BODOR laser получил «Red Dot Design Award»

Прогрессивность современного дизайна BODOR laser удостоена победы в международном конкурсе Red Dot Award, известном как «Оскар» в мире дизайна.
Конкурс Red Dot Award проводится в Германии и считается самым значимым из всех известных всемирных конкурсов дизайна. Вместе с немецкой премией «IF» и американской премией «IDEA» награда «Red Dot» — одна из трех самых крупных наград в мире.
В этом году в конкурсе приняли участие 5640 номинантов из 55 стран. И только 5% из них прошли строгий отбор международного жюри и удостоились награды. Red Dot Award — символ высокого качества дизайна. Благодаря этой награде BODOR laser доказал, что дизайн его изделий является вершиной в лазерной промышленности.
BODOR laser стал единственной китайской компанией в лазерной индустрии, которая выиграла премию Red Dot Award в этом году. Смысл награды — это не только выдающиеся достижения в дизайне BODOR laser, но и прорыв в качестве дизайна всей китайской лазерной индустрии. Продукты BODOR laser представляют собой сочетание индустрии и эстетики, технологии и искусства. Поддерживая превосходную производительность режущего аппарата, BODOR laser также ценит эстетичное восприятие пользователей. Благодаря своей философии дизайна мирового класса и возможностям исследований и разработок BODOR laser устремлен в будущее в области лазерной промышленности.
Победителями конкурса «Red Dot Award» стали:
обновленные станки серии F

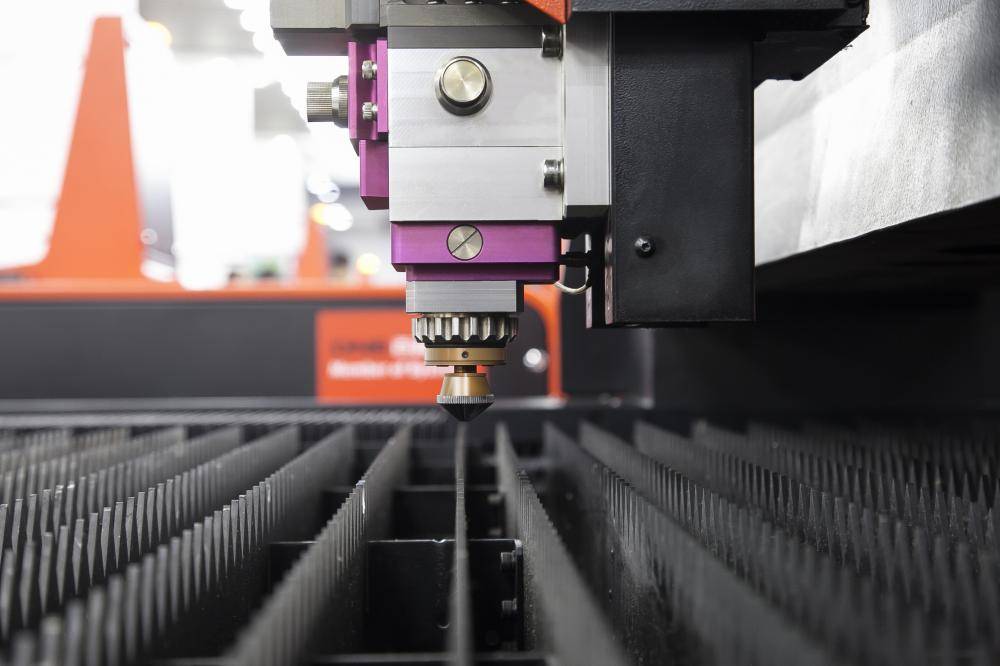
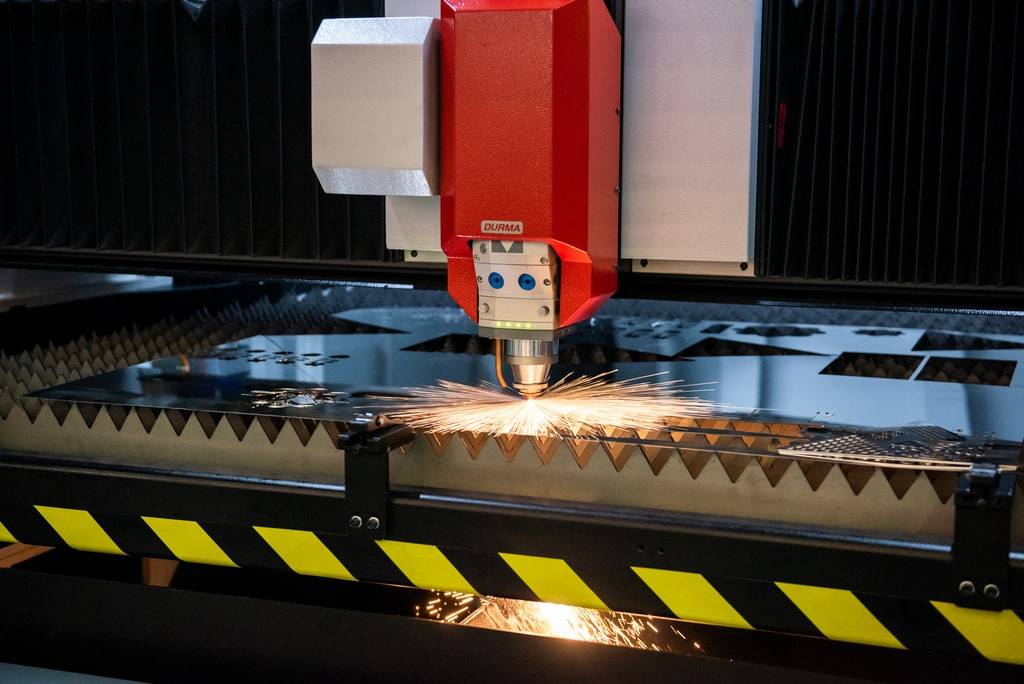
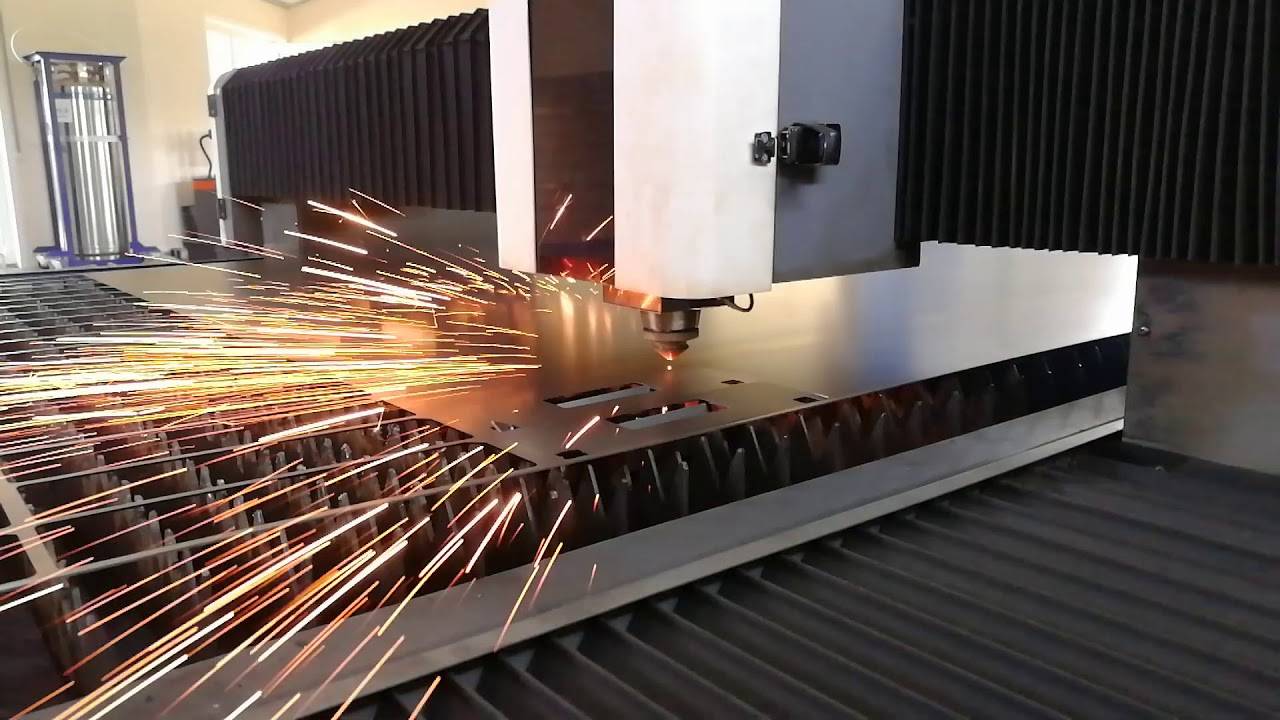
Как происходит процесс резки?
Энергетический луч касается металлической поверхности, повышая ее температуру. Верхние слои металла сильно раскаляются и начинают плавиться, превращаясь в жидкость. Через мягкую структуру луч лазера проникает глубже, нагревая следующий слой. Высокая мощность энергетического луча приводит к тому, что частицы металла превращаются в газ, улетучиваясь в атмосферу.
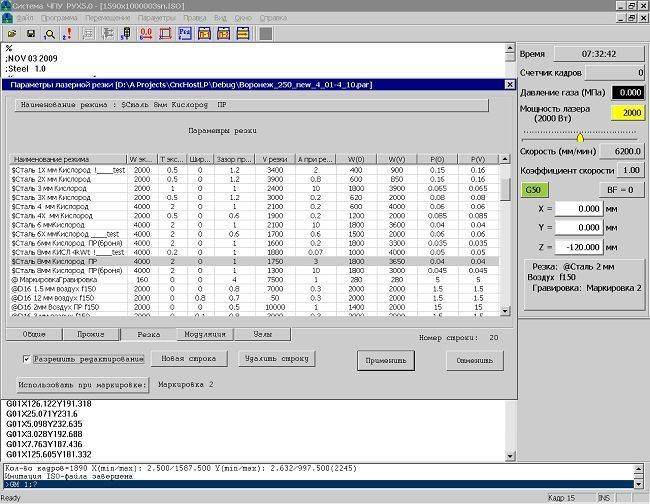 Параметры лазерной резки выбираются из таблицы
Параметры лазерной резки выбираются из таблицы
Эта особенность позволяет выполнять резку несколькими способами:
- Испарением. Эта технология используется только для обработки тонкой стали, поскольку требует больших энергетических затрат;
- Плавление – самый распространенный вид лазерной резки на промышленных объектах. Технология позволяет экономить затраты энергии. Стоит отметить, что для обработки толстых листов металла дополнительно используется газ – азот или кислород. Во время резки газ вдувается в шов, это позволяет дополнительно экономить на расходах энергии.
Станки лазерные: общие сведения
Они представляют собой профессиональное оборудование, работа которого отличается повышенной точностью. Аппарат оснащается мощным лазером, который с легкостью прорезает поверхности, разделяет их на отдельные элементы. Полученный срез характеризуется особой гладкостью и не требует дополнительного этапа обработки. Также с помощью таких станков удобно выполнять гравировку, осуществлять вырезку различных узоров и даже возможно сваривать мелкие детали.
Устройство и рабочие элементы
Внешне конструкция не отличается особой сложностью и состоит из:
- Координатного стола – он отвечает за конечное качество изготавливаемого изделия. На нем располагается корпус, на котором размещаются подвижные направляющие части. В качестве привода могут быть использованы шарико-винтовые пары или же зубчатые ремни. В лазерных станках по металлу дополнительно используется еще один элемент управления – контроллер.
- «Летающей» оптики – она состоит из комплекта зеркал, каждое из которых имеет покрытие в виде специального состава, уменьшающего рассеивание энергетического луча. Там же установлена линза, которая ответственна за фокусировку луча в маленькое пятнышко диаметром не более 2/10 мм.
- Лампы лазерной – она представляет собой основной излучающий элемент (обычно применяются отпаянные стеклянные вариации). Излучение, которое отражается от зеркальной оптики и в дальнейшем фокусируется линзой, и производит основную работу – прожиг.
- Дополнительных устройств – обычно к ним относят воздушный компрессор и главную охладительную систему.
Линза – основной рабочий элемент
Посредством нее происходит фокусировка луча, сгенерированного лампой, и направлением его на обрабатываемый материал. Разные линзы имеют разное фокусное расстояние, фокусную глубину (отвечает за максимальную толщину разреза), диаметр сфокусированного пятна. Существуют длиннофокусные (+100 мм), среднефокусные (до 50 мм) и короткофокусные линзы (до 38 мм). Как ясно из названия, отличаются они длиной расстояния для фокусировки. Таким образом, длиннофокусные способны качественно прорезать толстые и твердые поверхности (металл), в то время как другие могут эффективно производить точеную работу. Согласно действующей классификации, каждая вариация линз применяется для своего вида работы:
- Короткофокусные – отлично справляются с гравировкой и вырезкой детализированных объектов (например, печатей), а также ими удобно разрезать материалы слабой плотности (фанера, ДСП, оргстекло);
- Среднефокусные часто называют «золотой серединой», ибо они способны качественно нанести гравировку и прорезать заготовки средней плотности до 8 мм (эту толщину вполне можно сравнить с плотностью дерева);
- Длиннофокусные прекрасно подходят для работы с толстыми материалами (помимо стандартных металлов можно упомянуть акрил и дерево с толщиной до 250 мм).
Сами линзы могут быть изготовлены на базе различных оснований, самыми популярными из которых являются арсенид галлия и селенид цинка. Стоит отметить, что первые относятся к промышленным образцам и применяются в станках мощность более 130 Ватт.

Целесообразность использования лазерных станков для резки на производствах
Поскольку станки и аппараты для лазерной резки позволяют производить раскройку любой сложности, они просто незаменимы на производствах.
Данные агрегаты максимально точно выполняют разрез, после их использования готовые детали и изделия не нужно дополнительно обрабатывать, поскольку их края получаются очень ровными и гладкими.
Задать перемещающейся лазерной головке можно любую траекторию, что позволяет изготавливать детали сложной формы с максимальной точностью.
Изготавливать таким методом выгодно штучные предметы и их фрагменты, поскольку объемы партий не существенно влияют на стоимость процесса обработки, что значительно понижает себестоимость продукции.
Также готовые товары и их детали не требуют дополнительной обработки, что также экономически выгодно для предприятий разных масштабов.
Достоинства и недостатки лазерной резки
Несомненными достоинствами можно назвать следующее:
- Лазерная резка способна обрабатывать различные материалы;
- Отсутствие прямого механического соприкосновения практически исключает риск повреждения обрабатываемой поверхности;
- На станке возможно выполнять работу любой степени сложности, при этом получение идеально ровных разрезов и линий гарантировано;
- Выполняемая работа характеризуется высокой производительностью и скоростью;
- Сам процесс осуществляется бесшумно, большое количество пыли и мусора отсутствует.
К минусам работы лазером можно отнести:
- Штамповочной метод обработки заготовок стоит значительно дешевле лазерного;
- В ходе обработки деревянных поверхностей в местах ее контакта с лазерным пятном остаются следы темного цвета;
- Сами лазерные станки (особенно промышленные образцы) стоят очень дорого;
- Существуют ограничения в области толщины рабочей поверхности материалов.
Ассортимент изделий, которые возможно изготовить на лазерном станке весьма широк, агрегат отлично подойдет для изготовления:
- Различных трафаретов и заготовок из фанеры;
- Металлических конструкторов и отдельных их элементов;
- Печатей и штампов;
- Уличных вывесок и дорожных указателей;
- Дизайнерских открыток;
- Предметов сувенирного назначения с гравировкой;
- Элементов декора, содержащих резные узоры;
- Декораций и ширм;
- Макетов для архитектурных проектов и многого другого.
Некоторые нюансы настройки аппарата
Всегда необходимо помнить, что лазерная установка является сложнотехническим оборудованием, поэтому ее настройка должна быть крайне точной. Настройку проводят по световому лучу и на время данной процедуры рабочий элемент заменяют обычной лазерной указкой. Процедура будет включать в себя следующие шаги:
- Корректировка лазерной трубки – на основное зеркало наклеивают прозрачную липкую ленту, а само положение трубки устанавливается таким образом, чтобы луч попал непосредственно в его центр;
- Затем скотч наклеивают на второе зеркало, а основное регулируют. По итогу метка лазерной указки должна всегда находится в центре, вне зависимости от расстояния. Направление луча меняется посредством поворота винтов;
- Далее скотчем оклеивают третье зеркало и повторяется вышеописанная процедура, но только для второго оптического элемента;
- Третье зеркало настраивается посредством размещения «цели» на рабочем столе. При этом, размер пятна должен соответствовать размеру выходного сопла. Регулировка также производится с помощью винтов.

Автоматический чиллер для охлаждения лазера
Все станки OREE LASER оснащены внешней системой водяного охлаждения – чиллером, в комплектацию которого входит де-ионизатор, фильтр и регулятор температуры. Интеллектуальный контроллер температуры обеспечивает работу в 2х режимах и позволяет регулировать температуру с точностью до ±1°С. Устройство позволяет осуществлять настройку различных параметров, в том числе оповещений о неисправности, обладает рядом защитных механизмов, направленных на предотвращение последствий от неисправности компрессора, перегрузки компрессора по току, протечки хладагента, чрезмерного повышения/понижения температуры. Совместимо с источниками питания различных стандартов, сертифицировано CE/RoHS. Характеризуется длительным сроком службы, простотой эксплуатации, возможностью сократить частоту замены воды. Дополнительно возможна установка нагревателя и очистителя воды.
Как усилить мощность лазера для резки металла
Понадобятся следующие детали и приборы:
- пишущий CD/DVD-RW (подойдет старый или неисправный), со скоростью записи больше 16х;
- аккумуляторы по 3,6 вольт – 3 шт.;
- конденсаторы на 100 пФ и на 100 мФ;
- сопротивление 2-5 Ом;
- коллиматор (вместо лазерной указки);
- стальной светодиодный фонарь;
- паяльник и провода.
К диоду нельзя подключать источник тока напрямую, иначе он сгорит. Диод берет подпитку от тока, а не от напряжения.
Лазерный коллиматор
Фокусировка лучей в тонкий луч производится при помощи коллиматора. Он используется вместо лазерной указки.







Продается в магазине электротоваров. В этой детали есть гнездо, куда монтируется лазерный диод.
Энергопотребление [ править | править код ]
Эффективность промышленных лазеров может варьироваться от 5% до 15%. Энергопотребление и эффективность будут зависеть от выходной мощности лазера, его рабочих параметров и того, насколько хорошо лазер подходит для конкретной работы. При определении целесообразности использования того или иного типа лазера учитывается как стоимость лазера в совокупности с обслуживающим его оборудованием, так и стоимость содержания и обслуживания лазера. В 10-х годах XXI столетия эксплуатационные издержки оптоволоконного лазера составляют около половины от эксплуатационных издержек углекислотного лазера.
Читать также: Победитовое сверло для плитки
Величина необходимой затрачиваемой мощности, необходимой для резки, зависит от типа материала, его толщины, среды обработки, скорости обработки.
- На что способен 2.1 Вт лазер
- 3.5 Вт лазер для резки
- 5.6 Вт лазер с короткофокусной линзой
- 8 Вт ультрамощный лазер для резки
- Основные нюансы лазерной резки
Многие считают, что резать можно только мощными СО2 и оптоволоконными лазерами. На самом деле это не так. Диодными лазерами мощностью от 2 Вт можно уже резать многие материалы. Итак, начнём с самого начала.
Виды станков для резки металла
Современные станки условно делятся на три группы:
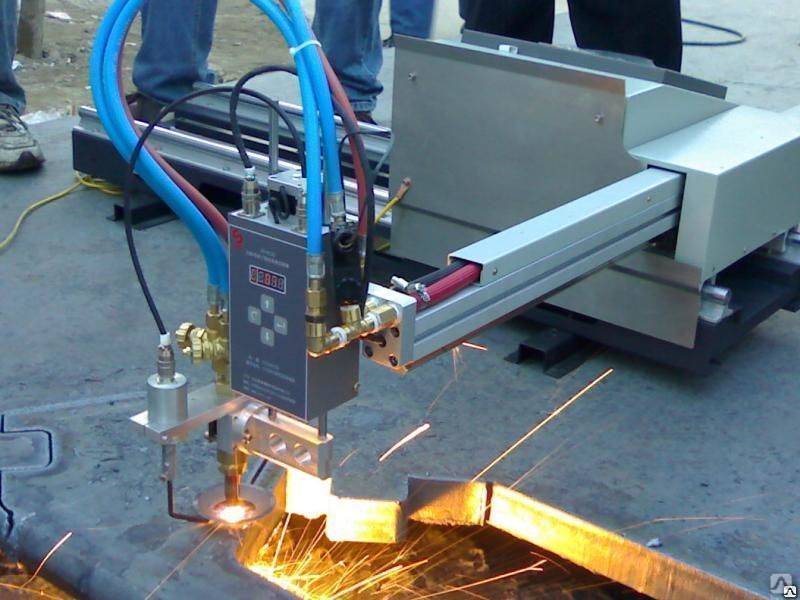
 Толщина металла 60 мм. использовался станок с ЧПУ и Японской газовой горелкой ТАНАКА
Толщина металла 60 мм. использовался станок с ЧПУ и Японской газовой горелкой ТАНАКА
- Газовые. Станки используют продольную или поперечную систему подачи газов. Принцип работы: газ подается через специальную трубку насосом в место разреза. Такие станки экономят расходы энергии и считаются самыми простыми в работе;
- Твердотельные – это импульсные станки, вырабатывающие в короткий период большое количество энергии. Стоит отметить, что их можно настроить и на непрерывную работу, однако, в таком режиме они теряют часть производительности. Рабочая поверхность состоит из лампы накачки и стержня (рубин или железо-иттриевый гранат);
- Газодинамический станок для резки металла по конструкции похож на газовую установку. От газовых отличается тем, что требует нагревания газов до температуры 2000–3000 градусов. Раскаленные газы пропускаются через сопло со скоростью звука. Этот тип обработки используется редко из-за своей дороговизны.
Независимо от типа станка, в конструкции каждого оборудования стоят излучателя с зеркалами резонатора. Современные станки также оснащены активной средой для накачки газов и автоматической системой управления.
Технологические особенности и преимущества
Главное достоинство комплексов для лазерной резки листов металла – технологичность, конструктивная продуманность и производительность, позволяющая рассчитывать на выпуск значительного объема продукции с низкой себестоимостью. Подвижность режущей головки позволяет выполнять резание сложной формы с гарантией качества среза.
Основные элементы конструкции – оптоволоконная лазерная установка и режущий стол, обладающие большой степенью подвижности. Таким образом, удается снять любые ограничения по сложности резания и конструкции профиля заготовки. При этом аппарат с легкостью справляется с раскроем заготовок вне зависимости от прочности металлического сплава. В числе его возможностей – работа с плоскими и объемными заготовками, в том числе – кронштейнами, уголками, швеллером и т.д.
Наличие ЧПУ позволяет автоматизировать рабочий процесс и задавать все характеристики раскроя.
За счет отсутствия непосредственного контакта металлорежущего инструмента с поверхностью, снижается риск деформации заготовки, а срез отличается особой аккуратностью и высокой точностью без малейших дефектов
Это свойство особенно важно, если необходимо выполнить на детали отверстия диаметром меньше миллиметра в условиях мелкосерийного производства. Отсутствие заусенец и неровностей на срезе позволяет сделать готовые изделия конкурентоспособными при небольшой стоимости
Преимущества обработки листового металла на лазерных станках
Оборудование для лазерной резки листового металла является передовым и успешно применяется на современных производствах.
К его главным преимуществам относятся:
- высокая точность раскроя;
- высокое качество получаемой кромки: отсутствие заусенцев и наплавов;
- возможность получать отверстия с диаметром в несколько раз меньше, чем толщина металла;
- возможность обрабатывать детали любой, по траектории, сложности;
- возможность обрабатывать различные материалы (от фанеры, стекла и конструкционной стали до меди и титана);
- простота технологической подготовки производства;
- экономичное использование металла.
Станок лазерной резки с высокой эффективностью используется как для единичного, так и для крупносерийного производства в таких направлениях, как автомобилестроение, специальное машиностроение, производство торгового оборудования, лифтов, деталей строительного комплекса и т.д.
Таким образом, достигается высокая точность деталей, высокое качество режущей кромки на сравнительно большом диапазоне толщин металла.
Купив станок, Вы гарантированно сможете решить целый комплекс задач от этапа проектирования до полноценного запуска изделия в производство и дальнейшего совершенствования производственного процесса.
Особенности лазерных станков по металлу с ЧПУ
Лазерный станок для резки металла представляет собой аппарат, предназначенный для обработки металлических поверхностей любой сложности. Основным режущим инструментом аппарата является луч лазера, который очень просто сфокусировать на поверхности и задать необходимую операцию. Передача лазерного луча от источника к режущей головке происходит по оптоволоконному кабелю, именно поэтому такие станки называют оптоволоконными. Под воздействием лазерного луча происходит разрушение металла из-за высокой плотности энергетической отдачи, поступающей от него на поверхность. То есть в рабочей зоне луча осуществляется нагрев поверхности металла до той температуры, при которой он начинает плавиться. Поэтому лазерная резка металла с ЧПУ считается максимально высокоточной. При том, что оборудование не имеет механического контакта с обрабатываемой поверхностью металлической заготовки.
Другие особенности лазерной резки
Одним из так называемых «минусов» лазерной резки можно назвать малую её доступность. Лазерная резка металла своими руками, происходящая в каком-то небольшом гараже ― это весьма спорная возможность для простого покупателя, который не имеет большой суммы для приобретения лазерного оборудования.
Исходя из фактора высокой стоимости, только при достаточной обоснованности такого шага должна быть выбрана лазерная резка металла (оборудование). Цена ее, однако, хоть и высока, но находится немало предприятий и частных лиц, имеющих финансовые средства для приобретения подобной техники.
Еще по этой теме на нашем сайте:
- Газовая резка металла — технология и оборудование для резки Газовая резка металла представляет собой трудоёмкий процесс, предполагающий нагревание определённых металлических деталей при помощи пламени газа. Происходит данный процесс под воздействием определённой температуры….
- Ручная гильотина для резки металла — резка металлов в домашних условиях Процесс изготовления металлических конструкций и изделий различного назначения неразрывно связан с необходимостью обработки металла. Иными словами, металл нужно каким-либо образом разрезать, отделять на отрезки и…
- Механическая резка металла — дисковая пила, ленточная пила, агрегат продольной резки металлов Появление современных и высокоточных технологий, к счастью, не стало причиной для полного исчезновения механических способов резки металла. Вероятно, этому есть вполне логичные объяснения, а значит,…
- Смотрим металлорежущее оборудование — станок для резки металла дисковый Качество готовых металлических конструкций и изделий определяется, в первую очередь, качеством самого производственного процесса. Чтобы получить достойный результат, необходимо использование профессионального металлорежущего оборудования. Будь-то станок…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Что это за показатель — мощность лазера для резки?
Мощность лазера для резки металла — золотая середина модельного ряда LaserFor BSR, которая находится в районе от 500 Вт до 3 кВт. Это оборудование — надежный инструмент, которому можно доверить большое количество работы и при этом не бояться подводных камней.
Лазерные установки включают в себя три главных параметра:
- рабочую среду;
- источник энергии;
- оптический резонатор.
По виду рабочей среды устройства для нарезания бывают следующих видов:
Твердотельные . Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
- Газовые. В них рабочим телом выступает углекислый газ, который прокачивается насосом сквозь газоразрядную трубку и заряжается электрическими разрядами. Чтобы усилить излучение, ставят прозрачное зеркало.
- Газодинамические. Они являются самыми мощными. Рабочее тело в них — углекислый газ, который нагрет до 3000 градусов. Он заряжается маломощным лучом. Газ с большой скоростью прокачивается через узкий канал, резко расширяется и охлаждается. В итоге его атомы переходят из заряженного в простое состояние, и газ становится источником излучения.
BODOR — № 1 в мире по количеству продаж!

За последний год объем продаж станков Бодор увеличился с 240 единиц до 300 единиц в месяц. И теперь мы можем с гордостью сказать, что Бодор занимает лидирующее место по количеству проданных станков в мире! Это стало возможно благодаря слаженной работе всей команды Бодор в течение последних 10 лет. Мы благодарим всех 1800 сотрудников корпорации, в том числе тех, кто представляет продукцию Бодор на международном рынке, а также их семьи за их молчаливую поддержку и преданность! Мы уверенно идем дальше и уже к концу 2020 года планируем достичь рекордной цифры в 500 единиц ежемесячных продаж.




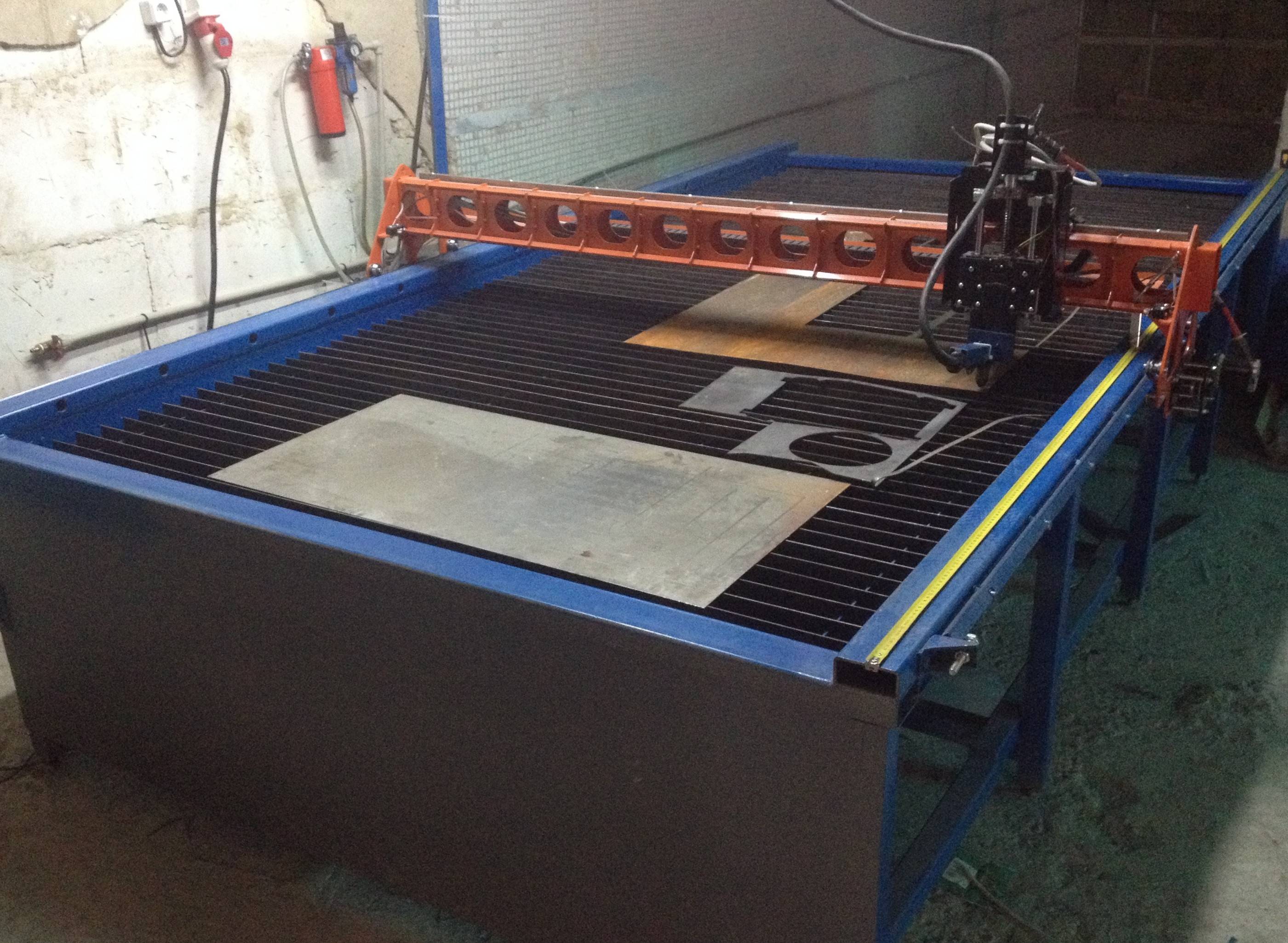



Насколько реально сделать станок лазерной резки гравировки?
Все реально! Стояла такая же задача резка рядовухи до 2 мм. Бюджет всего около 600 тыс. руб. Портал сделал из остатков плазменного координатного стола, достался на халяву, один завод хотел на помойку выкинуть, я перехватил. Там кроме алюминиевых профилей и направляющих ничего не осталось. Но ал. станочный профиль это вещь. В новогодние праздники я один собрал всю конструкцию. К профилю очень удобно все прикручивать, направляющие и рейки выставил за день. Я построил много чпу станков, но теперь буду только профилем пользоваться.
Электронику как обычно в пурелоджике заказал, как обычно что-то пришло нерабочее, но это другой вопрос. Для привода взял щеточные серваки с 57 фланцем и планетарные редукторы 10:1. Рейку взял с модулем 1. Шестеренки подпружинил с помощью силиконовых втулок, всякие пружины для этого плохо подходят, это я проверил на предыдущих станках. За месяц координатник привел в движение.
Далее встал вопрос с лазером. Волоконник для моих целей очень дорог, порядка 2 млн. руб, отпало. CO2 тоже дорого, громоздко, геморно
Обратил внимание на китайские импульсные твердотельники. На алибабе стал общаться с одним продавцом, Soullon называется. Он дал мне контакт их клиента, от меня в 60км находится
Съездил пообщался, у него стоит станок этой конторы, режет на ура. Мне нужен был только резонатор с оптической башкой. Цена получилась 12 тыс.$. Доставку и перевод денег сделал через брокера по серой схеме за 60 тыс. руб. и никаких таможенных платежей. Короче через 2 недели после перевода денег брокеру я уже забрал генератор в аэропорту. Блок питания для генератора мне достался тоже на халяву от сломанного твердотельника туламашзавода. Но если покупать у тех же китайцев, они продают за 4800$ плюс доставка
Он дал мне контакт их клиента, от меня в 60км находится. Съездил пообщался, у него стоит станок этой конторы, режет на ура. Мне нужен был только резонатор с оптической башкой. Цена получилась 12 тыс.$ . Доставку и перевод денег сделал через брокера по серой схеме за 60 тыс. руб. и никаких таможенных платежей. Короче через 2 недели после перевода денег брокеру я уже забрал генератор в аэропорту. Блок питания для генератора мне достался тоже на халяву от сломанного твердотельника туламашзавода. Но если покупать у тех же китайцев, они продают за 4800$ плюс доставка.
Все смонтировал, подключил. В башке уже стоит привод по оси z и емкостный датчик слежения, это очень упростило задачу.
Очень важный вопрос- это охлаждение. Я сделал двухконтурню схему с двумя насосами и двумя емкостями. Во внутреннем контуре циркулирует дистиллированная вода, во внешнем проточная водопроводная. Между контурами пластинчатый теплообменник. Сейчас делаю автономный чиллер с фреоновым ожлаждением.
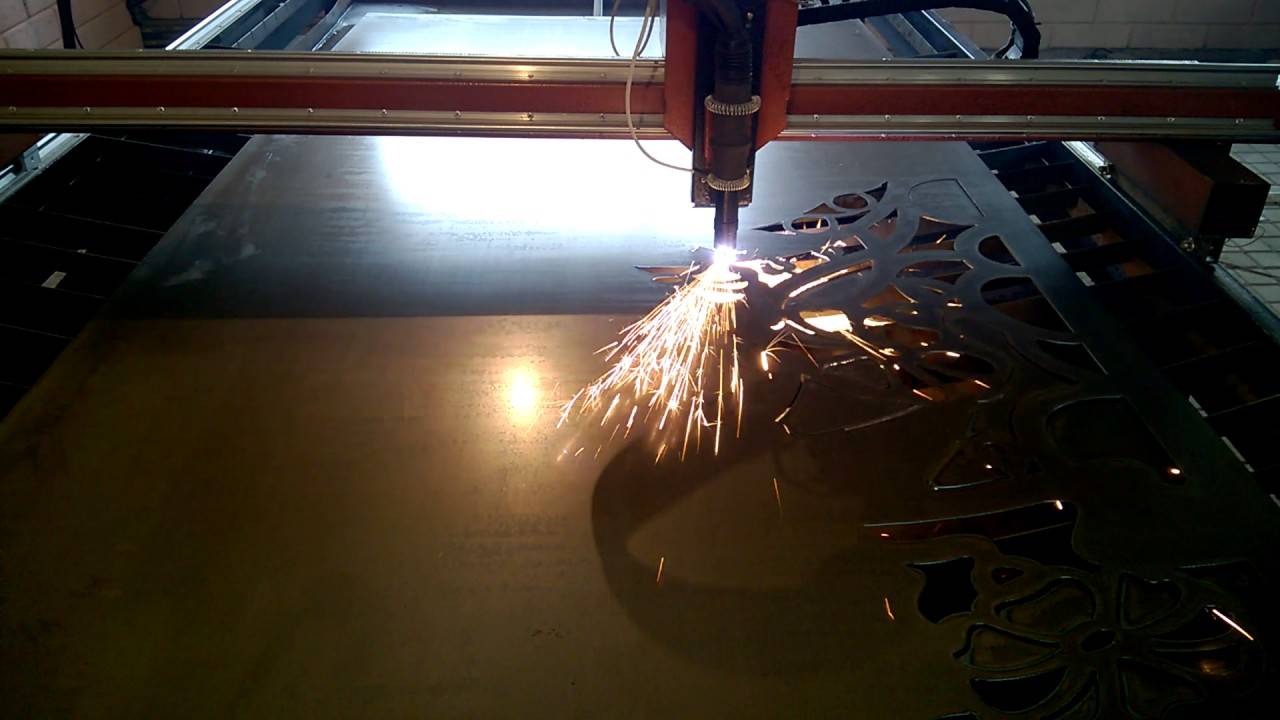
Короче, через 4 месяца имеем это:
Режу на кислороде. На видео 2 мм рядовуха, скорость 1200 мм/мин. Мощность лазера около 400 вт
Так что я отвечу на вопрос ТС, да реально.Я много урвал на халяву и уместился в 600 тыс. руб. Но даже если все покупать, то реально уместиться 1 млн руб, а это уже не 3млн, если покупать готовый станок у того же китайского Soullon.
Есть вопросы, пишите
В чем разница между готовыми моделями
Стоимость является главной причиной, почему множество умельцев прибегают к изготовлению лазерного резака своими руками. А принцип работы заключается в следующем:
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Глубина врезания будет зависеть от мощности комплектующих. Если заводские модели оборудуются высококлассными материалами, которые обеспечивают достаточный показатель углубления. То самодельные модели способны справиться врезаться на 1-3 см.
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!
Примерный порядок использования
Основные правила эксплуатации станка довольно просты, но знать пошаговый порядок все же необходимо, дабы впоследствии не запутаться:
- Для начала нужно подобрать рисунок, который будет вырезаться;
- После чего следует загрузить изображение (фото) в операционную программу аппарата, одновременно проверив чистоту рабочей поверхности линзы. Если загрязнение имеет место быть, то линзу нужно протереть ватной палочкой, смоченной в спирте;
- Включив агрегат, необходимо подождать пока он прогреется;
- Далее следует выбрать метод обработки: «растр» для гравировки и «вектор» для резки;
- Затем нужно определить ширину линии для разреза (стоит помнить, что широкие линии выполняются долго);
- По окончании всех операций процесс начнет выполняться, при этом время на изготовление будет зависеть от материала обработки и установленного скоростного режима.
Популярные марки и модели зарубежного и российского производства, характеристики
Лазерный станок по металлу FMC 280. Фото GCC
Среди зарубежных фирм отдельно можно выделить заводы, расположенные в США, Японии, Тайвани, европейских странах и производителей из Китая. Первые поставляют продукцию безупречного качества. Наиболее известные производители: TRUMPF, SCHULER (Германия), Trotec (Австрия), австралийская FARLEY LASERLAB, GCC из Тайваня и другие. О вторых сложилась не самая лучшая репутация, однако крупные китайские бренды RABBIT, WATTSAN, Bodor с производством на территории Китая, работающим по швейцарской технологии, и другие выпускают лазерные станки с высокими эксплуатационными характеристиками.
Российские производители, например, АО «Полупроводниковые приборы», ОАО «ЛОМО», АО «Плазма», ГК «Инверсия» и другие не выпускают одновременно все типы лазерных установок, у каждого есть своя специализация. Не дотягивая до качества лучших зарубежных брендов, низкая рыночная стоимость позволяет оказывать им достаточную конкуренцию.
Более подробно о некоторых компаниях и выпускаемым ими моделях станков в информации ниже по тексту.
Bodor
Располагает современным производством станков оптоволоконной лазерной резки. В России продукция компании пользуется спросом, имеет собственную сервисную службу на территории РФ. Наибольшим спросом пользуется следующее оборудование:
- автоматизированная установка для резки листового металла BODOR серия F модель 3015;
- автоматизированная установка для резки листового металла, оснащенная защитной кабиной BODOR серия P модель 4020;
- сверхмощный оптоволоконный лазер для резки толстого металла BODOR серия G – 12;
- компактная высокоточная автоматизированная установка лазерного раскроя BODOR i5-1000w;
- станок для лазерной резки труб BCL T230;
- автоматическая линия оптоволоконного раскроя рулонов BODOR C3013 – 1000W;
- лазерный оптоволоконный маркировщик BODOR BML – FC.
TRUMPF
Компания начала свою деятельность в 1923 году в виде простой мастерской в г. Штутгарт. В настоящее время это крупная международная компания с филиалами почти во всех европейских странах, в странах Северной и Южной Америки, Азии. Производство станков с лазерными установками одно из приоритетных направлений деятельности компании. Примеры некоторых моделей, выпускаемых компанией: TruLaser 3030, Trumatic L 3050, TruLaser 1030 fiber.
Станок для 2-мерной лазерной резки TruLaser 1030 fiber. Фото TRUMPF
S1460
S1460 — оптоволоконный станок для обработки и раскроя металла. с размером рабочего стола 600 мм х 1400 мм. Фокусное расстояние автоматически регулируется системой контроля лазерной головки. Водяное охлаждение осуществляется промышленным чиллером с регулировкой температуры. Компьютер с программным обеспечением обеспечивает обработку заготовок сложной конфигурации.
IL 750W
IL 750W – волоконный лазер с ЧПУ для раскройки листовой стали с размером рабочего стола 1500 мм х 3000 мм. Мощность лазерной установки 750 Вт, обеспечивает максимальную толщину стенки заготовки 10 мм.
IL 2000W
IL 2000W – иттербиевый волоконный лазер с ЧПУ с таким же размером рабочего стола, что у предыдущей модели. Однако большая мощность лазерной установки 2000 Вт обеспечивает качественную резку и раскрой толщиной максимум 22 мм.
Увидеть новейшие лазерные станки для резки металла на выставке
Последние инновации в сфере обработки металлов и металлических сплавов будут представлены на специализированной выставке «Металлообработка», которая состоится в ЦВК «Экспоцентр» в Москве.
Это мероприятие международного уровня, в котором примет участие более тысячи передовых компаний из разных стран мира.
На выставке будут представлены инновационные станки лазерной обработки и другое высокотехнологическое оборудование, которое поможет организовать эффективную и удобную работу на предприятиях различного типа.
Изделия из листового металлаЛазерная обработка металловЛазерные станки по металлу
Разновидности аппаратов
Станки лазерной резки металла бывают разными. Классифицировать их следует по нескольким принципам.







По функциональной нагрузке:
- гравировальные (они отличаются не очень большой мощностью);
- фрезерно-лазерные (их тоже следует применять для вырезания надписей или рисунков, но предварительно надо перенастроить).
По типу управления:
- ручные (имеют самую низкую стоимость и довольно просты в использовании);
- с ЧПУ (применяются только на больших производствах, имеют высокую цену, однако, способны изготавливать элементы без непосредственного участия человека).
По габаритам и мощности:
- настольные лазерногравировальные аппараты (максимальная их мощность составляет 80 Вт, разместить их легко даже в небольшом цеху, а служат они для производства небольших изделий);
- профессиональные станки (мощность колеблется в пределах 80–195 Вт);
- промышленные агрегаты.
Кроме того, необходимо выделить еще несколько видов лазерных станков:
- Газовые – тут применяется поперечная или продольная система подачи газов. В область разреза они поступают посредством специальной трубки и насоса. Такие аппараты имею самую простую конструкцию, а также дают возможность экономить энергию.
- Газодинамические – в этом случае газы нагреваются до очень высокой температуры: 2–3 тыс. градусов. Однако, для обработки металла такой способ резки используется редко, так как он дорогой.
- Твердотельные – принцип их действия заключается в выработке большого количества энергии за короткий временной промежуток.
Выбор устройства зависит от потребностей производства. Для небольших цехов нет необходимости приобретать дорогостоящие станки, так как они не работают с большим количеством материала.
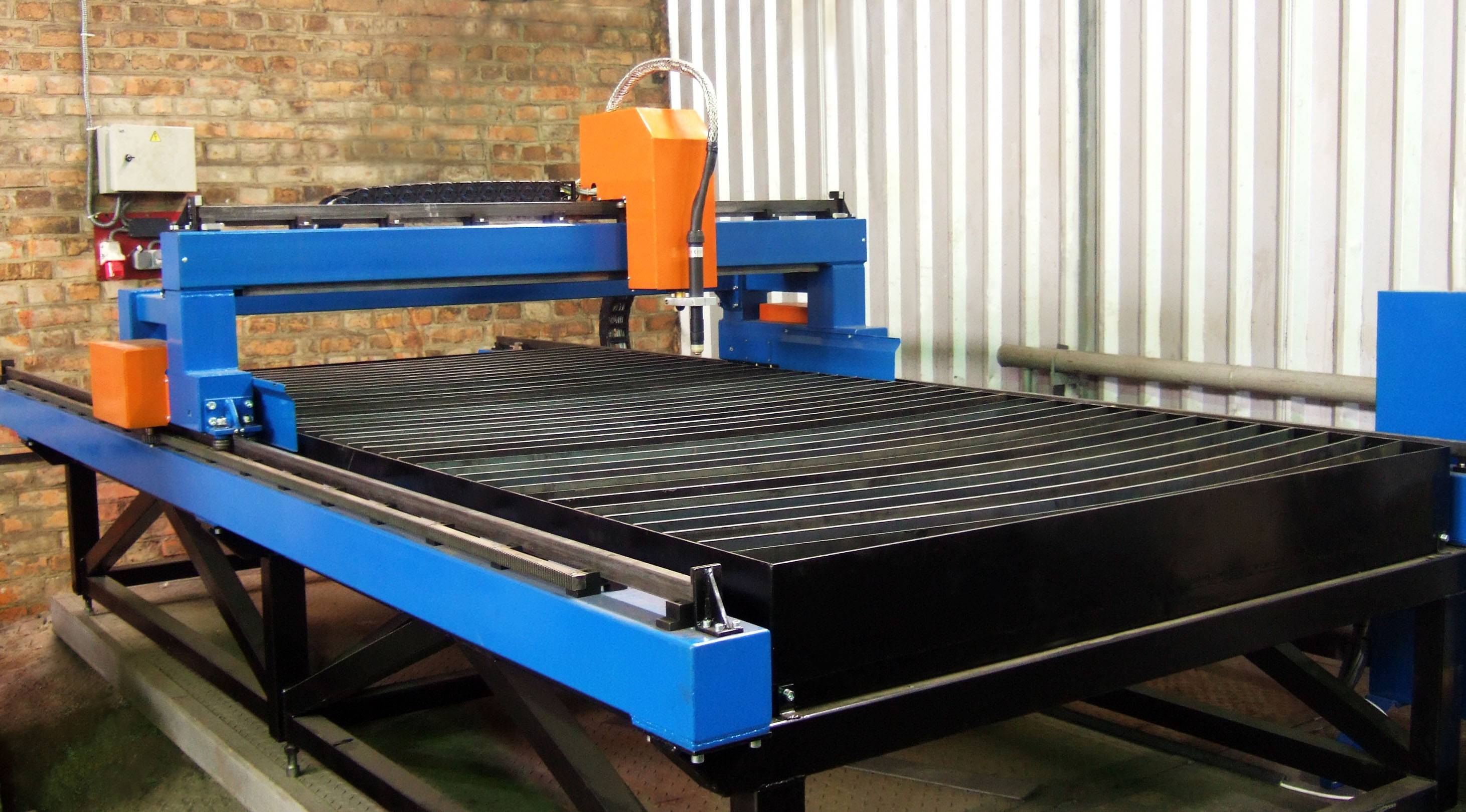
Лазерный станок с полем
Можно ли сделать станок для резки металла лазером
Фактически оборудование для лазерной резки металла применяется только в комплектации больших производственных линий. В кустарном производстве большую популярность приобрели станки для гравировки. Они отличаются от вышеописанных меньшей мощностью, небольшими габаритами и относительно доступной ценой.
Сложность самостоятельного изготовления режущего оборудования подобного типа обусловлена следующими факторами:
- высокая стоимость лазерной установки;
- сложность сборки и настройки станка;
- дорогостоящее обслуживание.
В отличие от лазерного режущего оборудования гравировальный станок можно сделать своими руками. Для этого достаточно приобрести станину с подвижной кареткой, шаговые двигатели, ЧПУ и лазер. Не стоит доверяться рекомендациям некоторых источников и пытаться применить светодиодный элемент, аналогичный используемому в CD-приводах. Он не обладает необходимым показателем мощности.
Из вышеизложенного можно сделать вывод, что актуальная технология лазерной резки металла не позволяет применять ее в бытовом или полупрофессиональном уровне. Лучше всего остановиться на классических методах резки металла – плазменном, газовом, или пиле и диске.
Однако некоторые умельцы собирают установки для лазерной резки металла — смотрите видео: