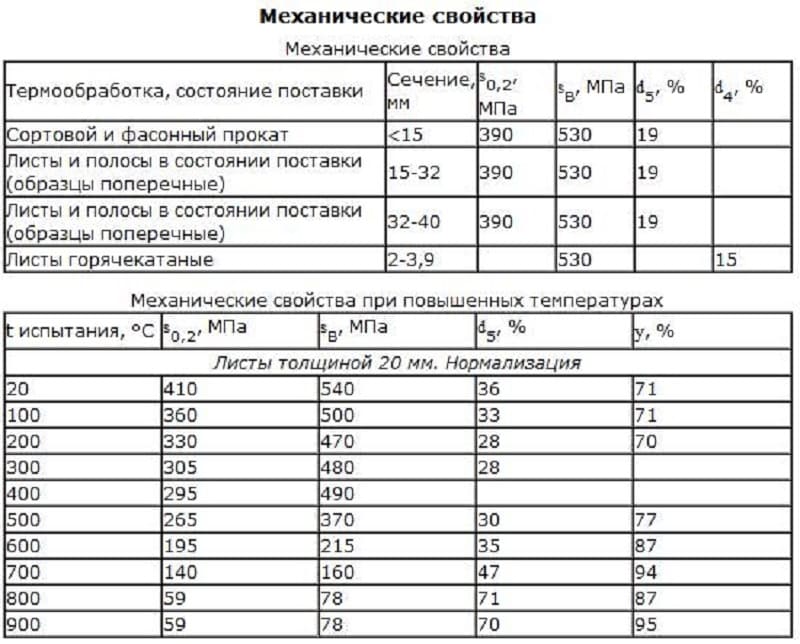
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | d4 | d10 | y, % | кДж/м2, кДж/м2 | Твердость по Бринеллю, МПа |
| Лист горячекатаный в состоянии поставки | |||||||||
| 2-3.9 | — | — | ≥530 | — | ≥15 | — | — | — | — |
| 5-9 | — | ≥400 | ≥540 | ≥19 | — | — | — | — | — |
| Сортовой и фасонный прокат из стали повышенной прочности в состоянии поставки по ГОСТ 19281-89 (указан класс прочности) | |||||||||
| ≤15 | — | ≥390 | ≥530 | ≥18 | — | — | — | — | — |
| Заготовки деталей трубопроводной артматуры из сортового проката и штампованные. Закалка в воду от 930-950 °C (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском | |||||||||
| ≤125 | 650-680 | ≥395 | ≥615 | ≥15 | — | — | ≥40 | ≥539 | 197-235 |
| Прокат толстолистовой и широкополосный универсальный в состоянии поставки ГОСТ 19282-73 | |||||||||
| ≤32 | — | ≥390 | ≥530 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥410 | ≥540 | ≥36 | — | — | ≥71 | — | — |
| Прокат толстолистовой и широкополосный универсальный в состоянии поставки ГОСТ 19282-73 | |||||||||
| 32-40 | — | ≥390 | ≥509 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥59 | ≥78 | ≥71 | — | — | ≥87 | — | — |
| — | — | ≥140 | ≥160 | ≥47 | — | — | ≥94 | — | — |
| Лист холоднокатанный по ТУ 14-1-340-72 | |||||||||
| 2-3 | — | ≥440 | ≥490 | — | — | ≥10 | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥195 | ≥215 | ≥35 | — | — | ≥87 | — | — |
| Листовой прокат в состоянии поставки по ТУ 14-1-5241-93 (образцы поперечные) | |||||||||
| 8-40 | — | ≥390 | ≥510 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥265 | ≥370 | ≥30 | — | — | ≥77 | — | — |
| — | — | ≥295 | ≥490 | — | — | — | — | — | — |
| Толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат по ГОСТ 6713-91, ТУ 14-1-5120-2008 (ст.10ХСНДА) для мостовых конструкций (для получения требуемых мехсвойств допускается нормализация или закалка с высоким отпуском для проката 1 категории, закалка с высоким отпуском — для проката 2 категории) | |||||||||
| 16-32 | — | 390-495 | 530-670 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥305 | ≥480 | ≥28 | — | — | — | — | — |
| Толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат по ГОСТ 6713-91, ТУ 14-1-5120-2008 (ст.10ХСНДА) для мостовых конструкций (для получения требуемых мехсвойств допускается нормализация или закалка с высоким отпуском для проката 1 категории, закалка с высоким отпуском — для проката 2 категории) | |||||||||
| 33-50 | — | 390-495 | 510-670 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥330 | ≥470 | ≥28 | — | — | ≥70 | — | — |
| Толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат по ГОСТ 6713-91, ТУ 14-1-5120-2008 (ст.10ХСНДА) для мостовых конструкций (для получения требуемых мехсвойств допускается нормализация или закалка с высоким отпуском для проката 1 категории, закалка с высоким отпуском — для проката 2 категории) | |||||||||
| 8-15 | — | 390-495 | 530-685 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥360 | ≥500 | ≥33 | — | — | ≥71 | — | — |
| Тонколистовой прокат из стали повышенной прочности в состоянии поставки ГОСТ 17066-94 | |||||||||
| 0.5-3.9 | — | ≥390 | ≥530 | — | ≥18 | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥59 | ≥78 | ≥70 | — | — | ≥95 | — | — |
| Тонколистовой прокат из стали повышенной прочности в состоянии поставки ГОСТ 17066-94 | |||||||||
| 0.5-2 | — | ≥390 | ≥500 | — | ≥18 | — | — | — | — |
| 2-3 | — | ≥375 | ≥490 | — | ≥17 | — | — | — | — |
| 3-3.9 | — | ≥390 | ≥500 | — | ≥18 | — | — | — | — |
Применение стали
10ХСНД, произведенная в соответствии с ГОСТ 6713-91, применяется для производства различного рода металлических конструкций, например, мостовых, предназначенных для эксплуатации как в нормальных условиях, так и в экстремальных. Нижний предел температуры составляет -70 ºC. Верхний достигает +700 ºC.
Марка 10ХСНД обладает пределом прочности до 685 МПА именно это позволяет применять ее в оборудовании и конструкциях, которые должны обладать солидным запасом прочности, устойчивостью к воздействию коррозии и ограниченным весом.
Лист толщиной в несколько миллиметров применяют в судостроении для изготовления судовых корпусов.
Широкое применение нашла арматура, выполненная из этой стали. Для этого применяют заготовки прошедшие через закалку и отпуск.
Листы из стали применяют в качестве базового при получении двухслойных листов, которые отличаются высокой стойкостью к коррозии.
Источник
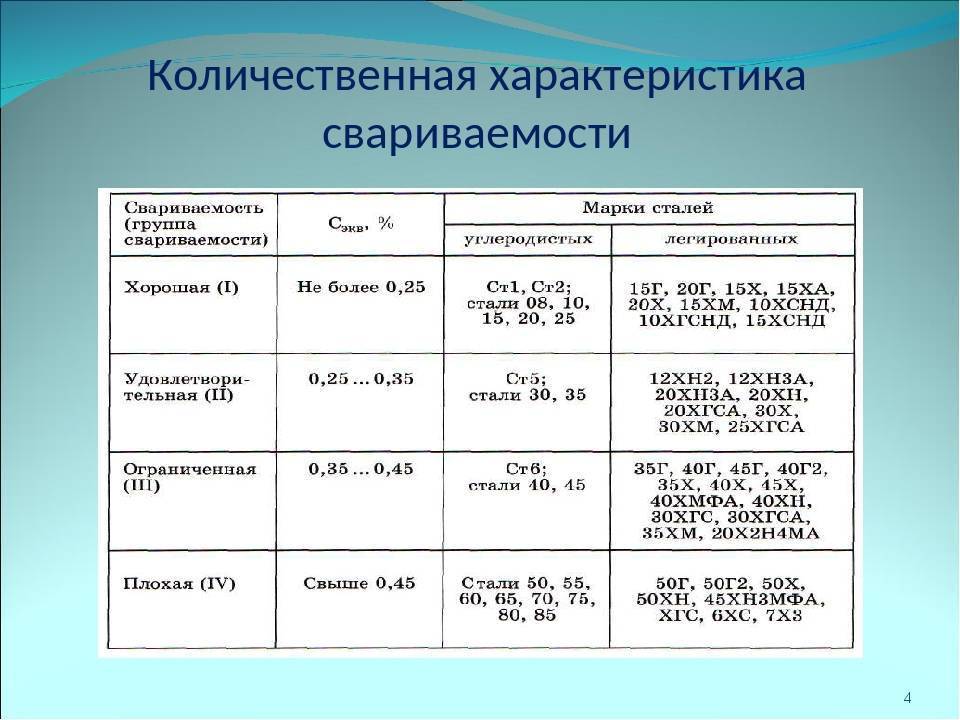
Технологические особенности применения стали
Как уже отмечалось сталь 10ХСНД – низколегированная. Это означает только одно – она сваривается без ограничений. Но, наличие легированных элементов, может вызвать появление закалённых структур в сварочной зоне. В результате это может привести к снижению стойкости к образованию трещин. Кроме этого легирующие элементы могут спровоцировать усиление склонности к хрупкому разрушению. Если сталь этого типа прошла термическую обработку, в частности, улучшение, которые могут терять прочность на разных участках нагрева и охлаждения. Этот класс сталей требует от сварщика определенных знаний и навыков работы.
Технолог, выбирая способ электросварки и последующей термообработки, должен учитывать условия, в которых конструкция будет эксплуатироваться
Кстати, некоторые сложности, возникающие при выполнении сварочных работ по этой стали, требуют от производителя уделять особое внимание качеству выполняемых работ
При обработке на токарно – фрезерном оборудовании нет необходимости подбирать какой-либо специальный инструмент или специальные режимы резания.
Расшифровка

Первое, на что стоит обратить внимание, так это на саму маркировку, под которой выпускается этот сплав, ведь в этой малопонятной аббревиатуре сокрыто много информации о стали 10ХСНД: характеристики, состав, сфера применения и много чего еще. Но обо всем по порядку:
- Цифра 10 в начале аббревиатуры свидетельствует о содержании в составе сплава углерода и, если верить этой цифре, его процентная взвесь, относительно других химических элементов, будет примерно равняться одной десятой процента.
- Буквой “Х” в еще советской системе ГОСТов принято обозначать легирующий элемент хром.
- “С” — условное обозначение кремния — не менее распространенного компонента различных сплавов.
- “Н” — согласно всем нормативным документам всегда обозначает химический элемент никель.
- Буква “Д” в номенклатуре всегда обозначает медь.
- Также стоит заметить, что в этом случае после всех буквенных обозначений отсутствую цифры. Это значит, что содержание хрома, кремния, никеля и меди в составе приближено к одному проценту
Вам будет интересно:Американский автопром: история, развитие, современное состояние. Автомобильная промышленность США
Подытоживая все вышеперечисленные тезисы, можно сказать, что мы имеем дело с хромокремненикелевым сплавом с добавлением меди, что в совокупности придает стали 10ХСНД характеристики, отличающиеся от большинства похожих материалов.
О цветной маркировке
Обозначение в цвете применяется только в прокатной стали. Это позволяет избежать ошибок при транспортировке и хранении. Для этого применяют точки или полосы. Назначение стального сплава маркируется «своим» цветом, но группа и раскисление не учитываются.
Желтый цвет применяется для конструкционных сталей: общего назначения, автоматные, цементированные, улучшенные.
Красный круг или полоса говорит о том, что данный вид относится к высокопрочному стальному сплаву: легированная, инструментальная, быстрорежущая, закаленная.
Синий цвет обозначает прокат из нержавейки: с серой, аустенитная, мартенситная.
Обозначением зеленого цвета маркируется сталь универсального применения: высокопрочный чугун, общего назначения, автоматные, цементированные, азотированные, улучшенные углеродистые.
Марки стали и их назначение
- Согласно маркировке конструкционная углеродистая сталь 08 кп и 10 применяется для изготовления штампованных деталей (холодная штамповка и высадка), прокладок, трубок, метизов, колпачков, а также для деталей, которые не нуждаются в высокой прочности: втулки, упоры, валики, копиры, фрикционы, колеса с зубцами.
- 40, 45 – для элементов повышенной прочности: коленвалы, распределительные валы, зубчатые венцы, колеса, плунжеры, фрикционы, оси.
- 50, 55 – используется для изготовления прокатных валков, штоков, зубчатых колес, эксцентрики, рессоры. Перед изготовлением деталей сталь подвергается закалке.
- 60 – для производства прочных и упругих деталей: диски сцепления, пружинные кольца, прокатные валы.
- Тонколистная, низколегированная, универсальная сталь имеет маркировку: 09Г2, 09Г2С, 10 ХСНД, 15 ХСНД, 15 ГФ. Сферы применения: машиностроение, судостроение, химическое машиностроение, вагоностроение. Это сварные конструкции, паровые котлы, детали вагонов, сложные и фасонные профиля.
- Конструкционная легированная сталь маркируется: 15 Х, 15 ХФ, 18 ХГТ, 20 Х, 20 ХГР, 20 ХНЗА, 35 ХМ, 38 ХА, 40 Х, 40 ХС и другие применяются для изделий, которые функционируют на повышенных скоростях, для деталей узлов и механизмов, работающих под высокими нагрузками.
- Стали и сплавы, стойкие к коррозии в своей маркировке имеют буквы Х, Н, С, АГ, ТГР, МТ, АМ, ДИ, Ю, Т. Сфера применения химическое машиностроение, газопереработка, нефтехимическая промышленность, пищевое производство, легкая промышленность, машиностроение, судостроение, а также в других областях, где работа деталей и механизмов сопряжена с агрессивными рабочими средами.
- Инструментальная нелегированная сталь разных марок, маркируется: У, А, Г, и применяется в деревообрабатывающей промышленности, изготовления ручных инструментов, для ножей, штампов для кузницы, игольной проволоки, сердечников, а также инструмента с низкой износостойкостью: хирургический инструмент, бритвы, для гравировки.
- Пружинная сталь применяется для производства рессор, пружин, подвергающихся большим нагрузкам и ответственные элементы в рессорах.
- Сталь для подшипников (подшипниковая) востребована для изготовления подшипников и их элементов для работы станков, железнодорожного транспорта, авиадвигателей, в точном приборостроении, на прокатных станах.

Термическая обработка сварных деталей
Главная задача, которую решает термическая обработка — это снятие остаточных напряжений, которые возникают во время сварочных работ. Вследствие этой обработки должно произойти улучшение структуры металла и свойства сварного шва.


Эту обработку выполняют сразу по окончании сварочных работ
При этом очень важно не допускать переохлаждения сваренных заготовок. Минимально допустимая температура не должна опускаться ниже температуры подогрева
В том случае, если нет технической возможности выполнить термообработку, то имеет смысл выполнить термический отдых.
Для выполнения операций по термической обработке необходимо провести определенную подготовку. В частности, детали, предназначенные для обработки необходимо уложить на специальный поддон в соответствии с требованиями технологической карты. После укладки, поддон помещают в печь.
На момент загрузки печь должна быть или холодной или разогретой до температуры 300 ºC. Детали должны находится в печи порядка 1 — 2 часов. По истечении этого времени печь можно нагревать далее. Предельная температура должна быть не выше 590 ºC, а скорость нагрева должна составлять 70 ºC в час. Детали должны пролежать при температуре 590 ºC не менее трех часов. Охлаждение, должно быть, совершено со скоростью 50 ºC в час до 250 ºC.
На серьёзных предприятиях работает система контроля качества. То есть весь процесс термической обработки фиксируется в специальных журналах и постоянно фиксируются параметры печи. Замеры проводят с применением пирометра. Такой подход позволяет получать продукцию высокого качества.
Это интересно: Сталь 20х13 — характеристики, применение, аналоги, состав
Термообработка стали 9ХС
Таблица. Температура критических точек
| Критическая точка | °С |
| Ac1 Ac3 Ar1 Mn | 770 870 730 160 |
Таблица. Твердость стали 9ХС
| Состояние поставки, режим термообработки | HRC поверхности |
| Закалка 840-860 С, вода. Отпуск 170-200 С. | 63-64 |
| Закалка 840-860 С, вода. Отпуск 200-300 С. | 59-63 |
| Закалка 840-860 С, вода. Отпуск 300-400 С. | 53-59 |
| Закалка 840-860 С, вода. Отпуск 400-500 С. | 48-53 |
| Закалка 840-860 С, вода. Отпуск 500-600 С. | 39-48 |
Отжиг — вид термической обработки металлов и сплавов, главным образом сталей и чугунов, заключающийся в нагреве до определённой температуры, выдержке и последующем, обычно медленном, охлаждении. При отжиге осуществляются процессы возврата (отдыха металлов), рекристаллизации и гомогенизации.
Цели отжига — снижение твёрдости для повышения обрабатываемости, улучшение структуры и достижение большей однородности металла, снятие внутренних напряжений.
Отпуском называется нагрев закаленной стали до температур ниже критической точки Ас1 выдержка при этой температуре с последующим охлаждением (обычно на воздухе). Отпуск является окончательной термической обработкой. Целью отпуска является изменение строения и свойств закаленной стали: повышение вязкости и пластичности, уменьшение твердости, снижение внутренних напряжений.
С повышением температуры нагрева прочность обычно уменьшается, а удлинение, сужение, а также ударная вязкость растут.
Полный отжиг производят путем нагрева стали на 30—50° С выше критической точки Ас3, выдержкой при этой температуре и медленным охлаждением до 400—500° С со скоростью 200° С в час углеродистых сталей, 100° С в час для низколегированных сталей и 50° С в час для высоколегированных сталей.
Структура стали после отжига равновесная, устойчивая.
Доэвтектоидная сталь имеет структуру: феррит и перлит. Эвтектоидная сталь имеет структуру перлит, а заэвтектоидная — перлит и цементит.
Изотермический отжиг является разновидностью полного отжига. Он в основном применяется для легированных сталей. Экономически этот процесс очень выгоден, так как длительность обычного отжига 13—15 ч, а изотермического отжига 4—6 ч.
Рисунок 2. Схема изотермического отжига стали 9ХС
Процесс изотермического отжига заключается в следующем: деталь нагревают до температуры выше критической точки Ас3 на 30—50°С, выдерживают при этой температуре, после чего сравнительно быстро охлаждают до температуры 600—650° С. При этой температуре выдерживают, что необходимо для полного распада аустенита, после чего следует сравнительно быстрое охлаждение.
При всех видах отжига не допускается перегрев и пережог стали. Перегрев стали —брак исправимый: образовавшуюся крупнозернистую структуру при перегреве можно исправить повторным отжигом. Пережог стали —брак неисправимый, так как сильно окисленные границы кристаллических зерен теряют связь и деталь разрушается.
Мк стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
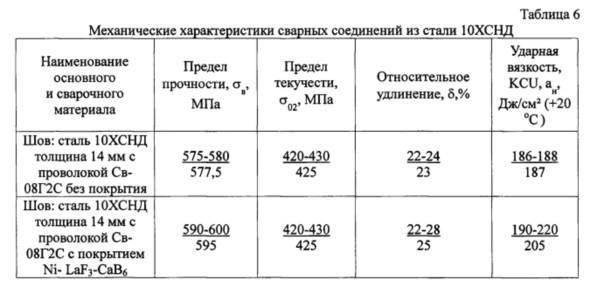
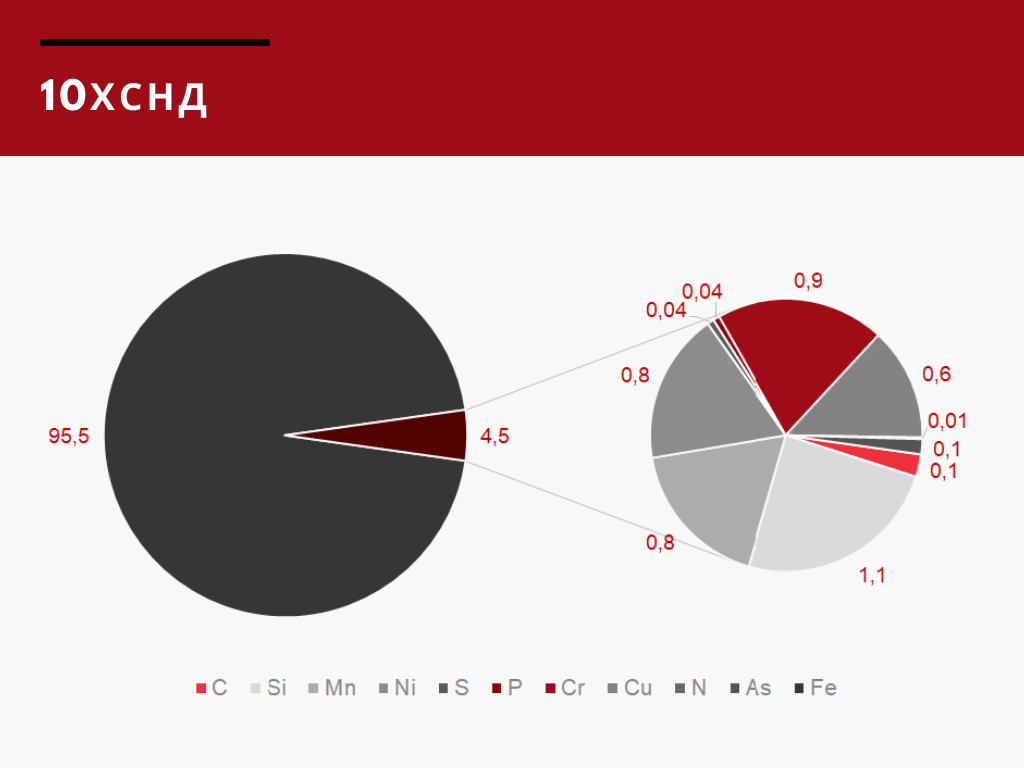


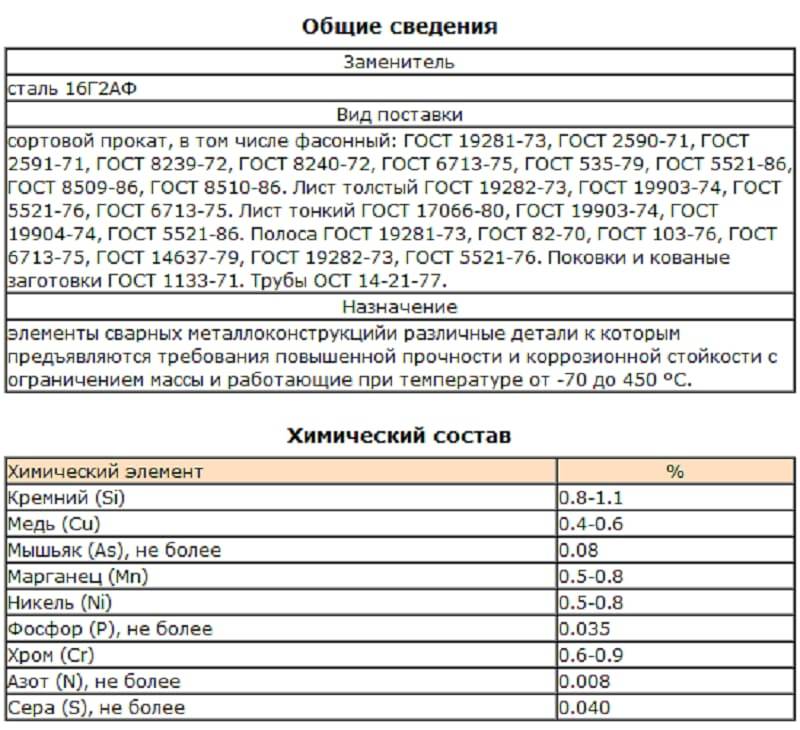
Таблица. Прокаливаемость стали 9ХС
| Расстояние от торца, мм / HRCэ | ||||||||
| 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 |
| 63 | 56 | 36,5 | 32 | 30 | 28 | 26 | 25 | 24 |
| Термообработка | Крит.диам. в масле, мм |
| Закалка | 15-50 |
Теплостойкость, красностойкость стали 9ХС
Таблица. Механические свойства при повышенных температурах
| t испытания,°C | у0,2, МПа | уB, МПа | д5, % | ш, % | KCU, Дж/м2 | HB |
| 20 | 445 | 790 | 26 | 54 | 39 | 243 |
| 200 | 320 | 710 | 22 | 48 | 88 | 218 |
| 400 | 330 | 620 | 32 | 63 | 98 | 213 |
| 600 | 170 | 200 | 52 | 77 | 123 | 172 |
| 700 | 83 | 98 | 58 | 77 | 147 | |
| Образец диаметром 10 мм, длиной 50 мм, прокатанный. Скорость деформирования 20 мм/мин. | ||||||
| 800 | 110 | 130 | 26 | |||
| 900 | 65 | 74 | 41 | 95 | ||
| 1000 | 42 | 46 | 52 | |||
| 1100 | 20 | 31 | 54 | |||
| 1200 | 15 | 20 | 83 | 100 |
| Температура,°С | Время, ч | Твердость, HRCэ |
| 150-160 | 1 | 63 |
| 240-250 | 1 | 59 |
ГОСТ
- ГОСТ 19281-2014 «Прокат повышенной прочности. Общие технические условия» определяет классификацию, сортамент, технические требования и требования безопасности прокатной продукции.
- ГОСТ 1050-2013 «Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия» устанавливает требования к химическому составу.
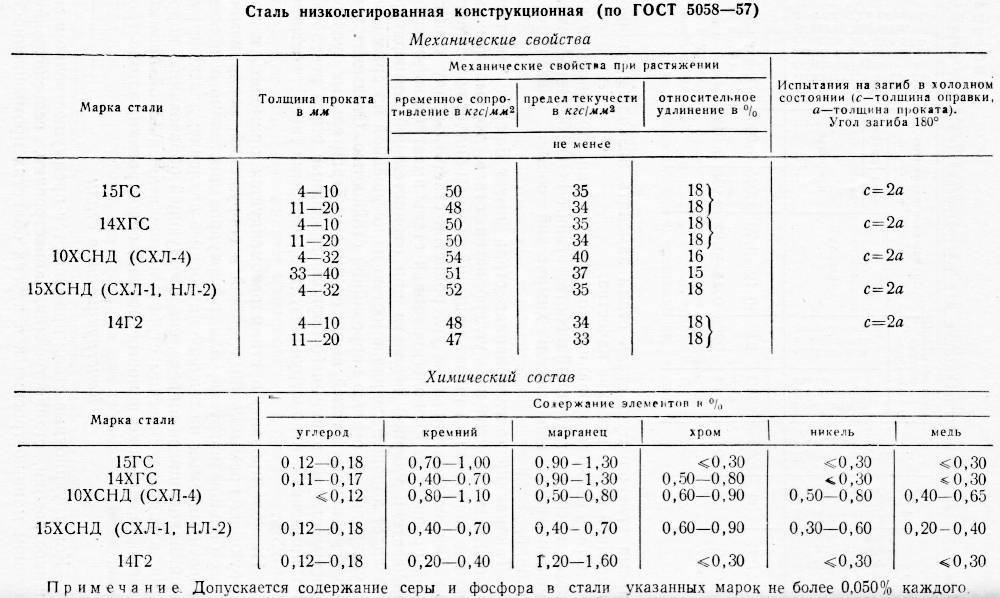
- ГОСТ 6713-91 «Прокат низколегированный конструкционный для мостостроения. Технические условия» устанавливает требования к химическому составу.
- ГОСТ Р 55374-2012 «Прокат из стали конструкционной легированной для мостостроения. Общие технические условия» устанавливает нормы химического состава и механических свойств сплава.
- ГОСТ Р 54384-2011 «Сталь. Определение и классификация по химическому составу и классам качества» определяет понятие «сталь» и подразделяет стали по химическому составу, основным свойствам и области применения.
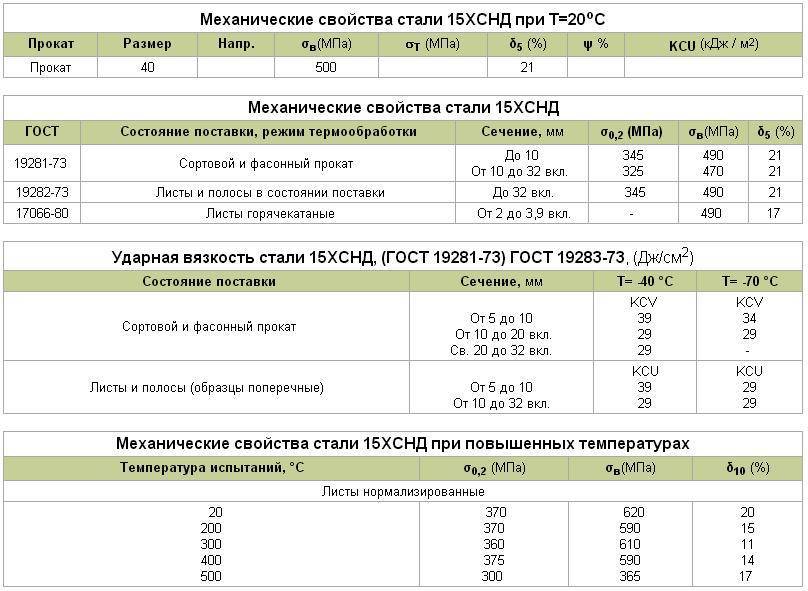
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
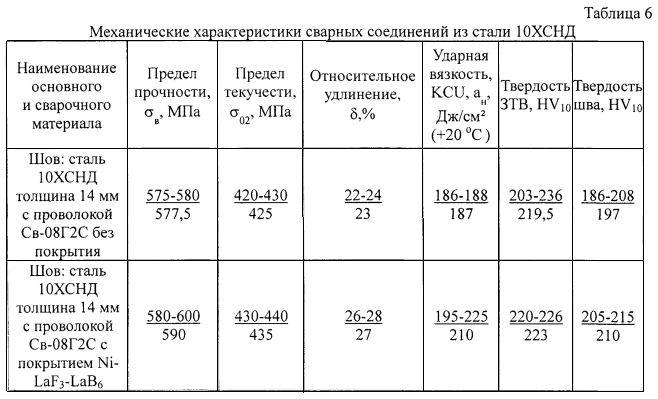
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур). Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации. Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.). Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М. Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ. Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл. При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6. Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.
Научно-технические свойства стали:
- Никак не флокеночувствительна;
- Малосклонна к отпускной хрупкости;
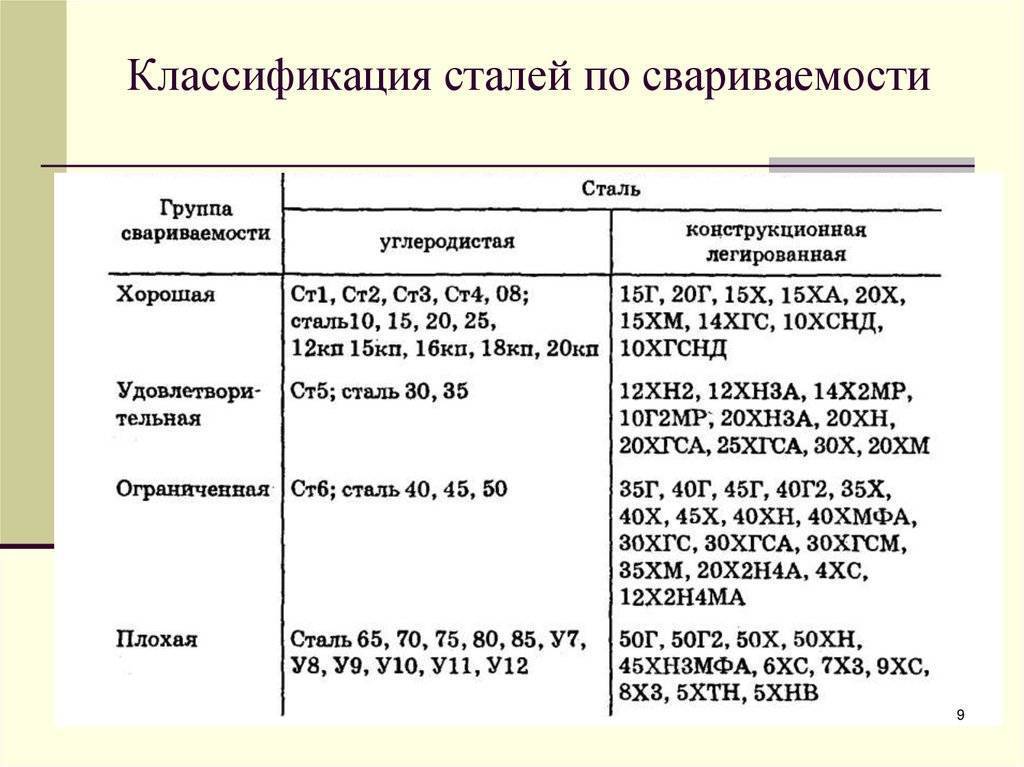
- Свариваемость осуществляется без ограничений, сварка совершается без подогрева, после чего термообработка не требуется.
Сталь 15ХСНД отличается от марки стали 10ХСНД содержанием углерода.
Технологические же свойства и применение материалов схожи. Следует отметить особенности листовой стали 15ХСНД и ее использование:
- автомобилестроение;
- спецмашиностроение;
- судоходное строительство.
Также стальной лист 15ХСНД незаменим в конструкциях с применением сварных, клепаных, болтовых соединений. Из него получают швеллер, закладные детали, профильные и обычные трубы, уголок, и многое другое.
- лазерной;
- газом;
- гильотинной;
- плазменной.
Смотрите другие статьи и пресс-релизы компаний:
Золотое кольцо через века человеческой цивилизации О перспективах развития возможностей видеорегистраторов Невероятно увлекательный отдых в Мексике О пользе профилактических осмотров у врача Удивительная Новая Зеландия Невероятно увлекательный отдых в Мексике
Сталь 10ХСНД конструкционная хромокремниеникелевая низколегированная
Сталь 10ХСНД является конструкционной хромокремниеникелевой низколегированной сталью. Расшифровка стали говорит о следующих характеристиках. Первое двузначное число указывает на примерное содержание углерода, буквы указывают на наличие химических элементов, как указывает государственный стандарт, Х – наличие хрома, С – кремния, Н – никеля и Д — меди. Выпускается подобный сплав в форме листового проката, уголка, швеллера, полосы, брусков и труб различных диаметров.
Сталь 10ХСНД
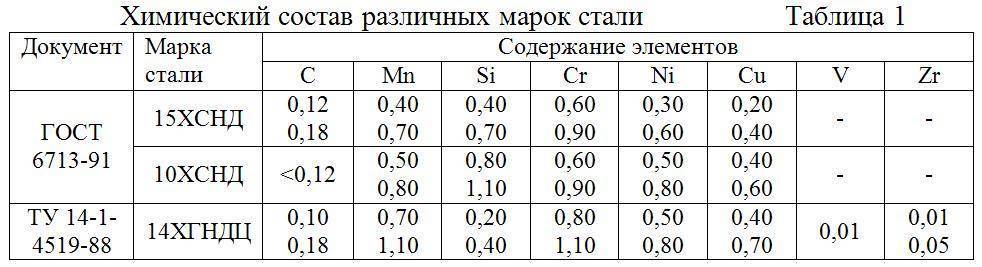
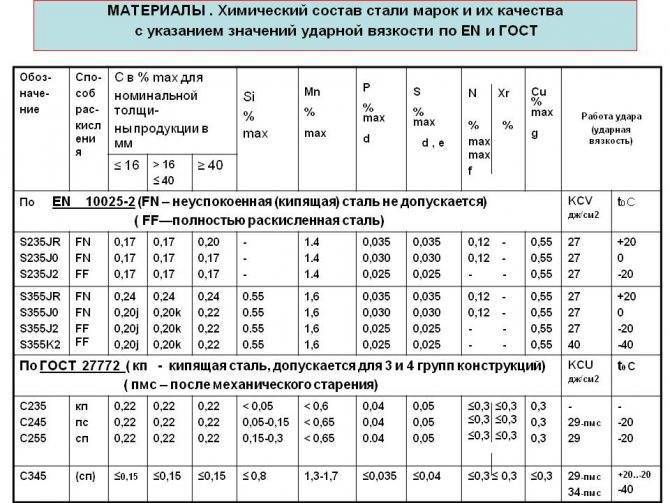
Химический состав
Эта марка стали относится к категории низкоуглеродистых сталей. Государственный стандарт определяет следующий химический состав сплава. Она состоит из 96% железа, 0,12% углерода, около 1% хрома, на такие элементы как медь, кремний, марганец и никель приходится по 0,8%. Такой состав стали 10ХСНД соответствует ГОСТ.
Химический состав марки 10ХСНД
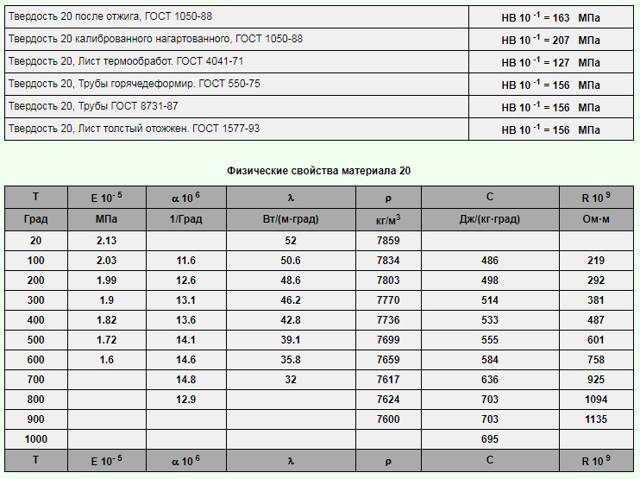
Физические свойства
Основные физические свойства соответствуют установленным гостам и имеют следующие значения:
- коэффициент линейного расширения составляет 40 Вт/(м×град);
- модуль упругости от 1,97 МПа при температуре 100 °С, понижается до коэффициента 1,25 МПа при температуре 900 °С и более;
- плотность сплава около 7800 кг/м3;
- удельная теплоёмкость около 500 Дж/(кг×град);
- удельное электрическое сопротивление R×109 Ом.
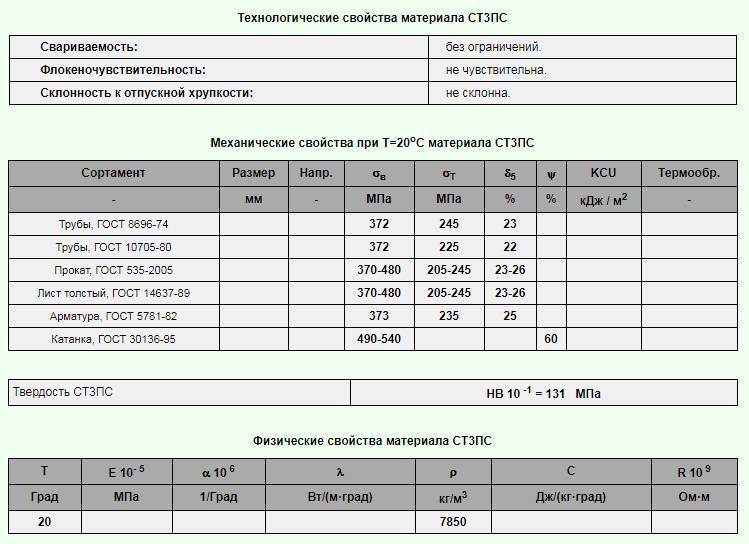
Технологические свойства стали 10ХСНД
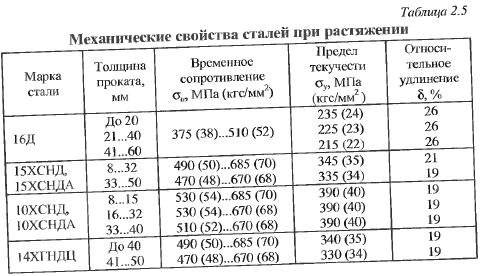
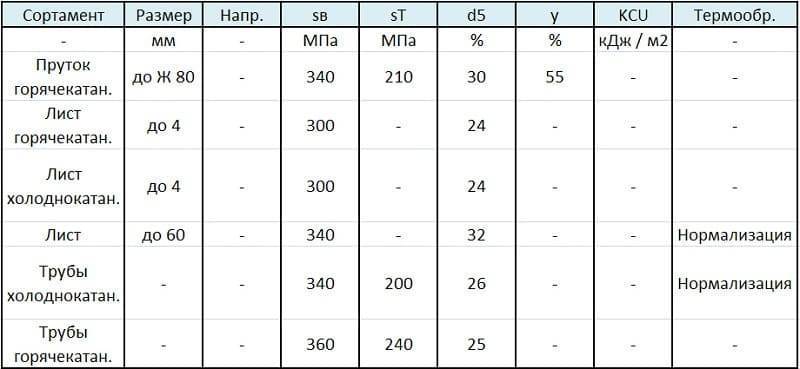
Механические свойства
Механические свойства стали 10ХСНД определяется входящими в состав сплава химическими элементами. Основные механические свойства при температуре в 20 °С находятся в пределах следующих значений:
- ударная вязкость KCU равна 290 кДж/м2;
- предел кратковременной прочности находится в интервале от 510 до 685 МПа;
- предел текучести равен 390 МПа;
- относительное удлинение достигает 19%.
Механические свойства марки 10ХСНД
Все приведенные характеристики удовлетворяют требованиям, установленным ГОСТ для всего сортамента стали 10ХСНД .
Скачать ГОСТ 19281-2014
К достоинствам стали 10ХСНД можно отнести:
- устойчивость к длительному воздействию высоких и низких температур;
- хорошие показатели прочности;
- высокая износоустойчивость;
- отличная свариваемость.
Способы обработки и существующие аналоги
Этот сплав достаточно легко подвергается основным способам обработки:
- резанию;
- сварке;
- ковке;
- инструментальной обработке.
Для резания, выпускаемого проката, не требуется специального прочного инструмента. Это видно из физических и механических свойств. Свариваемость такого сплава не имеет ограничений и производится всеми известными способами. Его можно подвергать ковке в интервале температур, от верхнего предела в 1200 °С до нижнего в 850 °С. Произведенные испытания после такой обработки показали, что этот металл не флокеночувствителен и не имеет склонности к отпускной хрупкости.

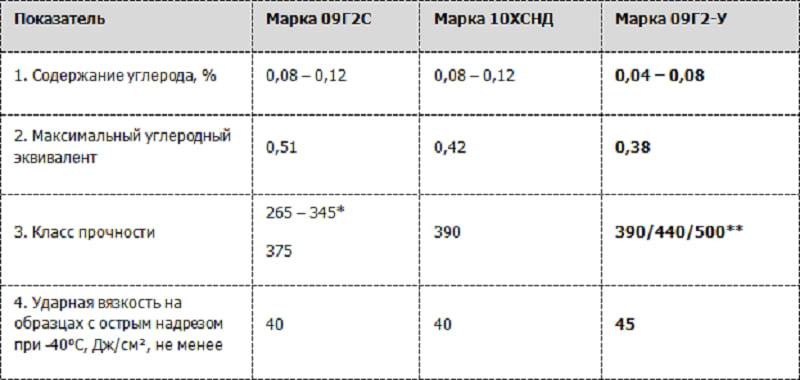
Сравнение стали 10ХСНД с аналогами
Однако наличие в сплаве легирующих добавок приводит к появлению специфических закалочных структур. Их образование во время сварки может привести к снижению стойкости от образования так называемых холодных и горячих трещин. Наибольшие трудности возникают при необходимости получения хорошей ударной вязкости металла в районе шва. При перегреве может снижаться стойкость к хрупкому разрушению. Это вызвано возможностью появления увеличенного аустенитного зерна.
Вместе с тем, наличие легирующих добавок, оказывает положительное влияние на стойкость к перегреву во время сварки. Особенно это характерно при таких видах сварки, как электрошлаковая. В этом случае повышается ударная вязкость непосредственно у границ образованного шва и повышает надёжность сплавления.
После проведения сварочных работ выполняют термическую обработку. При проведении такой обработки удаётся снять остаточные напряжения, которые всегда возникают при проведении сварочных операций. Кроме этого происходит улучшение структуры самого металла и образованного шва.