Виды штихмасов
Универсальной классификации толщиномеров не существует. Поэтому они делятся на группы в зависимости от того, как их измеряют. Микрометрические и метрические типы имеют разные методы измерения.
Микрометр измеряет фактическую длину.
При считывании сравниваются стандартный и фактический размеры. Стилус имеет определенный размер. Затем вы определяете, насколько фактическая стоимость отклоняется от этой суммы.
Стилусы имеют различные устройства считывания и методы передачи данных. Форма поверхностей, способствующих измерению, может быть различной.
Измерительные поверхности трехточечной шкалы расположены под углом 120° друг к другу. Таким образом, для определения линейных свойств компонента можно провести минимальное количество измерений. Результаты измерений считываются с цифровой шкалы измерительного устройства.
Сферический манометр — это прибор, измерительные поверхности которого расположены в одной сфере. Максимальная длина составляет 1000 мм. Это называется двухточечной системой. Необходимо провести больше измерений, чем при трехточечном.
Воротниковый пузырек используется для измерения небольших отверстий, которые невозможно измерить микрометрическим пузырьком (диаметр от 0,95 до 18 мм). Он поставляется с набором различных головок. Для измерения головка нужного размера и формы вставляется в отверстие, внутренняя игла перемещается вдоль оси, а воротник прижимается к стенкам отверстия.
Наиболее точным, удобным и дорогим является электронное прямолинейное измерение.
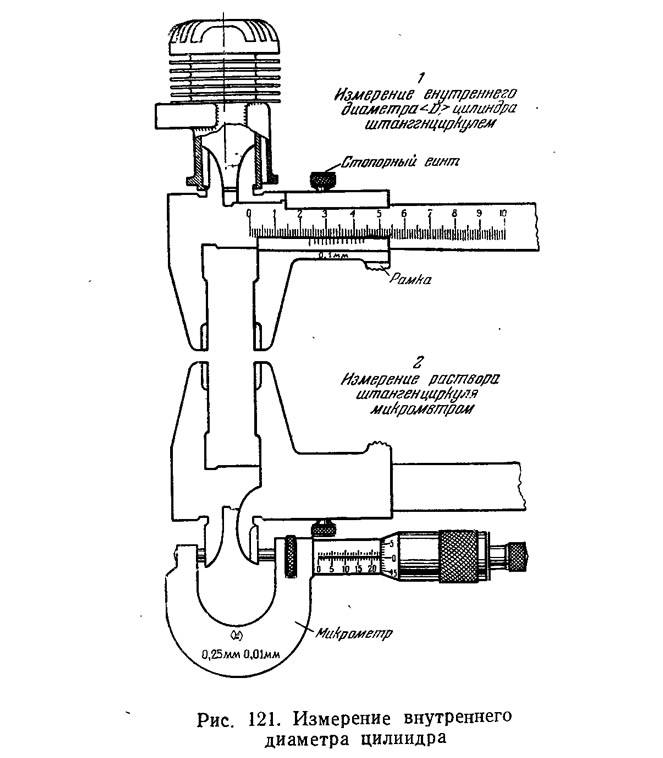
Как проверить зазор между поршнем и цилиндром
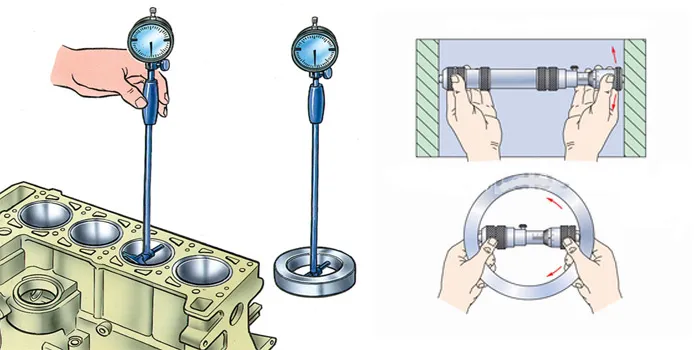
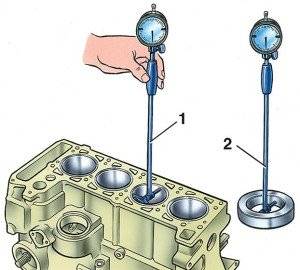
Для проверки зазора используется измерительная аппаратура в виде микрометра и нутромера, эта пара обладает классом точности, позволяющим реагировать на каждую сотую долю миллиметра.
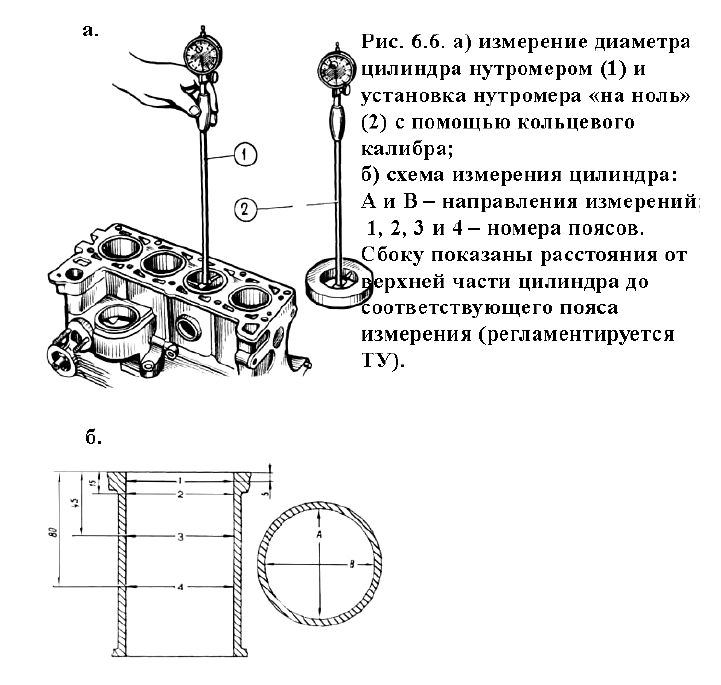
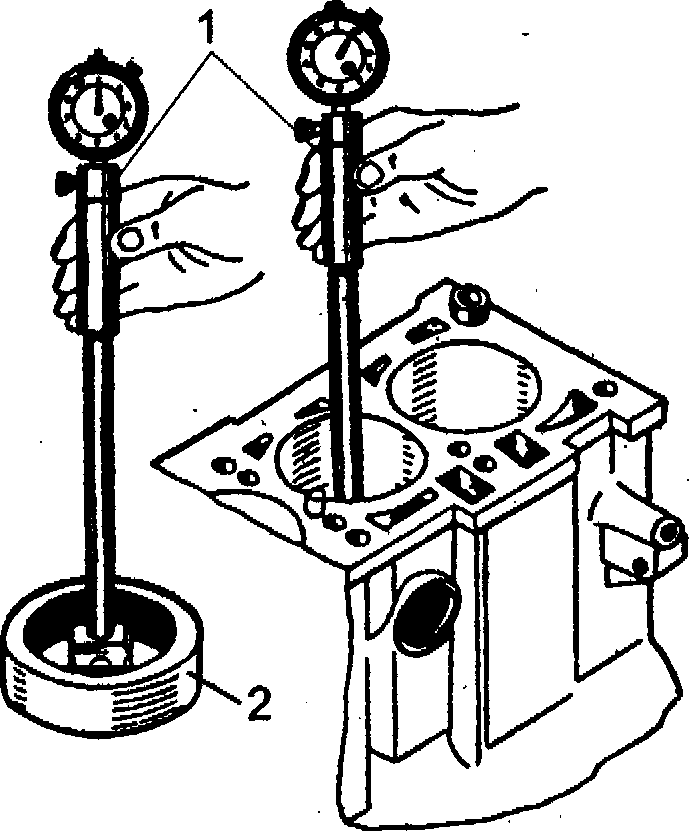
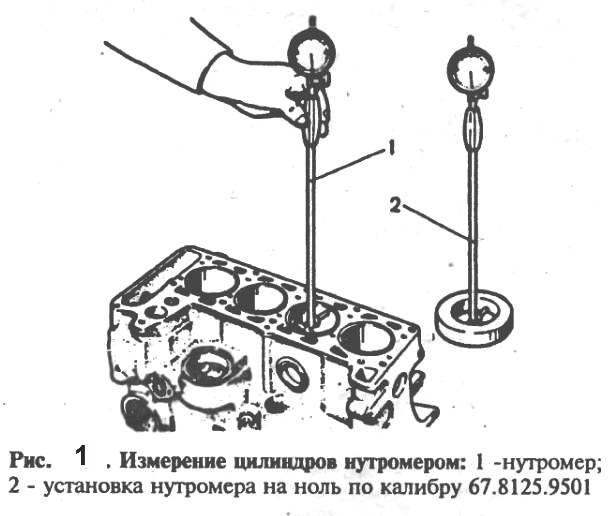
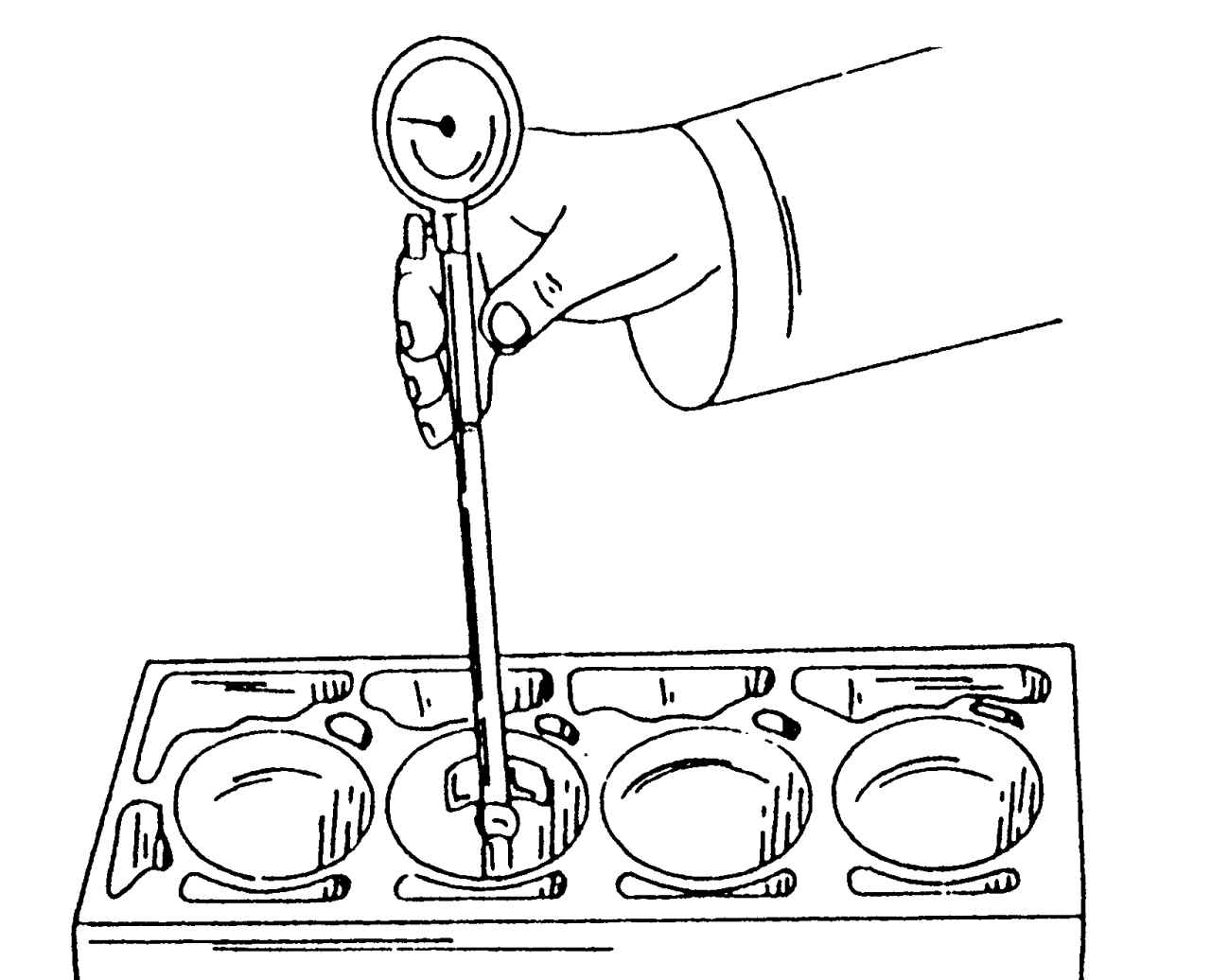
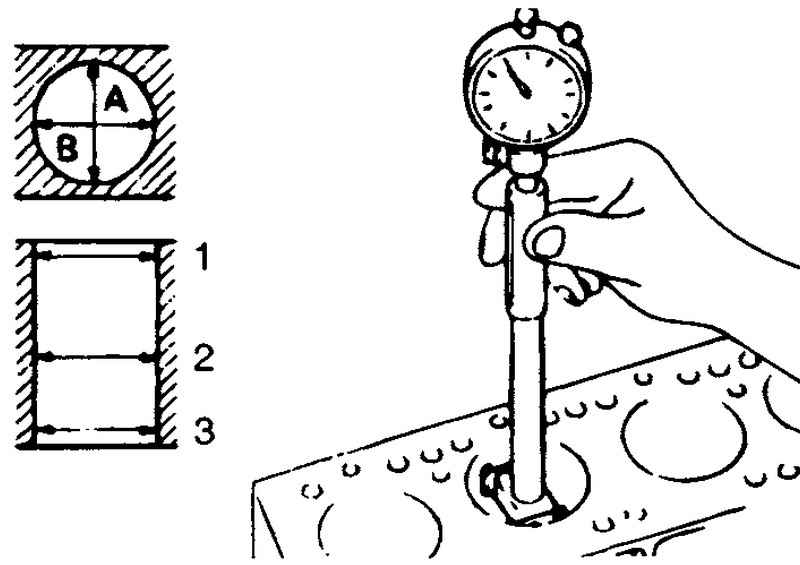
Микрометром замеряется диаметр поршня в зоне его юбки, перпендикулярно пальцу. Стержень микрометра фиксируется зажимом, после чего нутромер устанавливается на ноль при опоре своим измерительным наконечником на стержень микрометра.
После такого обнуления индикатор нутромера будет показывать отклонения от диаметра поршня в сотых долях миллиметра.
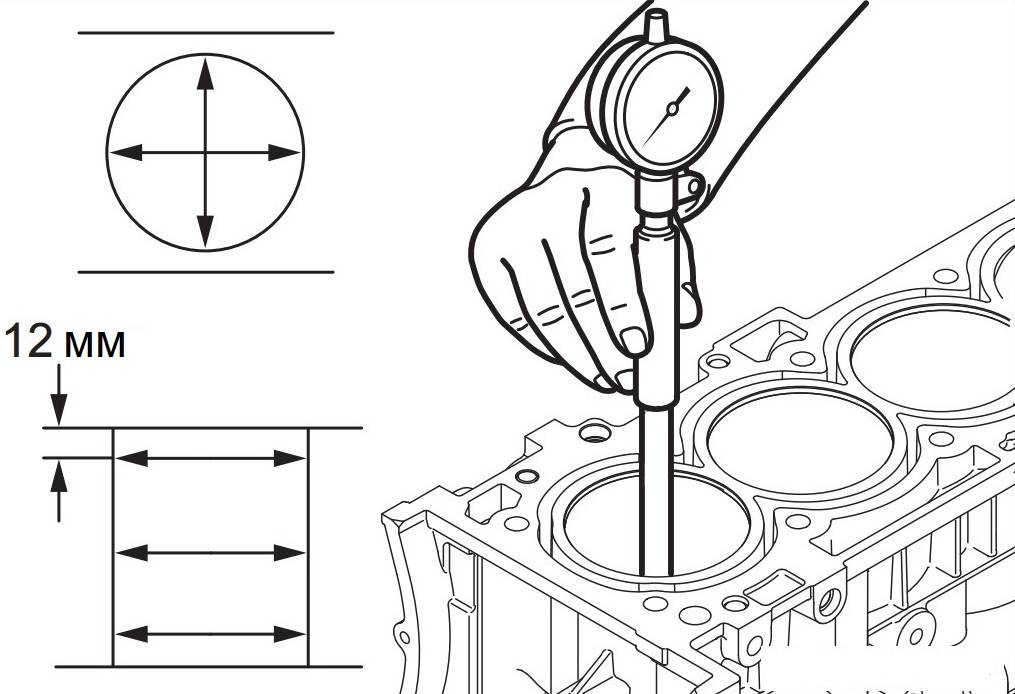
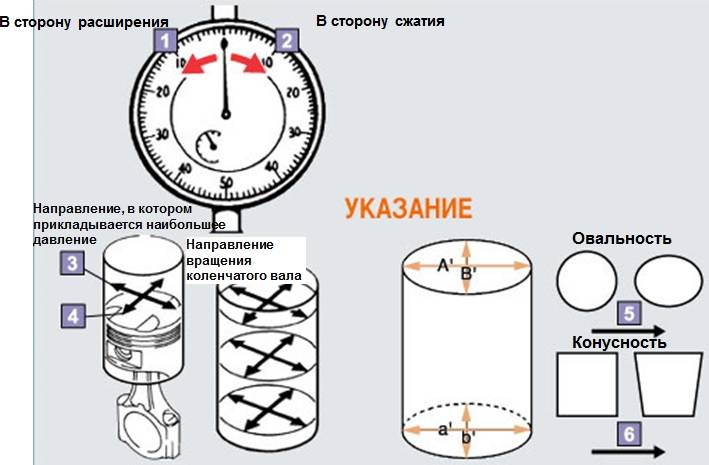
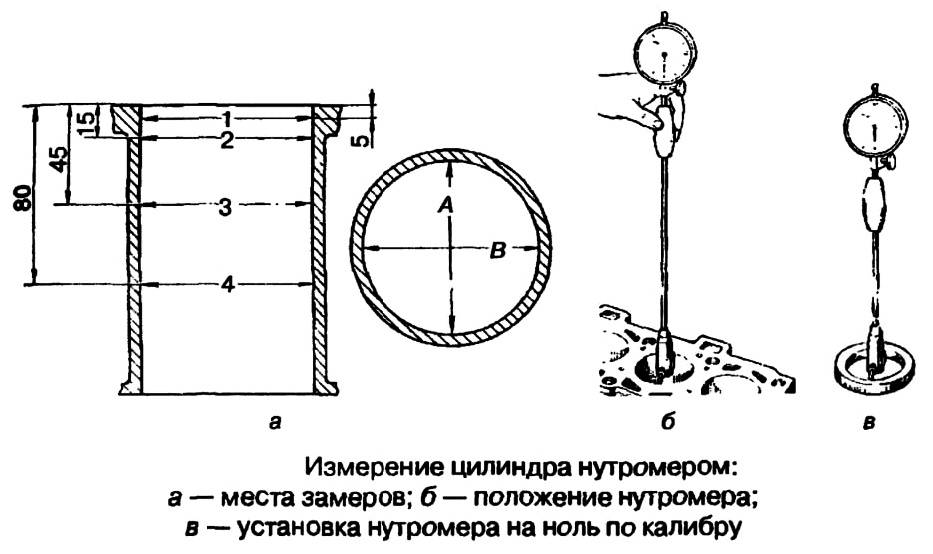
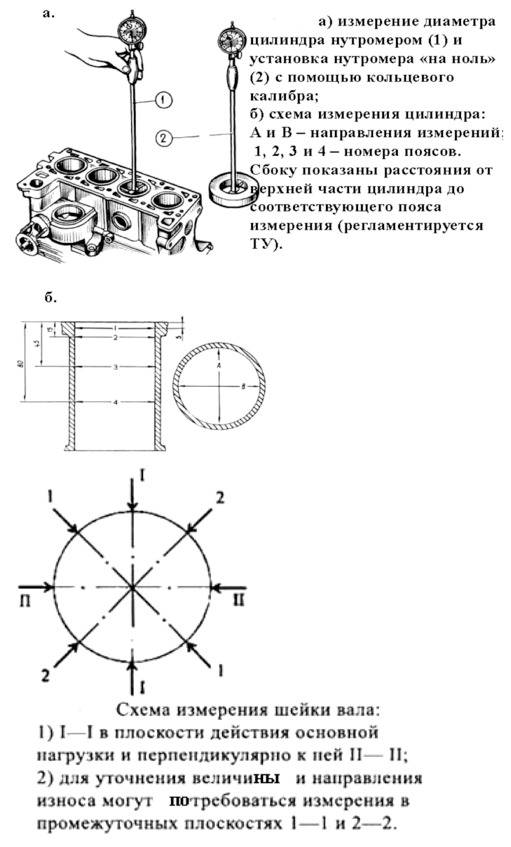
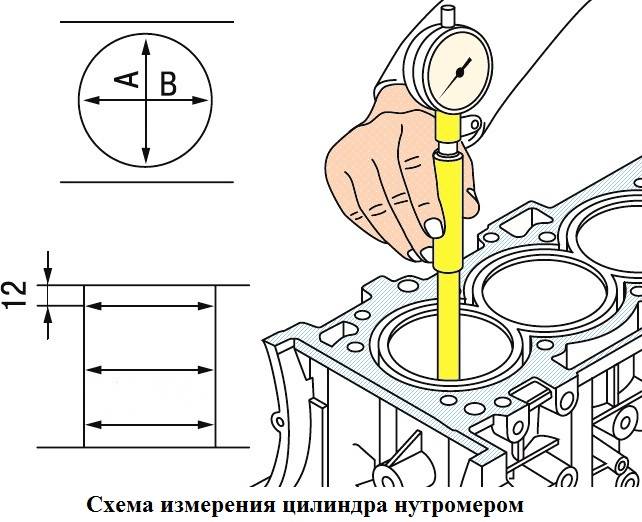
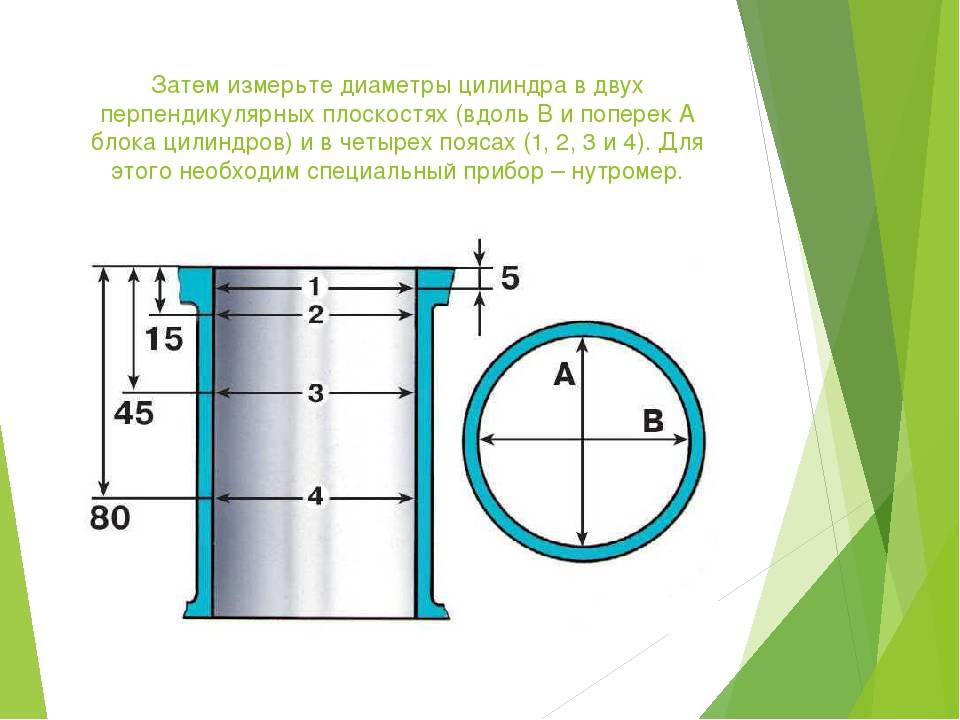
Замер цилиндра производится в трёх плоскостях, верхней части, средней и нижней, вдоль зоны хода поршня. Замеры повторяются вдоль оси пальца и поперёк.
В результате можно оценить состояние цилиндра после износа. Главное, что потребуется – это наличие неравномерностей типа «эллипс» и «конус». Первое – отклонение сечения от окружности в сторону овала, а второе – изменение диаметра вдоль вертикальной оси.
Наличие отклонений в несколько соток говорит о невозможности нормальной работы колец и необходимости ремонта цилиндров или замены блока.
Заводы стремятся навязывать клиентам блок в сборе с коленвалом (шорт-блок). Но часто оказывается гораздо дешевле отремонтироваться расточкой, в тяжёлых случаях – гильзовкой, с заменой поршней на новые стандартные или ремонтного увеличенного размера.
Даже не новых двигателях со стандартными поршнями существует возможность точного подбора зазоров. Для этого поршни распределяются по группам с отклонением диаметра на одну сотку. Это позволяет выставить зазор с идеальной точностью и обеспечить оптимальные характеристики мотора и его предстоящий ресурс.
Источник статьи: http://autovogdenie.ru/zazor-mezhdu-porshnem-i-cilindrom.html
Виды микрометров, их преимущества и применение в быту
На сегодняшний день существует множество модификаций микрометров, большинство из которых являются профессиональными инструментами, предназначенными для узкоспециализированных измерений.
В первую очередь, все микрометры делятся на 4 категории по принципу считывания показаний.
Механические (резьбовые). Измерительная шкала таких приборов находится на рукояти. Показания регулируются при помощи барабана и трещотки. Принцип измерения схож с аналогичным у штангенциркуля. Точность результатов достигает сотых долей миллиметра. Такие инструменты считаются наиболее надежными и неприхотливыми.
Аналоговые (стрелочные, рычажные). Такие микрометры так же состоят из скобы и функциональной рукоятки, но оснащены шкалой с 2 или 3 стрелками — с ценой деления в 1 мм, 0,1 мм и 0,01 мм. Стрелочная шкала расположена на скобе, а на рукояти — дополнительная статическая.
Цифровые (электронные). Они состоят из скобы и функциональной рукоятки, а результаты замеров отражаются на дисплее. Это одни из самых быстрых и точных измерителей — они фиксируют размеры до тысячных долей миллиметра. Их минус — чувствительность к ударам, влажности и температуре, поэтому обращаться с ними нужно очень аккуратно. Иногда цифровой экран дублируется механической резьбовой шкалой — такие микрометры называются двухшкальными.
Лазерные. В отличие от 3 предыдущих типов, лазерные приборы снимают показания не механическим, а оптическим методом. Деталь помещают в поле луча лазера, а специальный фотоэлемент считывает его отклонения и выдает результаты на дисплей. Такая аппаратура применяется в лабораториях и на производстве. Для бытовых нужд это довольно дорогой и требовательный прибор.
Следующий параметр, по которому классифицируют микрометры — область применения. Согласно этой классификации, они бывают нескольких типов.
Гладкие. Самый простой прибор, предназначенный для измерения параметров плоских и круглых объектов. Часто они используются мастерами для финальной подгонки детали.
Зубомеры. Его основное назначение — измерять расстояние зазора между зубцами шестерней, звезд и винтов. В комплекте идет набор конусообразных насадок разных размеров. В процессе измерений пользователь подбирает из них нужные для получения результата.
Толщиномеры. Предназначены для замера толщины листовых изделий из металла и углеродов, которая может составлять всего сотые доли миллиметра.
Резьбомеры. Специальные конусообразные насадки, входящие в комплектацию этих микрометров. Позволяют измерять такие параметры резьбы, как глубина, величина шага, а также тип нарезки.
Нутромеры. Измерительная часть таких инструментов оснащена выступами, при помощи которых определяются размеры внутренней расточки различных изделий и деталей.
Трубные. Узкоспециализированные приборы, измеряющие внутренние и наружные размеры, а также степень бугристости трубной продукции.
Проволочные. Лазерные и цифровые измерители с шагом замера в тысячные доли миллиметра, которые применяются при контроле изготовления подшипниковой продукции и проволоки.
Призматические. Внешне устройство напоминает призму, за что и получило такое название. Он используется для измерения толщины ножевых лезвий во время изготовления и заточки инструментов.


Канавочные. Это микрометры со специальным тонким и плоским щупом, который позволяет измерять параметры канавок, пазов и других отверстий, не имеющих сквозного выхода. Ими пользуются в токарном и фрезеровочном деле.
Горячепрокатные. Измерители этого прибора выполнены колесообразно, а высокоточные измерения выполняются путем движения проката через неподвижный инструмент, закрепленный на месте.
Двухшкальные. Эти микрометры используются при производстве сложных деталей, а две шкалы служат для получения уточненных показаний методом сравнения.
Универсальные. Прибор комплектуется набором сменных измерительных насадок и может использоваться практически для любых типов замеров.
Как правило, в домашних условиях используются гладкие или универсальные микрометры, возможностей которых вполне хватает для выполнения бытовых задач. Специализированные измерения высокой точности, при которых нужны лазерные, горячепрокатные приборы или нутромеры, обычно требуются только в промышленности и на производстве.
Устройство микрометра
Прежде чем научиться, как пользоваться микрометром, следует ознакомиться с его устройством и основными компонентами. Механические аналоговые и цифровые микрометры имеют схожее строение, а принцип их работы напоминает штангенциркуль.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800-900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка.
Особенности устройства
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 – с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
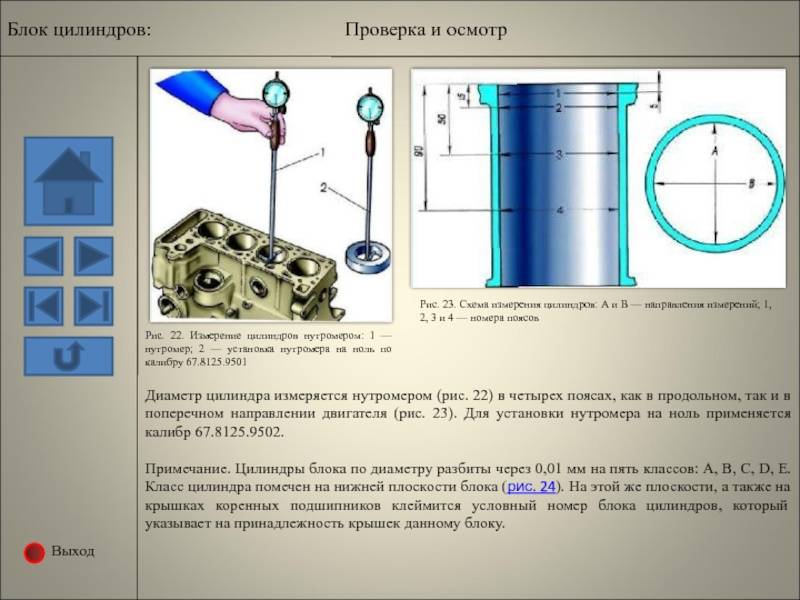
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, таккак поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка . Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз.
Это интересно: Тормозные диски для быстрой остановки автомобиля
Устройство и принцип функционирования
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.
Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
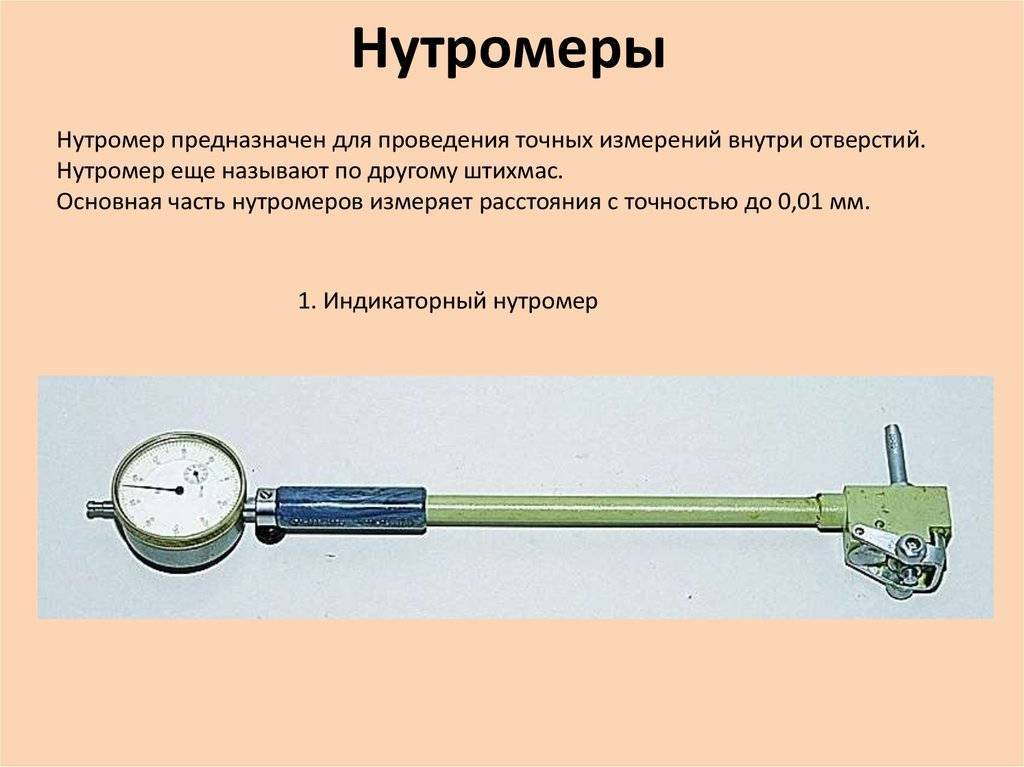
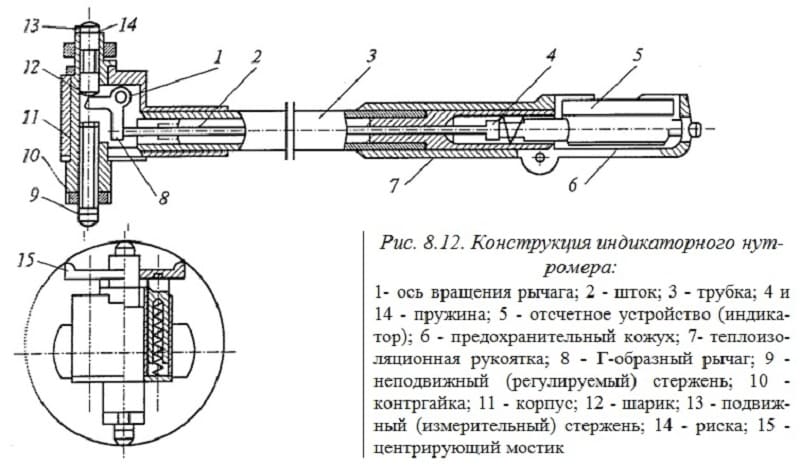
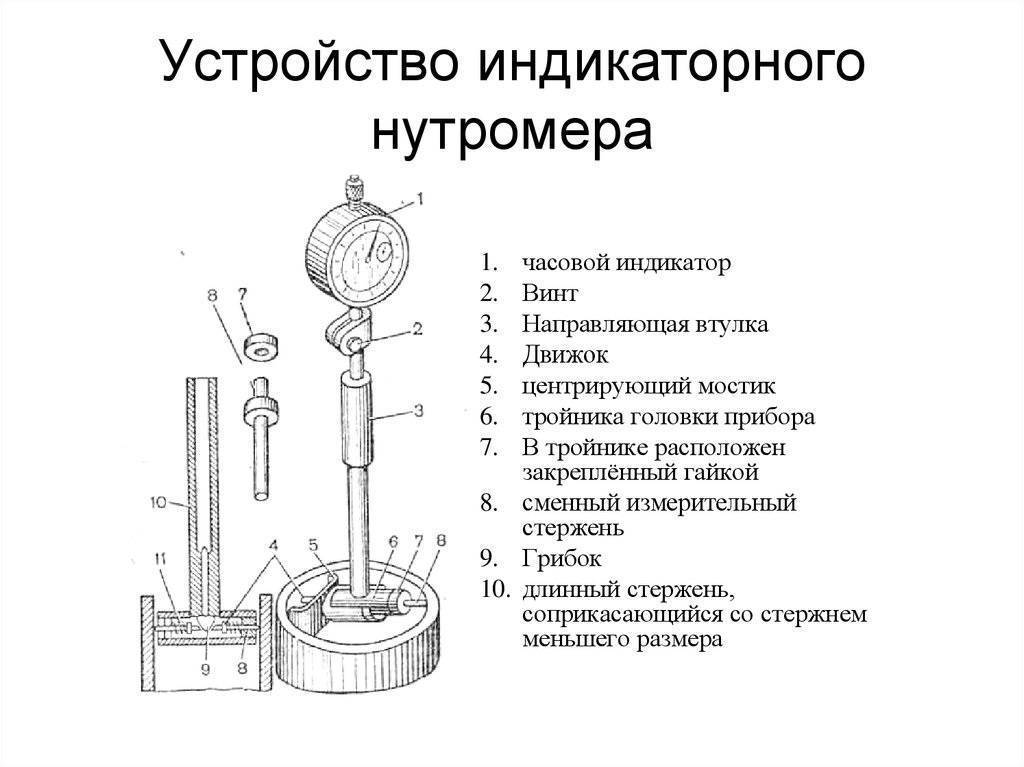
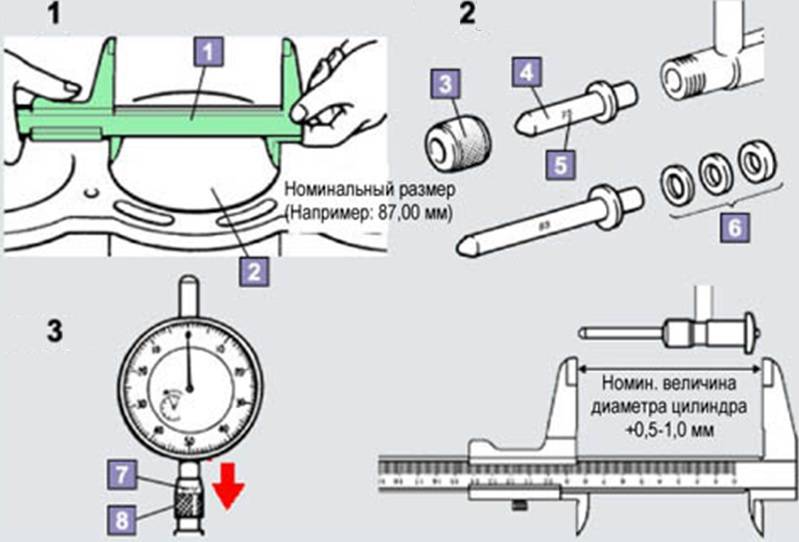
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).
Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.
Классификация
Данная разновидность прибора имеет, в свою очередь, несколько различных классификаций. Рассмотрим основные из них, их особенности и преимущества. Это следующие виды нутромеров с микрометрической отсчётной головкой:
- трёхточечный;
- с боковыми губками.

Эта проблема решена в конструкции трёхточечного нутромера, который центрируется в любом отверстии, цилиндре или трубе автоматически. У него есть три выдвижных стержня. При замере все три должны коснуться стенок измеряемой полости. Это достигается простым вращением барабана с трещоткой-стопором, и уже не нужно вручную центрировать прибор.

Нутромеры с боковыми губками значительно более универсальны, чем обычные. По сути, это микрометры с функцией измерения внутренних размеров. При необходимости с помощью такого прибора вы можете измерить и внешние габариты детали, зажав её между губками инструмента. Одна из них неподвижно крепится к стеблю, а другая движется при вращении барабана.
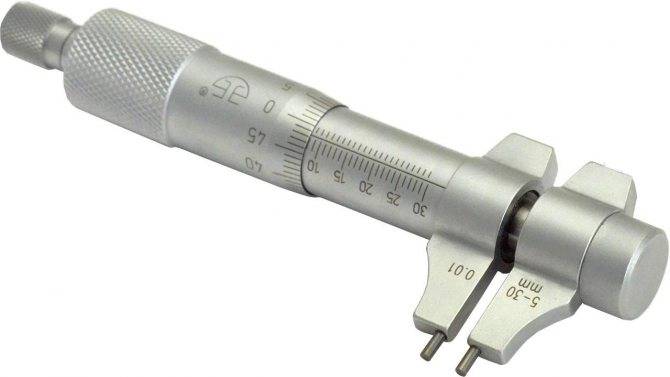
Рабочий диапазон инструмента указывается специальной маркировкой. Например, НМ 50-600 – это прибор с диапазоном измерений от 50 до 600 мм. Соответственно, маркировка НМ 75-600 означает, что с помощью этой модели нутромера можно измерять в диапазоне 75–600 мм.




Технические условия эксплуатации
Технические требования и условия регламентирует ГОСТ 10-88. Данный технический норматив определяет следующие принципиально важные параметры, которые должны соответствовать табличным данным для обеспечения правильной эксплуатации:
- диапазон измерения;
- предел допустимой погрешности;
- номинальный размер установочной меры и другие параметры, такие как комплектность и маркировка.

Установленные ГОСТом диапазоны измерений – это 50–75 мм, 75–175 мм, 75–600 мм (приборы с этими диапазонами работают с точностью до 3 мкм), 150–1250 мм, 600–2500 мм (погрешность не более 4 мкм), 1250–4000 мм и 2500–6000 мм (погрешность 0,01 мм). ГОСТ указывает на то, что микрометрические головки моделей с диапазоном измерения более 2500 мм должны оснащаться часовым индикатором.

Для приборов с диапазоном измерения до 50 мм установочная мера должна иметь номинальный размер 63 мм, до 75 мм – 75 мм, до 150 мм – 150 мм, до 600 мм – 150 мм и до 1250 мм (так же, как и до 2500 мм) – 350 мм. При этом для всех номинальных размеров определено максимальное допустимое отклонение – от 1,5 до 6 мкм.

Измерительный наконечник нутромера должен иметь сферическую форму. ГОСТ предоставляет таблицу его радиусов: от 12 до 60 мм в зависимости от диапазона измерений. Точность замера напрямую зависит от стопорного устройства. При работе нутромером микрометрический винт неподвижно фиксируется специальным стопорным устройством, при этом, согласно технической спецификации, размер не должен меняться более чем на 0,002 мм.

В разделе о комплектности указано, что к каждому экземпляру прибора должен прилагаться набор удлинителей (маркированных порядковыми номерами и указанием номинального размера) и установочная мера. Также в комплект входит державка для проведения измерений в глубоких отверстиях (где до нужного места нельзя достать просто рукой).
Как читать показания штихмаса?
Когда вращение барабана прекращается и микрометрический винт перестает двигаться, стопором закрепляют его и начинают смотреть на показания прибора. Он состоит из двух шкал, расположенных перпендикулярно друг к другу. Одна, основная, находится на стебле прибора. Цена одного деления на ней 1 мм. Когда пятка прикасается к микрометрическому винту, ноль на шкале барабана совпадает с нолём шкалы на стебле. Шкала барабана разделена 50 делениями. Цифры стоят через каждые 5 делений. Цена каждого 0,01 мм. Поэтому при полном повороте барабана винт сдвигается на 0,5 мм.
Но на стебле есть своя шкала. Ее длина 13 мм. Цена деления на ней 0,5 мм и 1 мм. Поэтому сначала оценивают показания на стебле. Затем смотрят на показания на фаске барабана. Складывают эти цифры. Но это еще не все. В большинстве случаев при измерении используется удлинитель. Его длину тоже нужно прибавить к полученному значению.

Максимальная длина без удлинителя 63 мм. Чтобы прикрепить удлинитель к прибору, снимают гайку со стебля. Устанавливают нужное количество удлинителей и закручивают гайку на конец последнего.
Самый короткий удлинитель 13 мм, самый длинный – 600 мм. Кроме них есть размером 25, 50, 100, 150 и 200 мм.
Нормы соответствия поршней и цилиндров
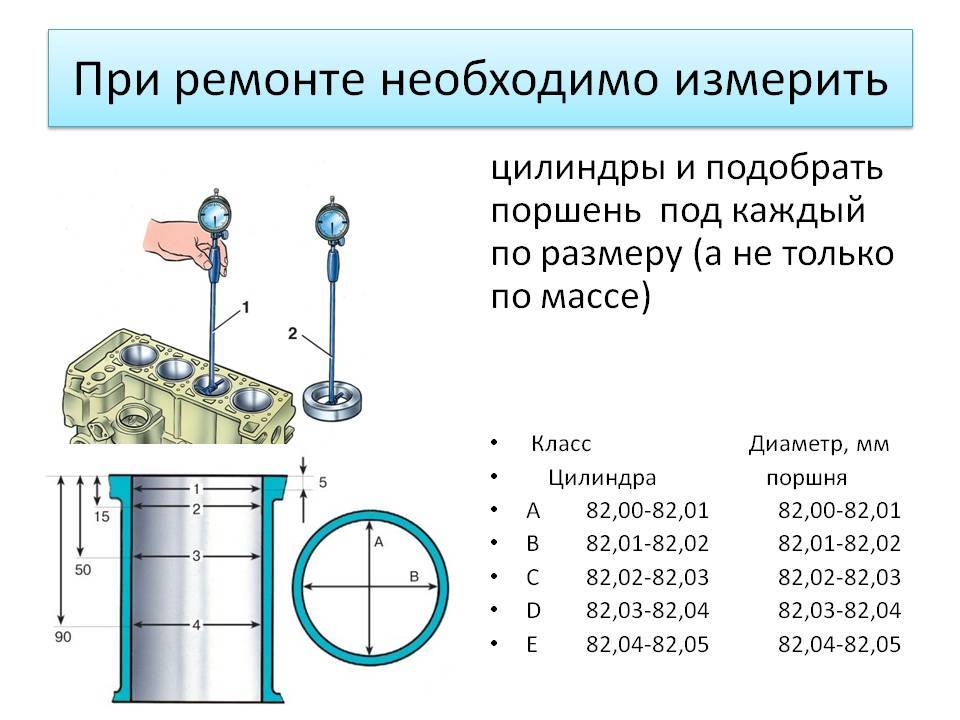
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.

При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
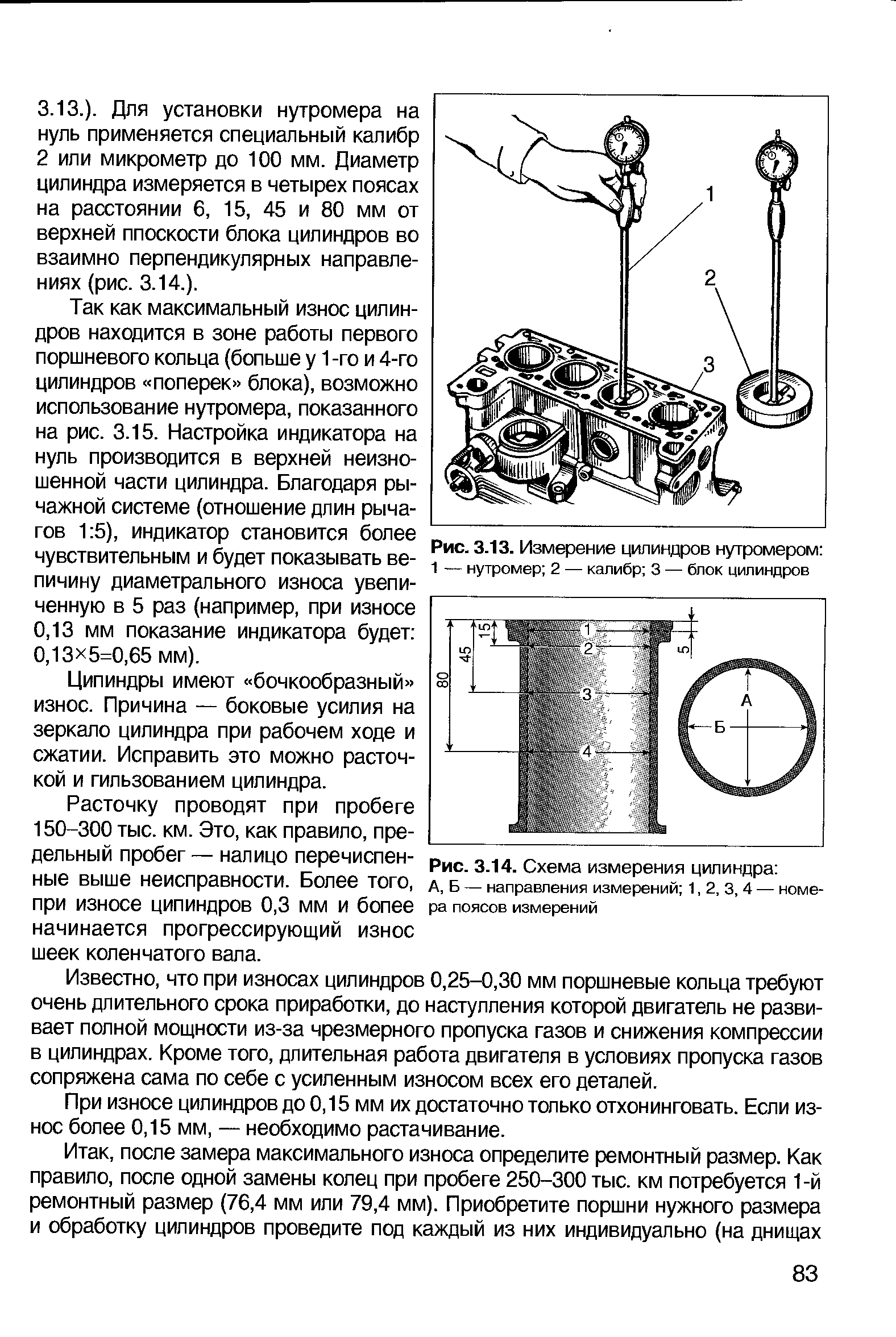
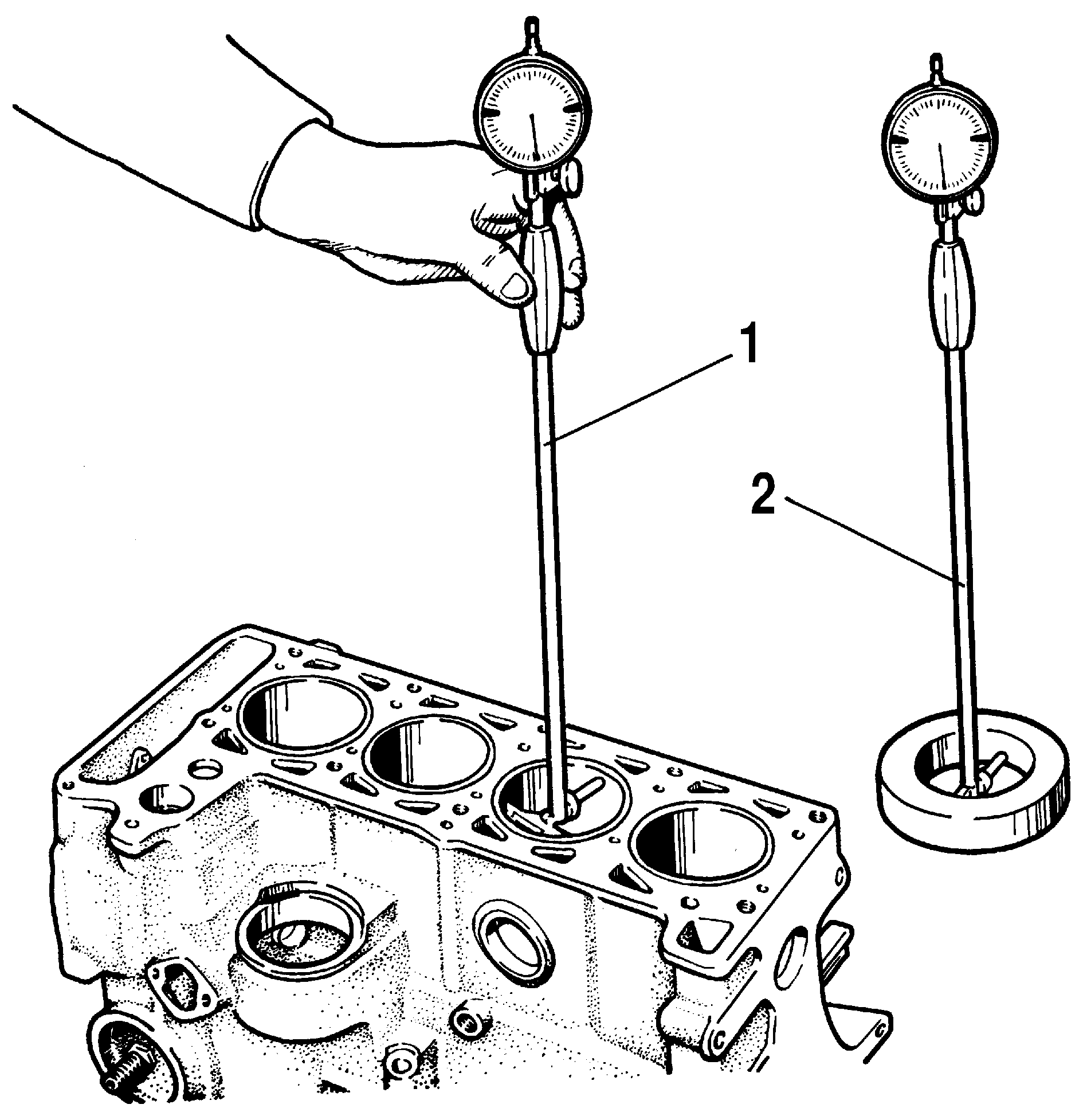
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
Источник статьи: http://carnovato.ru/zazor-mezhdu-porshnem-i-cilindrom/
Как пользоваться нутромером индикаторным и важные моменты при работе с инструментом
Индикаторный нутромер отличается от микрометрического не только конструкцией, но еще и назначением. Прибор служит не для получения точных значений расстояния или диаметра, а для определения отклонений от эталонных показаний. Как и в случае с микрометрическим прибором, индикаторный перед началом эксплуатации следует подготовить к работе. Для этого понадобится калибровочное кольцо (шаблон), которое обязательно поставляется вместе с инструментом. Специальная струбцина или микрометр используется для настройки нутромера при подготовке его к измерению больших отверстий.
- Проводить работы необходимо в температурном диапазоне от +15 до +25 градусов.
- Принцип настройки заключается в том, что первоначально следует подобрать сменный стержень, которые поставляются в комплекте или приобретаются отдельно.
- Закрепляется стержень в рабочей части инструмента.
- Если используется микрометр или струбцина, тогда необходимо выставить размер, который соответствует примененному в приборе стержню.
- Через втулку стебля нутромер необходимо зафиксировать в тисках. Однако вместо этого можно в тисках зажать микрометр с предварительно выставленным значением.
- Стержень прибора размещается между измерительными губками микрометра или шаблонной струбциной.
- Далее путем вращения индикаторной головки необходимо совместить стрелку с нулевой отметкой. Чтобы обеспечить вращение индикаторной головки, необходимо ослабить стопорный винт.
На этом процесс настройки считается завершенным, и можно переходить к процедуре измерений. Как правильно пользоваться индикаторным нутромером, рассмотрим далее.
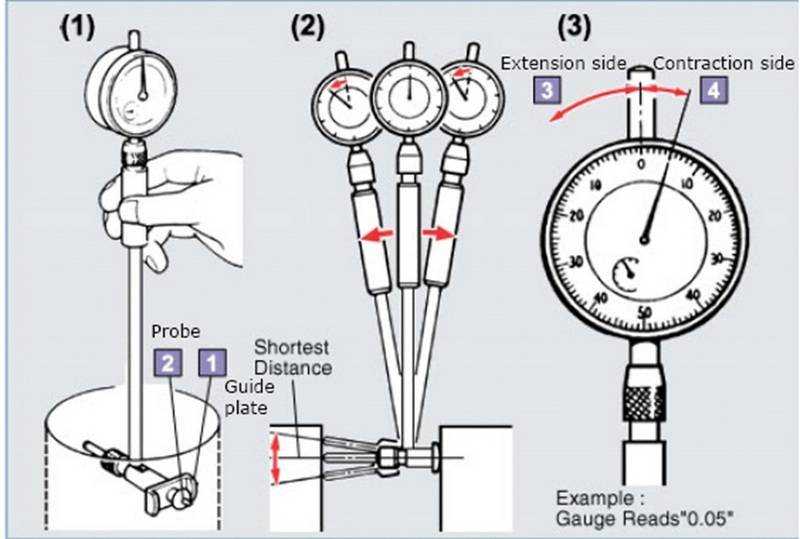
Подготовленный к работе инструмент необходимо расположить внутри отверстия рабочей частью
Причем стержень прибора должен располагаться строго перпендикулярно.
Корректировка положения инструмента осуществляется легкими покачиваниями в стороны.
Теперь самое важное — точное значение определяется по стрелке. Причем она должна указывать на нулевое значение, а при малейшем смещении стержня в стороны, она должна отклониться в правую или левую сторону
Если стрелка указывает на конкретное значение, тогда высчитывается уровень отклонения от нормы.
Прибор достаточно прост в использовании, поэтому трудностей с его применением у людей, освоивших технологию работы, не возникает. Ниже представлен видео материал, в котором показано, как настроить прибор к работе путем выставления его на ноль, а также произвести измерения детали.

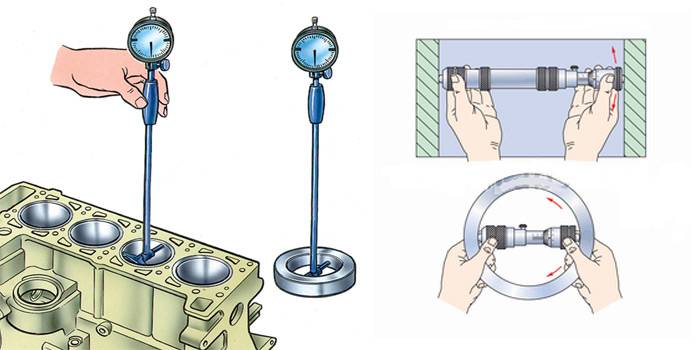

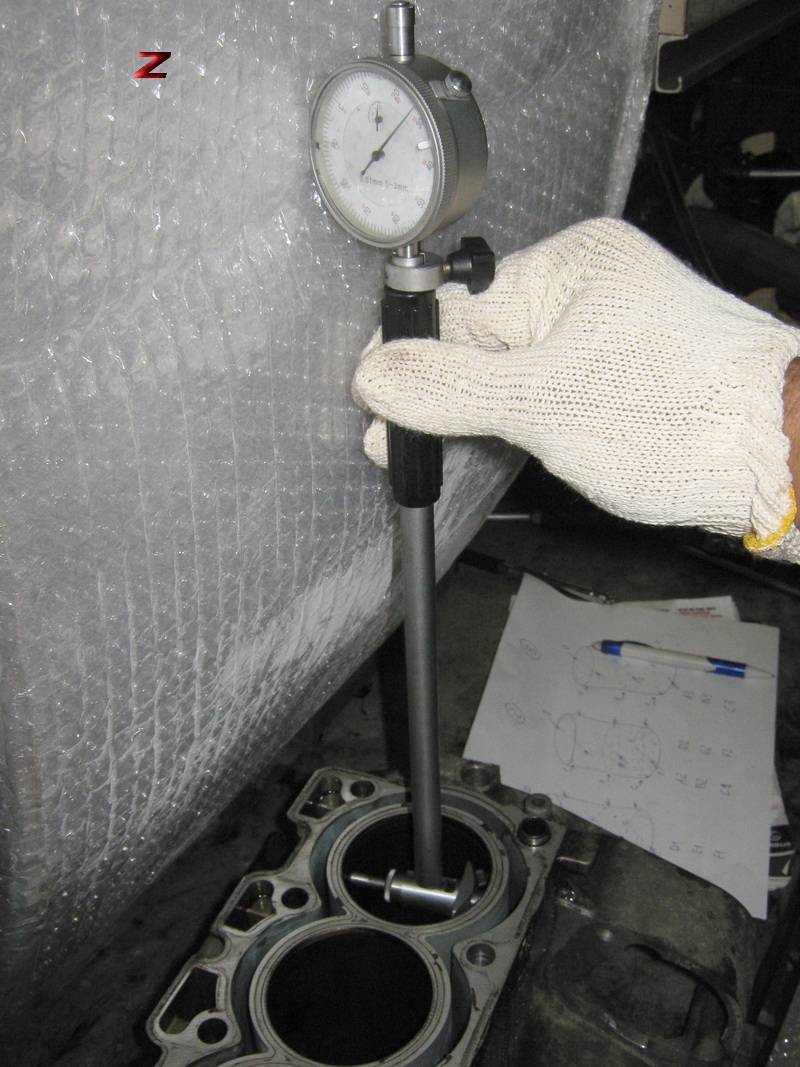
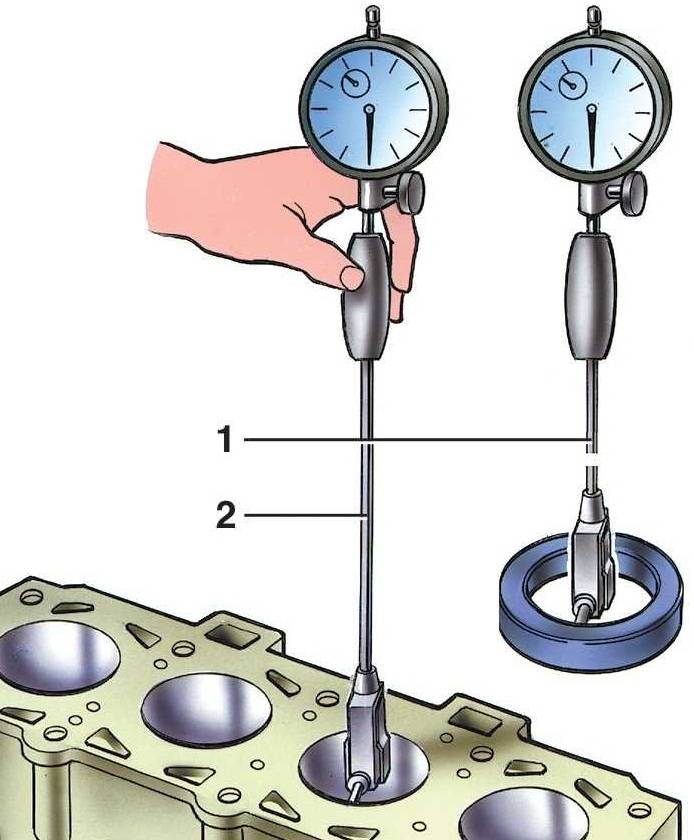
Индикаторный нутромер применяется для измерения уровня износа блока цилиндров, шатунов и других деталей. С его помощью можно определить возможность дальнейшей эксплуатации ЦПГ, что зависит от уровня износа стенок цилиндров. Именно при помощи индикаторного устройства можно определить уровень износа, и делать последующие выводы. О том, как правильно пользоваться нутромером для измерения уровня износа цилиндров двигателя внутреннего сгорания, можно посмотреть в коротком видео ролике.
Как пользоваться индикаторным нутромером: инструкция по применению
Порядок действий здесь тот же, что и в прошлом случае: сначала необходимо выполнить настройку прибора, и только после этого можно будет переходить к его непосредственному применению. Расскажем, как решить каждую из этих задач.
Поверка
Для выяснения степени точности проведения измерений и обнуления подойдет калибровочное кольцо или (если его нет) концевая мера, но только со струбциной.
Для обнуления необходимо сделать следующее:
- подобрать подходящий сменный стержень и установить его на металлическую штангу выбранной модели;
- задать устройству соответствующий размер и обеспечить достаточный прижим стопорного винта;
- зафиксировать втулку стебля (а с ней и весь инструмент) в тисках;
- вращать головку до тех пор, пока стрелка не встанет ровно на нулевую отметку.
Калибровка нутромера проводится в уже описанных условиях, актуальных и при эксплуатации: при влажности воздуха до 80% и температуре окружения до 25 градусов Цельсия. Обнулять прибор все так же следует перед каждым использованием. Интервал между поверками, опять же, 1 год, хотя можно осуществлять их и чаще – в случае возникновения каких-то подозрений в том, что текущая погрешность превышает допуски. Главное – придерживаться при этом требований МИ 2192-92.
Соблюдение всех этих нюансов позволит стабильно поддерживать должные характеристики инструментов, а именно:
- диаметр отверстий – от 6 мм;
- цена деления – 0,01-0,001 мм;
- шаг – 1-10 мм (в зависимости от конкретной модели);
- погрешность – 0,15-0,025 мм.
Как правильно провести замер нутромером индикаторного типа
Для этого необходимо выполнить такую последовательность действий:
Расположить инструмент внутри отверстия должным образом, то есть так, чтобы стержень шел под углом в 90 градусов к оси заготовки
При этом внимательно смотрите, куда отклоняется стрелка и корректируете положение стебля с помощью легких покачиваний; обратите внимание, движение вправо говорит, что реальное сечение полости меньше, чем у образца, влево – о том, что оно больше.
Снять фактические значения с обеих шкал – и с меньшей, отражающей миллиметры, и с большей, с сотыми долями мм.
Провести расчеты, приплюсовав диаметр образца.. Посмотрим, как снять показания нутромера на практике, с реальными цифрами
Посмотрим, как снять показания нутромера на практике, с реальными цифрами.
Допустим, что при проведении измерений вы зафиксировали отклонение стрелки влево на 12 делений. В таком случае умножаете полученную цифру на 0,01, то есть на цену. Произведение равно 0,12 мм. Исходный, эталонный диаметр уже известен – 10 мм – значит, остается лишь приплюсовать полученное значение.
10 + 0,12 = 10,12 мм – вот реальное сечение.
Не так уж и сложно, верно? Есть лишь один нюанс – в случае очень глубоких отверстий могут дополнительно применяться удлинители – специальные стержни, входящие в комплектацию прибора.
Для закрепления материала посмотрите, как правильно мерить нутромером индикаторным, видео ответит на те вопросы, которые могли у вас возникнуть.
Принцип действия микрометрического штихмаса
Инструмент помещают внутрь измеряемого отверстия. Начинают вращать барабан. Он соединён с измерительным наконечником, который под воздействием барабана выдвигается, пока не упрётся в стенку измеряемого отверстия. Если же сразу размер штихмаса был больше измеряемого расстояния, то наконечник ввинчивается внутрь, пока прибор не поместится в нём.
Но размеры стебля прибора ограничены. Чтобы измерить отверстие, длина которого превышает длину нутромера, используют удлинители. Они имеют постоянный размер. Он обозначен на внешней поверхности прибора. В каждом комплекте для измерения штихмасом есть несколько удлинителей разной длины.