Подготовка латунных изделий под сварку металлическими электродами
При подготовке латунных листов под сварку, сварные кромки необходимо тщательно зачистить не только по торцу, но и на расстоянии 15-20мм от будущего сварного шва.
Подготовка сварных кромок должна обеспечивать провар по все толщине при минимальном раскрытии сварных кромок. В случае если свариваемая толщина составляет меньше 3мм, ручную дуговую сварку не применяют. При сваривании латунных изделий большей толщины, сварку выполняют с технологическими зазорами, величина которых составляет 0,5-3,5 мм.
Зазор между свариваемыми деталями зависит от толщины свариваемых кромок, от характера сварного шва и от наличия подкладок. Например, при стыковом соединении латуни, толщиной 3-4мм, разделка сварных кромок не требуется и для провара достаточная величина зазора составляет 0,5мм, как для односторонней сварки, так и для двухсторонней. Двухсторонний шов рекомендуется выполнять в случае, когда сварка производится «на весу», для обеспечения полного провара по всей толщине свариваемых кромок.
При толщине свариваемого металла s=5мм, рекомендуемый зазор составляет 1мм при сварке «на весу». Если же сварка металла выполняется на специальных подкладках с формирующими канавками, то допускается зазор до 2мм.
При сварке латуни с толщиной, превышающей 5мм, рекомендуется выполнять V-образную разделку сварных кромок с суммарным углом раскрытия 60°. Сварку необходимо вести на подкладках. Допустимые зазоры составляют 2мм при s=6-7мм, 2,5мм при s=8-10мм и 3мм при s=11-20мм. По возможности, сварку латуни электродами рекомендуется выполнять в зажимных приспособлениях. Такой приём позволяет избежать больших деформаций свариваемой конструкции.
Сварка чугуна
Чугун относится к категории плохо сваривающихся сплавов. Его сваривают при исправлении дефектов в отливках и ремонте деталей. Дуговая сварка чугуна чугунными электродами и с покрытиями не обеспечивает хорошего качества сварных соединений. Металл шва получает структуру белого чугуна, а зона термического влияния закаливается.
Горячую сварку чугуна выполняют с предварительным подогревом свариваемых деталей до температуры 400 – 700оС. Сваривают чугунными электродами (диаметром 8 – 25 мм) со стабилизирующей или специальной обмазкой. Сваренные детали охлаждают вместе с печью. Однако горячая сварка – дорогой и трудоёмкий процесс. Её применяют для ремонта уникальных деталей. Горячую сварку также выполняют науглероживающим газовым пламенем с флюсом на основе буры (Na2B4О7).
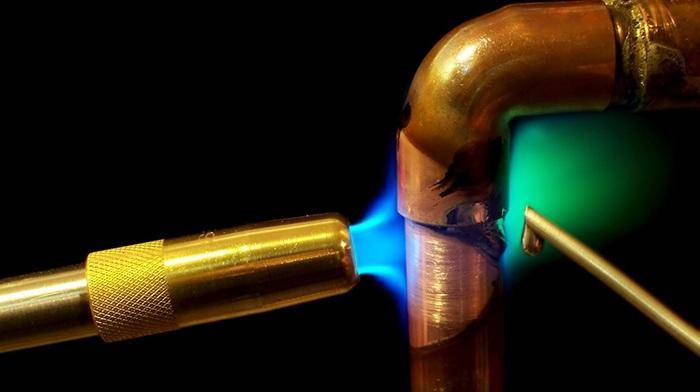
При холодной сварке чугун сваривают без подогрева стальными, медножелезными, медноникелевыми электродами и электродами из аустенитного чугуна. Стальные электроды применяют со стабилизирующей или качественной обмазкой. Стальные электроды не исключают отбел и закалочных структур, но они просты и обеспечивают мягкий хорошо обрабатываемый шов. Наибольшее применение имеют медно-железные электроды, как более дешёвые и обеспечивающие достаточную прочность металла шва. На рис. 3.изображён рабочий момент сварки чугуна.

Рис. 3. Холодная сварка чугуна медно-железным электродом
Сварка медно-железными электродами обеспечивает достаточные пластичность и плотность шва; ее широко применяют для заварки трещин в блоках цилиндров. Наиболее широко используемые электроды — ОЗЧ-1 и МНЧ-1. Электрод состоит из медного стержня и основного покрытия, в состав которого входит 50 % железного порошка. При сварке используют постоянный ток обратной полярности. Сварку ведут участками длиной 30…50 мм с тщательной проковкой каждого слоя.
Качество сварки латуни различных марок
Прочность сварных соединений и качество сварки разных марок латуни различна.
На качество сильно влияет присадочный материал. В таблице представлены средние
показатели прочности сварных соединений латуни разных марок:
| Марка латуни, присадки и флюса (сверху вниз) | Толщина металла, мм | Показатель прочности | ||
| Сварного соединения, МПа | Металла шва, МПа | Угол загиба, град | ||
| Л62 ЛКБО 62-0,2-0,04-0,5 Нет | 10 | 355,9 | 409,9 | |
| Л62 ЛК 62-0,5 Бура (Na2B4O7) – 100% | 1,0-10 | 388,3 | 423,6 | 180 |
| Л62 Л62 Бура (Na2B4O7) – 50% и борная кислота H3BO3 – 50%; | 3-6 | 332,4 | – | 180 |
| Л62 Л62 БМ1 | 3-4 | 313,8 | 343,2 | 180 |
| Л62 ЛОК 62-04-05 Нет | 4 | 313,8 | 372,6 | 180 |
| ЛО 62-1 ЛОК 59-1-03 БМ1 | 4 | 411,9 | 402,1 | 180 |
| ЛЖМц 59-1-1 ЛК 62-05 | 40 | 383,4 | 416,8 | 180 |
Образование
холодных трещин и горячих
трещин при сварке латуней возможно лишь при большой длине сварных швов.
Эти трещины являются кристаллизационными. По данным исследований Асиновской
Г.А., более половины трещин приходится на
зону термического влияния и на другие переходные участки сварного соединения.
Реже трещины получаются в самом шве.
Отжиг после окончания сварки при температурах 550-650°C, улучшает структуру
металла. Хотя на практике применении отжига возможно лишь при небольших габаритах
сварного изделия.
Дополнительные материалы по теме:
Сварка | Газовая сварка бронзыКонтактная сварка медиСварка чугуна электродамиСварка алюминия и его сплавов |
Виды технологий сварки изделий из латуни
 Виды сварки латуни
Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Дуговая сварка латуни
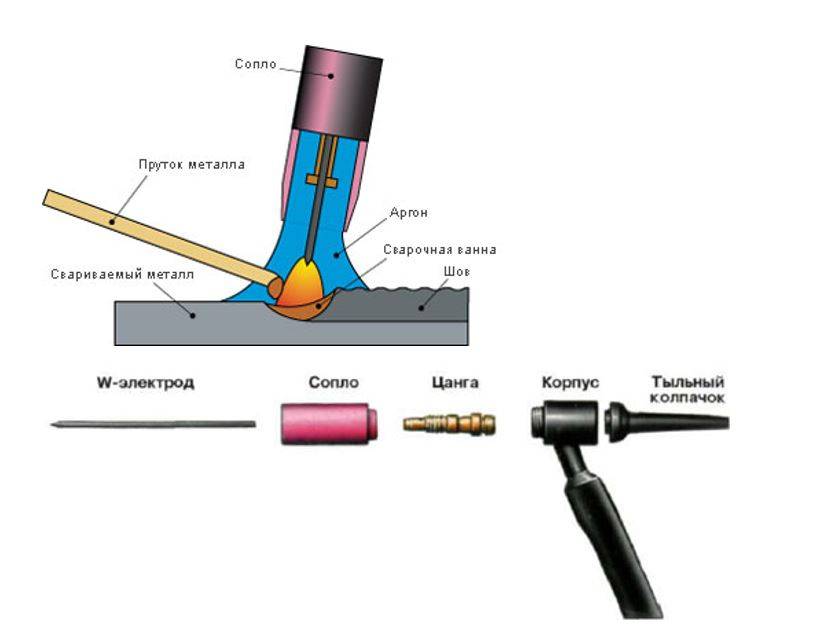
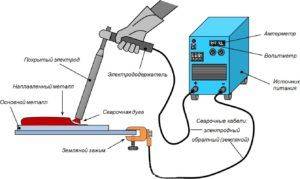 Схема дуговой сварки
Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
 Состав сварочного электрода
Состав сварочного электрода
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.
https://youtube.com/watch?v=cXTsYiyrEAM
Аргонная сварка латуни
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
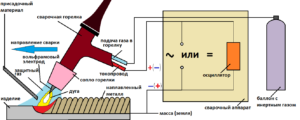 Сварка латуни аргоном — схема процесса
Сварка латуни аргоном — схема процесса
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.










Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:
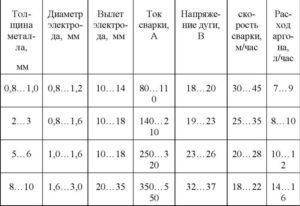 Ориентировочные режимы сварки латуни
Ориентировочные режимы сварки латуни
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.

При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Способы сварки в домашних условиях
Существует несколько методов сварки латуни, однако, сама технология проведения работы почти не меняется. Существует пара общих правил:
- скорость сварки должна быть высокой (от 15 см/мин);
- нельзя исполнять потолочную сварку (латунь отличается высокой текучестью).
В основном выбор технологии сварки находится в зависимости от тех характеристик, которые хотят придать готовому изделию.
Аргоновая
Наиболее эффективным способом соединения латунных листов является аргоновая сварка. Её целесообразно использовать, если толщина свариваемых деталей не менее 5 мм. Работа выполняется в защите аргоновым газом.
Присадочную проволоку выбирают в зависимости от того, какие требования выдвигаются готовому изделию. Например, присадки марок ЛОК и ЛО повысят устойчивость шва к коррозии.
Электродуговая
Чаще всего в домашних условиях используют электродуговую сварку. Однако здесь есть несколько особенностей, которые обязательно нужно соблюдать.
Сварку проводят короткой дугой с применением постоянного тока обратной полярности. Это позволит снизить выгорание цинка. Специалисты советуют использовать соотношения, указанные в таблице.
| Толщина заготовки (мм) | Сила тока (А) |
| до 3 | 180-200 |
| 3-5 | 240-270 |
| 5-10 | 400-450 |
| 10-16 | 500-550 |
После завершения процесса сварки обязательно проводят проковку сварочного шва. Для большей однородности химического состава проводится отжиг металла.
Газовая
Газовая сварка применяется в том случае, если описанные выше способы не приносят должного результата.
Испарение цинка можно сократить, если при работе пользоваться флюсом БМ-1 или в качестве присадочного материала использовать проволоку, содержащую бор.
Сварка латуни с металлами и сплавами
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.

Разновидности дуговой сварки
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Варим в аргоне алюминий
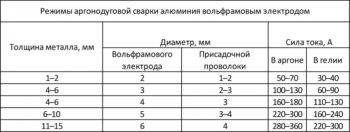 Режимы сварки алюминия аргоном.
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.

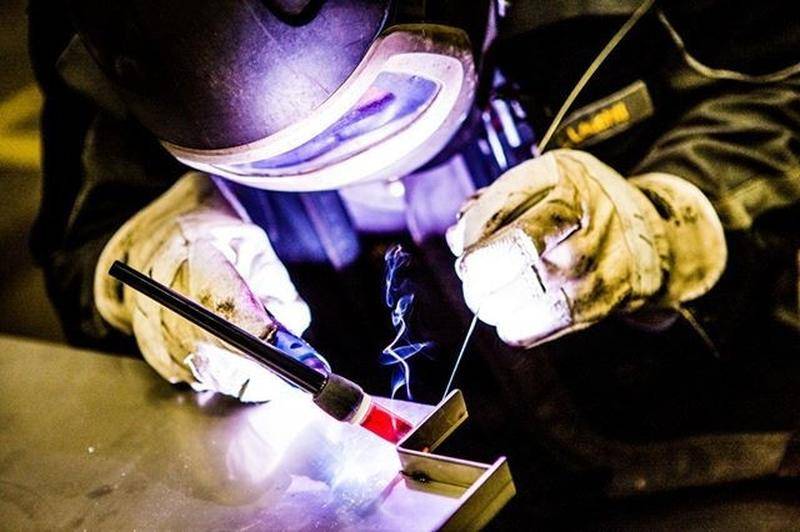







 Механизированная и ручная сварка.
Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.

Электродуговой метод
Сварку латуни можно выполнять и с помощью электродугового способа. Она производится при помощи стержня марки ЛК 80-3. Процесс сварки выполняется с помощью постоянного тока обратной полярности. Для снижения вероятности возгорания цинка используется короткая дуга.
Перед сваркой деталей требуется предварительный разогрев заготовок до температуры 300 градусов. Еще одним важным подготовительным этапом является проковка сварочного шва. Сварка латуни, содержание меди в которой невысоко, выполняется так, чтобы детали были в горячем виде. Поэтому предварительно нуждается в отжиге. Это позволит изменить структуру шва, снизив ее зернистость, что позволит сделать соединение крепким и долговечным.

Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94.25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
| Марка латуни, присадки и флюса (слева направо) | Толщина металла, мм | Прочность сварного соединения, МПа | Прочность шва металла, МПа | Прочность угла загиба, град |
| Л62; ЛКБО 62-0,2-0,04-0,5; нет | 10 | 355.9 | 409.9 | 180 |
| Л62; ЛК 62-0,5; Бура (Na2B4O7) — 100% | 1,0 – 10 | 388.3 | 423.6 | 180 |
| Л62; Л62; Бура (Na2B4O7) — 50% и борная кислота H3BO3 — 50% | 3 – 6 | 332.4 | — | 180 |
| Л62; Л62; БМ1 | 3 – 4 | 313.8 | 343.2 | 180 |
| Л62; ЛОК 62-04-05; нет | 4 | 313.8 | 372.6 | 180 |
| ЛО 62-1; ЛОК 59-1-03; БМ1 | 4 | 411.9 | 402.1 | 180 |
| ЛЖМц 59-1-1; ЛК 62-05 | 40 | 383.4 | 416.8 | 180 |
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели
Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Технология
Технология сварки алюминия аргоном требует соблюдения определённой последовательности действий. При отклонении от заданного рабочего процесса соединения могут получиться некачественными. Сварщики выделяют 4 ключевых этапа аргоновой сварки.
Подготовка
Перед тем как включать оборудование, зажигать дугу следует подготовить рабочую поверхность. Для этого необходимо очистить ее от грязи, ржавчины, декоративного покрытия. Грубые слои счищаются болгаркой или наждачной бумагой. Поверхность обезжиривается растворителем. Оксидную плёнку можно убрать напильником.

Зачистка болгаркой
Как настроить оборудование?
До начала работы нужно настроить аппарат для сварки алюминия. Сначала необходимо подключить аппарат к баллону с защитным газом. Далее сварщику выставляет подачу аргона. Для этого используется вентиль и манометр, закреплённый на баллоне. Если работа проводится в помещении, устанавливается расход до 8 литров.
Поджог дуги
Чтобы дуга зажглась быстрее, следует заточить вольфрамовый стержень. Для его зажигания используется высокочастотный осциллятор. Нельзя касаться вольфрамовым электродом заготовки. Если используется присадочная проволока, она не должна соприкасаться с вольфрамом. Проведение работ следует начинать после зажигания дуги и выставления потока защитного газа.
Сварочная ванна
После того как дуга зажглась, нельзя сразу же начинать создавать шов. Нужно выждать определённый промежуток времени, в течение которого образуется сварочная ванна. Когда появились пятна расплавленного металла, можно начинать формирование шва. Металл нельзя перегревать
Важно учитывать толщину заготовки. Чем меньше этот показатель, тем меньше нужно выжидать времени при формировании сварочной ванны








Сварка алюминия аргоном подразумевает использование определённого аппарата и газа. Он помогает защитить рабочую поверхность от образования оксидной плёнки. Если её не убрать, качество шва будет хуже. При серьёзных нагрузках соединение разрушится
Важно учитывать особенности сваривания сплава, соблюдать последовательность действий
Способы сварки в домашних условиях
Существует несколько методов сварки латуни, однако, сама технология проведения работы почти не меняется. Существует пара общих правил:
- скорость сварки должна быть высокой (от 15 см/мин);
- нельзя исполнять потолочную сварку (латунь отличается высокой текучестью).
В основном выбор технологии сварки находится в зависимости от тех характеристик, которые хотят придать готовому изделию.
Аргоновая
Наиболее эффективным способом соединения латунных листов является аргоновая сварка. Её целесообразно использовать, если толщина свариваемых деталей не менее 5 мм. Работа выполняется в защите аргоновым газом.
Присадочную проволоку выбирают в зависимости от того, какие требования выдвигаются готовому изделию. Например, присадки марок ЛОК и ЛО повысят устойчивость шва к коррозии.
Электродуговая
Чаще всего в домашних условиях используют электродуговую сварку. Однако здесь есть несколько особенностей, которые обязательно нужно соблюдать.
Сварку проводят короткой дугой с применением постоянного тока обратной полярности. Это позволит снизить выгорание цинка. Специалисты советуют использовать соотношения, указанные в таблице.
| Толщина заготовки (мм) | Сила тока (А) |
| до 3 | 180-200 |
| 3-5 | 240-270 |
| 5-10 | 400-450 |
| 10-16 | 500-550 |
После завершения процесса сварки обязательно проводят проковку сварочного шва. Для большей однородности химического состава проводится отжиг металла.
Газовая
Газовая сварка применяется в том случае, если описанные выше способы не приносят должного результата.
Испарение цинка можно сократить, если при работе пользоваться флюсом БМ-1 или в качестве присадочного материала использовать проволоку, содержащую бор.