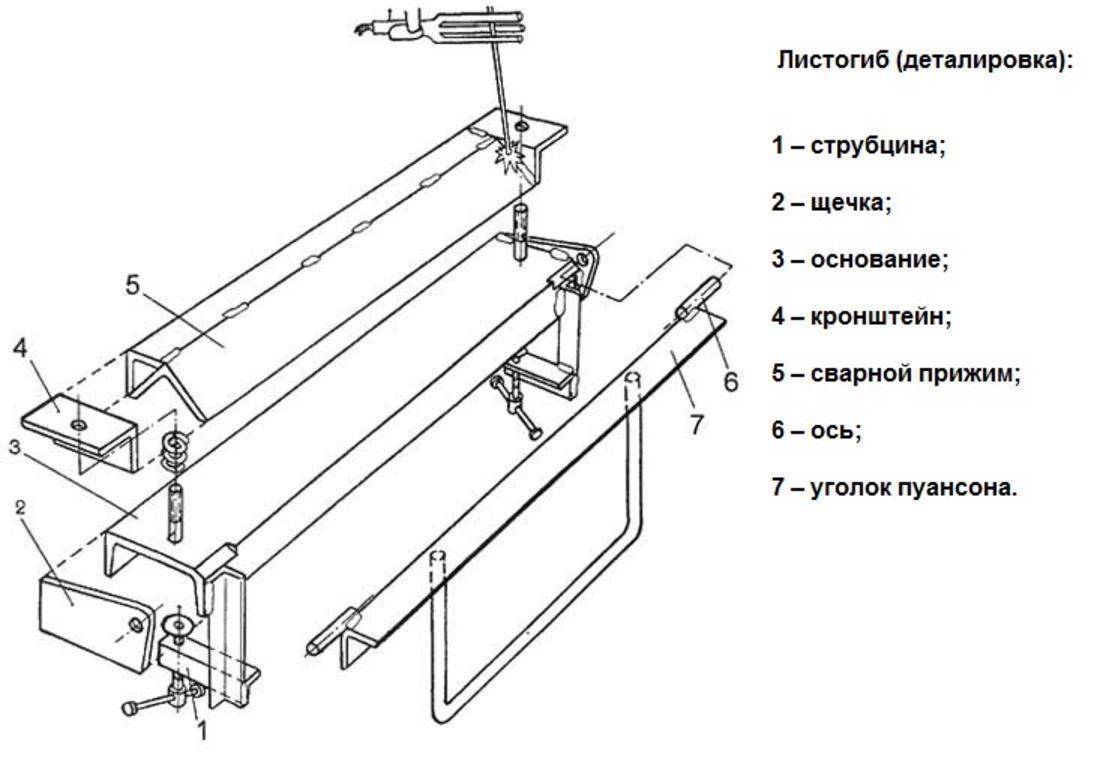
Самодельный станок с поворотной рамой
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Самая популярная конструкция листогиба и ее улучшение
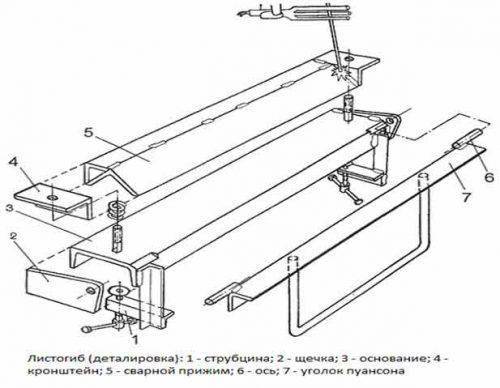
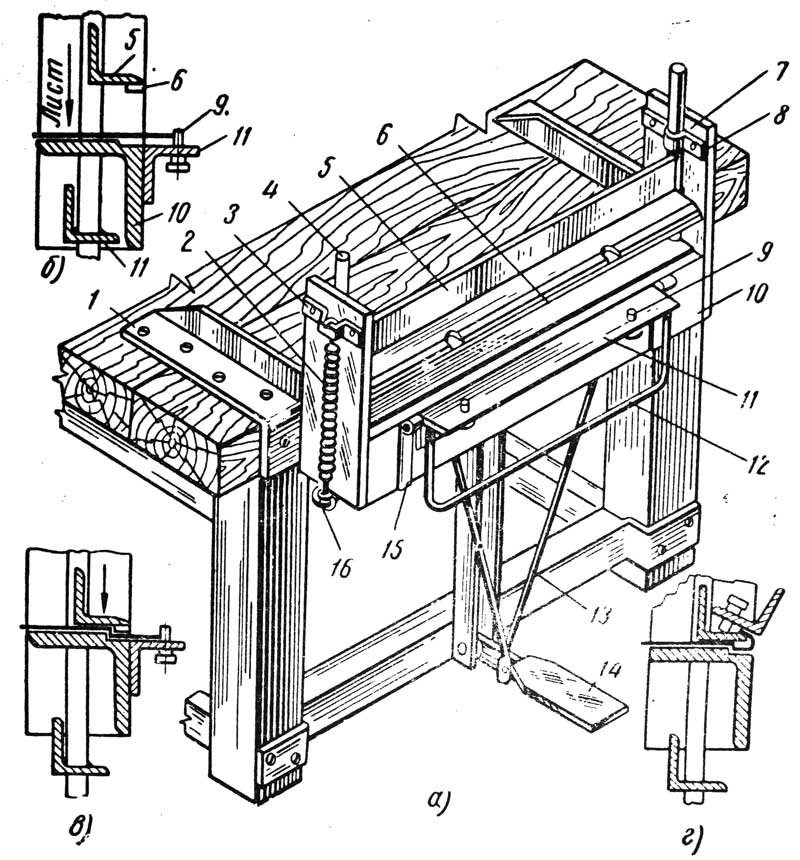
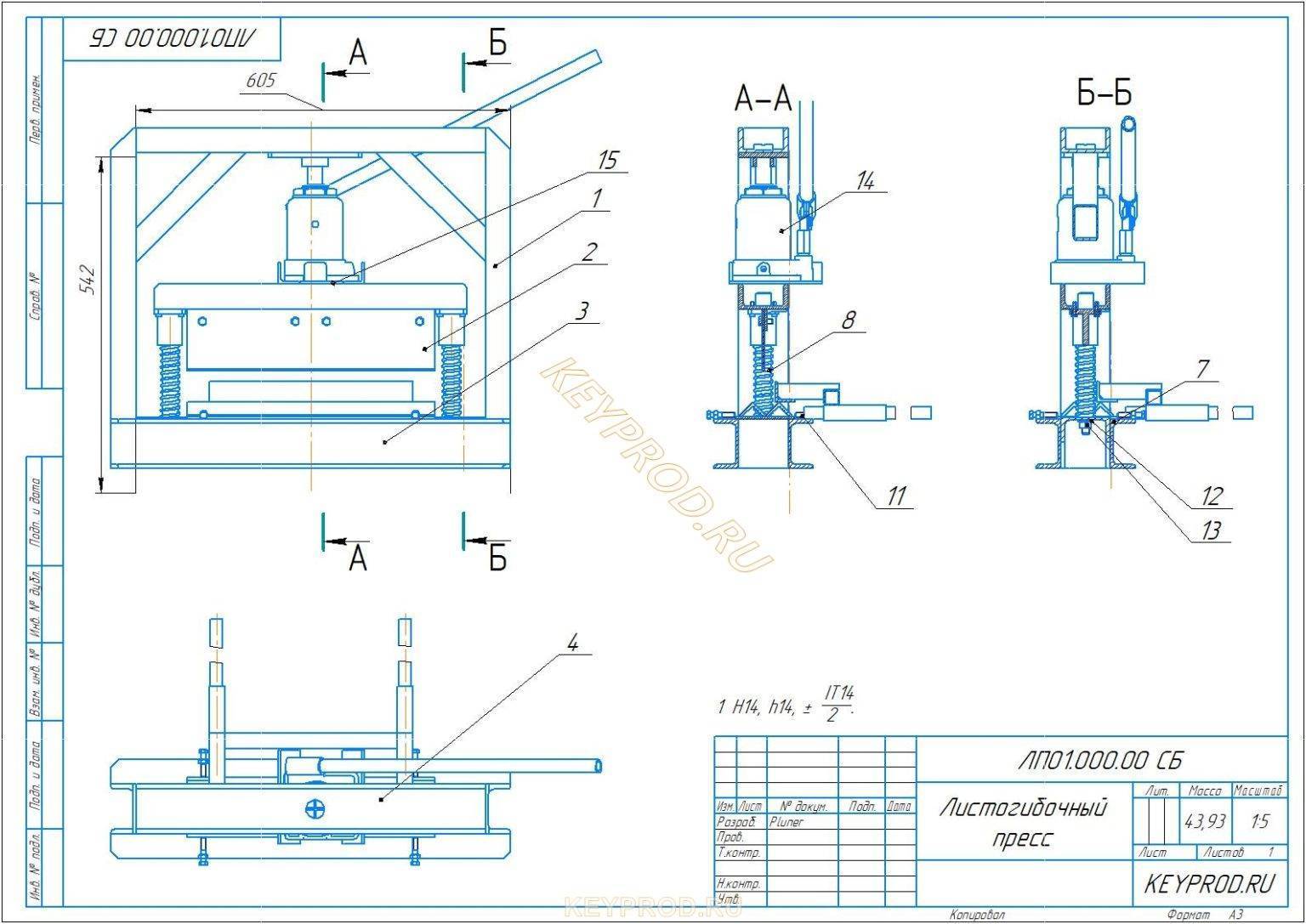
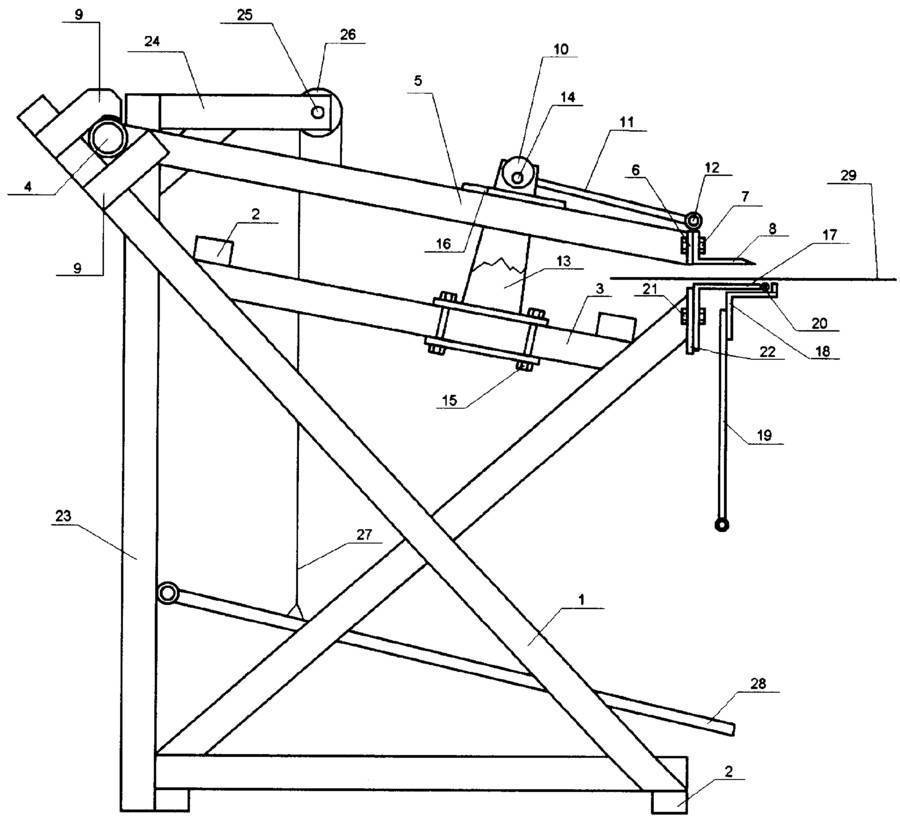
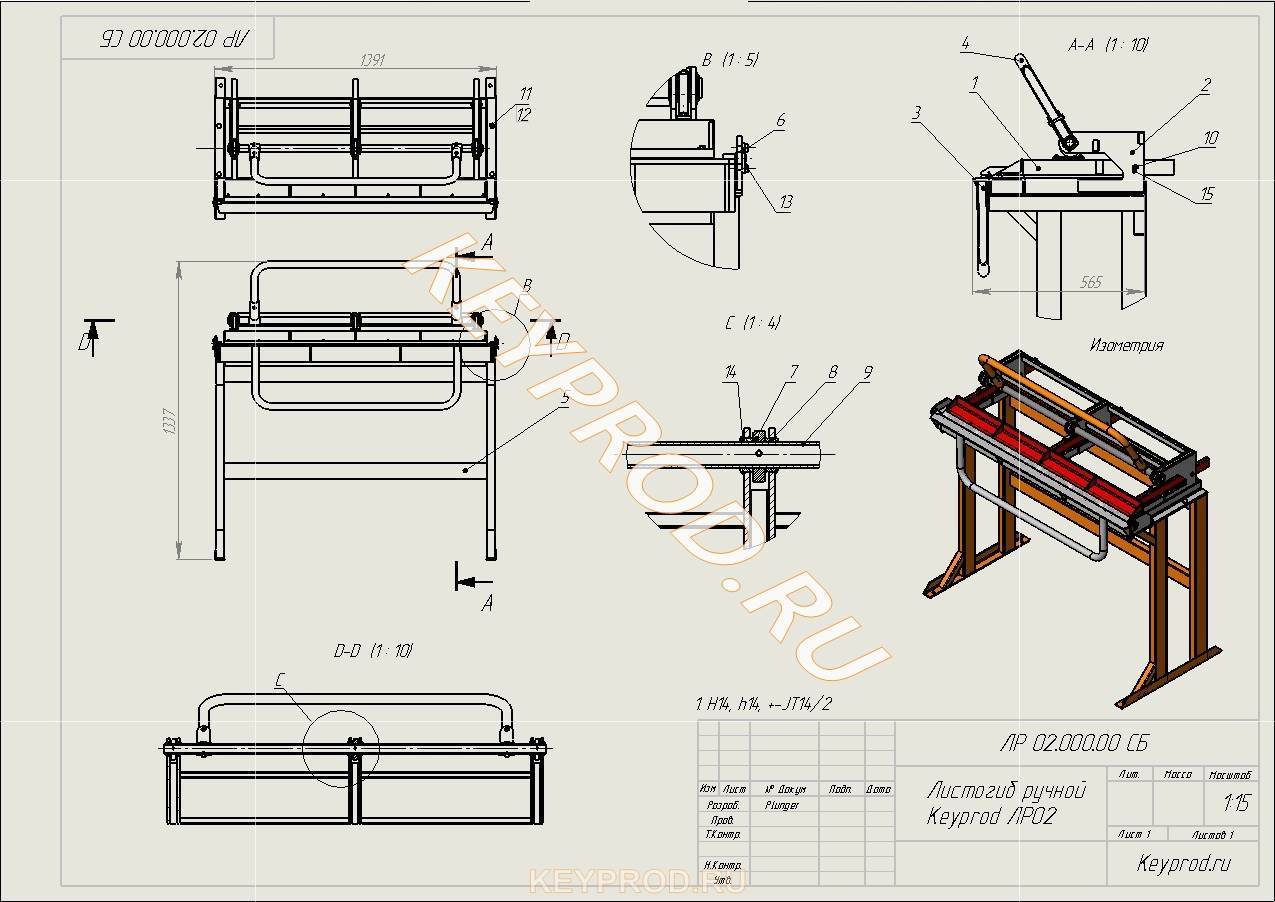
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
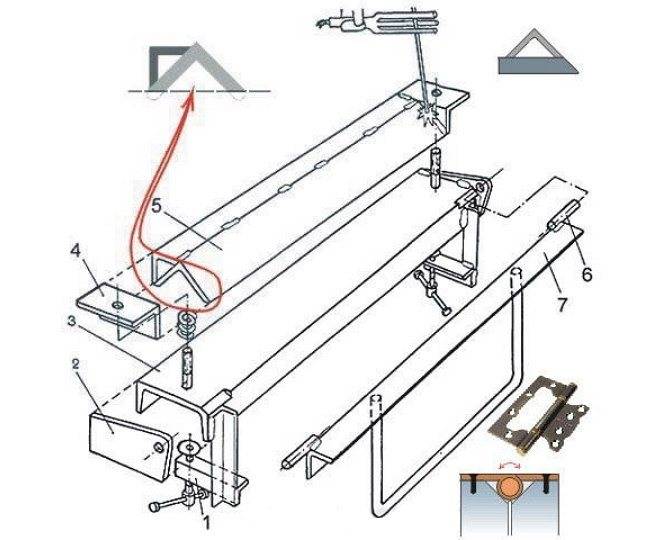
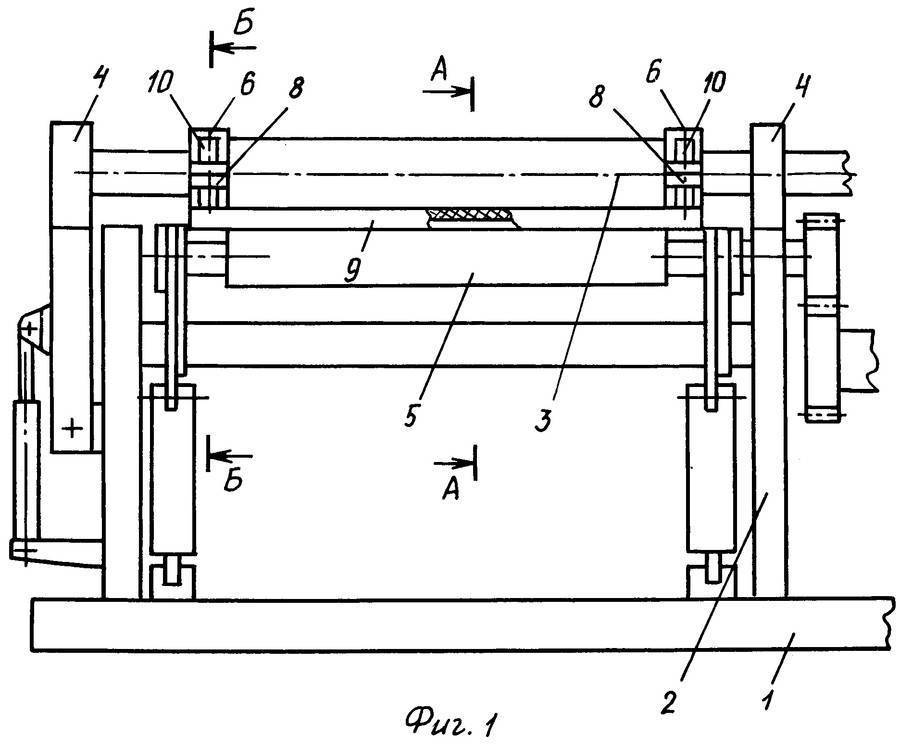
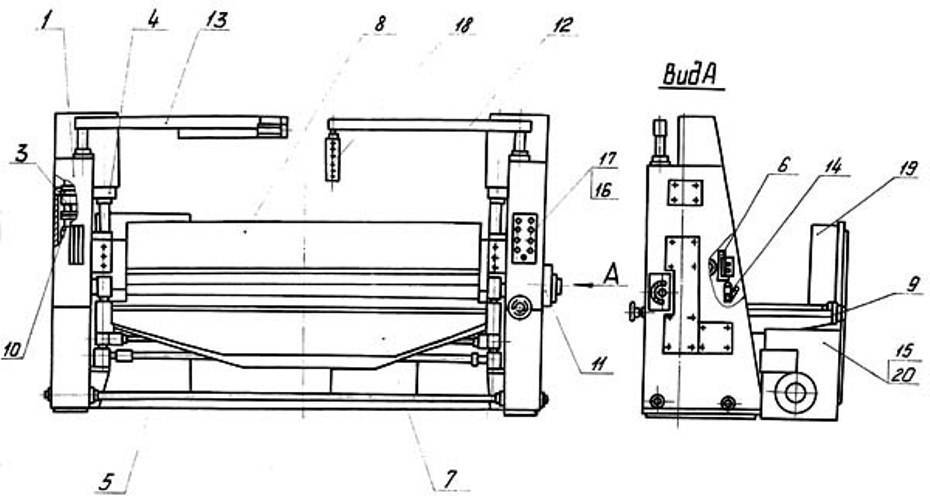
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Назначение самодельных гибочных станков
Выбор схемы гибочного оборудования зависит от его назначения:
- В первом случае сгибание листов происходит под 90º. Почти все самодельные станки предусматривают нажим на траверсу больше в ее нижней части, при этом немного подвигая ее вперед.
- Вторым вариантом служит профессиональный пресс для сгибания металлического листа. Это оборудование работает на промышленных площадках, требует больших денежных затрат и работы квалифицированного специалиста.
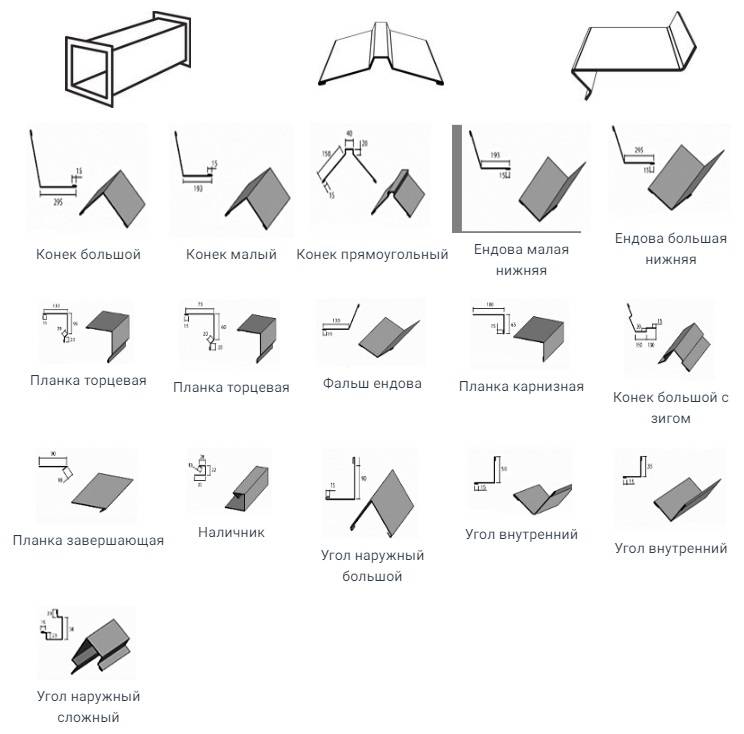
- В третьем варианте изготавливается протяжной вариант станка, в котором радиус выставляется с помощью смены положения проходных валков. Эти элементы являются многофункциональными и применяются для изготовления кожухов, соединительных секций широких трубопроводов, обечаек. Ручной листогиб из профнастила выполняется с профилированными вальцами для протяжки кровельных материалов, коньков, ендов, водосточных элементов.
Первый вариант наиболее приемлем для стандартного гибочного приспособления в домашних условиях.
Для определения мощности и типа станка следует изучить его техническое описание:
- станок эффективно работает с металлом толщиной оцинкованного листа до 0,6 мм, медного – до 1 мм, алюминий гнет толщиной до 0,7 мм;
- лист должен иметь ширину не более 1 м;
- наклон сгибаемой стенки — не менее 120º;
- максимальное количество рабочих циклов без перебоя достигает 1200;
- трудно переносит работу с нестандартными деталями и заготовками, для них требуется перестройка.
Qui prodest?
В переводе с латыни – кому выгодно? Производить профнастил самостоятельно, хотя бы для себя, материал-то весьма востребованный. Попробуем прикинуть.
Ручной листогиб проходного типа (см. далее) стоит около $2000. На нем вроде бы можно за день-два тонну оцинковки 0,55 стоимостью $1000 превратить в 250 кв. м профнастила, которые покупные обошлись бы в $1400. Казалось бы, прямая выгода; особенно, если не ждать распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.
Профнастил не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; на вид и на ощупь шероховатый участок изгиба определяется не всегда, но скоро от него поползет трещина. А кто сейчас даст заказ без гарантии? Извольте исправлять. За свои, разумеется.
Можно уменьшить прижим, но тогда волна пойдет нестандартная. Заказчик стандартов, может быть, и не знает, но сразу увидит – материал не тот. Поставьте, будьте любезны, как у всех, или – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим или вальцы? Какая уж тут производительность с рентабельностью.
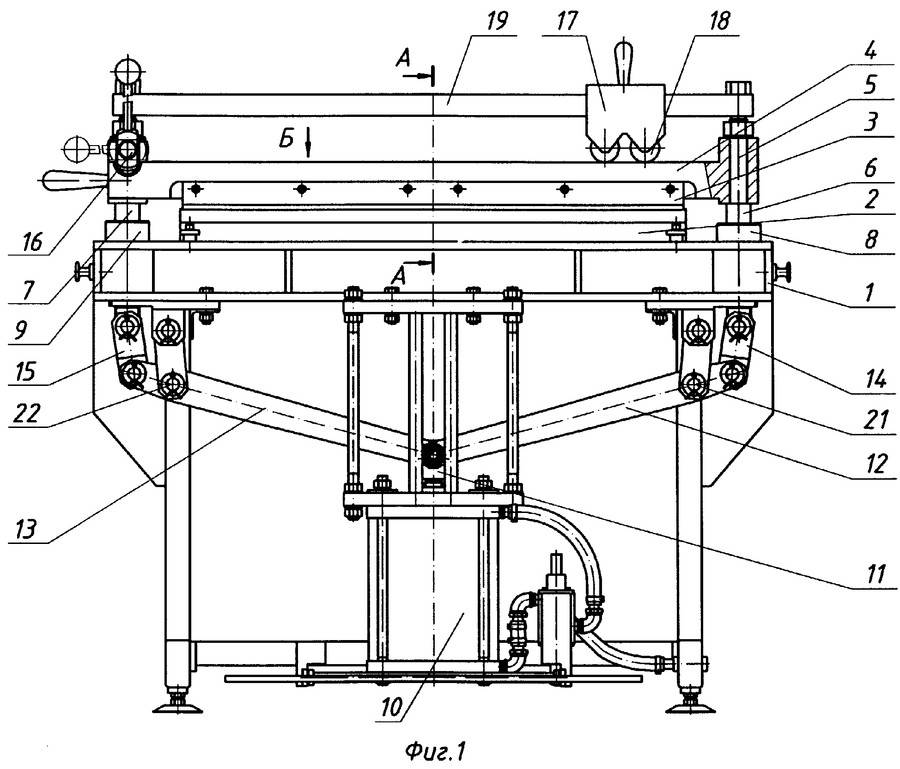
Линия для производства профнастила
Линия (собственно, прокатный стан) для профнастила – это сложный агрегат, см. рис
Обратите внимание на количество и конфигурацию валков. Назначение такой системы – разогнать остаточные напряжения по листу, чтобы те не вышли за допустимые пределы
Поэтому волна формируется постепенно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Стабильное качество готовой продукции гарантируется только для конкретных марок стали конкретного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна специализированная производственная площадь с соответствующим лимитом потребления электроэнергии и контуром заземления, хотя для обслуживания достаточно одного оператора. Есть ли в вашей операционной зоне (попросту – в доступных вам окрестностях) неудовлетворенный спрос на профнастил, позволяющий все это окупить в приемлемые сроки? И готовы ли вы начать вполне серьезный бизнес с жесткой конкуренцией?
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
- Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться.
- Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка.
- Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной.
- Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Типы приводов
- ручные;
- электромеханические;
- гидравлические.
Станки с электромеханическим и гидравлическим приводами являются наиболее точными и надежными благодаря программе, которая визуально отображает весь процесс гибки металла, а также системе измерения толщины металлического листа, роботизации гибки и другим опциям. Особая конструкция станка позволяет производить гибку металла с высокой точностью по всей длине листа, при этом предусмотрена возможность корректировки ранее заданных параметров.



При помощи специального инструмента на таких станках, помимо воздушной гибки металла, могут выполняться и формообразующие операции: калибровка, плющение и т. п.
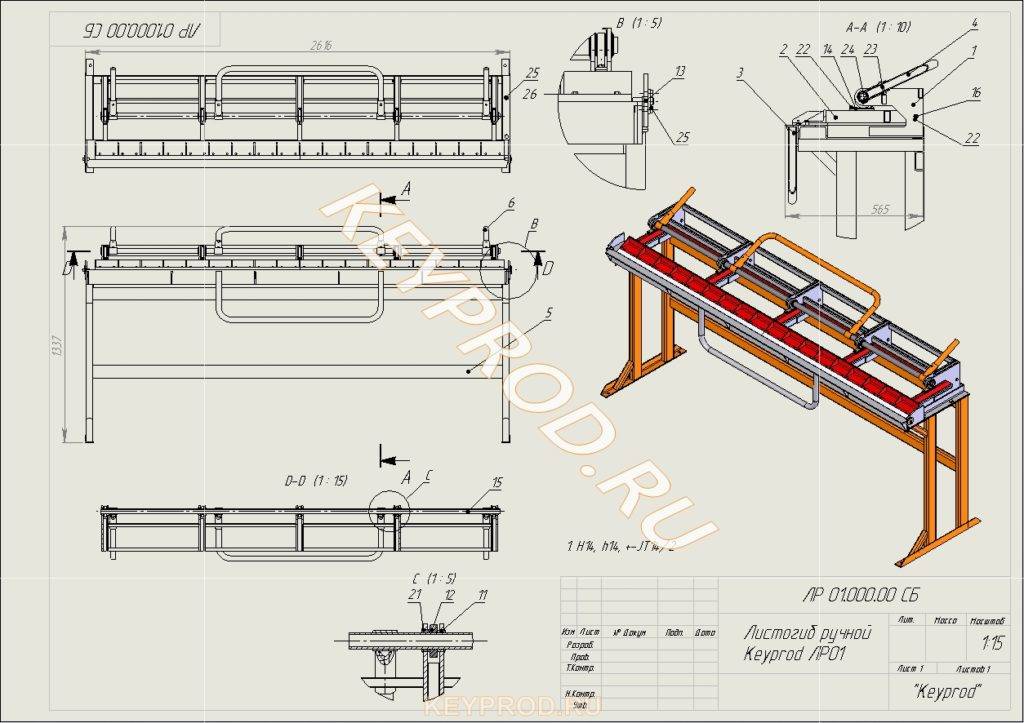
Устройство и принцип действия
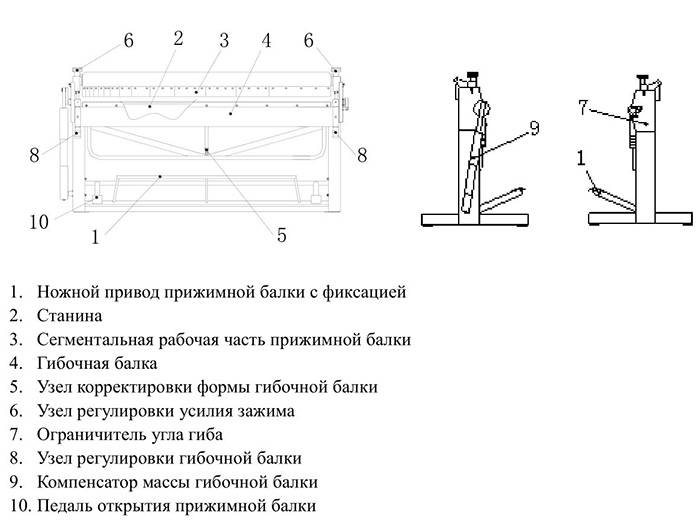
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.
 Сегменты листогиба
Сегменты листогиба
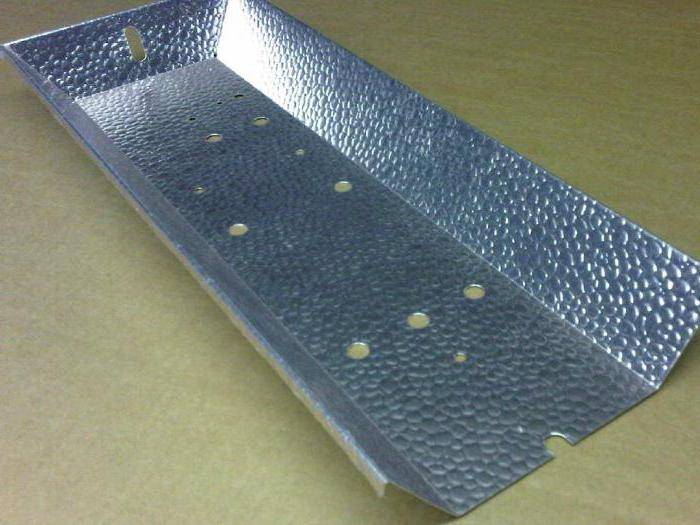
 Продукция сегментного листогиба — деталь коробочной формы
Продукция сегментного листогиба — деталь коробочной формы
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

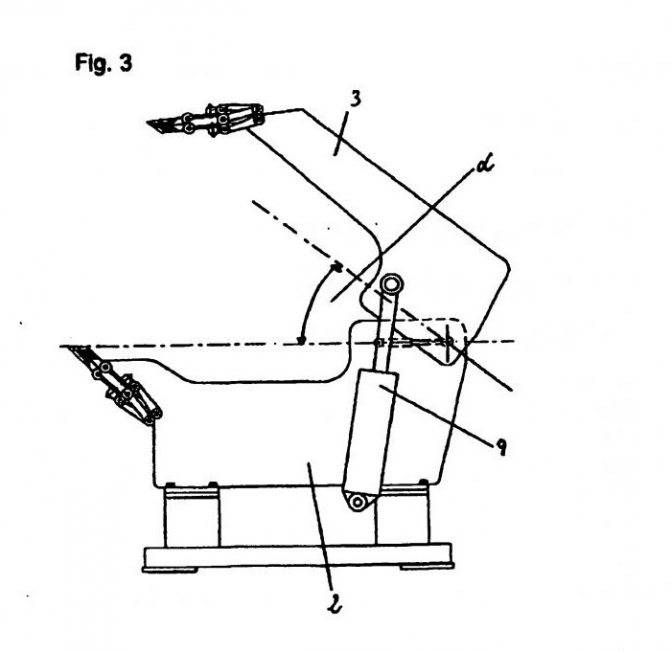
Одна из схем сегментального листогиба
Устройство и принцип действия
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.
 Сегменты листогиба
Сегменты листогиба
 Продукция сегментного листогиба — деталь коробочной формы
Продукция сегментного листогиба — деталь коробочной формы
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

Одна из схем сегментального листогиба
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.




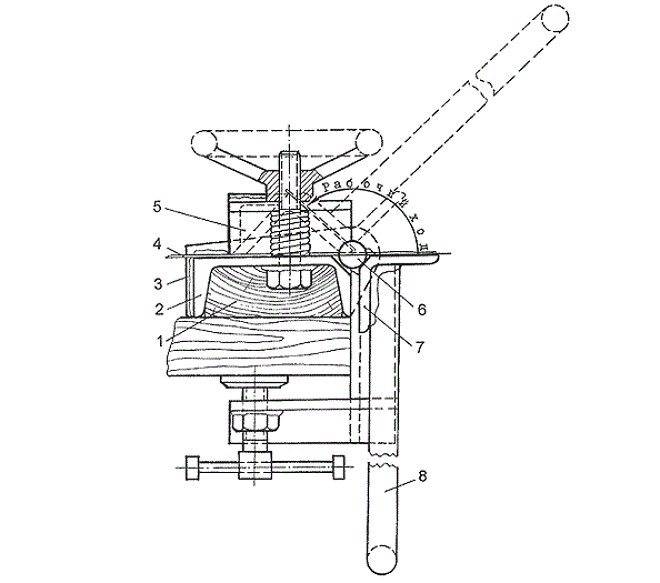
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Конструкция и принцип работы
Механическая часть пресса состоит из следующих компонентов:
- станины, которая обеспечивает устойчивость станка, удерживает его от раскачивания;
- инструмента для гибки заготовок;
- сервомоторов, приводящих оборудование в движение;
- гидравлических приводов;
- направляющих для перемещения рабочего инструмента.
Также в конструкции предусмотрена защита оператора от травм:
- электронные датчики, которые в реальном времени определяют параметры работы станка;
- стальной щиток для исключения контакта заготовки с оператором при работе пресса;
- электронное регулирование положения детали на рабочем столе;
- индикатор, позволяющий контролировать процесс гибки.
В компьютерную программу станков с ЧПУ вносятся изменения на основе размеров рабочего инструмента, производится переналадка. Достаточно один раз выполнить настройку, а в дальнейшем достаточно только загружать нужные программы. Количество записанных программ зависит от объёма памяти.
Станины в оборудовании бывают следующих видов:
- С-образная. Используется для размещения различного оборудования, обслуживания пресса. Имеет широкую рабочую зону, за которой расположен карман. Конструкция не выдерживает перегрузок (деформируется).
- О-образная. Отличается высокой прочностью, стойкостью к перегрузкам. Готовые детали сложно доставать. Установка вспомогательного оборудования на неё невозможна.
Принцип работы следующий:
- В верхней части пресса крепят траверсу.
- При выполнении программы траверса перемещается вдоль вертикальных осей с заданной скоростью для гибки конкретного металла определённой толщины.
- При сближении с заготовкой скорость перемещения траверсы увеличивается до рабочей при помощи гидравлики. ЧПУ контролирует параметры датчиков и отвечает за весь процесс гибки.
- По достижению нижней точки траверса останавливается, остаётся некоторое время в такой позиции. Длительность сжатия позволяет придать окончательную форму заготовке.
- Начинается стадия декомпрессии: траверса перемещается вверх после прессовки. Скорость определяется технологическим процессом.
- После декомпрессии скорость передвижения пресса увеличивается до момента достижения верхней точки.
- Для снятия заготовки оборудование отключается. На автоматизированных линиях деталь снимается автоматически, а затем загружается новая заготовка.

Листогиб с ЧПУ
С чего начать изготовление листогибочного станка
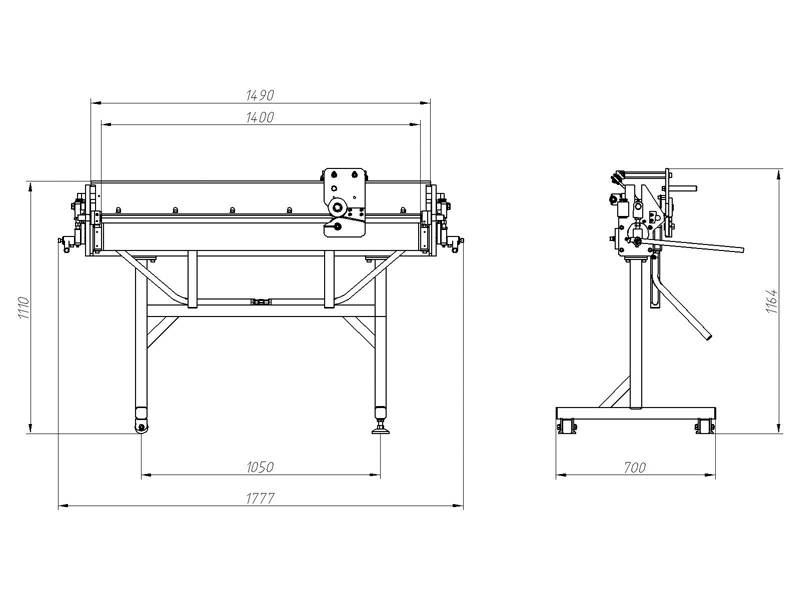
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Рамки: ручной инструмент для небольших участков
Чтобы выполнять работы на фальцевой кровле с европейским качеством, вам будут нужны определенные инструменты. Причем не удивляйтесь, что вы встретите их самые разные названия, из-за чего нередко возникает путаница.
Итак, для самостоятельной работы с фальцевой кровлей вам понадобятся такие приспособления:
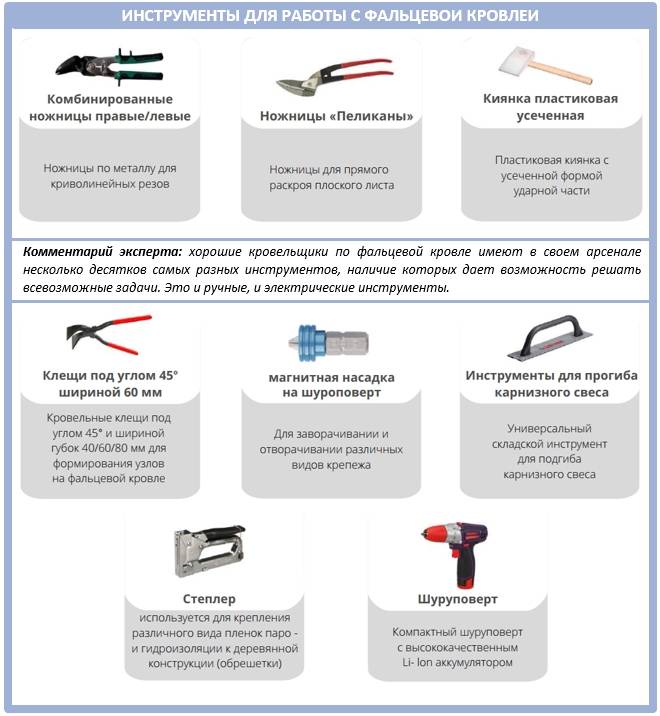
Итак, в первую очередь вам понадобится киянка. Сравнительно недавно еще использовалась деревянная, но сегодня куда более удобна пластиковая, с клинообразной формой. Ею удобно производить целый диапазон операций.
Далее, молоток с пластиковым наконечником для устройства двойных радиусных фальцев, когда будете обходить каминные трубы. Такой пластиковый молоток совсем не повреждает кровельное покрытие.
Нужна также будет специальная стальная лопатка — утюг. Ею вы сможете устроить фартуки вокруг сложных участков кровли. Посмотрите, как конкретно все эти инструменты применяются на практике:
Кроме того, бывает, что фальцезакаточную машинку невозможно завести с торца кровли или использовать на коротких участках. Поэтому в таких случаях понадобятся рамки.
Итак, все картины на кровле вам нужно будет подрезать и подгибать специальными ножницами:
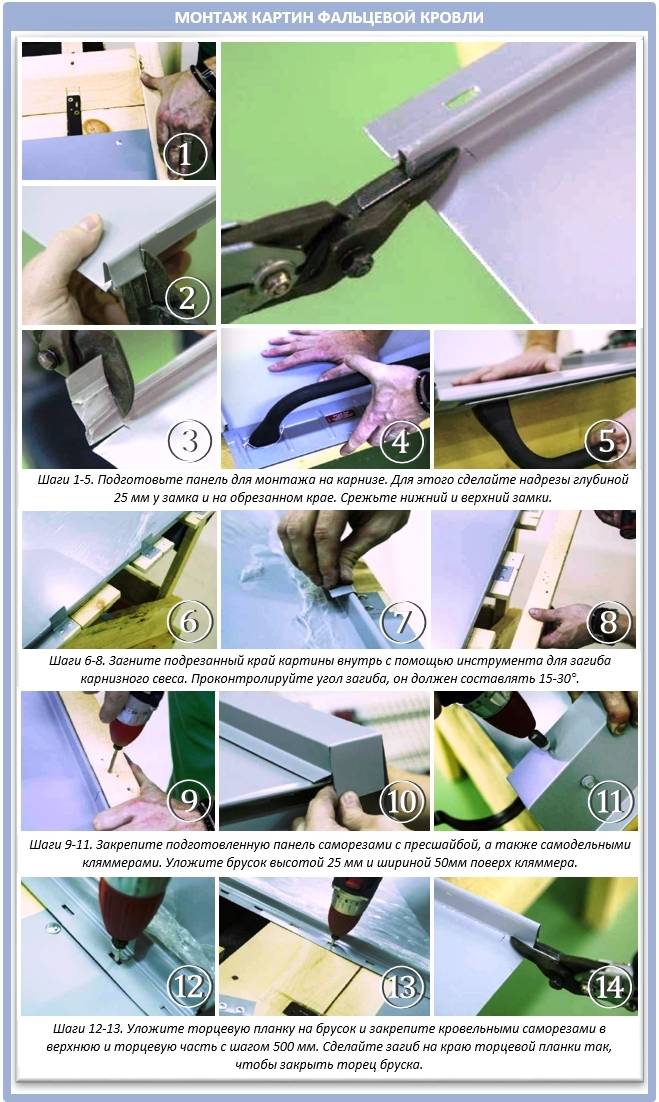

Для подрезки картин понадобятся универсальные ножницы (по-другому называются идеальными). Причем нужны и правые, и левые, чтобы сделать нужные заготовки без повреждений.
Еще один необходимый инструмент — пинцеты-клещи. Большие, со скошенным углом под 45°, прямые — с двумя углами под 45° для изготовления воротников каминных труб и мансардных окон. Большие клещи нужны, чтобы выполнять отбортовку до 180 мм высотой.
Но бывает, что глубины круглогубцев не хватает, тогда используют «цаплю», чтобы сделать примыкание высотой до 150 мм. Все это необходимо для того, чтобы сделать двойной фальц при обходе проемов в кровле.
Когда объем работ предстоит большой, в ход идут ножницы «пеликаны», с удлиненным резом. К слову, тот самый инструмент, который у нас называют «попугай», нужен не как гвоздодер, а как специальное приспособление для раскрытия двойного фальца. Без него не обойтись там, где не получится использовать гибочные станки.

Готовые картины с загнутыми краями укладывают на обрешетку и соединяются между собой кляммерами. Следующим шагом при помощи ручного или электрического инструмента такие швы соединяют в двойной фальц.
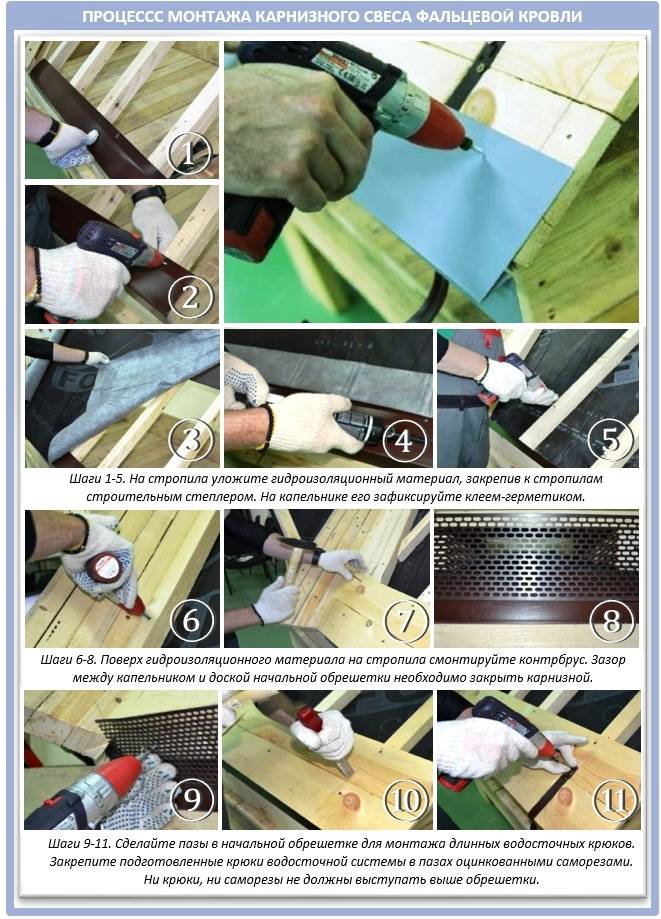
Свесы фальцевой кровли оформляют так:

Для работы с торцом свеса понадобится все это:

Вот как пользоваться этим инструментом:
Для работы с ендовой вам понадобятся такие инструменты:
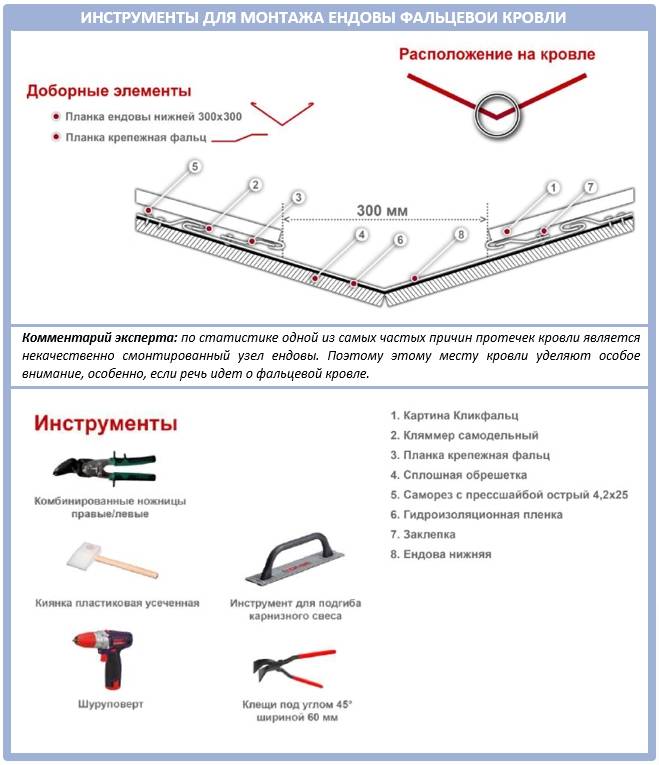
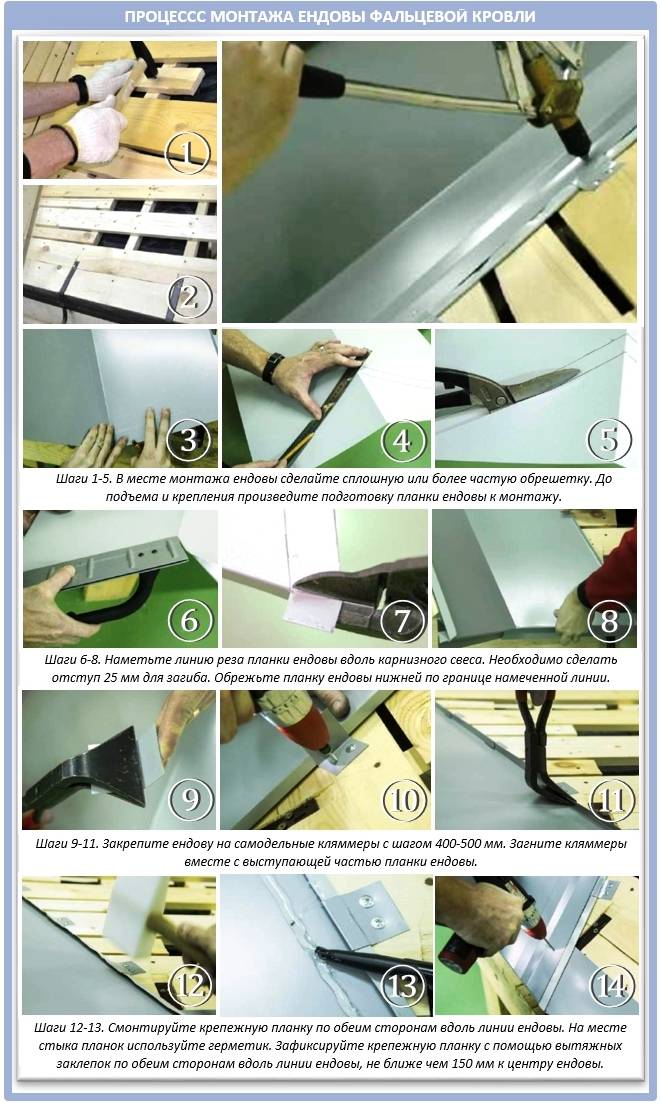
На практике это выглядит так:
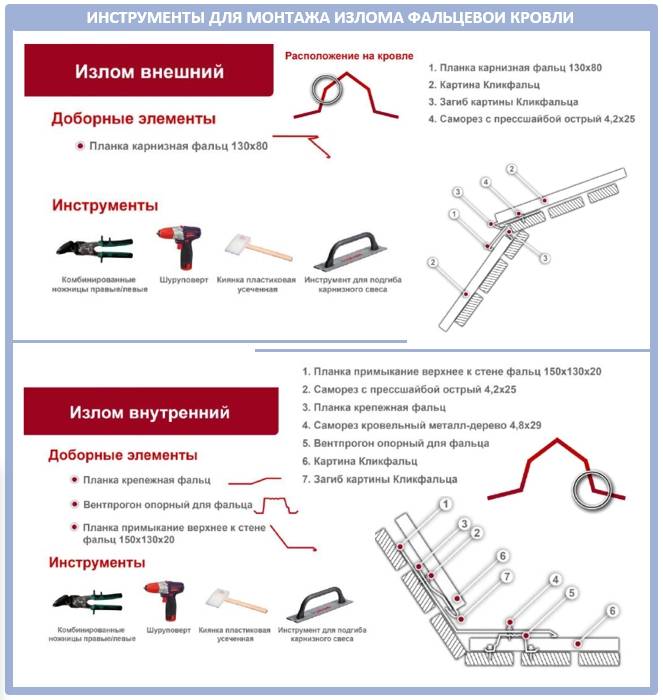
А вот для оформления внутренних изломов кровли понадобится также киянка:
Для оформления конька крыши вам понадобится шуруповерт:

Подведем итог: только квалифицированный монтаж гарантирует, что фальцевая кровля благополучно отслужит весь свой срок. Приходилось ли вам самостоятельно изготавливать фальцевую кровлю и были ли вы довольны результатом?
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.





Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов “барашками” или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом “потечет” – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.