

Марки электродов для сварки меди и состав защитных покрытий для них
Для дуговой сварки меди применяют покрытые электроды. Распространённые марки электродов и состав защитных покрытий для них представлен в таблице: Компоненты покрытия
| № состава и марка электродов | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| К-100 | ЗТ | Комсо- молец | ММ3-2 | — | — | ОЗЧ-1 | ОЗМ-1 | ММ3-1 | ||
| 1-ый слой | 2-ой слой | |||||||||
| Плавиковый шпат | 10 | 32 | 10 | 30 | 82 | 12,5 | 7,5 | 12,5 | 30 | 32 |
| Полевой шпат | 12 | — | 12 | 14 | — | — | — | 15 | 20 | — |
| Железный порошок | — | — | — | — | — | — | 50 | — | — | — |
| Гранит | — | — | — | — | — | 15 | — | — | — | — |
| Кремнистая медь | 20 | — | — | — | — | — | — | 25 | — | — |
| Ферротитан | — | — | — | — | — | — | 6 | — | — | — |
| Диоксид титана | — | — | — | — | 8 | — | — | — | — | — |
| Ферромарганец | 38 | — | 50 | — | — | 47,5 | 2,5 | 47,5 | — | — |
| Марганцевая руда | — | 17,5 | — | — | — | — | — | — | 5 | 17,5 |
| Серебристый графит | — | 16 | — | 8 | — | — | — | — | — | 16 |
| Ферросилиций (Si=45%) | — | 32 | 8 | — | — | 25 | 2,4 | — | — | 32 |
| Алюминий (порошок) | — | 2,5 | — | — | — | — | — | — | — | 2,5 |
| Кварц | — | — | — | — | — | — | 4,5 | — | — | — |
| Мрамор | — | — | — | — | 10 | — | 27 | — | — | — |
| Поташ | — | — | — | 5 | — | — | — | — | — | — |
| Симанал* | — | — | — | 43 | — | — | — | — | 20 | — |
| Криолит | — | — | — | — | — | — | — | — | — | — |
| Сумма, % | 80 | 100 | 80 | 100 | 100 | 100 | 100 | 100 | 75 | 100 |
| Жидкое стекло, % | 20 | замес | 20 | замес | замес | замес | замес | замес | 25 | замес |
| Примечания. Состав покрытия №3 является модификацией основного покрытия №1 для электрода К-100, применяемый в случаях, когда отсутствует кремнистая бронза. *Симанал является раскислителем, он содержит 27-30%Al, 31-35%Si, до 0,2%C, до 0,5%Р |
Особенности применения электродов различных марок для сварки меди
При выборе электрода для сварки меди, стоит учесть особенности той или иной марки, указанной в таблице. Электроды № 1,2,3,4 и 6 с медным стержнем в 3-4 раза снижают тепло- и электропроводность металла сварного шва. И если от сварного соединения требуются высокие значения тепло- и электропроводности, то такие электроды применять не следует.
Электроды №5 изначально разработаны для сварки стали. Но они обеспечивают неплохое качество при дуговой сварке меди электродами с медным стержнем марки М1, М2 или М3.
Электроды №6 разработаны для сварки меди большой толщины (свыше 20мм) медными электродами.
Электроды №7 с медными стержнями выпускаются для сварки чугуна. Но они показывают хорошие результаты и при сварке средних толщин меди, обеспечивая хорошую прочность и плотность сварного шва. Однако их не используют для конструкций из меди, в которых требуется высокая тепло- и электропроводность.
Электрод №8 (ОЗМ-1) имеет одинаковый химический состав с электродом №1 (К-100) и лишь пересчитан по процентное содержание компонентов, исключая жидкое стекло.
Электрод №9 (ММЗ-1) имеет сложное, двухслойное покрытие. Но практические результаты показали, что никаких преимуществ он не даёт. Вместо него лучше использовать элетрод №4 (ММЗ-2), которые дешевле, обеспечивает лучшие результаты и пригоден для сварки меди на переменном токе.
Для сварки медных изделий, к конструкциям которых предъявляются высокие требования по тепло- и электропроводности, лучше всего применять угольные электроды.
Особенности сварки меди
Как мы писали выше, существуют некоторые особенности сварки меди и ее сплавов, из-за которых процесс соединения металлов существенно усложняется
Давайте перечислим основные нюансы, на которые нужно обратить внимание
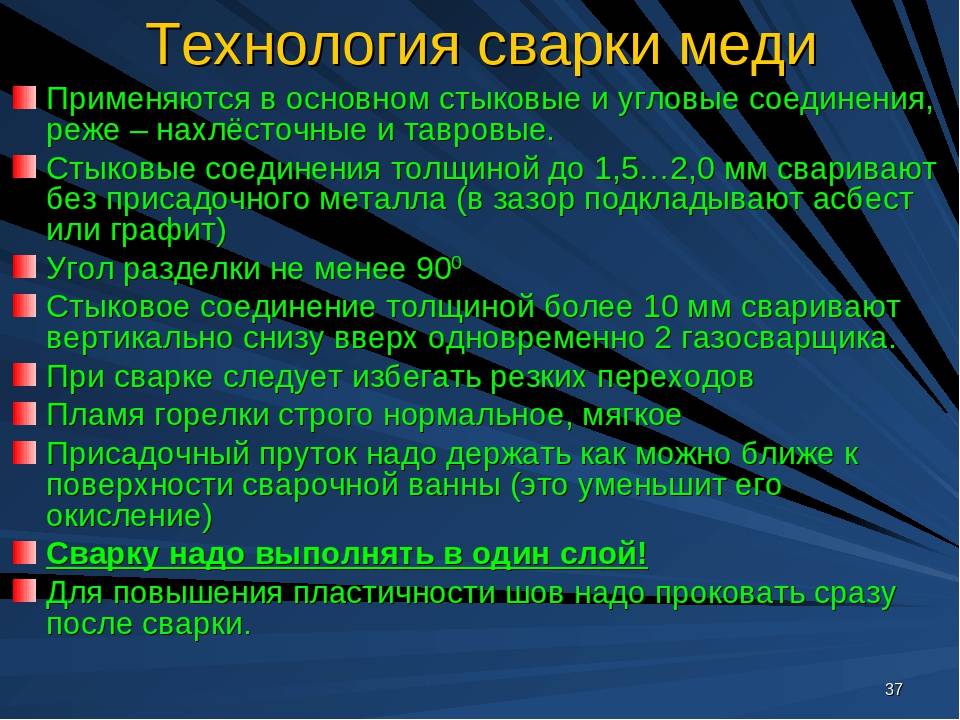
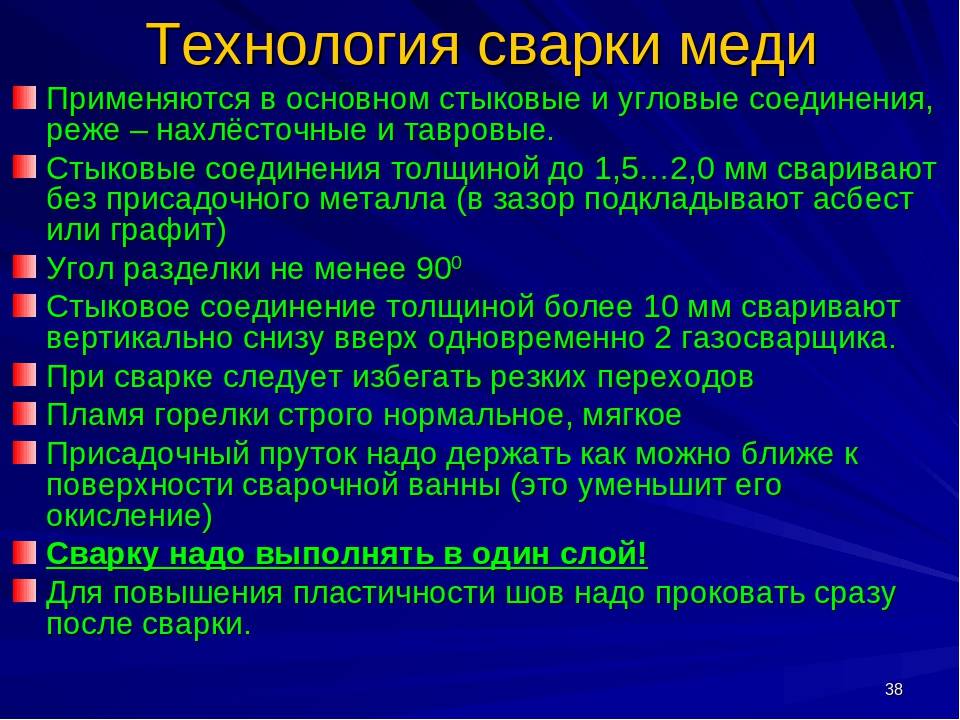
Во-первых, у меди очень высокая теплопроводность, а это значит, что в работе вам необходимо использовать дугу, способную выдавать большую тепловую мощность, и симметрично выводящую тепло из сварочной зоны. Также из-за этой особенности не получится использовать любые виды швов. Мы рекомендуем применять для сварки медных деталей стыковые соединения.
Во-вторых, медь при плавлении начинает быстро стекать, из-за этого крайне сложно сделать потолочные и вертикальные швы, поскольку металл при малейшем перегреве стремительно стекает вниз. Чтобы избежать этой проблемы сварочная ванна должна быть минимального размера, и расплавленный металл должен быстро охлаждаться.

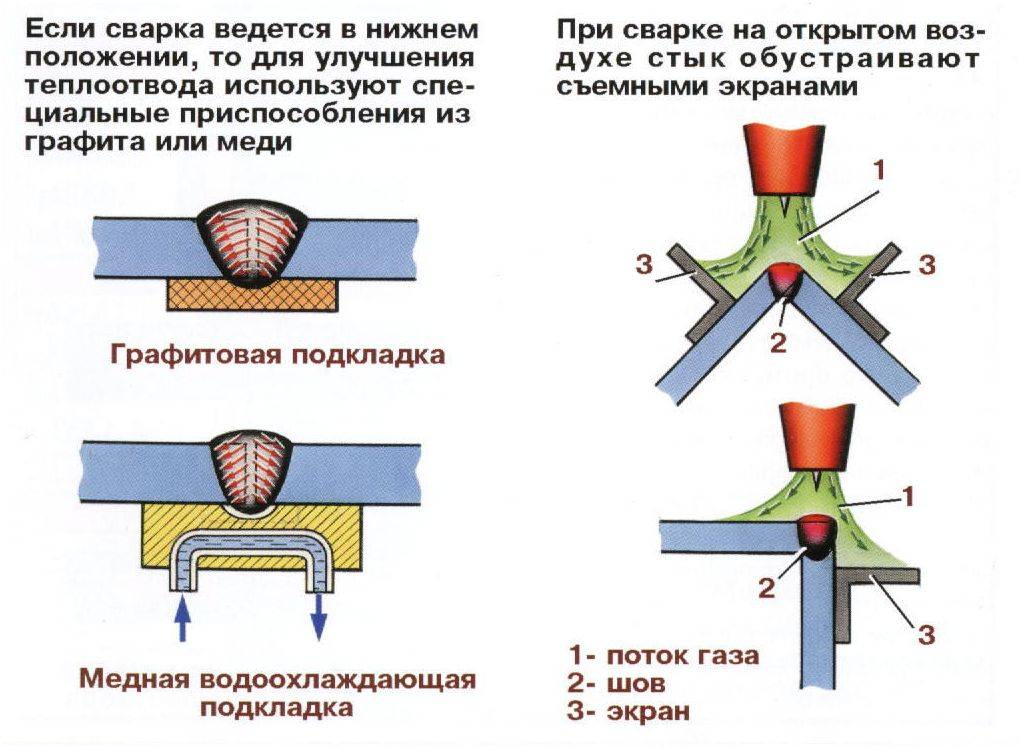
В-третьих, при сварке меди с использованием стыковых швов и в нижнем положении нужно обязательно использовать графитовые, асбестовые подкладки или флюсовые подушки. Это необходимо, чтобы избежать прожогов металла.
В-четвертых, находясь в расплавленном состоянии медь активно поглощает кислород и водород. Это приводит к образованию горячих трещин и в шве образовываются пор. Все это ухудшает качество шва, страдает надежность и эстетическая составляющая. Чтобы этого избежать необходима тщательная защита сварочной зоны. С этой проблемой справляется газ.
В-пятых, медь крайне склонна к окислению, при этом окисная пленка очень тугоплавкая и от нее трудно избавиться. Эта проблема решается применением присадочной проволоки, содержащей в своем составе фосфор, марганец и кремний.
И, наконец, последнее, что вам нужно знать. Медь отличается от других металлов большим коэффициентом линейного расширения. Это значит, что металла легко деформируется, и особенно подвержен образованию горячих трещин. Эту проблему можно решить относительно просто: деталь нужно предварительно прогреть в печи или с помощью горелки до температуры 300 градусов по Цельсию.
Несмотря на все сложности, сварка меди в домашних условиях возможна. Но для начала металл нужно как следует подготовить, об этом мы расскажем далее.
Скрепление с помощью дуговой сварки
Чтобы получить качественные швы, на производстве и в домашних условиях довольно часто используется электросварка. Работы выполняются при помощи угольных, несгораемых вольфрамовых и молибденовых, медных или бронзовых электродов. Для защиты от образования закиси меди применяют специальный флюс или покрытие, которые под воздействием высокой температуры образуют защитную атмосферу.
Общие особенности выполнения работ:
Сварка медных изделий требует большей силы тока, чем при работе со сталью.
- применяют силу тока большую, чем при работе со сталью;
- предварительно проводят зачистку кромок до металлического блеска или протравку их азотной кислотой с дальнейшим промыванием с помощью воды;
- детали соединяют плотно, чтобы не образовывались зазоры;
- края раскрывают на 90 ° ;
- края листов, толщина которых составляет от 1 до 3 мм, отбортовывают, присадочная проволока не применяется;
- при толщине больше 6 мм детали перед свариванием нагревают до 300-400 ° С;
- после работы швы и переходные зоны проковывают, причем металл до 6 мм проковывают холодным, толще – при нагреве до 200-300 ° С, выше нагревать нельзя, так как металл становится хрупким;
- затем детали отжигают, нагревая до 550-600 ° С, а затем быстро охлаждая в холодной воде.
Применение угольных электродов
Режим работы:
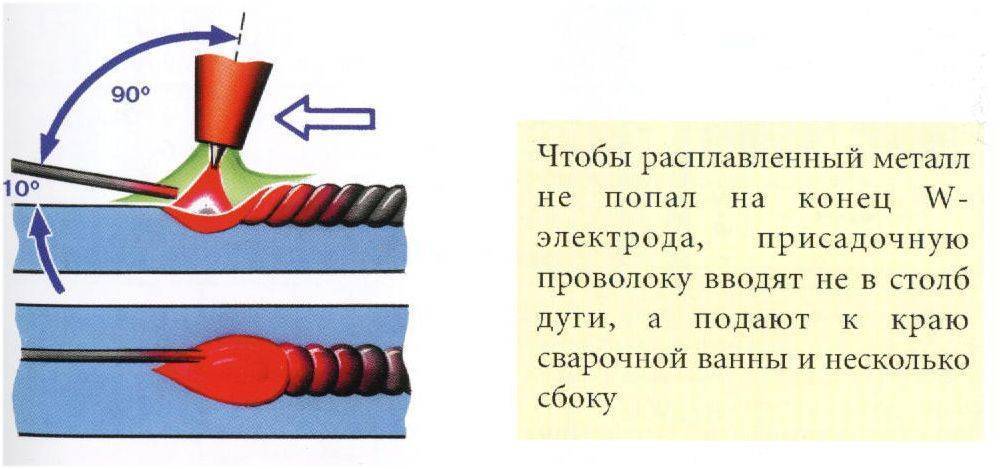
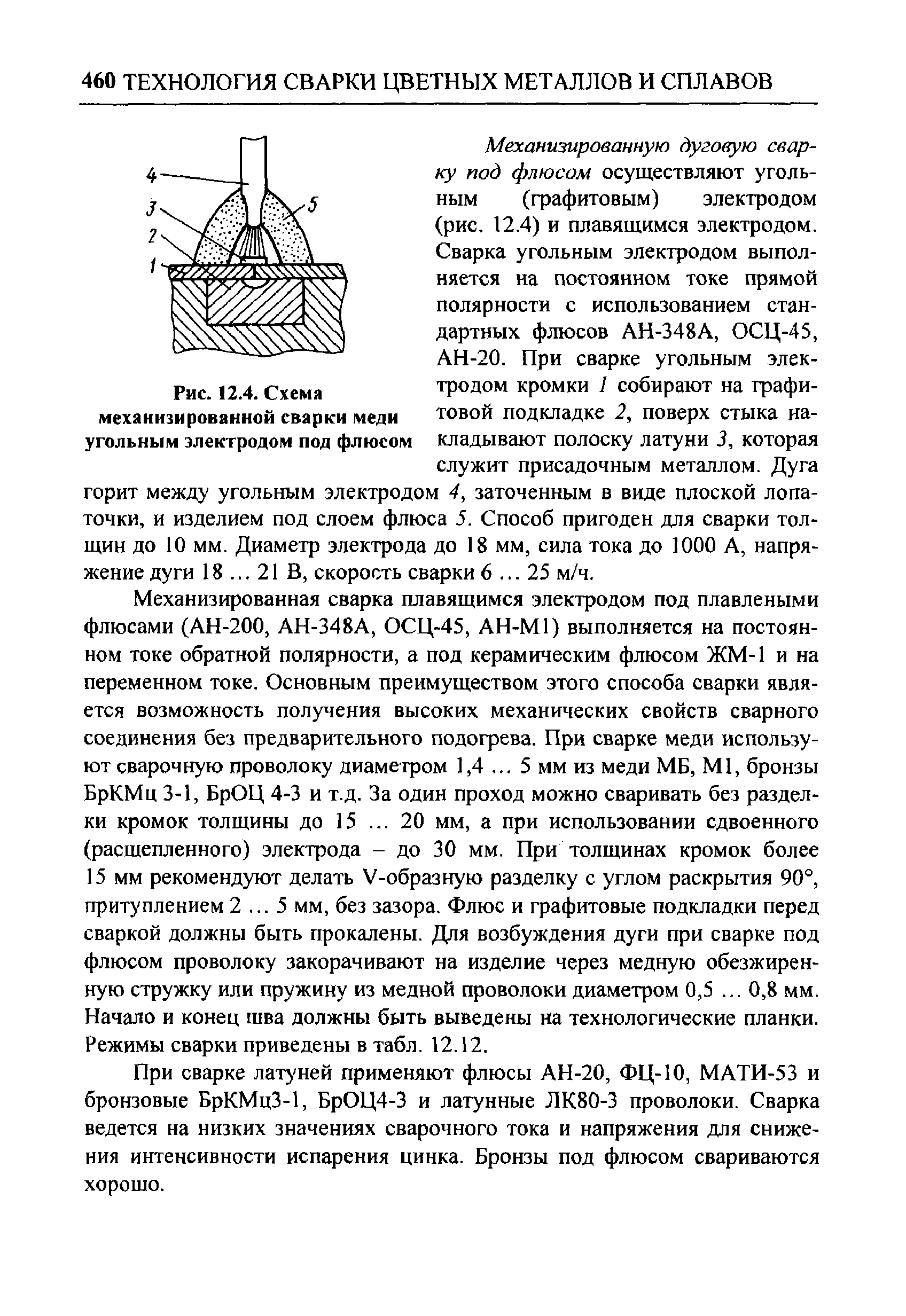
Применяют постоянный ток прямой полярности, напряжение которого 40-55 В, дуга при варке должна составлять 10-15 мм. Сварку проводят без задержек максимально быстро, с применением проволоки из чистой (электролитической) меди или бронзы, содержащей примесь фосфора. Наклон электрода должен составлять 70-80 ° , прутка – 30 ° . Присадку нельзя опускать в сварочную ванну, ее надо держать между электродами и деталями, чтобы расплавленная медь скапывала в шов.
Состав защитных флюсов
Использование электродов из металла
Электроды для сварки используются из меди или бронзы.
Для сварки меди и ее сплавов применяются электроды, изготовленные из меди или бронзы, на которые нанесено покрытие из раскислителя.
Чтобы обратная сторона шва формировалась лучше, выполняется сварка на медной подкладке. Толщина листов при данном методе должна составлять не больше 4 мм. Нужно также внимательно следить, чтобы расстояние между подкладкой и деталями составляло не больше половины миллиметра.

Легче варить детали, насыпая под шов в канавку подкладки тот же раскислитель, из которого сделано покрытие электродов.
Режим работы
При варке применяют такие же флюсы, как и при варке электродуговым методом. Флюс № 4 используют с проволокой, которая не содержит раскислителей.
Более передовой метод – использование при газовой сварке газообразного флюса БМ-1. Наконечник горелки при этом берут на номер больше, чтобы не снижать нагрев и скорость варки.
Технология сварки меди и ее сплавов: бронзы, латуни – значительно упрощается с применением специально разработанного аппарата КГФ-2-66, который обеспечивает засасывание порошкообразного флюса ацетиленом и подачу его прямо в пламя горелки.
После соединения, как и при электродуговой сварке, шов при необходимости подвергают проковке и отжигают.
Если технология сварки полностью соблюдена, то в результате получают швы самого высокого качества, которые обеспечат надежное использование изделия на весь период эксплуатации.
Сварка цветных металлов значительно отличается от сварки сталей. Цветные материалы, как правило, имеют более высокую теплопроводность, в расплавленном состоянии активно реагируют с газами, содержащимися в атмосферном воздухе.
Чтобы исключить негативные последствия, приходится более тщательно готовить изделие к сварке, подбирать и правильно выполнять сам процесс получения неразъемного соединения.
Оборудование техника и технология электросварки цветных металлов достаточно специфичны и во многом зависят от их физико-механических свойств.
Техническая часть сварочных работ
Отличительные особенности
Первое, что следовало бы подчеркнуть при рассмотрении процедуры сварки меди, — это зависимость хода работ от сплава. В действительности используется медь далеко не в чистом виде. На практике приходится дело иметь с различными примесями и сплавами. Чем чище медь, тем легче проводить подобные работы. Однако количество металла в примеси является не самым главным определяющим нюансом. Основные особенности и сложности, возникающие при ведении сварочных работ, должен знать каждый мастер.
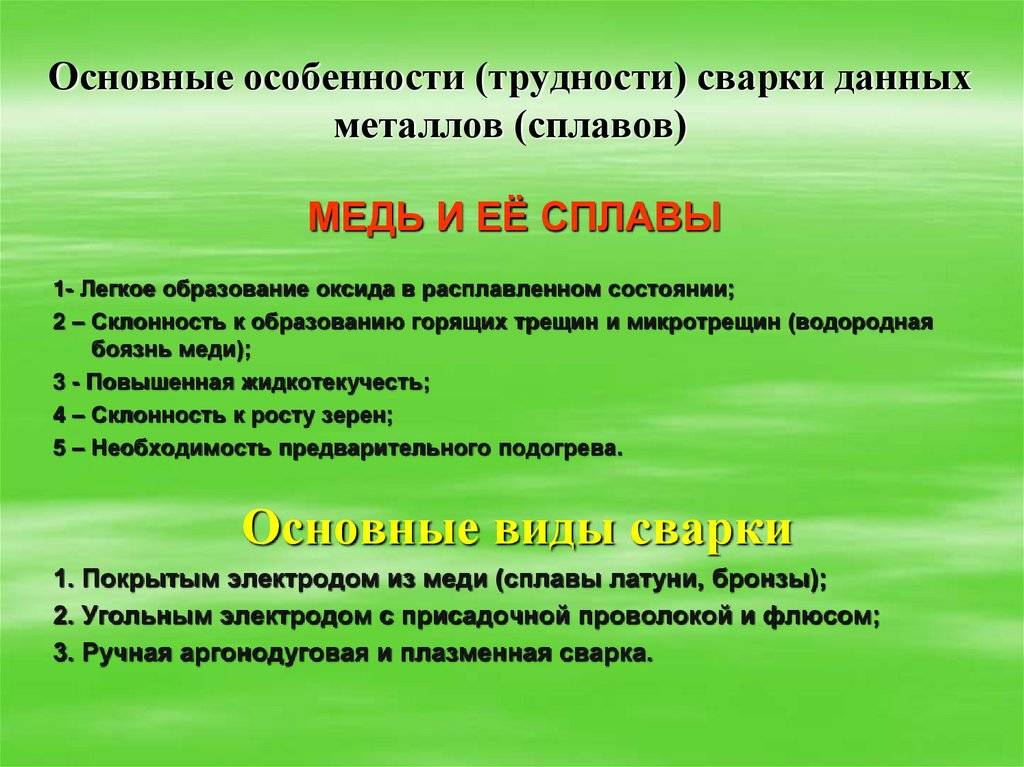
- Медь, являясь представителем цветных металлов, быстро окисляется. В результате химической реакции с кислородом на поверхности металла образуется пленка – окисел. Она достаточно жаропрочная, поэтому существенно препятствует свариванию. На подготовительном этапе следует в обязательном порядке избавиться от этой пленки.
- Следует учитывать коэффициент теплового расширения. Медь в процессе нагревания расширяется достаточно сильно. При охлаждении происходит обратный процесс. Если формированию шва это никак не препятствует, то после его застывания будут наблюдаться разрывы и трещины.
- Жидкий металл поглощает кислород и водород. Закись меди имеет другую температуру плавления, нежели чистый металл, что существенно осложняет работу. Водород, вступая в реакцию с кислородом, образует внутри жидкого металла пузырьки с водяным паром. После сварки в зоне шва наблюдаются трещины, а сам металл становится пористым.
- Изменение температуры в широких диапазонах за малые промежутки времени приводит к реструктуризации кристаллов. Мелкозернистая структура превращается в крупнозернистую. Такие изменения приводят к повышению хрупкости меди в зоне шва.
- Внутренние дефекты свариваемых деталей возникают при плавлении и кристаллизации. Благодаря высокому коэффициенту теплопроводности, медь быстро плавится и после этого сразу же кристаллизуется.
- Показатель текучести данного металла в несколько раз превышает показатель для стали. При работе с толстыми заготовками приходится нагревать материал до высоких температур. В таком случае проплавка кромки практически невозможна. Именно с проблемой текучести при сварке меди применяют двустороннюю технологию. Следует помнить, что сложны вертикальные и потолочные работы.
- Такие свойства меди, как прочность и пластичность, зависят от температуры. Если температура металла находится в пределах 200°C градусов, то эти параметры достаточно высокие. Но при дальнейшем нагревании металла происходит их резкое снижение. Для меди температура в 550°C градусов является критической, так как пластичность практически исчезает. Это еще один фактор, который способствует появлению трещин в зоне ведения сварки.

Еще раз отметим, что чистую медь легче сваривать, чем медь с различными примесями. Также неприхотлива и раскисленная медь. Это металл с низким содержанием кислорода.
Но, к сожалению, на практике подобные материалы встречаются редко, поэтому для качественной сварки приходится применять флюсы, присадки, а работу вести в среде защитного газа. В качестве присадок используются такие раскислители, как марганец, кремний, алюминий. Имея в наличии электроды, стержни которых содержат перечисленные элементы, можно медь варить в режиме ручной дуговой сварки (MMA).
Свойства меди и её сплавов
Медь используют в различных отраслях промышленности, поскольку при относительной дешевизне она обладает рядом уникальных свойств. Высокая электропроводность делает возможным использование этого материала в электронике, энергетике и электротехнике. Стойкость к агрессивным средам позволяет пользоваться этим металлом в химической промышленности, а теплопроводность при создании теплообменных конструкций. В бытовой сфере используются медные провода, трубы, радиаторы и сантехнические приборы. Все эти области применения требуют способов надёжной сварки меди для соединения деталей в единое целое.
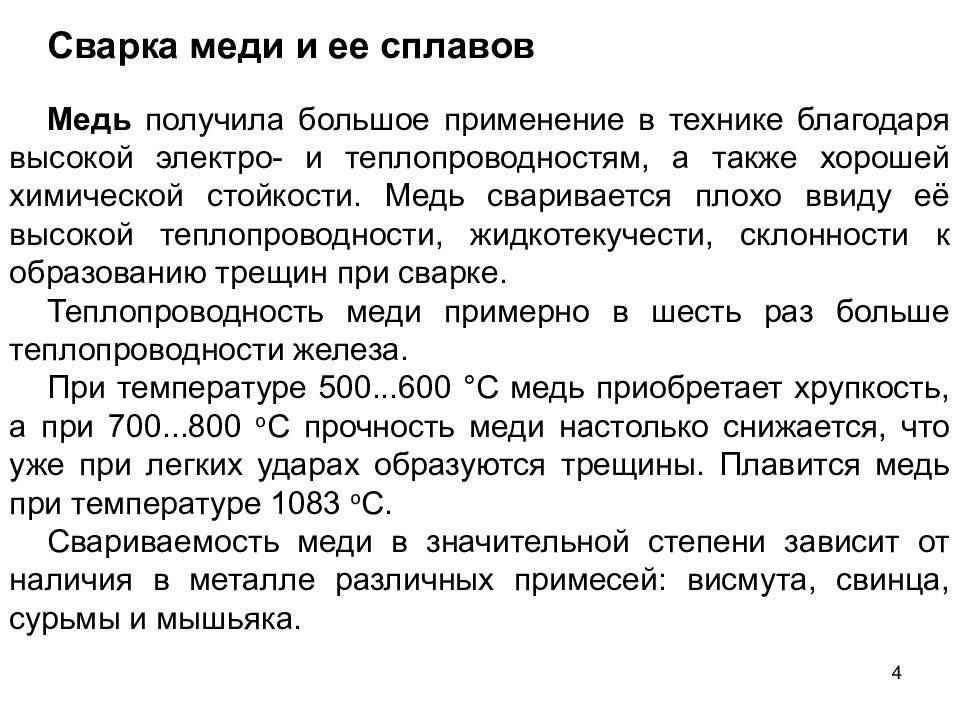
Чистота технической меди маркируется определённым образом, если примесей менее 0,05%, то она имеет обозначение М0. В случае содержания примесей от 0,05 до 0,1% металл имеет маркировку М1, если менее 0,3%, то М2, М3 – не более 0,5%, а менее1% − М4. Температура плавления меди равна 1083оС, плавление латуни и бронзы происходит при 950оС. Высокая теплопроводность этих материалов при температурном воздействии приводит к растрескиванию шва при остывании, а наличие некоторых примесей к повышенной пористости, что влияет на прочность соединения.
Чтобы понять особенности сварки меди, необходимо рассмотреть виды материалов на основе этого цветного металла, которые используются в промышленности, а именно:
- катодная медь марок М00к, М0к и М1к с хорошей свариваемостью;
- раскисленная медь М1р, М2р и М3р, показатели сварки хорошие;
- рафинированная медь М2 и М3 при сварке нуждается в подогреве;
- литейная оловянная бронза, сплав меди и олова, а также легирующих элементов, сваривается удовлетворительно, хорошо или плохо в зависимости от сорта материала;
- литейная безоловянистая бронза, сваривается хорошо или удовлетворительно;
- деформируемая бронза, в зависимости от марки сваривается плохо или удовлетворительно;
- деформируемая латунь, сплав меди и цинка, при сварке нуждается в подогреве заготовок;
- медно-никелевый сплав соединяется методом MIG аргонодуговой сваркой.
Важно помнить, что большинство сортов меди и сплавов на её основе перед работой нуждаются в тщательной очистке и подогреве до определённых температур в зависимости от марки материала.
Чтобы избежать температурных деформаций тонколистовые детали часто сваривают с использованием лазерного метода, импульсные характеристики которого наилучшим образом подходят для сварки меди и сплавов различного назначения. Кроме того, при значительной толщине деталей прибегают к разделке торцов заготовок V или Х-образным способом и к двустороннему соединению с подкладками в несколько проходов с последующей обработкой швов.
Что такое припой?
Припой – это незапятнанный сплав либо термопластичный сплав из нескольких компонент. Предназначается для соединения медных деталей в общую целостную сеть.
Под действием больших температур припой плавится, распространяется по зоне обработки и герметизирует поверхность. Опосля окончательного остывания на трубном материале появляется крепкий, ровненький шов без погрешностей
Разработка стыковки 2-ух фрагментов, проведенная по такому принципу, именуется пайкой.
Посреди главных плюсов методики стоит выделить:
- соединение без деформации;
- сохранение начальной формы обрабатываемых деталей;
- отсутствие всякого внутреннего напряжения;
- хорошая крепкость и высочайший уровень плотности сделанного шва;
- устойчивость скрепленной области к различным температурным режимам, включая интенсивное прогревание;
- обычное разъединение шовных участков в случае появления потребности поменять формат системы.
Проводят пайку особым оборудованием – паяльничком, газовой горелкой либо паяльной лампой. Конкретно перед работой зону кропотливо зачищают от поверхностных изъянов и технических масел, и лишь позже приступают работе.
Процесс соединения трубных фрагментов осуществляется просто и стремительно, но просит неотклонимого соблюдения правил простой сохранности. Во избежание заморочек и получения травм, на руки необходимо надеть плотные рабочие перчатки, лицо и глаза закрыть особыми очками либо маской, а одежку защитить плотным фартуком. Это убережет мастера от потенциально вероятных злосчастных случаев.



Для пайки в бытовых критериях почаще всего употребляют паяльничек. Горелку либо лампу используют там, где мощностных способностей паяльничка не хватает либо требуется соединить детали большенный толщины и впечатляющей массы
«Аврора 180» – полуавтомат инверторный. Сварка алюминий-медь при помощи данного аппарата.
Аппарат «Аврора 180» предназначается для дуговой, механизированной сварки посредством электрического, плавящегося электрода (либо проволоки) в среде активного или инертного защитного газа. При этом присадочная проволока подается автоматически. Выполнен полуавтомат по самым современным инверторным технологиям. Данный сварочный аппарат характеризуется надёжной, стабильной и крайне эффективной работой, при сварке он выдает низкий уровень шума. Применять «Аврору 180» можно для сваривания:
- нержавеющей и углеродистой сталей,
- всевозможных стальных сплавов,
- алюминия и меди,
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
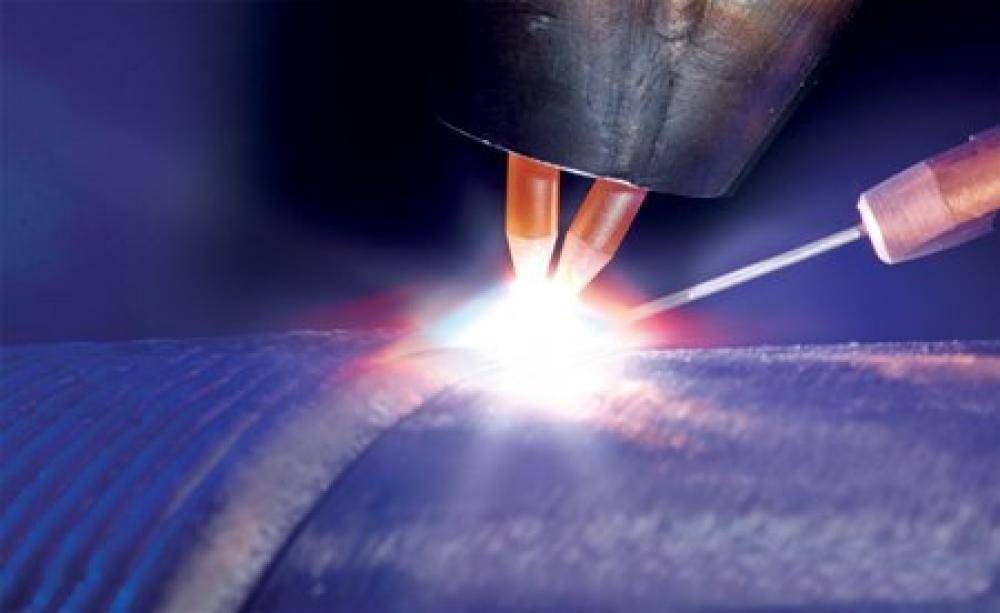
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
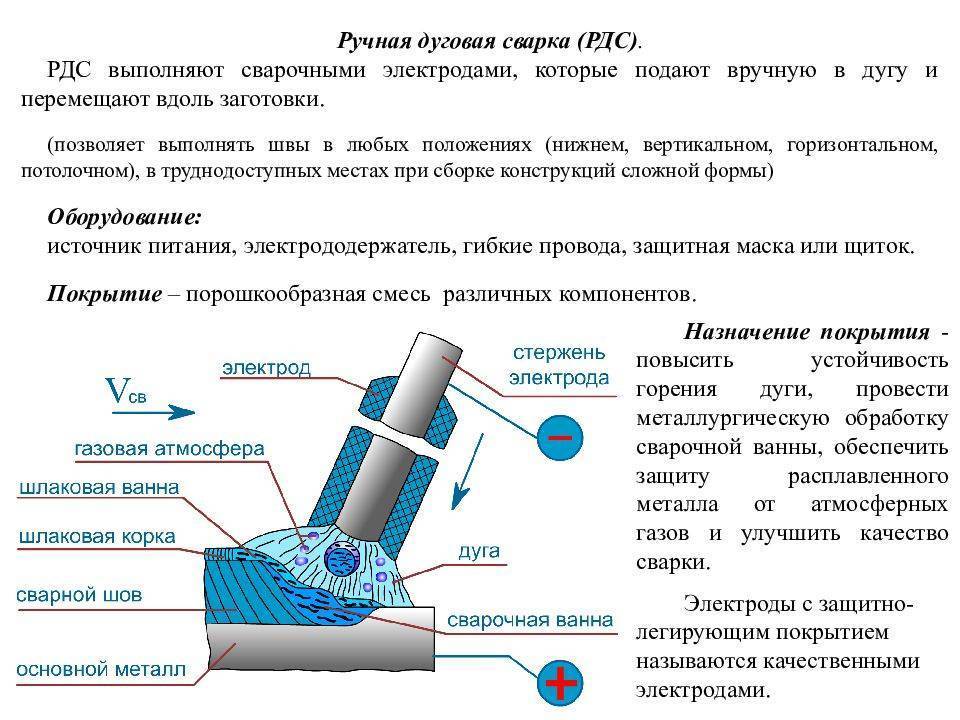
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.


Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Свариваемость меди и её сплавов
Необходимо понимать, что сварка меди и её сплавов требует знания некоторых особенностей материала и условий его свариваемости. Наличие примесей свинца, серы и фосфора негативно сказывается на качестве соединения, поскольку приводит к возникновению пор и трещин в теле шва.
Чтобы избежать отрицательных результатов окисляющего воздействия кислорода, часто используют сварочные автоматы, где сварка ведётся под слоем флюса. С целью устранения последствий температурных деформаций в зоне сварного соединения на производстве используют дорогостоящую сварку лазером, при которой негативное воздействие на шов практически исключается.
В бытовых условиях, прежде чем начинать сварку своими руками, необходимо выбрать метод работ, подготовить нужное оборудование и расходные материалы, а главное, уяснить какие факторы влияют на свариваемость меди и сплавов. По своим свойствам медь несколько отличается от стали, поэтому на качество сварочного процесса влияют несколько иные обстоятельства, а именно:
- высокое линейное расширение при нагреве, и сжатие при остывании приводит к деформации заготовок и возникновению трещин в зоне сплавления;
- окисная плёнка на поверхности материалов имеет большую температуру плавления, а при нагревании медь окисляется ещё более интенсивно;
- в зоне расплава происходит активное поглощение газов, что приводит к возникновению пор и неоднородностей при остывании;
- высокая теплопроводность требует более интенсивного нагрева, а поскольку тепло отводится быстро, то сформирование качественного шва требует навыка;
- резкие перепады температур при несоблюдении технологии работ, ведут к повышению зернистости и повышению хрупкости шва;
- высокая текучесть расплавленного материала требует применения подкладок и затрудняет формирование вертикальных и потолочных швов;
- с повышением температуры до 300−550оС пластичность меди, в отличие от стальных элементов, понижается, что необходимо учитывать при фиксации заготовок;
- сварка латунных деталей может привести к испарению цинка и образованию ядовитого оксида, поэтому работу необходимо проводить под вытяжкой или в хорошо проветриваемом помещении.
https://youtube.com/watch?v=aGtk5uepP5o
Добиться надлежащего качества сварки возможно с помощью технологических приёмов и использования методов работы, которые позволяют учесть особенности соединения медных деталей.
Важно знать, что соединение меди с углеродом может привести к возникновению взрывчатой смеси, поэтому сварочные работы необходимо производить покрытыми электродами с соответствующим флюсом или в среде защитных газов высокого качества очистки.





