Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
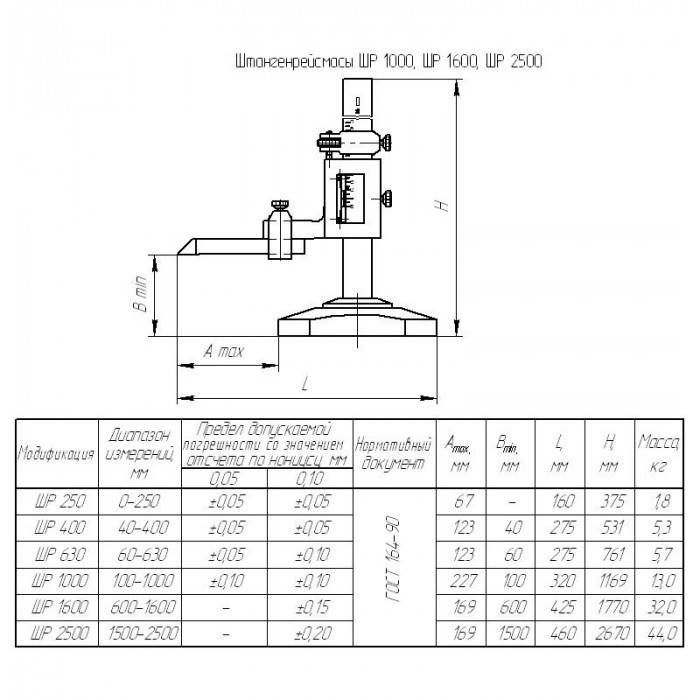
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
| Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
| ШР 250 | от 0 до 250 | 0,05 | – |
| ШР 400 | от 40 до 400 | ||
| ШР 630 | от 60 до 630 | 0,05; 0,10 | |
| ШР 1000 | от 100 до 1000 | ||
| ШР 1600 | от 600 до 1600 | 0,10 | |
| ШР 2500 | от 1500 до 2500 | ||
| ШРК 250 | от 0 до 250 | – | 0,05 |
Таблица 2 – Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
| Наименование характеристики | Значение |
| Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной ножки – разметочной ножки и основания | 0,16 0,32 |
| Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной и разметочной ножки – основания | 2 3 m vo о” о” |
| Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
| Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: – штангенрейсмасы с диапазоном измерения от 0 до 250 мм – штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
| Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
| Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
| Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: – штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм – штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
| Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
| с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
| 0,05 | 0,05 | 0,10 | |
| от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | – | ±0,10 | |
| Св. 630 до 1000 включ. | ±0,10 | ||
| Св. 1000 до 1600 включ. | – | ±0,15 | |
| Св. 1600 до 2500 | ±0,20 |
Таблица 4 – Основные технические характеристики
| Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
| ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
| ШР 400 | 275x120x531 | 5,3 | |||
| ШР 630 | 275x120x761 | 5,7 | |||
| ШР 630 | 0,01 | ||||
| ШР 1000 | 320x155x1169 | 13,0 | |||
| ШР 1600 | 425x200x1770 | 32,0 | |||
| ШР 2500 | 460x200x2670 | 44,0 | |||
| ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 – Условия эксплуатации
| Наименование характеристики | Значение |
| Температура окружающего воздуха, °С | от +10 до +40 |
| Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
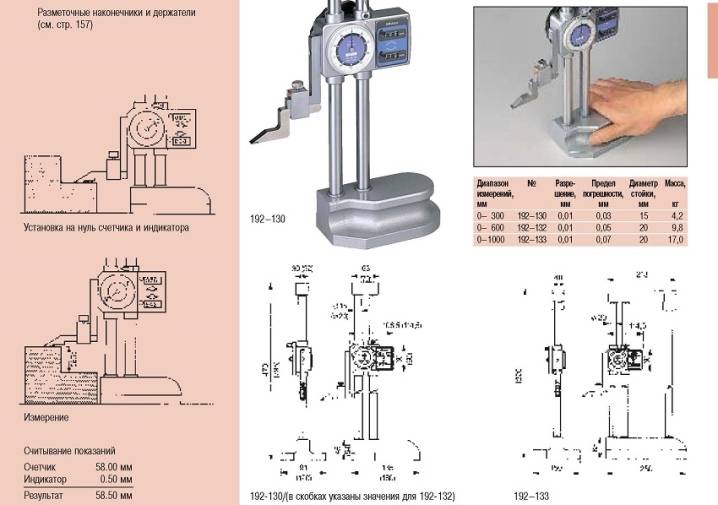
Считывание результатов
Считать показания результатов, которые получены с помощью штангенциркуля, несложно. На неподвижной рамке (штанге), где расположена основная шкала, определяют целое число (мм). Нониусная шкала показывает сотые доли миллиметра. Нужно найти штрих нониусной шкалы на используемом штангенциркуле, совпавший с определённой цифрой на главной шкале. Этот показатель и будет являться значением размера детали в миллиметрах.
По нониусной шкале
Бывает, что при измерениях достаточно целого показателя. Если же требуется установить значение более точно, то нужно осмотреть нониусную шкалу. А на ней необходимо найти точку совпадения двух рисок. Цифра нониусной шкалы будет означать десятое значение. Сложив её с целым числом, пользователь получит точное значение размера детали.
По часовому индикатору
При использовании циферблатного штангенциркуля также целое число в миллиметрах можно увидеть на главной шкале. Как и на аналоговом устройстве оно определяется совпадением рисок на обеих шкалах. Цифра же, представленная на циферблате, показывает значение от 0,01 до 0,99 мм, это зависит от цены деления шкалы. Стрелочный или циферблатный штангенциркуль — более точное устройство, чем механический (аналоговый). Пользоваться им следует при необходимости получения идеально точных данных.
По цифровому табло
Высокоточные (до сотых долей миллиметров) показания результатов, полученных при работе с цифровым штангенциркулем, представлены на жидкокристаллическом дисплее табло. Необходимо при этом помнить, что на нём имеются разные режимы, показывающие результаты измерения как в миллиметрах, так и в дюймах. Такие приборы также оснащены нониусной шкалой. Ею можно пользоваться, если, к примеру, разрядится аккумулятор.
Правила обращения со штангенрейсмусом
Для любого точного измерительного устройства очень важно грамотное использование инструмента и его тщательная настройка со стороны оператора. Как правило, штангенрейсмусы применяются в нижних приделах своих рабочих диапазонов, что составляет 300 миллиметров или 12 дюймов. Невзирая на используемую систему мер (метрическая или дюймовая), точность результата всегда будет понижаться по мере отдаления от контрольной точки
В случае, когда замер производится в верхней части линейки, то повысить корректность итогов возможно путем небольшого приближения нулевой отметки к центру обрабатываемого объекта
Невзирая на используемую систему мер (метрическая или дюймовая), точность результата всегда будет понижаться по мере отдаления от контрольной точки. В случае, когда замер производится в верхней части линейки, то повысить корректность итогов возможно путем небольшого приближения нулевой отметки к центру обрабатываемого объекта.
В связи с тем, что рассматриваемый прибор категорически боится высоких температур (по причине того, что при нагреве металл расширяется и, соответственно, тем самым увеличивается расстояние на шкале измерения), необходимо соблюдать следующие правила:
- Запрещается размещать штангенрейсмус в местах, где он будет подвержен воздействию прямых ультрафиолетовых лучей, равно как и сильных воздушных потоков;
- Запрещается устанавливать прибор в непосредственной близи от работающих радиаторов или обогревателей;
- Запрещается брать голыми руками объект измерения непосредственно перед его обработкой – для этого нужно воспользоваться перчатками;
- Запрещается подвергать измерению те предметы, которые недавно были перемещены из холодного пространства в более теплое и наоборот;
- Для достижения результатов с повышенной точностью, испытуемая деталь вначале размещается на плите-опоре и оставляется для адаптации к текущим условиям (на 15 минут и до 8 часов – в зависимости от размера образца).
Практические советы
- Как правило, пневмоподшипники следует применять только для целей позиционирования прибора непосредственно до начала замеров. Если же в них возникнет потребность именно во время измерительного процесса (это касается, например, массивных объектов), то и контрольную точку следует замерить заново с их помощью.
- Приборы с электромотором показывают лучшие результаты, если прикладываемая сила постоянна при измерении объекта. При применении прибора с ручным управлением, необходимо прикладывать равномерную силу при каждом касании поверхности образца.
- Всегда стоит помнить, что при соприкосновении двух упругих тел (в данном случае, инструмента и объекта измерения) – они некоторое времени колеблются. Поэтому, в течении названного времени, будут колебаться и измерительные значения, т.е. осциллироваться. Для получения точного результата нужно дождаться стабилизации обоих тел, для чего принимается в расчет «время успокоения».
- Длинные датчики контактов, особенно те, кои обладают небольшими контактами и узкими выступающими частями, могут подвергаться изгибанию во время соприкосновения с измеряемым образцом. Таким образом, вполне возможно возникновение потребности в образовании перемычек про меж датчиков, в случае появления вышеозначенного отклонения.
Как пользоваться?
Принцип замера включает несколько практических рекомендаций, которые следует применять для получения точных результатов. При измерении следует фиксировать рамку болтом, который предназначен для того, чтобы она не сместилась случайно. Не использовать инструменты с повреждениями штанги или нониуса (в случае с цифровыми устройствами могут быть более сложные неисправности) или со сбитой нулевой отметкой. Учитывать тепловое расширение деталей (лучше всего делать замеры при температуре, близкой к 20 C).
При измерении механическим штангенглубиномером нужно помнить о цене деления. Для большинства моделей она составляет 0.5 или 1 мм для основной шкалы и 0.1 или 0.5 мм для нониуса. Общий принцип таков, что номер деления нониуса, совпавшего с отметкой основной шкалы, необходимо умножить на его цену деления и затем прибавить к целой части искомой величины.
Есть несколько правил использования и хранения приборов, позволяющих избежать их преждевременного выхода из строя:
- попадание пыли и твёрдых частиц между рамкой и штангой могут вызвать её заклинивание, поэтому следует держать инструмент в футляре;
- срок эксплуатации механических приборов больше, чем цифровых, и последние требуют более бережного обращения;
- отсчётный компьютер и дисплей нельзя подвергать сотрясениям и ударам;
- для правильной работы питание к этим узлам должно поступать от аккумулятора с нормальным уровнем заряда и/или от исправного блока питания.
В следующем видео вас ждет обзор штангенглубиномера ШГЦ-150.
Материаловед
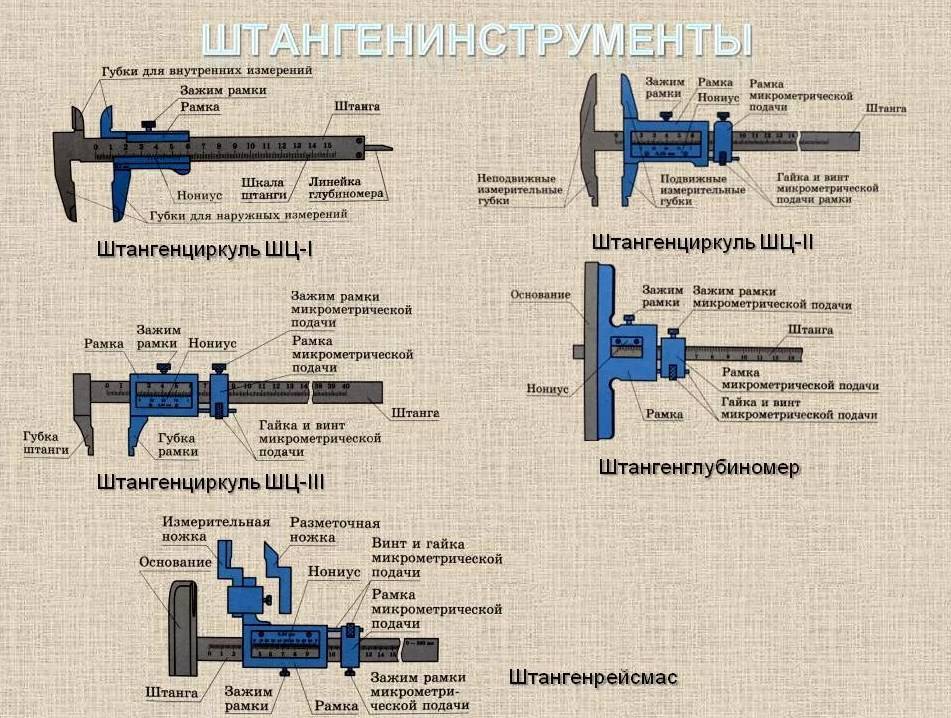
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
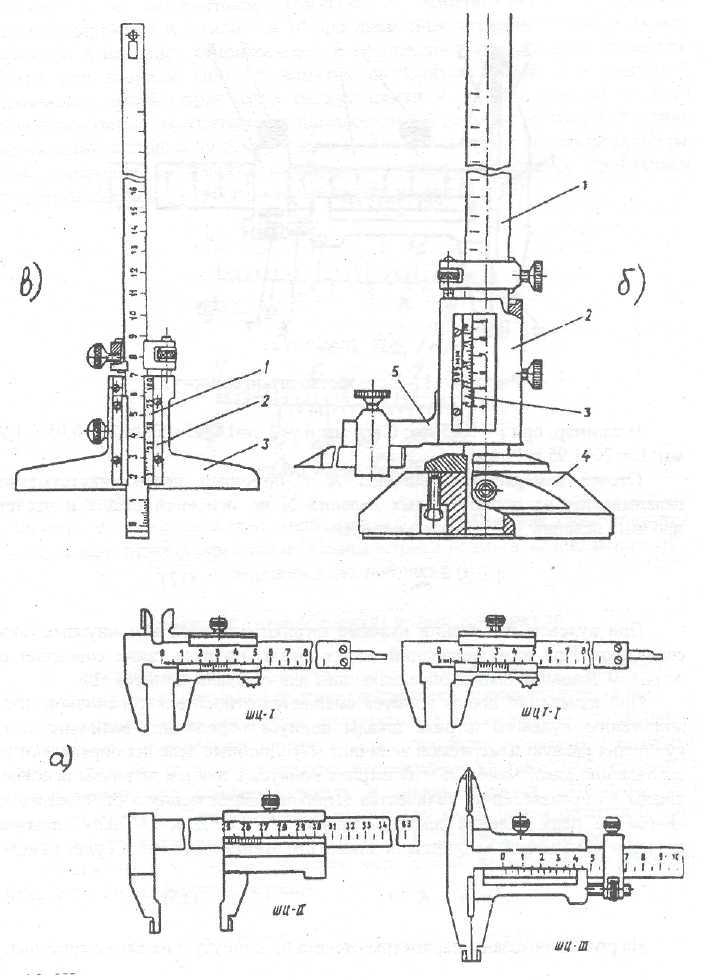
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
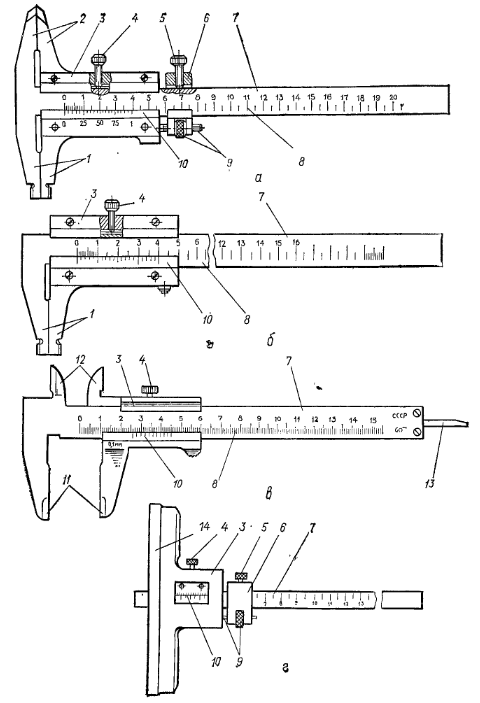
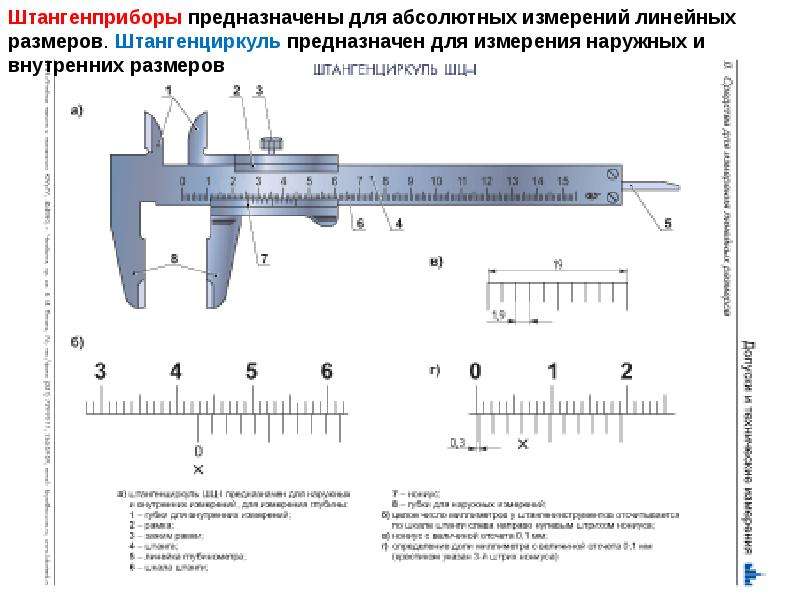
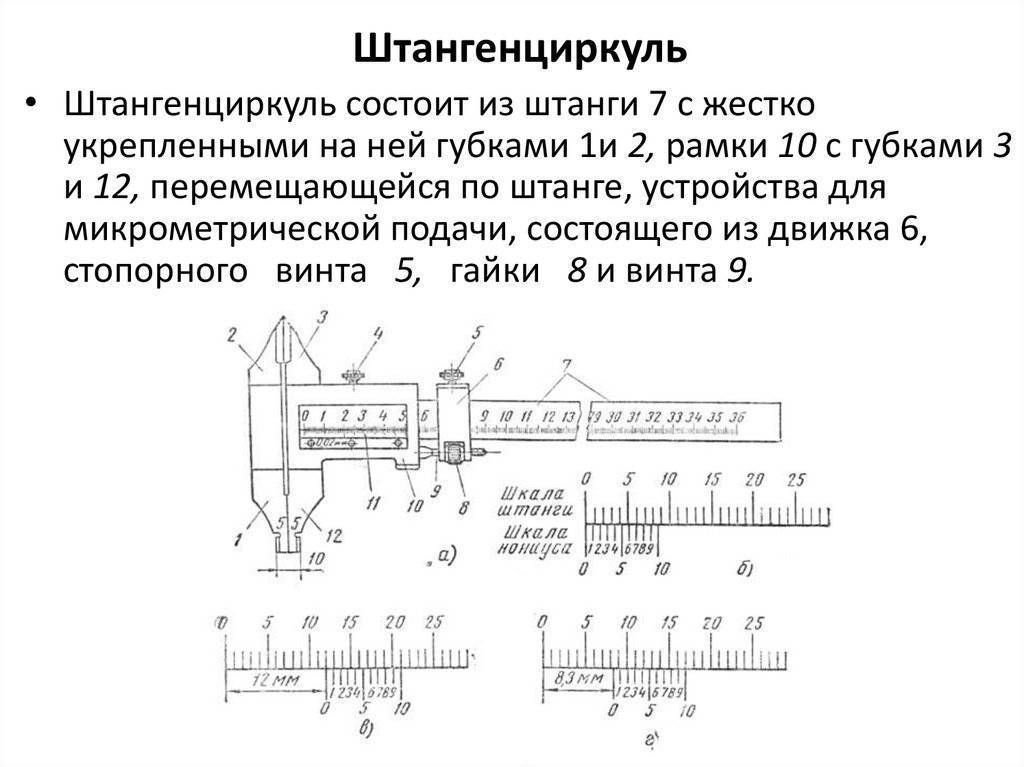
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.
- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.
Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.
ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
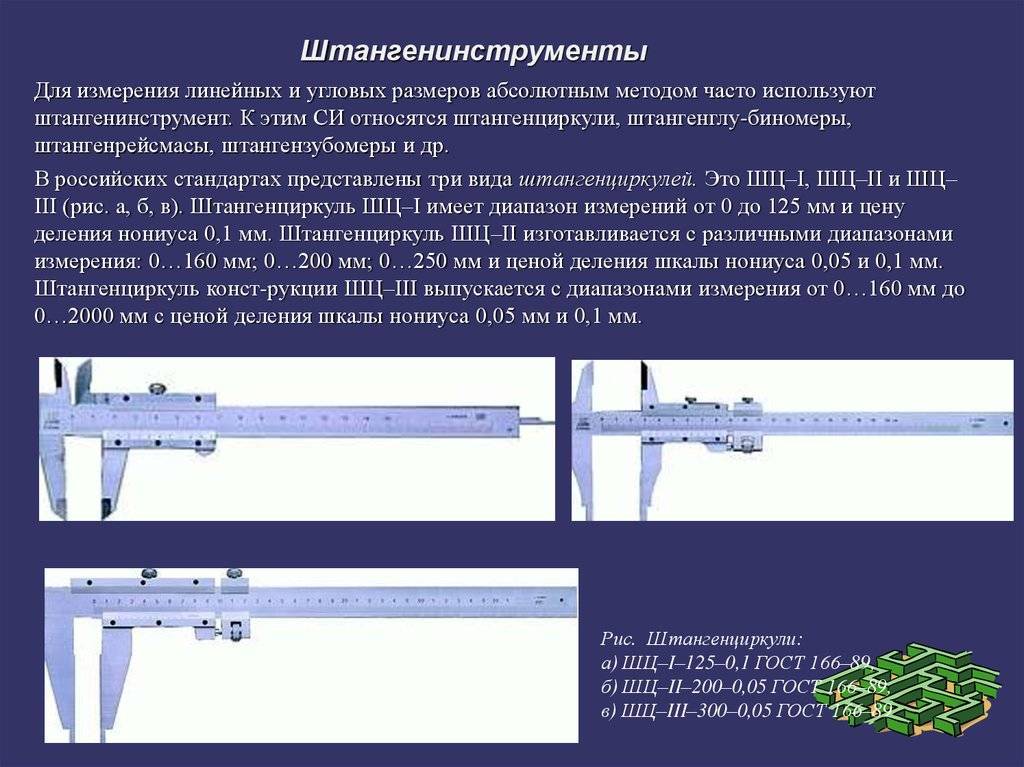
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | ±0,1 | 40 | 17-18 |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
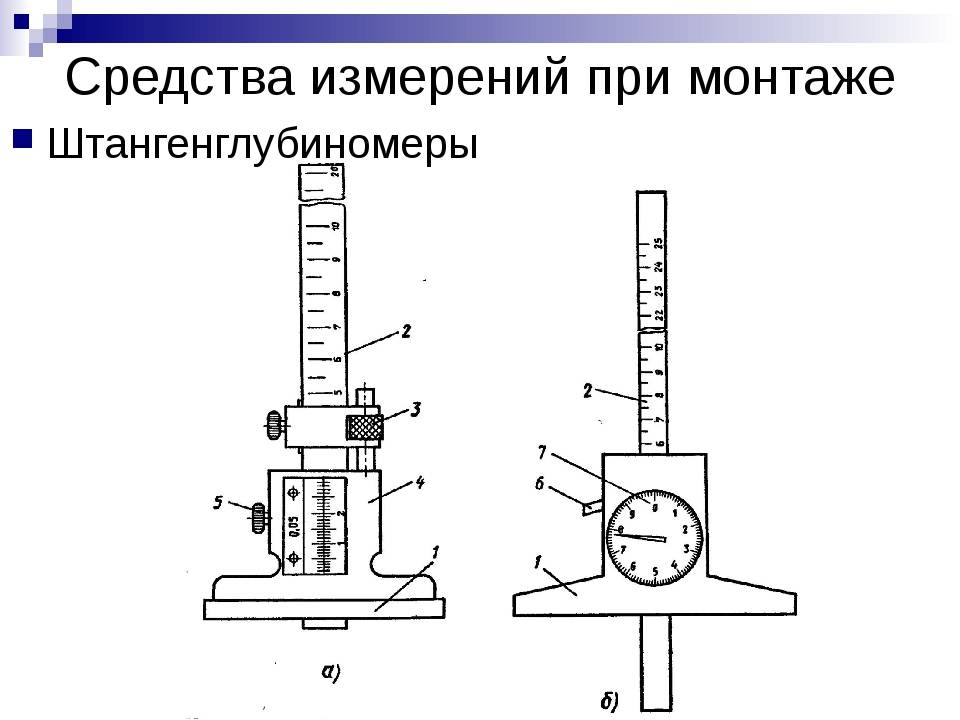
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
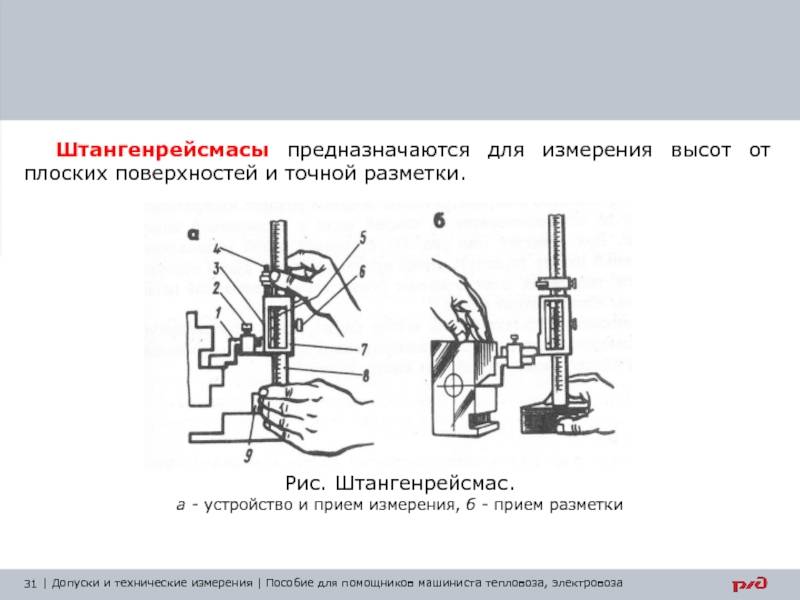
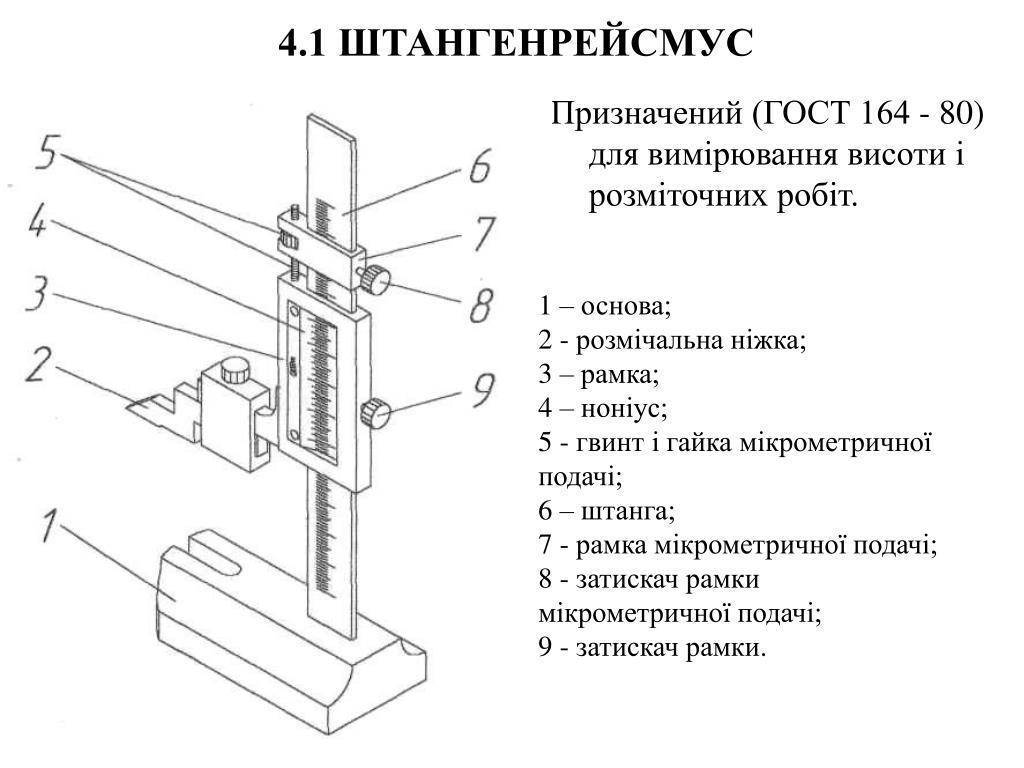
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.
Штангенрейсмас
Штангенрейсмас применяется также для измерения высотных размеров деталей, устанавливаемых для этого на няяту.
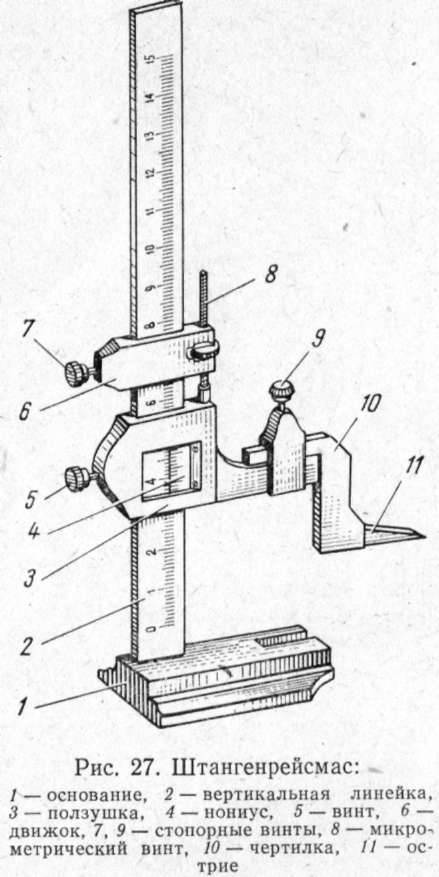
Штангенрейсмас ( рис. 28) применяется для проверки высоты заготовок ( деталей) и точного нанесения центровых и других разметочных линий на обрабатываемые поверхности. Он состоит из основания /, штанги 2, рамки 3, винта 8 для крепления рамки, нониуса 4, державки 6, винта 7 для крепления державки, микрометрической подачи 5, ножки 9 для измерения высоты, ножки / / для разметки заготовки ( детали) и державки 10 для закрепления ножек, с помощью которых измеряется высота в узких пазах и отверстиях.
| Интервалы измерений инструментов. |
Штангенрейсмас применяют для измерения высотных размеров деталей, устанавливаемых для этого на плиту; он является также основным измерительным инструментом для разметки деталей.
Штангенрейсмас ( рис. 3, д) предназначен для измерения высот изделий, выступов, а также разметки. Он состоит из основания 6 с закрепленной на нем штангой 5, по которой передвигается рамка 4 с движком микрометрической подачи. К рамке хомутиком с зажимным винтом 2 крепят сменную разметочную ножку 3 или измерительную ножку / для определения высот и глубин.
| Предельные калибры-пробки.| Предельный калибр-скоба. |
Штангенрейсмас предназначен для измерения высот и разметки. Для различных работ штангенрейсмас снабжают набором вставок: заточенной ножкой для разметочных работ, плоской ножкой или державкой с индикатором для измерений.
Штангенрейсмас описан в гл.
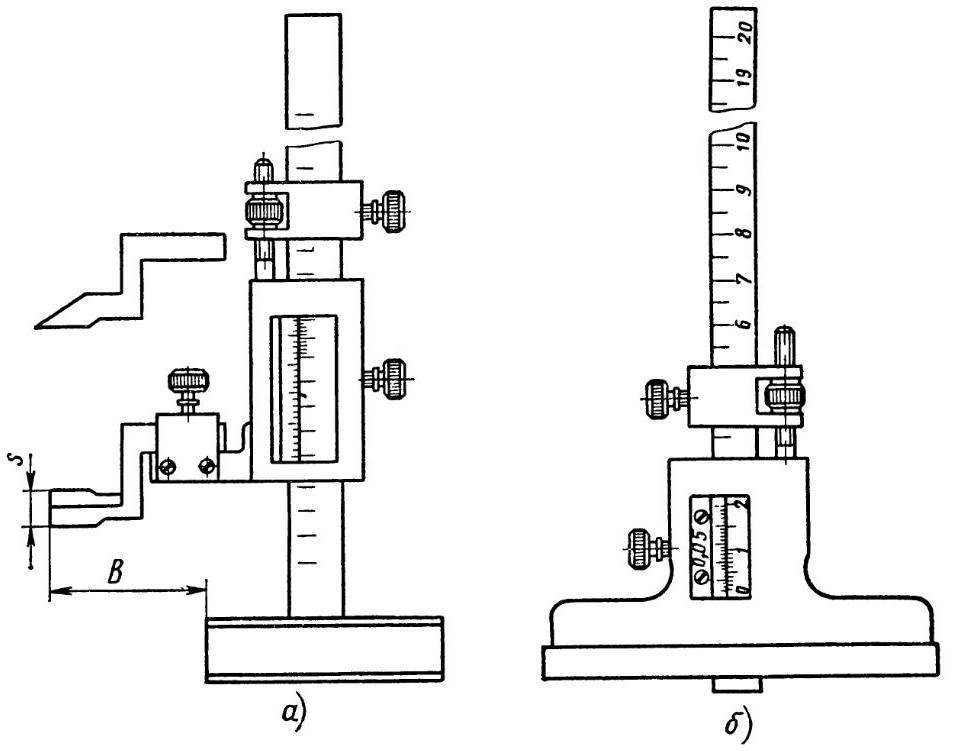
Штангенрейсмас ( рис. 32) применяется для точной разметки. На массивном основании 8 прочно укреплена штанга /, имеющая миллиметровую шкалу. По штанге перемещается рамка 2 с нониусом 6 и вторая рамка 4 микрометрической подачи. Обе рамки закрепляются на штанге винтами 3 в любом положении.
Штангенрейсмас предназначен для проведения рисок, параллельных рабочей поверхности плиты, на определенном расстоянии от нее.
Штангенрейсмас Захарова ( рис. 61, б) имеет стандартную измерительную линейку, которую можно перемещать в вертикальном направлении по продольному пазу стойки рейсмаса. Механизм перемещения состоит из двух щек, прикрепляющих винтами линейку к горизонтальной пластине. В пластину ввинчивают винт, который не имеет осевого перемещения. Винт фиксируется в кронштейне, неподвижно закрепленном на стойке штангенрейсмаса. На измерительной линейке устанавливают подвижную рамку с чертилкой. Такое устройство позволяет расположить нулевое деление линейки на высоте измерительной базы заготовки, от которой заданы размечаемые риски. Штангенрейсмасом Захарова проводят параллельные риски, исключая расчеты расстояний между ними.
Штангенрейсмас ( рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга 3 со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями ( нижней плоской и верхней в виде острых ребер шириной не более 0 2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
Универсальный штангенрейсмас ( рис. 76) с поворотной штангой, разработанный автором, предназначен для одновременного измерения деталей по высоте и в радиальных направлениях.
Штангенрейсмасом и штангенциркулем проверяют параметры изготовления в соответствии с данными чертежа.
Поставить штангенрейсмас таким образом, чтобы наконечник индикатора касался верхней части плитки и проверить индикатором эту плоскость для определения параллельности паза опорной плите или оси верстачных центров ( как показано на фиг.
Измерение и разметка заготовок штангенрейсмасом
Рас скажем о том, как проводятся измерение заготовок и их разметка при использовании ручного штангенрейсмаса.
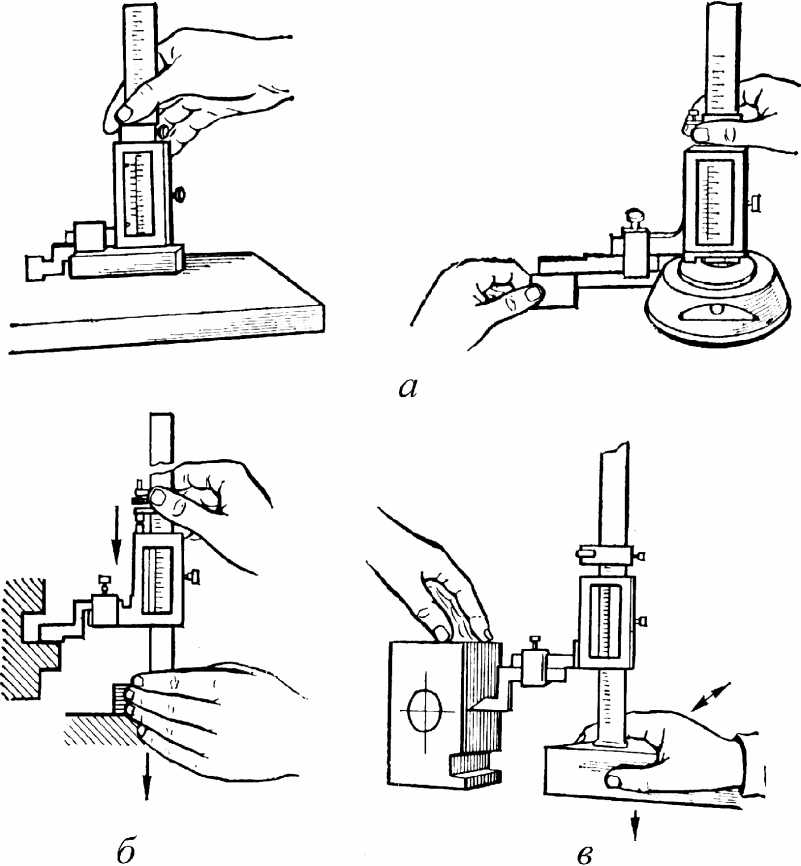
Измерения
Измерения ручным штангенрейсмасом проводите в таком порядке.
Наденьте держатель для ножки на выступ рамки прибора.
Установите ножку в паз держателя. Закрепите ее стопорным винтом.
Поместите штангенрейсмас на контрольную эталонную плиту.
Удостоверьтесь в том, что прибор стоит ровно.
Придерживая основание инструмента левой рукой, переместите рамку вверх и зафиксируйте ножку выше заготовки.
Установите изделие под ножку штангенрейсмаса.
Опустите рамку до плотного контакта ножки с верхней поверхностью заготовки.
Зафиксируйте положение рамки при помощи еще одного стопорного винта.
Считайте показания.

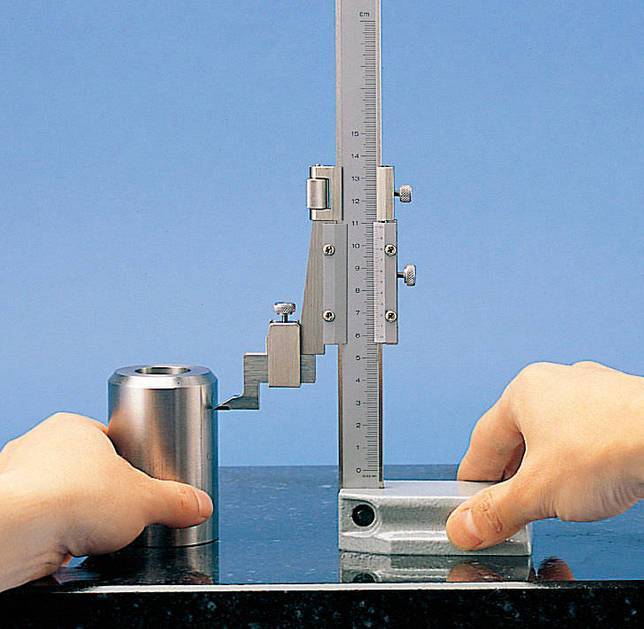
Фотография №2: измерение высоты изделия штангенрейсмасом
Разметка
Чаще всего при помощи штангенрейсмасов наносят на заготовки параллельные горизонтальной эталонной плите линии. Для этого:
установите рамку на нужную высоту (правильность вы можете оценить по значениям на шкалах прибора);
зафиксируйте рамку при помощи стопорного винта;
установите в паз держателя чертилку с твердосплавным наконечником;
надежно закрепите ее при помощи стопорного винта;
разметочный штангенрейсмас и заготовку установите на измерительную плиту (чертилка должна с усилием касаться изделия);
для получения горизонтальной линии переместите прибор по плите, придерживая основание.
В результате на поверхности заготовки появится хорошо различимая линия на нужной высоте.
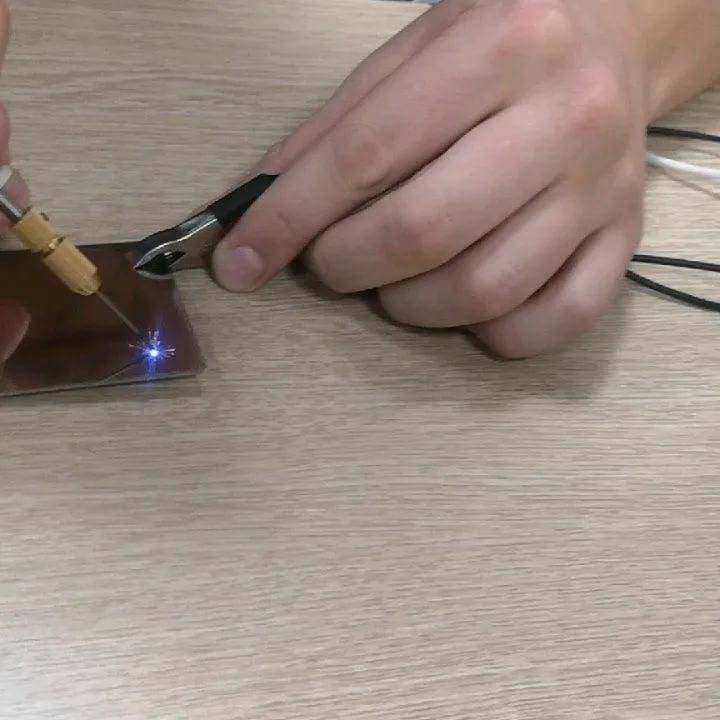
Фотография №3: разметка заготовки штангенрейсмасом
Это интересно: Особенности герметизирующей ленты
Технические данные
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства, шаг дискретности цифрового отсчетного устройства штангенрейсмасов
Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм | Шаг дискретности цифрового отсчетного устройства, мм, классов точности 1; 2 |
От 0 до 250 | 0,05 | 0,02; 0,05 | 0,01 |
От 40 до 400 | 0,05 | ||
От 60 до 630 | 0,05; 0,10 | ||
От 100 до 1000 | |||
От 600 до 1600 | 0,10 | – | – |
От 1500 до 2500 |
Таблица 2 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды от плюс 10 до плюс 30 °С
Измеряемая длина*, мм | Пределы допускаемой абсолютной погрешности, мм | |||||
со значением отсчета по нониусу, мм | с ценой деления круговой шкалы отсчетного устройства, мм | с шагом дискретности цифрового отсчетного устройства, мм | ||||
0,01 для классов точности | ||||||
0,05 | 0,10 | 0,02 | 0,05 | 1 | 2 | |
от 0 до 250 включ. | ±0,05 | ±0,05 | ±0,03 | ±0,05 | ±0,03 | ±0,05 |
св. 250 до 400 включ. | ±0,05 | ±0,05 | – | ±0,05 | ±0,04 | ±0,06 |
св. 400 до 630 включ. | ±0,05 | ±0,10 | ±0,10 | ±0,05 | ±0,07 | |
св. 630 до 1000 включ. | ±0,10 | ±0,10 | ±0,10 | ±0,07 | ±0,09 | |
св. 1000 до 1600 включ. | – | ±0,15 | – | – | ||
св. 1600 до 2500 | ±0,20 |




Примечание: * – За измеряемую длину принимают номинальное расстояние между измерительной поверхностью ножки и поверочной плитой.
Таблица 3 – Допуск параллельности измерительной плоскости разметочной ножки относительно основания штангенрейсмаса
Значение отсчета по нониусу, цена деления круговой шкалы, шаг дискретности цифрового отсчетного устройства, мм | Допуск параллельности измерительной плоскости разметочной ножки относительно основания штангенрейсмаса, мкм, не более |
0,01; 0,02; 0,05 | 10 |
0,10 | 15 |
Таблица 4 – Г абаритные размеры и масса штангенрейсмасов
Тип | Диапазон измерений, мм | Г абаритные размеры (ДхШхВ), мм, не более | Масса, кг, не более |
ШР | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 | |
От 600 до 1600 | 440х220х2050 | 33,5 | |
От 1500 до 2500 | 570х370х2930 | 46,0 | |
ШРК | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 | |
ШРЦ | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 |
Наименование характеристики | Значение |
Допуск параллельности верхней и нижней измерительных | |
поверхностей ножки, мм, не более, при: | |
цене деления круговой шкалы 0,02 мм | 0,004 |
шаге дискретности отсчета 0,01 мм | 0,004 |
значении отсчета по нониусу 0,05 мм | 0,006 |
цене деления круговой шкалы 0,05 мм | 0,006 |
значении отсчета по нониусу 0,1 мм | 0,010 |
Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм, не более | 0,004 |
Параметр шероховатости Ra измерительных поверхностей | |
штангенрейсмасов при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм по ГОСТ | |
2789-73, мкм, не более, для: | |
измерительной ножки | 0,16 |
разметочной ножки и основания | 0,32 |
Параметр шероховатости Ra измерительных поверхностей | |
штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, мкм, не более, для: | |
измерительной и разметочной ножки | 0,32 |
основания | 0,63 |
Средний срок службы, лет, не менее | 5 |
Диапазон рабочих температур, °С | От +10 до +30 |
Относительная влажность воздуха при температуре +25°С, %, не более | 80 |
ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
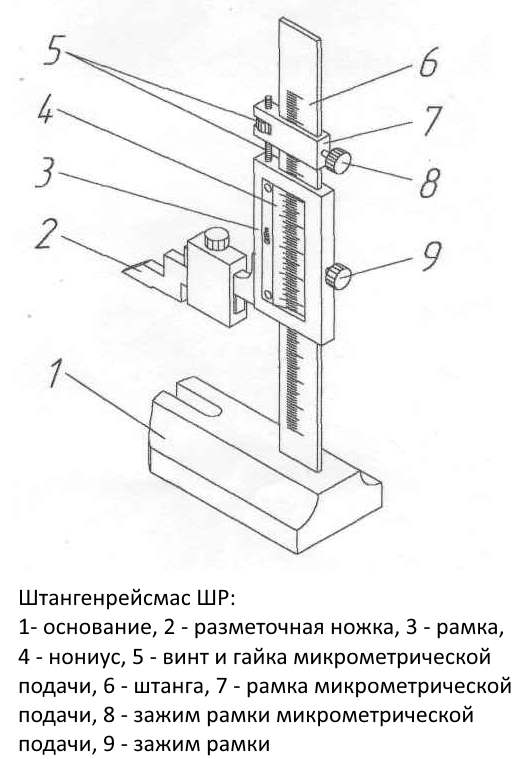
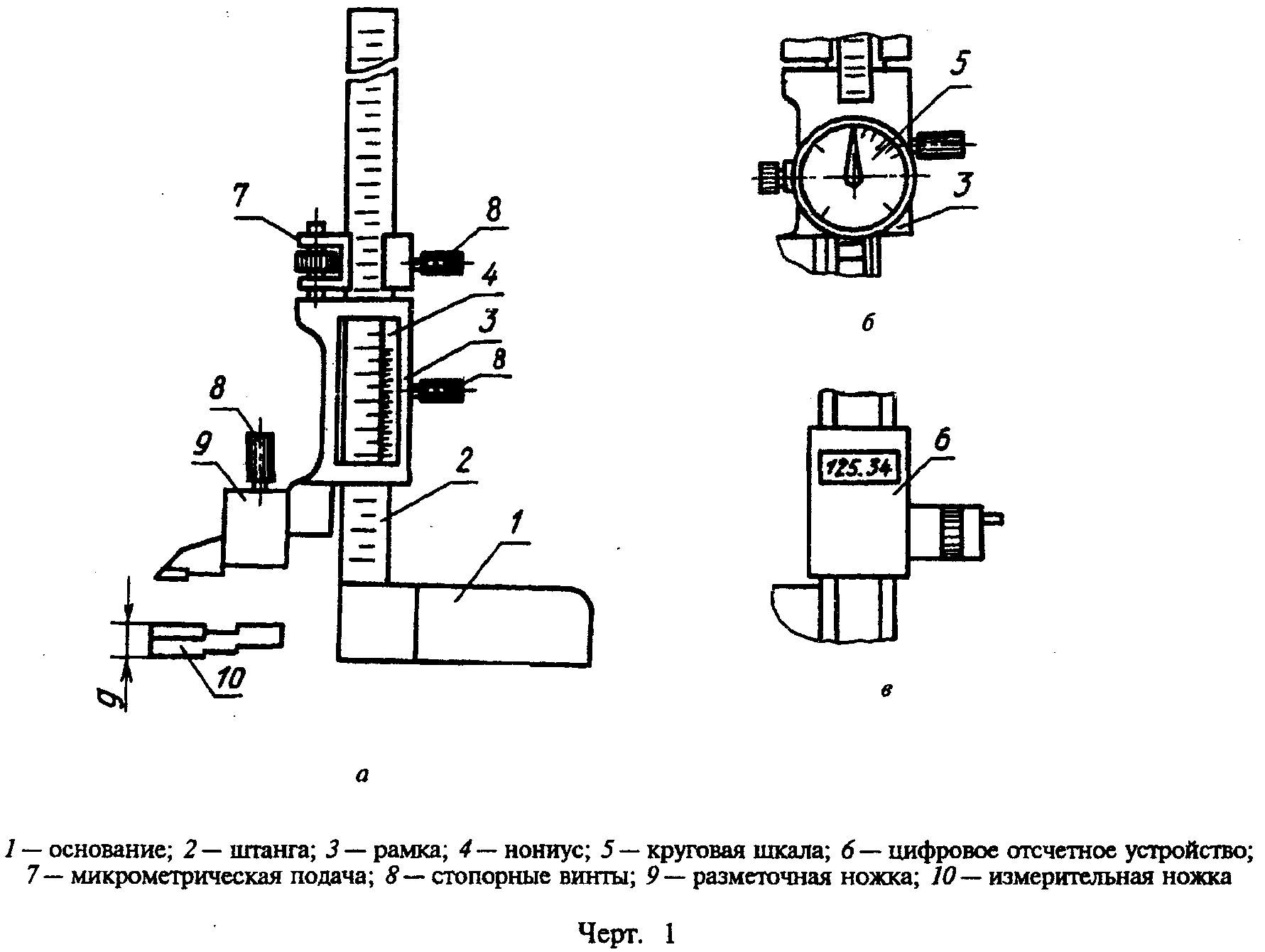
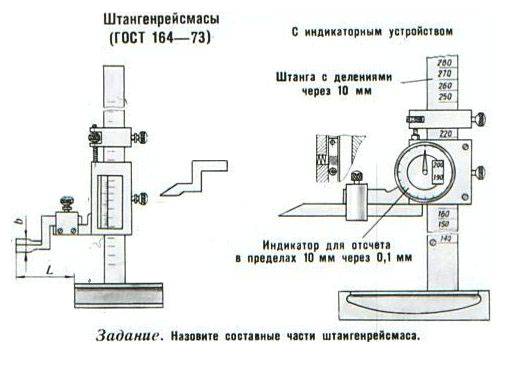
1.1. Штангенрейсмасы должны изготовляться следующих типов: ШР — с отсчетом по нониусу (черт.1а); ШРК — с отсчетным устройством с круговой шкалой (черт.1б); ШРЦ — с электронным цифровым отсчетным устройством (черт.1в).

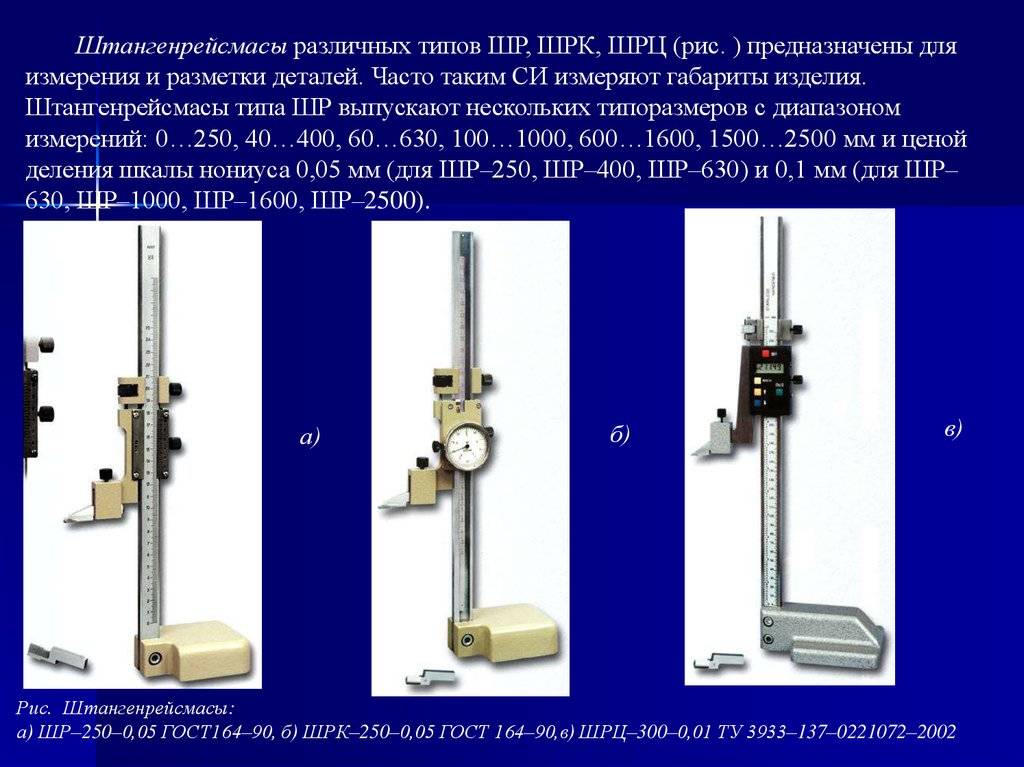

1 — основание; 2 — штанга; 3 — рамка; 4 — нониус; 5 — круговая шкала; 6 — цифровое отсчетное устройство; 7 — микрометрическая подача; 8 — стопорные винты; 9 — разметочная ножка; 10 — измерительная ножка
Черт.1
Примечание. Чертеж не определяет конструкцию штангенрейсмаса.
1.2. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства и классы точности штангенрейсмасов должны соответствовать указанным в табл.1.
Таблица 1
мм
Диапазон измерений | Значение отсчета по нониусу | Цена деления круговой шкалы отсчетного устройства | Шаг дискретности цифрового отсчетного устройства, классов точности 1:2 |
0-250 | 0,05 | 0,02; 0,05 | 0,01 |
40-400 | 0,05 | ||
60-630 | 0,05; 0,10 | ||
100-1000 | |||
600-1600 | 0,10 | — | — |
1500-2500 |
Пример условного обозначения штангенрейсмаса типа ШР с диапазоном измерения 0-250 мм и значением отсчета по нониусу 0,05 мм:
Штангенрейсмас ШР-250-0,05 ГОСТ 164-90
То же, штангенрейсмаса типа ШРК с диапазоном измерения 0-250 мм и ценой деления круговой шкалы 0,02 мм:
Штангенрейсмас ШРК-250-0,02 ГОСТ 164-90
То же, штангенрейсмаса типа ШРЦ с диапазоном измерения 0-250 мм и шагом дискретности 0,01 мм:
Штангенрейсмас ШРЦ-250-0,01 ГОСТ 164-90
1.3. Штангенрейсмасы следует изготовлять с микрометрической подачей рамки.
1.4. Длину нониуса следует выбирать из ряда: 9; 19; 39 мм — при значении отсчета по нониусу 0,1 мм; 19; 39 мм — при значении отсчета по нониусу 0,05 мм. Длинные штрихи нониуса допускается отмечать целыми числами.
1.5. Штангенрейсмас типа ШРЦ должен обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем, приведенным в приложении.
1.6. Электрическое питание штангенрейсмаса типа ШРЦ — от автономного встроенного источника питания или от сети общего назначения напряжением 220 В через блок питания.
1.7. Конструкция штангенрейсмасов с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
Из чего состоит измерительный инструмент — знакомимся с устройством
Рассматриваемый инструмент имеет простую конструкцию, что упрощает особенности его эксплуатации. С помощью штангенциркуля можно измерять размеры любых деталей, заготовок и элементов. Конструкция этого незамысловатого прибора включает в себя следующие составляющие:
- Линейка измерительная — это основная составляющая рассматриваемого прибора, которая еще также называется штангой. На штанге с одной стороны имеется шкала, разметка которой составляет 1 мм. Длина измерительной линейки зависит от модели штангенциркуля. Стандартными считаются приборы, имеющие длину 150 мм, но есть устройства меньше и больше, которые предназначены специально для измерения мелких деталей и наоборот, только для крупных заготовок
- Рамка измерительная — к линейке крепится подвижный элемент, за счет которого и удается выполнять соответствующие измерения. Во внутренней конструкции устройства находится пружинка, которая служит в качестве прижима для рамки. На передней части рамки находится шкала, называемая нониусом, которая является основой при снятии замеров. На этой шкале нанесено 10 делений, которые имеют ширину, равную 1,9 мм. Для фиксации подвижной рамки, в конструкции инструмента предусмотрен зажимной или стопорный винт. Этот винт применяется для того, чтобы не сместилась рамка после проведенного измерения
- Губки неподвижные — это элементы, которые являются частью измерительной линейки. Губки имеют открытую и закрытую формы, что дает возможность измерять не только наружные, но и внутренние размеры
- Подвижные губки — имеют аналогичную конструкцию с неподвижными, только они являются частью измерительной подвижной рамки. За счет подвижных губок, соприкасающихся с неподвижными, происходит снятие замеров детали
- Линейка глубиномер — это дополнительный элемент, который является частью подвижной рамки. Линейка спрятана внутри инструмента, и выдвигается при перемещении подвижной рамки. Предназначена она для измерения глубины детали
Мало кто знает о том, что штангенциркули бывают разных видов, а вариант, который представлен выше, является самым популярным, простым и недорогим. О том, какие виды штангенциркулей бывают, и чем они отличаются, выясним далее.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Проверка штангенрейсмасов — по МИ 424 и МИ 2190.
4.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с при частоте 80-120 ударов в минуту. Штангенрейсмасы в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2. Допускается проводить испытания штангенрейсмасов транспортированием на грузовой машине со скоростью 20-40 км/ч на расстояние не менее 100 км по грунтовой дороге.
4.3. Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50±3) °С, плюс (50±3) °С и при относительной влажности (95±3)% при температуре (35±5) °С. Выдержка в климатической камере по каждому из трех видов испытаний — 2 ч. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2. Допускается после выдержки штангенрейсмаса в каждом режиме выдерживать его в нормальных условиях в течение 2 ч.
Это интересно: Штихель по металлу для гравировки своими руками — лучше один раз увидеть
Как выбрать хороший штангенциркуль?
Основные достоинства штангеля — его точность измерений.
По этой причине хороший инструмент, в первую очередь, обязан быть изготовлен из прочного материала, иметь легко различимую разметку и переносить активное использование.
Популярностью у опытных мастеров пользуется именно нержавеющий штангенциркуль с выгравированными делениями из-за своей высокой устойчивости к коррозии и долговечности.

Главные принципы выбора:
- Длина – определяет диапазон измерений. Подбирается в зависимости от задачи. Для использования в быту будет достаточно инструмента на 125 мм, а для строительства дома, например, потребуется 5-метровый штангель.
- Шаг измерений. Грубо говоря, результат измерений точнее у моделей с наименьшим расстоянием между соседними делениями шкалы.
- Стоимость – нет необходимости покупать дорогостоящую модель для нечастого бытового использования, однако, хороший штангель дешевым быть не может. Мастерам же, у которых штангенциркуль – основной измеритель, лучше смотреть в сторону проверенных японских, германских и швейцарских моделей. Качественный штангенциркуль, особенно электронный – достаточно дорогостоящий инструмент, который покупается один раз, можно сказать, на всю жизнь. От этого и стоит отталкиваться.
Перед покупкой штангенциркуля следует убедиться в отсутствии люфтов между подвижной и неподвижной его частями, а также в совпадении нулевых отметок двух шкал при сведенных губках.
ШПЦ-1
Под этой маркировкой предлагаются цифровые устройства. Они, как уже было замечено, ничем конструктивно от механических инструментов не отличаются, кроме электронного измерительного блока и наличия цифрового индикатора. Что касается интервалов измерений, то он также позволяет измерять размеры в диапазоне от 0 до 150 мм. Но за счет цифрового модуля точность гораздо выше.
Комфорт от использования электронного прибора в том, что в каждой точке измерений можно выставить индикатор на 0. С помощью нажатия небольшой кнопки переключаются системы измерений – например, с метрической в дюймовую и обратно.
Перед приобретением электронной модели важно обращать внимание на показания, когда губки прибора сведены. Также, когда затянут стопорный винт, на экране не должно быть никаких прыжков цифр
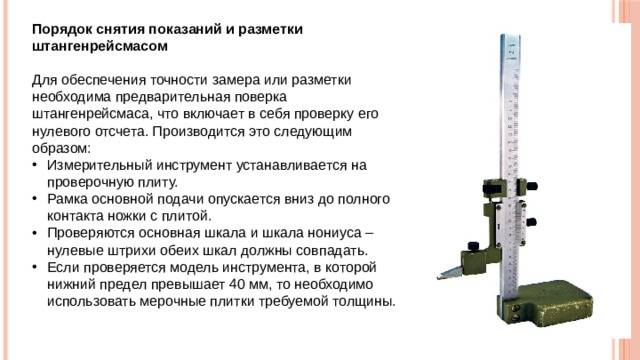
Поверка инструмента
Методика поверки штангенрейсмаса учитывает следующее. Сначала необходимо проверить установочный ноль применённого инструмента. Для этого прибор размещают на эталонную плиту и передвигают его в продольном направлении. Контрольная прямая не обязана иметь ломаных участков и других отклонений, которые в полном выражении выходят за пределы точности. Таким образом поверяется и цифровой штангенрейсмас, только контролируются критерии цифрового монитора.
Назначение штангенрейсмаса – точное проведение размерных линий и производство измерений – может быть реализовано полностью, если исполнять такие правила и требования:
- Недопускаются существенные температурного колебания и влаге во время работы. В особенности, нормируемый диапазон температур составляет 20±10 °С, а относительная влажность 70±5%.
- При изменении диаметра или формы измерительной головки поверку следует осуществлять по новому.
- Поверку всегда делают пару раз (не менее трёх), после этого для штангенрейсмаса нониусного сравнивают между собой показания нониуса. Инструмент цифрового типа поверяется по отклонению показаний имеющегося в комплекте дисплейного экрана.
Для контроля полученных результатов применяют эталонный микрометр, точность которого должна быть не меньше, чем точность поверяемой техники.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.