогибочного пресса, а за контроль над такими процессами отвечают аппаратные регулировочные средства или специальные датчики.
Траверса станка после сообщения ей рабочей скорости стремится к нижней «мертвой точке», после достижения которой она некоторое время выдерживается в таком положении
Выдержка траверсы в нижней «мертвой точке» необходима для того, чтобы обеспечить равномерную нагрузку на поверхность заготовки, которая подвергается процессу гибки.
Очень важно после окончания гибки заготовки начать поднимать траверсу с определенной скоростью, что оказывает не меньшее влияние на качество выполняемой обработки, чем сам процесс ее выполнения. Стадия технологического процесса гибки, на которой происходит подъем траверсы над поверхностью только что обработанной заготовки, носит название декомпрессии.
После окончания декомпрессии траверса с достаточно высокой скоростью возвращается в верхнюю «мертвую точку».
Оборудование отключается, и готовое изделие извлекается из зоны обработки.

Изгиб листа металла происходит под воздействием пуансона, закрепленного на верхней балке пресса
Технологический процесс гибки заготовки из листового металла, осуществляемый на листогибочном прессе, оснащенном дополнительными рабочими механизмами, может несколько отличаться от вышеописанной схемы, но в целом суть его остается неизменной.
Выполняя обработку заготовок на гидравлическом листогибочном станке, руководствуются несколькими основными параметрами как используемого оборудования, так и технологического процесса. К таким параметрам, в частности, относятся:
- рабочая длина используемого оборудования;
- усилие, которое рабочий орган пресса оказывает на обрабатываемую заготовку;
- производительность, с которой выполняется обработка.
Кроме основных, есть еще и ряд дополнительных параметров, которые также необходимо учитывать как при выборе пресса, так и при выполнении обработки. К таким параметрам относятся:
- расстояние между боковыми стойками станка;
- скорость, с которой выполняются рабочие операции;
- расстояние, на которое максимально может подниматься траверса и др.
1 Что такое листогиб?
Листогиб является металлопрокатным станком, который служит, как следует из названия, для сгибания металлических листов, применяемых в качестве кровли. Данный инструмент позволяет при затрачивании небольшого количества усилий и малых капитальных вложениях организовать некрупное производство по прокату и изготовлению комплектующих для вышеперечисленных сфер применения (крыши, вентиляции и др.).
<div id=”marketWidget”></div>
На сегодняшний день на рынке листогибов существует множество импортных и отечественных моделей, да и разброс цен довольно большой. Но максимально выгодным решением была бы организация производства с помощью самостоятельно изготовленного приспособления, которое можно собрать своими руками, если в наличии есть чертежи ручного листогиба. Список возможных изделий, которые могут быть сделаны с помощью подобного оборудования, довольно длинный, а именно: фасадные кассеты, металлические двери, конструктивные элементы для корпусов электрошкафов и многое другое.

Изготовление изделий из столь прочного материала без применения специального оборудования становится по-настоящему непосильной задачей для простого человека. Именно поэтому на помощь людям создаются специальные механизированные и ручные станки для облегчения этой работы. Ручной вариант способен деформировать листовой металл, толщина которого составляет от 1,5 до 2,5 мм, при общей длине обрабатываемой заготовки 1,2–4 м. Угол сгиба может достигать 180 градусов. Согласитесь, вполне неплохие способности, и для домашнего применения или небольшого производства вполне достаточно.
Главной деталью, которую использует станок для сгибания металла, является пресс, под давлением которого лист принимает нужную по техническому заданию форму. Способ задания угла, а также быстродействие оборудования изменяются от изделия к изделию и зависит от производителя. Однако, как и во всех областях, чтобы получить “шустрый” и качественный листогиб, нужно быть готовым на серьезные капиталовложения.

Одной из наиболее востребованных дополнительных функций, которую может иметь станок, является возможность резки металла. Это подразумевает наличие в оборудовании специального роликового ножа. Такой резец обычно выполнен из высоколегированного сплава стали со специальным лаковым покрытием. Период работы роликового ножа в листогибе ограничен и обычно не превосходит 25 км металла, толщина которого не превышает 0,8 мм. Но обычно такое лезвие может быть многократно заточено, что делает его срок службы весьма долговременным.
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.








Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Конструктивные разновидности листогибочного оборудования с ручным приводом
Виды листогибочных станков различают по следующим позициям:
- по виду применяемого деформирующего инструмента. Выпускаются листогибочные станки (ЛГС) со специализированной и сегментной оснасткой. В первом случае пуансоны и матрицы имеют строго определённую конфигурацию, и предназначены для гибки конкретных изделий, причём на лишь заданный угол гиба. Сегментные инструменты представляют собой набор пуансонов и матриц с одинаковой посадочной частью. Перемещая, меняя их местами и пр., можно производить гибку заготовок разнообразных форм. Выбрать тип инструмента можно по размеру партии выпуска готовой продукции;
- по способу получения деформирующего усилия. В подавляющем большинстве ЛГС реализован либо ручной, либо ножной (педальный) привод. Ручной листогиб, предназначенный для деформирования относительно небольших по габаритам деталей, снабжают ручным приводом, при котором рабочее усилие процесса передаётся через систему рычагов. Одна из рук оператора при этом занята удерживанием заготовки на весу, либо в переднем упоре станка. В случае работ с более габаритными изделиями предпочтительнее ножной привод, когда руки оператора полностью свободны, и могут производить необходимые манипуляции с изгибаемой заготовкой;
- по кинематике перемещения рабочей балки с подвижным инструментом. Выпускаются ЛГС с поступательным, либо поворотным перемещением ножевой балки. С точки зрения технологических преимуществ обе схемы примерно равноценны, но станки с поступательно движущейся балкой отличаются своей увеличенной высотой, а с поворотной – шириной. Таким образом, выбор фактически сводится к размерам производственной площади, на которой предполагается установить ручной листогиб;
- по типу действия прижимов и их функциям. В большинстве бюджетных моделей ЛГС устанавливается более простой, винтовой прижим материала, при котором регулировка усилия прижима производится вручную. В случае обработки более точных заготовок и с увеличенной толщиной, применяются гидравлические узлы прижима. Они улучшают качество гибки, поскольку обеспечивают более надёжное фиксирование заготовки во время деформирования. В некоторых моделях имеется также и боковой прижим. Отрезной нож, который часто конструктивно входит в такой узел, может дополнительно производить кромкообрезные операции. Наименее удачным будет приобретение ручного листогиба с электромагнитным прижимом, поскольку надёжность действия такого узла напрямую зависит от стабильности электроснабжения производства.
Выбрать подходящее исполнение ручного сегментного листогиба на основании рассмотренной классификации следует, исходя также из дополнительных опций, предлагаемых фирмами-производителями, объёмов изготовления продукции и степени её конструктивной сложности.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.

WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.

- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.