

Ручная дуговая сварка

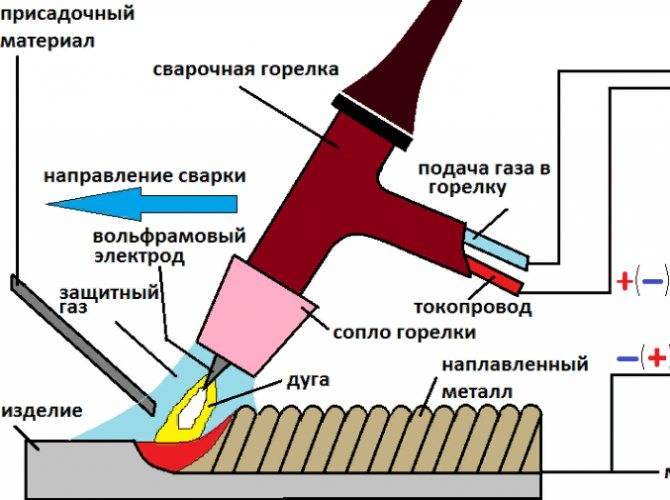
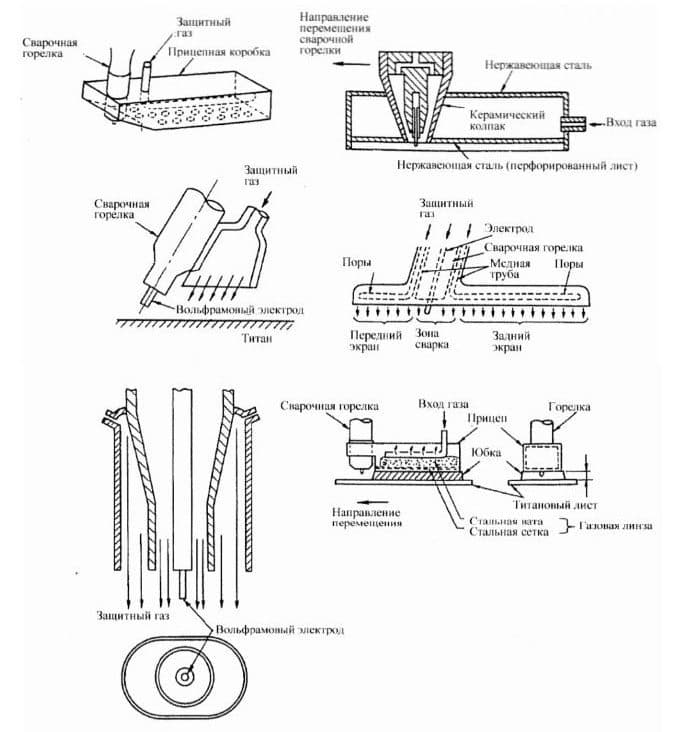
В процессе задействуется вольфрамовый электрод с подключением источника постоянного тока. Защите подвергается зона вокруг шва, корень шва и ближние затронутые термическим воздействием зоны. Изоляция обеспечивается козырьками, насадками и термически стойкими пористыми материалами, в которые подается газ. Подкладки желательно применять из меди или стали. Если производится обработка трубы, то газ пускается прямо в дуло. Что касается оптимального режима, то для 2-миллиметрового электрода сила тока может составлять порядка 90 А. Это начальный уровень для работы с заготовками толщиной 4-5 мм. Конкретные величины могут изменяться и в зависимости от того, каким образом легировался титан. Сварка титана выполняется на короткой дуге без колебательных манипуляций. Электрод наклоняется противоположно направлению его движения – то есть вперед углом. Резко завершать операцию нельзя. В целях предотвращения образования окислов все защитные приспособления остаются на прежних местах даже после отключения электродов.
Технология и особенности сварки титана аргоном
Сварка титана является сложной задачей, так как для его расплавления требуется очень высокая температура. Однако при сильном нагреве этот металл становится химически очень активным к входящим в состав воздуха газам.
Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
- ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин. На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
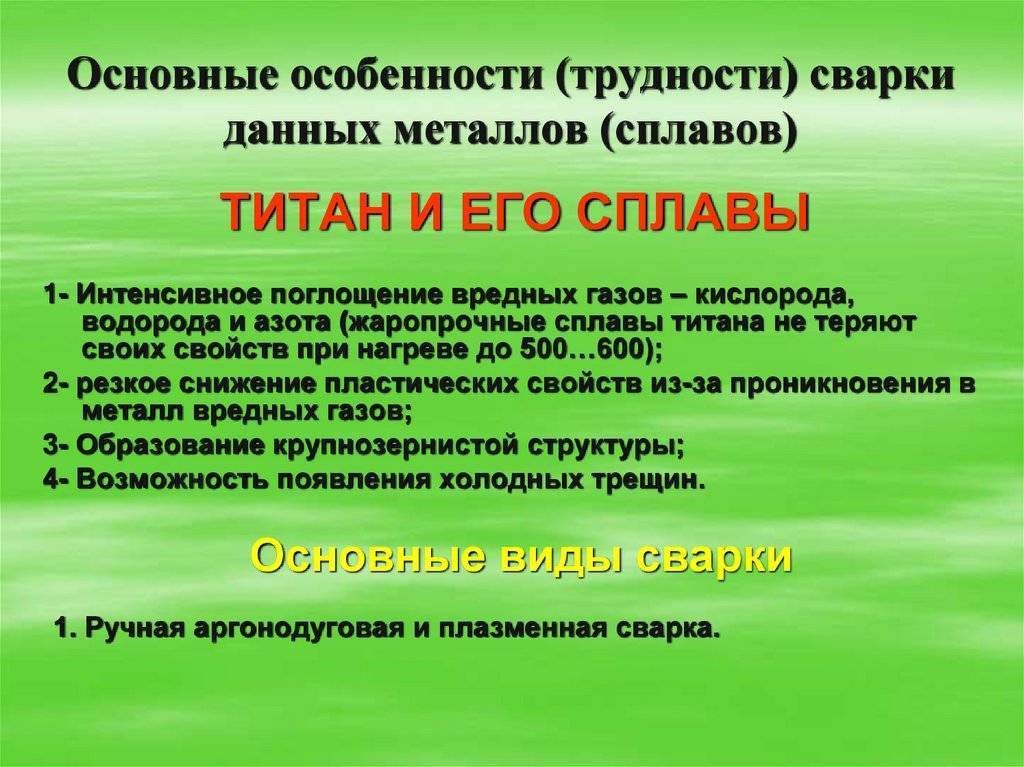
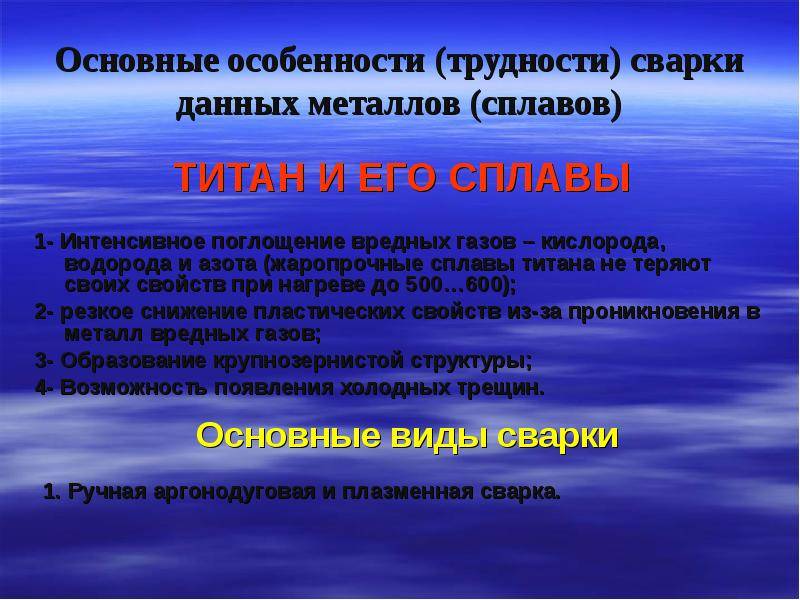
Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.
Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Технология сварки
Подготовка состоит из зачистки кромок, окислы снимают на расстоянии до 2 см от кромки, и обезжиривания (нужно протирать титан в перчатках, чтобы от пальцев не оставалось следов). Затем металл протравливают горячей смесью (60°С) соляной кислоты (в 650 мл растворяют 350 мл) и фторида натрия (50 г). Состав наносится на 10 минут.
Для сварки титана и его сплавов используют:
- холодный метод;
- дуговой с использованием электродов;
- контактный;
- лучевой.
- Рассмотрим их подробней.
Ручная дуговая сварка
Используют тугоплавкий электрод на основе вольфрама (с итрированной или лантановой обмазкой). Его необходимо заточить под углом 45°. Сила тока удерживается на уровне 90–100 ампер. Тонкие изделия до 1,5 мм соединяют встык без присадки, остальные – с подачей прутка. Присадку по составу выбирают под сплав, перед работой ее отжигают в вакууме – удаляют водород. В герметичной упаковке она сохраняет свои свойства до 5 суток.
Максимальный ток при работе с 4 мм деталями – 140 А, 10 мм – до 200 А.
Аргонодуговая сварка титановых сплавов автоматом или полуавтоматом плавящимися электродами эффективна при использовании насадок, локализующих защитную атмосферу в нужной зоне. При ручной сварке титана аргоном:
- нужен ток постоянной полярности напряжением от 10 до 15В;
- электрод направляется вперед под углом;
- скорость образования шва – не меньше 2–2,5 мм/сек;
- присадка подается перпендикулярно;
- шов формируется на короткой дуге точными движениями;
- до охлаждения шов обдувается аргоном.
Расход инертного газа в минуту с внешней стороны 5–8 л, с обратной поверхности стыка достаточно 2 л/мин.
Электрошлаковая сварка
Применяется для толстостенных и кованых деталей из титановых сплавов, легированных алюминием и оловом. Рабочие параметры тока (варьируются в зависимости от толщины детали):
- сила от 250 до 330А;
- напряжение — 24-38В.
Такую нагрузку способен обеспечить мощный трансформатор. На металл наносят флюс марки АН–Т2, при разогреве он образует шлаковую ванну. Инертная атмосфера снижает риск самовозгорания металла, в аргоне стык находится до полного остывания. Расход защитного газа до 8 л/мин. Шов получается за счет использования пластинчатых титановых электродов сечением 12х60 мм или круглыми 8 мм. Прочность такого соединения значительно ниже, чем у титана, теряется до 2/3 пластичности.
Контактная сварка
Варить титан токоподающими электродами, образующими дугу внутри металла, можно несколькими способами:
- Встык соединяют элементы с площадью сечения от 150 до 104мм2. Сила постоянно тока от 1,5 до 50А, максимальный вылет электродов – 20 см.
- Точечно, способ применим для соединения титанового сплава внахлест. Получается прочный, но не герметичный шов. В зависимости от толщины листов сила сжатия электродов – от 1,9 до 6,8 кН; диаметр точки от 4 до 8 мм; импульсный ток от 7 до 12 кА.
- Роликовый – непрерывный ряд овальных точек, образующих шов. Электроды-ролики катятся по поверхности, проваривают металл до 3 мм.
- Конденсаторный способ схож с роликовым, импульс формируется в конденсаторной батарее, достигает 2100 в. Дуга прожигает титан до 1,5 мм толщиной, оксиды, ухудшающие соединение, испаряются.
Электронно-лучевая сварка
Мелкозернистый шов на титане до 160 мм создается мощным лучом. Пользоваться электронно-лучевой сваркой титана удобно при монтаже воздуховодов для отходящих газов. Этим способом соединяют стальные и титановые сплавы с образованием прочных соединений.
Методы сварки в аргоновой среде
На практике применяются различные способы соединения титановых сплавов в аргонной среде.
Наиболее часто встречающиеся:
- точечный;
- контактный;
- конденсаторный стыковой;
- шовный роликовый;
- с использованием флюса.
Перечисленные виды контактной сварки ведутся в быстром темпе. При длительном воздействии высоких температур изделие становится хрупким. В качестве флюса применяют состав АН-Т2 или АН-11, АНТ-1, АНТ-3, АНТ-7. Перед соединением деталей их подвергают обезжириванию и механической обработке. С целью удаления оксидной пленки иногда применяется подогретая кислота. Все подготовительные работы проводятся в защитных перчатках.
Параметры электросварки:
- вольфрамовый электрод;
- ток прямой полярности, постоянный;
- непрерывная подача электродной проволоки.
Рекомендуем к прочтению Особенности и технология сварки аргоном

Хорошо можно сварить сплавы ВТ1-ВТ5, хуже соединяются ВТ15-ВТ22. Остальные виды считаются промежуточными. Все операции выполняются аппаратами с правильной настройкой. Необходимо включить постоянное напряжение прямой полярности 80-130 В. При этих параметрах работа выполняется током 45-220 А. Горелка передвигается со скоростью 18-22 м/ч.



Точечный
Этот метод используется при соединении деталей или листов, толщина которых может достигать 4 мм. Рабочие параметры:
| Толщина деталей (мм) | Диаметр электрода | Прохождение тока (сек) | Сжатие деталей (сек) | Сила тока (А) |
| 0,8 | 4,0 – 4,5 | 0,10 – 0,15 | 0,1 | 7000 |
| 1,0 | 4,5 – 5,0 | 0,15 – 0,20 | 0,3 | 8000 |
| 1,2 | 5,0 – 5,5 | 0,20 – 0,25 | 0,3 | 8500 |
| 1,5 | 5,5 – 6,0 | 0,25 – 0,30 | 0,4 | 9000 |
| 2.0 | 6,0 – 7,0 | 0,25 – 0,30 | 0,4 | 10000 |
| 2,5 | 7,0 – 8,0 | 0,30 – 0,40 | 0,4 | 12000 |
Метод используется при сварке кожухов, опорных рамок и других конструкций.
Контактный
Применение данного способа предусмотрено требованиями ГОСТ. Скорость соединения – 2-2,5 мм/сек. При ее превышении шов будет иметь сниженную прочность. На практике применяются несколько разновидностей контактной сварки. Каждая имеет индивидуальные режимы, зависящие от толщины заготовок, диаметра электрода, времени прохождения сварочного тока через место соединения и других параметров.

Конденсаторная стыковая сварка
Режим работы определяется площадью заготовок. Свариваемые детали могут иметь сечение 150-10000 мм². От него зависят остальные параметры: припуски оплавки и осадки, рабочий ток и другие значения. Главное отличие метода – запас электрической энергии в батарее, состоящей из конденсаторов большой мощности. Заготовки из труб до 23 мм в диаметре можно заварить без защитного газа, так как электрический импульс выжигает в месте сварки все окислители. Емкость накопительной батареи – 5000-7000 мкф, импульсное напряжение – 800-1200 вольт.
Рекомендуем к прочтению Как выполняется сварка аргоном
Шовный роликовый
Отличие способа – использование электродов, напоминающих ролики. Они катятся и сжимают заготовки. Импульсы тока большой мощности подаются в рабочую зону, образуя цепочку из точек сварки. Шов герметичный при металле толщиной 0,2-3,0 мм. Он часто встречается при изготовлении емкостей: топливных баков, других сосудов для хранения жидкостей без создания высокого давления.
Режимы сварки:
| Толщина листов (мм) | Ширина шва (мм) | Усилие на роликах (Н) | Действие тока (сек) | Скорость сварки (м/мин) | Сила тока (А) |
| 0,8+0,8 | 3,5-4,0 | 2950 | 0,10-0,12 | 0,8-1,0 | 6000 |
| 1,0+1,0 | 4,5-5,5 | 3935 | 0,14-0,16 | 0,6-0,8 | 7500 |
| 1,5+1,5 | 5,5-6,5 | 4915 | 0,20-0,24 | 0,5-0,6 | 10000 |
| 2,0+2,0 | 6,5-7,5 | 6385 | 0,24-0,28 | 0,4-0,5 | 12000 |
| 2,5+2,5 | 7,0-8,0 | 7855 | 0,28-0,32 | 0,3-0,4 | 15000 |
Метод применяется для герметичных соединений титановых деталей.

Под флюсом
Способ годится для соединения деталей толщиной до 5 мм. Заварить их можно встык, внахлест или под углом. Для работы используется ток 250-330 А при напряжении от 24 д 38 В. Скорость сварки 40-50 м/ч. Используемый режим:
| Толщина заготовок (мм) | Способ соединения | Сила тока (А) | Напряжение (В) | Скорость сварки (м/час) |
| 3-5 | Стыковой | 250-320 | 24-38 | 50 |
| 3-5 | Угловой | 250-300 | 32-36 | 40-50 |
| 2-3 | Внахлест | 250-300 | 30-35 | 40 |
Во время работы шов засыпается флюсом в виде порошка. При его сгорании образуются инертные газы и закрывают собой сварочную ванну и пространство рядом со швом. Флюсовой материал предварительно просушивают при высокой температуре (около 250°С). Аппаратура включается на режим тока обратной полярности величиной 600-650 А.
Технология сварки титана — описание и пошаговая инструкция с видео
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.
- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.
Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Предварительная подготовка
Титан, в отличии от других металлов, весьма требовательный к чистоте поверхности перед сваркой. Поэтому предварительная подготовка при аргонодуговой сварке играет первоочередную роль. Чтобы получить более крепкий, красивый сварочный шов, потребуется внимательно изучить несколько простых правил. Для начала объязательно обезжиривайте поверхность металла, ведь титан, его сплавы, а также некоторые другие металлы отрицательно реагируют даже на жировые выделения рук. Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.
Опасности при подготовке
Ацетон является весьма популярным растворителем для обезжиривания металлических поверхностей. Но при этом данное вещество весьма токсично. Во-первых, ацетон неприятный на запах и весьма опасен. Он относится к четвертому классу опасности для организма человека. Вдыхание умеренных и высоких концентраций ацетона в течении коротких промежутков времени может вызвать раздражение глаз, носа, горла, легких. Кроме того, это вещество провоцирует увеличение частоты пульса, головные боли, тошноту, рвоту. В особо сложных случаях возможна клиническая кома. Во-вторых, есть более безопасные и не менее эффективные средства для подготовки поверхности сварного шва. Сварщики с многолетним стажем работ рекомендуют использовать для таких целей денатурированный спирт. Он наносится на металл посредством безворсовой ткани. Денатурат – это в основном чистый спирт с добавками, которые делают его вкус весьма ужасным. Другие добавки, входящие в состав, вызывают рвоту, что предотвращает пьяницам употреблять денатурат (так как он может привести к слепоте). Сварка титана аргоном требует очистки металла от окиси. Для этого используют щетку из нержавеющей стали. Она должна использоваться только для титана. Сварщики-профессионалы стараются держать такие щетки в отдельном контейнере. Благодаря этому они остаются чистыми. Если нет специально отведенного контейнера, можно просто пометить любой другой.

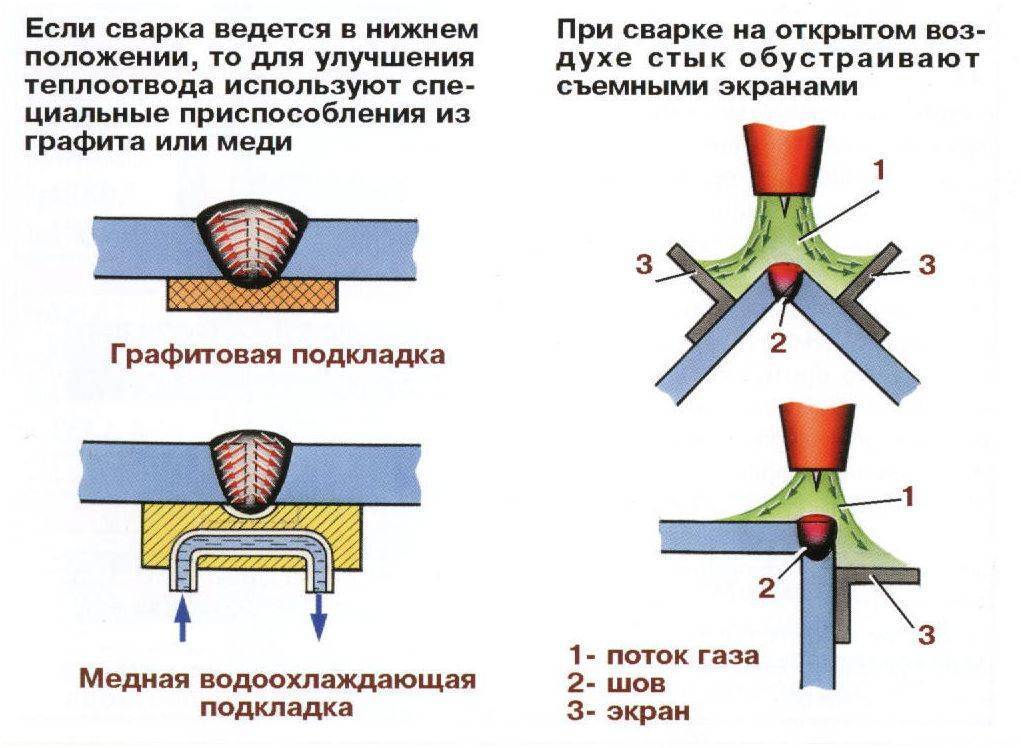
Защитный газ
Титан весьма чувствителен к другим газам и характеризуется высокой химической активностью. Из-за этого при сварке требуется использовать чистые инертные газы.
Применяя аргон в качестве защитного газа, мы получаем более глубокий провар, относительно узкую зону температурного влияния на основной металл.
Если использовать гелий, то переходная зона между швом и основным металлом будет более плавным. Данный газ дает больше тепла, повышая производительность работ при сварке деталей со средней и большой толщиной. В отличии от аргона, гелий имеет расход в 1.5 – 2 раза больше. Иногда может использоваться смесь этих защитных газов. Они могут обеспечить дополнительные преимущества.
Сварка титана аргоном — технология TIG сварки
Хорошие результаты при сварке титана можно получить лишь соблюдая чистоту поверхности свариваемых деталей (кромок) и самого присадочного металла. Кроме того, требуется правильная настройка, подбор соответствующих параметров сварочного аппарата. Неправильная техника сварки практически во 100% случаев будет сопровождаться появлением сварных дефектов. Предварительно, перед началом работ, выполните продувку самой горелки, прочистите ее и защитную насадку. Не забывайте про подкладки, применяемые для обратной стороны сварного шва. Они дают возможность проверить остался ли еще воздух в системе.
Обычно сварка титана аргоном не требует предварительного нагрева. В случае, если есть подозрения на влажность металла, наличие конденсата — стоит обязательно сделать нагрев (до 70 °C).
Для зажигания дуги при TIG сварке титана лучше всего применять высокочастотное зажигание. Сама длина сварочной дуги в случае с применением присадочной проволоки составляет 1 -1.5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.
Особенности технологии
Главной особенностью аргоновой сварки металла является высокая скорость проводимых работ, иначе титан перегревается и становится хрупким. Поэтому основными требованиями являются: непрерывная подача припоя при постоянной скорости 2-2,5 мм/с электрода. При этом важен опыт и мастерство сварщика, движения которого должны быть точны, без отклонений электрода по сторонам.
Технология сварки «вперёд углом», когда движение электрода начинается снизу и идёт вверх до краёв соединяемых деталей по толщине. После окончания сварки аргон подаётся на поверхность шва вплоть до его остывания до 400°C, 1-2 минуты по времени.
Примерный расход аргона на сварочный шов 5-8 л в минуту, на продувание с обратной стороны – 2 л в минуту.
Пайка титана: что нужно знать об этой процедуре?
Если пайка титана нецелесообразна или по какой-либо причине невозможна, можно обратить внимание на соединения данного материала твердыми и мягкими припоями (тинолями). Несмотря на то, что температура плавления твердых тинолей выше 430 ° С, она ниже температуры, при которой плавятся соединяемые материалы. Относительно мягких тинолей, то они плавятся при температурах ниже 430° С
Мягкие припои применяются, по большей части, для соединения материалов малых толщин (например, проволоки)
Относительно мягких тинолей, то они плавятся при температурах ниже 430° С. Мягкие припои применяются, по большей части, для соединения материалов малых толщин (например, проволоки).

Олово и цинк в недостаточной степени смачивают металл. Вместо обыкновенных флюсов, которые не способны защитить метал от окисления, появилась необходимость создания специальных флюсов, обеспечивающих образование защитной металлической пленки на поверхности металла (электрохимическим путем).
Какие методы применяют?
Ручной дуговой
Ручная сварка изделий из титана аргоном используется преимущественно в небольшом производстве или при особо сложных работах при невозможности применения автомата.
При сварке электрод ведется прямо, с наклоном в переднюю сторону по направлению шва. Если необходимо применение присадочной проволоки, то она должна поступать постоянно, стержень при этом ставится перпендикулярно к свариваемым элементам.
По окончании аргонодуговой сварки защитная среда подается еще на протяжении 2 минут – за это время должен успеть охладиться заключительный участок шва.
Автоматический
Выполняется на постоянном токе с помощью вольфрамовых электродов при прямой полярности. Горелка подбирается с диаметром сопла 12-15 мм.
Дуга возбуждается и гасится не на элементах, а на начальных планках, так как в ином случае возможно проплавление соединяемых изделий.
Электрошлаковый
Способ используется редко, в основном для нержавеющих деталей с добавлением к титану олова или алюминия. Подразумевается применение пластинчатых электродов размером 12х60 мм. С их помощью получается высокопрочный шов. Ток сварки достигает 1,5 кА.
Сварка прессованных изделий выполняется круглыми стержнями сечением 8 мм.
Контактный
Для такого метода титановые электроды требуются только для подвода дуги к рабочей области. Розжиг ее выполняется между соединяемыми зонами изделий, сближающихся при давлении сварочных стержней.
Способ используется для сопряжения тонких листовых изделий.
Под флюсом
Шовная линия покрывается флюсовым порошком. Защищающие газы выделяются в процессе плавления порошка под электродугой, закрывая околошовную область и сварную ванну.
Способ позволяет сваривать элементы толщиной до 5 мм при соединении в угол, при сопряжении внахлест – толщиной до 3 мм. Сварка выполняется очень быстро – со скорость до 50 м/ч.
Холодный
Холодная сварка используется в твердой фазе на обычном воздухе под высоким давлением. Сопряжение осуществляется внахлест. Изделия зажимаются специальными зажимами, после удаления которых происходит деформация титана. Таким образом детали соединяются.
Шовный роликовый
Применяются стержни в форме роликов, катящихся вдоль будущего шва и сжимающие соединяемые элементы. На линию подается мощные токовые импульсы. Проплавленные зоны перекрывают друг друга на 15%, образуя герметичный рубец.
Режимы конденсаторной стыковой сварки титановых труб
Конденсаторный способ сварки титановых труб подразумевает периодическую подачу мощных импульсов, а не постоянную. Защитные газы при этом не требуются. Соединяются трубы сечением до 23 мм с толщиной стенки не выше 1,5 мм.
Технология сварки титана аргоном
Аргонодуговая сварка титана и его сплавов приобрела наибольшую популярность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Она широко используется как в массовом производстве деталей из титановых заготовок, так и в частных случаях.
Необходимое оборудование
Технология допускает использование любого электродугового сварочного аппарата, способного обеспечить жесткую вольт-амперную характеристику (обычно сила тока составляет не менее 140 А). Используются вольфрамовые электроды, особенности которых рассмотрены ниже. Поскольку свойства металла требуют непрерывной защиты стыка инертными газами, особую сложность представляет именно равномерная подача газа с необходимой интенсивностью.
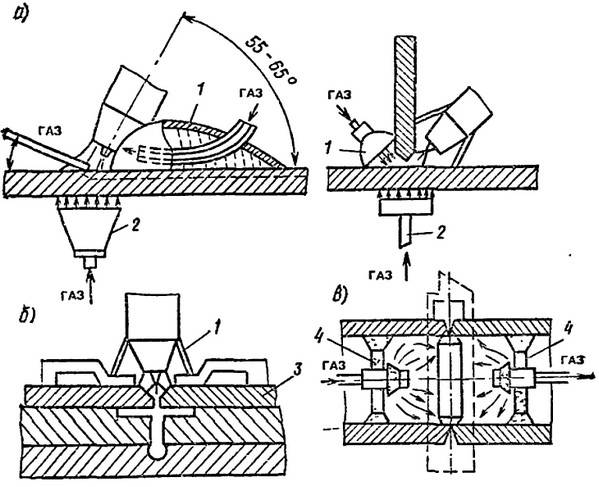
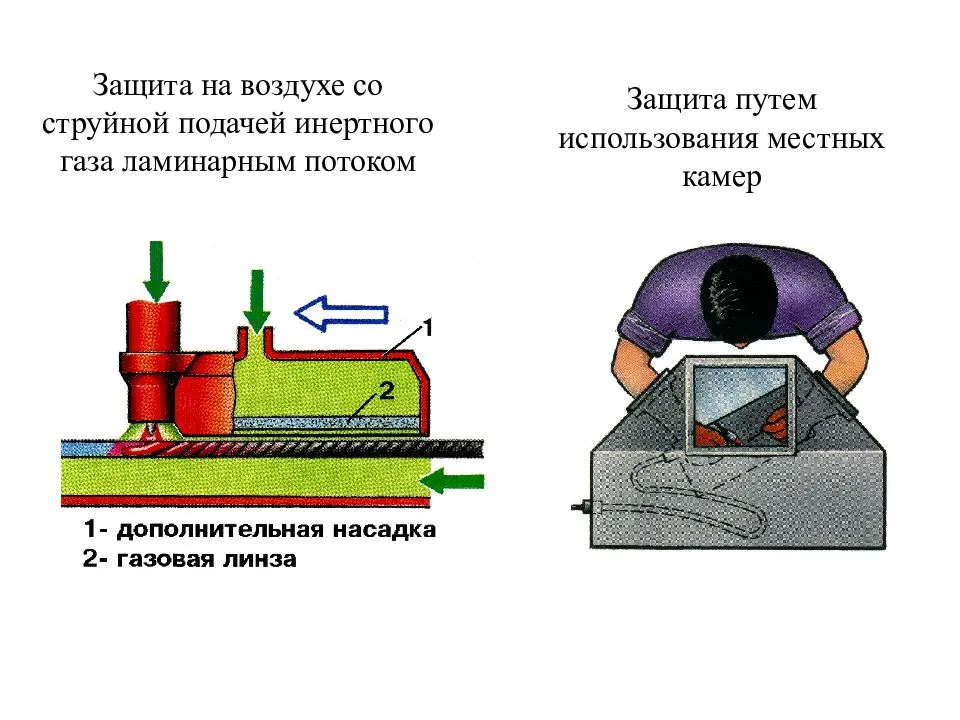
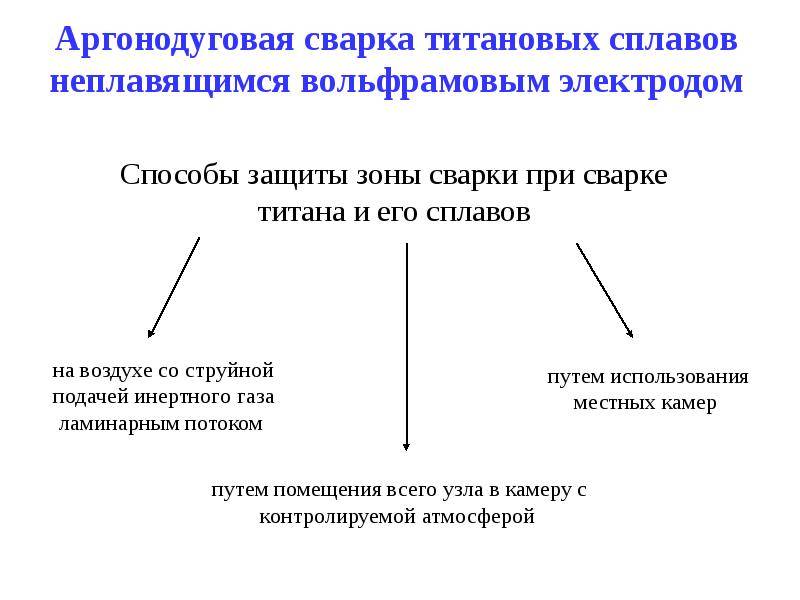
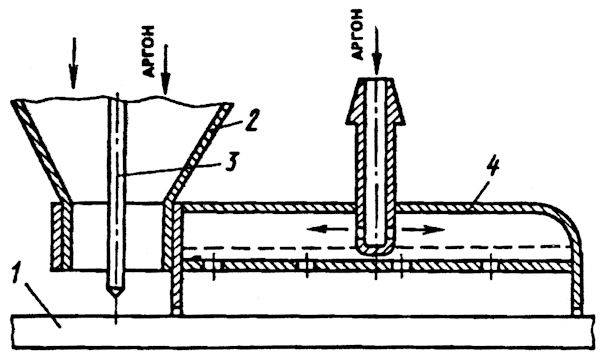
Распространены три способа газовой защиты:
- струйная – аргон подается в зону сварки направленной струей через специализированные сопла и отражатели, вытесняя атмосферный воздух;
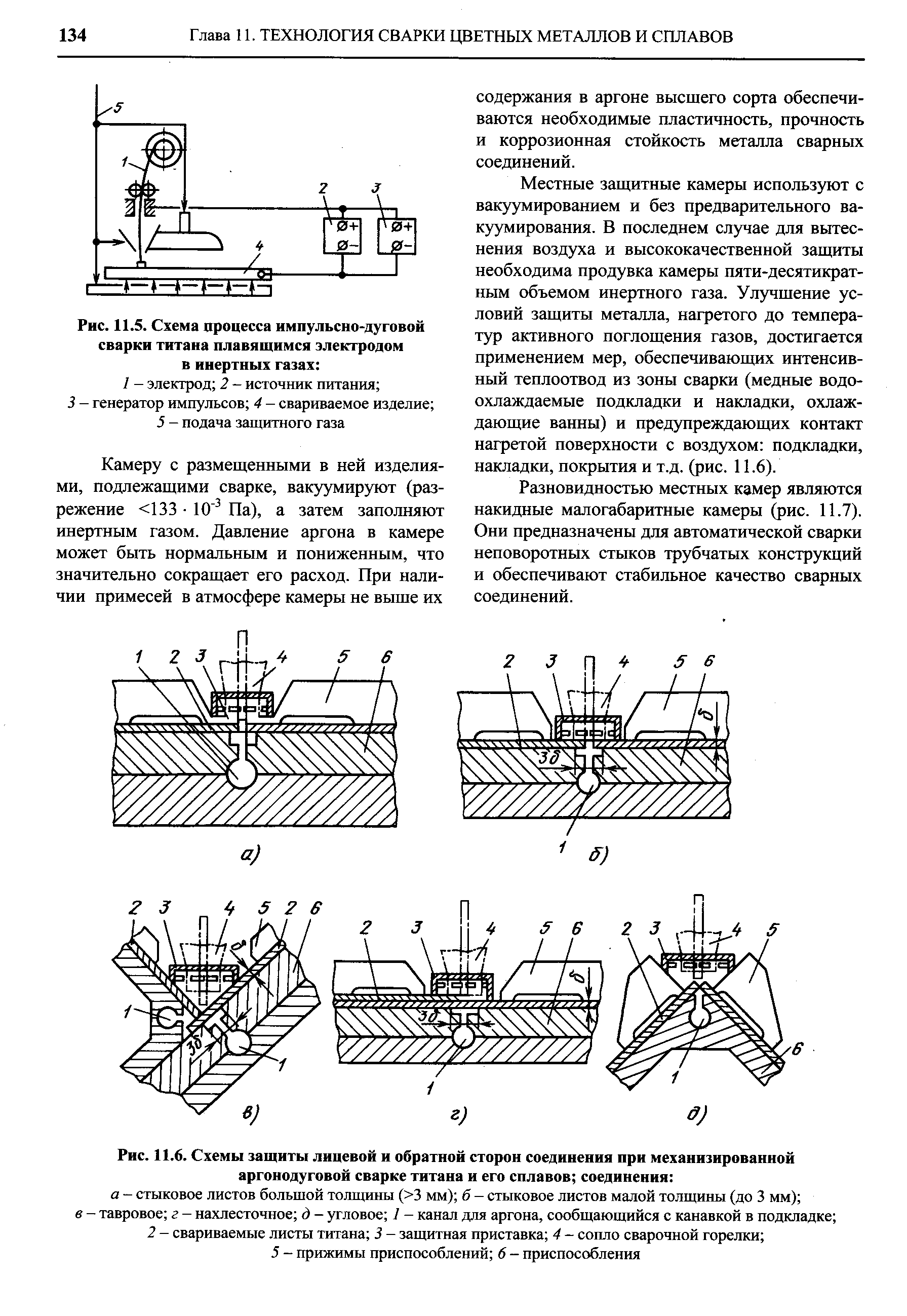
- местная – предполагает использование небольших герметичных камер, заполненных газом, работать в которых можно через гибкие рукава-манипуляторы;
- полная – промышленный способ, при котором заготовки размещаются в камере с контролируемой атмосферой (например, УБС-1, ВКС-1, ВУАС-1), требует использования сварочного костюма-скафандра.
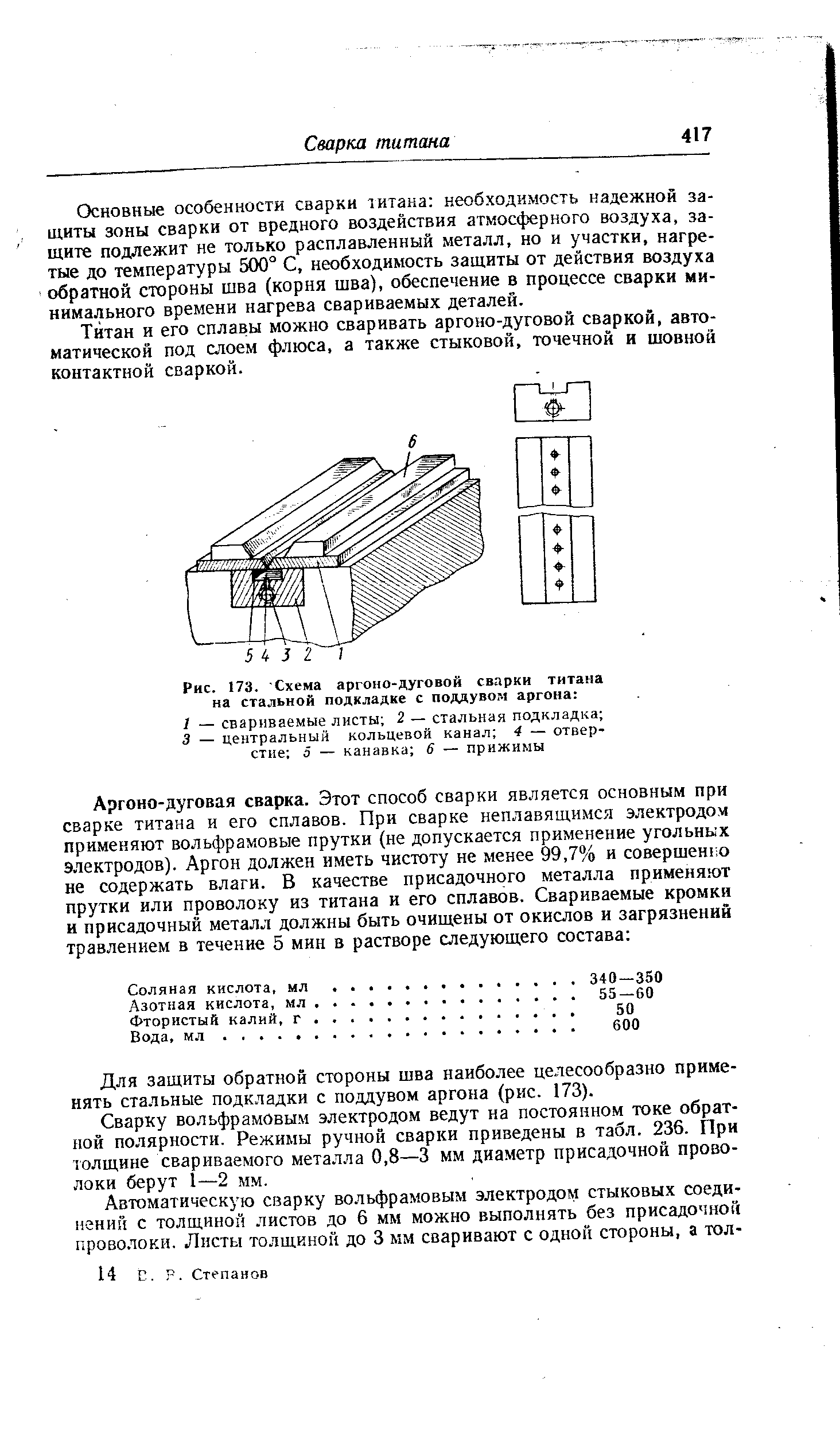
Важно помнить, что защите должна подвергаться не только сварочная ванна, но и обратная стороны стыка, а также все прилегающие к ним зоны, которые нагреваются до высоких температур в процессе сварки
Выбор электродов
Для аргонодуговой сварки титана и титановых сплавов используют вольфрамовые электроды малого диаметра.
При первых же признаках износа или повреждения электрод заменяют. Работа неисправным электродом не только отрицательно сказывается на технических характеристиках сварочных швов, чувствительных к режиму проведения работ, но и может быть небезопасной для сварщика.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Присадочная проволока
Выбор присадочного материала зависит от марки титана или сплава, толщины заготовок, толщины электрода, параметров сварки, эффективности принятого метода защиты стыка от атмосферного воздуха. В большинстве случаев можно руководствоваться этой таблицей:
| Марка материала | Марка присадочной проволоки |
| ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1, ОТ4, ВТ5, ВТ5-1 | ВТ1-00св, ВТ2, ВТ2В, ВТ20-1св, ВТ20-2св |
| ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | ВТ15, СПТ-2, СП-15 |
| ВТ22 (с пост-термообработкой) | ВТ20-1св, ВТ20-2св, СПТ-2 |
| ПТ-7М, ПТ-3В, ПТ-1M | ВТ1-00св, СПТ-2, СП-15 |
Следует учитывать, что металлы марок ОТ4, ВТ5, ВТ5-1 требуют использования щадящих режимов сварки, в том числе с минимальной погонной энергией. Для большинства других материалов требуются режимы с быстрым охлаждением.
Процесс сварки
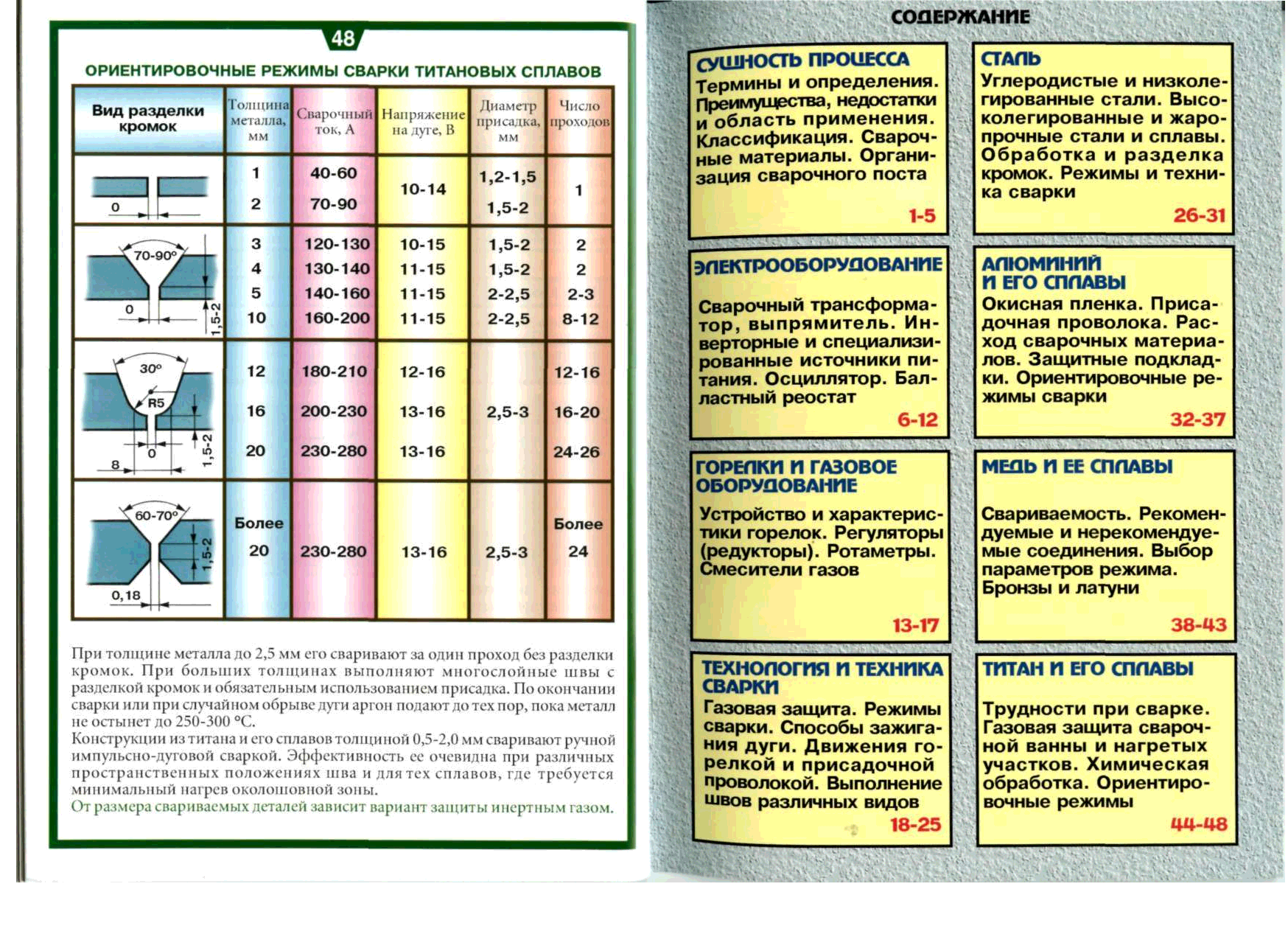
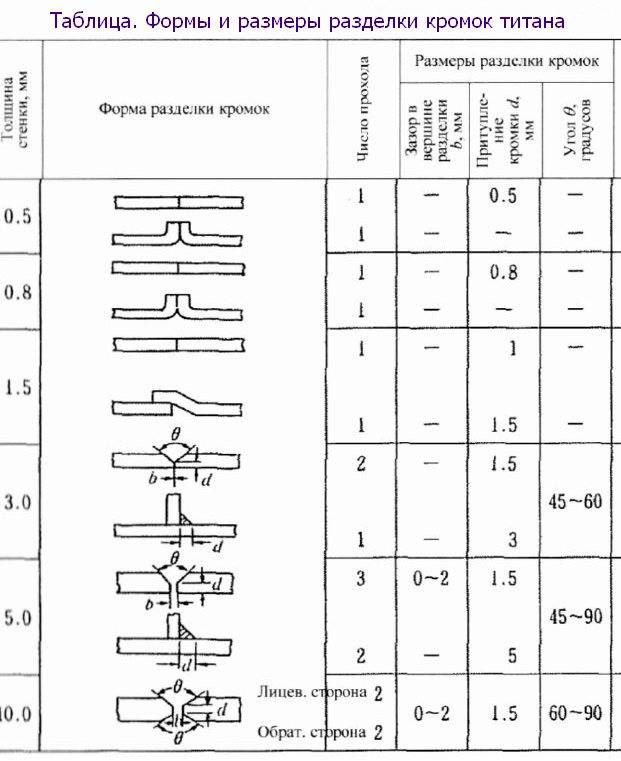
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| 1-3 | Отсутствует | 40-90 | 10-14 | 1,2-2,0 | 1 |
| 3-10 | Односторонняя прямая фаска под углом 35-45° | 120-200 | 10-15 | 1,5-2,5 | 2-12 |
| 10-20 | Радиальная ванна с бортами, наклоненными на 15° | 180-280 | 12-16 | 2,5-3,0 | 12-26 |
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | 230-280 | 13-16 | 2,5-3,0 | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
Возможные дефекты при сварке титана аргоном и способы их устранения

Единственный способ избежать дефектов при соединении элементов из титана аргоном – это использование лазера, во всех остальных случаях возможны погрешности. ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
Согласно ГОСТ, дефекты делятся на такие виды:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- другие разновидности.
ГОСТ не допускает наличие трещин-разрывов в шве или прилегающих местах, поскольку они образуют центр разрушения.
Причина появления разрывов обычно кроется в высоком содержании углерода, никеля, водорода, фосфора в расплавленном металле. Сразу скажем, что при соединении лазером отсутствует вероятность образования трещин. Чтобы убрать появившиеся трещины, необходимо засверлить концы дефекта, после чего устранить трещину механическим путем и строжкой, зачистить и сварить участок.
Поры ГОСТ определяет как полости, заполненные газом. Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Твердыми включениями называют инородные металлические и неметаллические вещества, включенные в шов, снижающие его прочность и концентрирующие напряжение. Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Несплавления — это отсутствие соединения металла со швом, вызванное нерасплавлением части кромки стыка. Этот дефект может появиться при неправильном выборе формы угла или режима сварки, плохой предварительной обработке кромок. Поскольку несплавления отрицательно влияют на прочность шва, место дефекта вырубают, зачищают, после чего заваривают.
Нарушение формы представляет собой несовпадение формы шва с установленными требованиями. Такой недостаток появляется из-за скачков напряжения в сети, неправильного угла наклона, пр. Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.





