Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Технология сварки
Подготовительные работы – зачистка поверхности от загрязнений, коррозии и т. п. Зачистка кромок после резки заготовок.
Процесс сварки тонкого металла:
Сварка инвертором тонкого металла
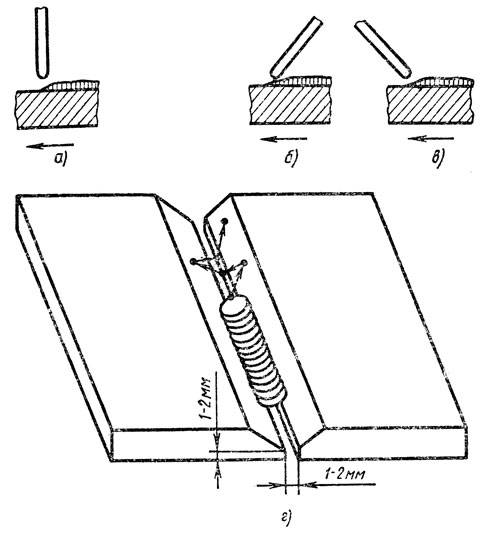
- Во избежание деформации соединяемых листов по всей их длине делаются точечные прихватки.
- Поджог дуги осуществляется посредством постукивания о свариваемую поверхность концом электрода или методом «чирканья». Зазор между краем электрода и металлом должен составлять 2–3 мм.
- После поджига и начала плавления расходника происходит образование ванны овальной формы.
- Чтобы избежать прилипания электрода, нужно исключить его касание к свариваемой поверхности.
- В помощь сварщику инверторные аппараты могут иметь дополнительные функции форсирования дуги и антиприлипания.
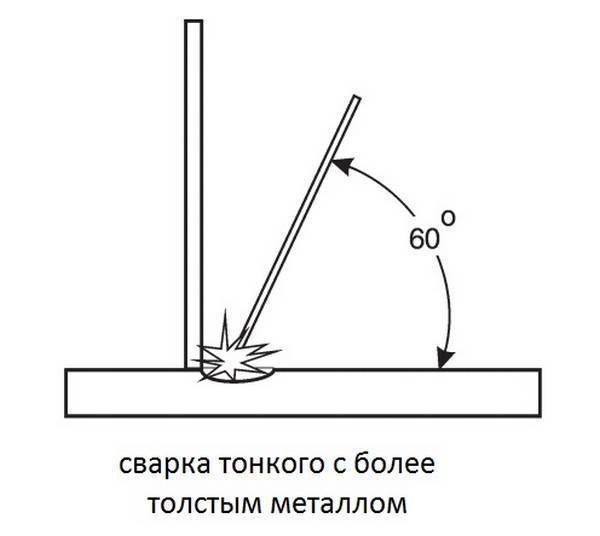
По отношению к свариваемым деталям электрод должен находиться под углом от 45
до 90
. Выбранный угол не должен препятствовать обзору ванны и быть острым. В противном случае это приведет к непровару.
- При сварке электродами тонкого металла шов ведут слева направо или по направлению к себе. Вертикальные швы варятся снизу вверх поперечными зигзагообразными движениями.
- Дугу ведут поступательно, с одинаковой скоростью.
- По завершении работ убирается шлак, проводится осмотр шва на наличие пор, прожига, подрезов, непровара.
Далее проводится механическая обработка швов угловой шлифовальной машинкой.
Условия, которые необходимо соблюдать при работе
Требуется внимательно подойти к выбору электрода. Он должен быть:
- диаметром не превышающий толщину листа;
- идеальный размер – 1,6 мм;
- внутри находиться тот же сплав, что у заготовки;
- обмазка из элементов, которые считаются тугоплавкими;
- любая марка.
Также следует использовать подходящий инвертор:
- полуавтомат выгоднее, чем ручная дуговая электросварка;
- сила тока варьируется в зависимости от сечения проводника, регулировка производиться в границах 10 – 15 А.
Достоинство инверторного оборудования – КПД намного выше (до 90%), чем у трансформатора, да и задействует оно намного меньше электричества.
Выбор режима сварочного аппарата
Для тонколистовых изделий применяют следующие настройки сварочного аппарата и параметры расходного материала:
| Толщина металла, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2,5 | 2,5–3 |
| Ток, А | 10–20 | 30–35 | 35–45 | 50–65 | 65–100 |
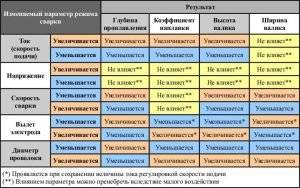 Таблица основных настроек инвертора
Таблица основных настроек инвертора
Сварка тонколистового металла происходит на малых токах (10–30 А значение на амперметре). Когда минимальный регулируемый показатель выше этих значений, тогда силу тока понижают, создавая дополнительное сопротивление в цепи. Его получают путем установки высокоуглеродистой стальной пружины между кабелем массы и металлом или используют установку дополнительного балластника.
Тонкая сталь сваривается прерывистой дугой, которую можно получить на аппаратах, поддерживающих импульсный режим. Благодаря ему происходит разрыв сварочного процесса и параллельно остывает металл.
Чтобы избежать прожога при формировании дуги и начать варить в месте соединения, нужно выставить стартовое напряжение на 20% меньше, чем уровень рабочего сварочного тока (если это позволяют сделать настройки аппарата). В противном случае электрод зажигается на толстом участке и переносится на стык.
Работа при малых токах требует использования электродов со специальным, качественным, не тугоплавким покрытием. Оно обеспечивает быстрое разжигание, хорошее горение и препятствует окислению сварочного шва. Плавка электродов такого типа происходит медленно, образуя жидкотекучий металл, с помощью которого получается ровный, неглубокий, аккуратный шов.
Необходимые электроды
Подходящий тип электрода для сваривания тонколистовых изделий – «ОМА-2». В его состав входит ферромарганцевая руда, титановый концентрат, специальные добавки и мука. Они обеспечивают стабильность горения дуги. В качестве аналога часто используют и другой тип электрода – это «МТ-2».
Электроды подбираются в зависимости от марки свариваемого металла. Среднеуглеродистая или низкоуглеродистая сталь варится углеродистыми электродами. Подобным образом происходит выбор электрода и для легированной стали.
 Электроды ОМА-2
Электроды ОМА-2
Особенности работы
Не каждый специалист может сваривать железо толщиной 1–2 мм. Это подразумевает навык, опытные характеристики. Если часто смотреть ролики и учитывать рекомендации, то возможно добиться существенных продвижений.
Обработка имеет следующие особенности:
- Прожоги. Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
- Непроваренные места. Желая сделать все быстро, сварщики спешат, что приводит к появлению непроваренных областей. Это ухудшает герметичность, делая деталь непригодным для жидкостей.
- Наплывы. Расплавленный материал под воздействием направленной силы выдавливает шов на обратной стороне. Положение исправляется подложкой или снижением нагрузки.
- Деформация конструкции. Материал подвержен перегреванию, что влечет его деформацию. Он вытягивается в месте нагрева. Выходом из положения служит правка холодным способом посредством резинового молотка или распределение шва по поверхности.
С учетом того, что сваривание проводится на сниженной силе тока, то элементы размером 4 мм и 5 мм не дадут электрической дуге гореть в нормальном темпе.
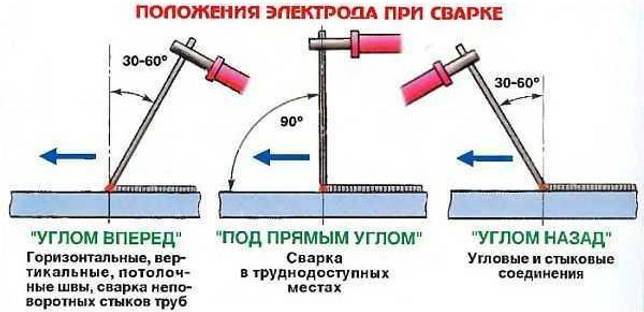
Сварка инвертором в различных пространственных положениях
https://youtube.com/watch?v=JYrmpMqKKzA
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
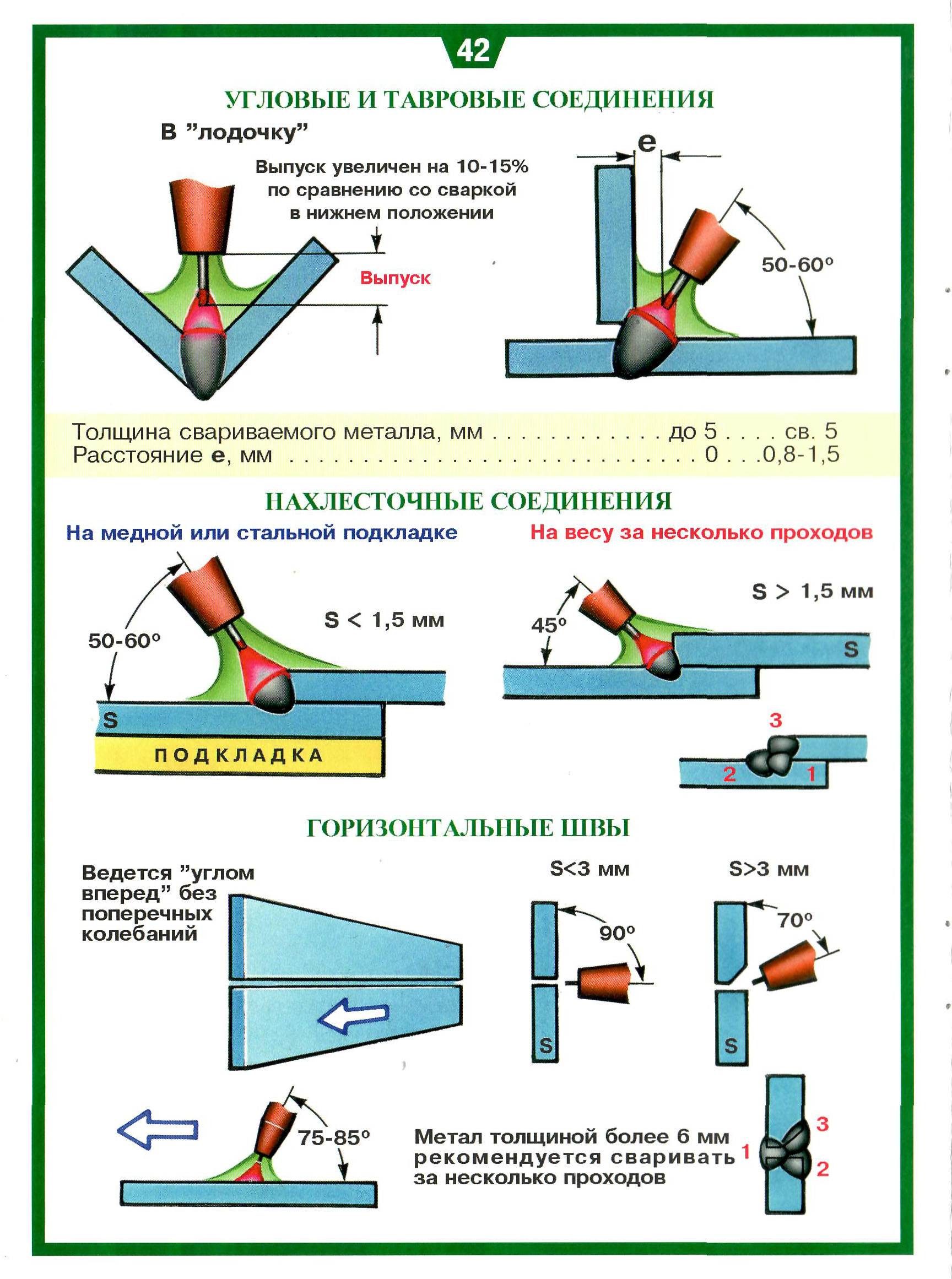
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.




Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
ВАЖНО ЗНАТЬ: Особенности сварки меди аргоном
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Требования техники безопасности при сварке графитом
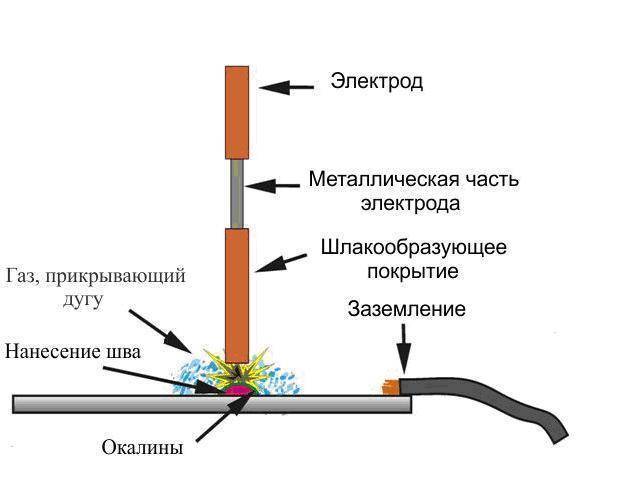
Графитовый электрод позволяет создавать надежные соединения деталей разного рода металлоконструкций, но сварку крайне важно осуществлять с учетом норм безопасности. Схема сварки меди с использованием графитового электрода
Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Правила сварки стали с цинком
Металл, который сварен с использованием цинка, покрывают тонким слоем цинкового сплава. Работая с ним, нужно предварительно подготовить детали к обработке.
Это первая и важная особенность металла. Если вы не очистите напыление, то соединение получится непрочным. У цинка другие показатели температуры, при которых он плавится.
Слой из цинка можно убрать при помощи наждачки. Некоторые мастера применяют круг для шлифовки. Если вы работаете с этим металлом, то запрещается находиться внутри помещения.
При получении чистого материала мастера начинают варить конструкцию. Цинк требует бережного отношения к себе. Так у вас получится надежный шов.
Нужно сделать пару проходов с применением разных видов электродов. Первое соединение получают, используя оксидное напыление. Для этого подходят модели MP 3, ОЗС 4, AHO 4.
Ваши действия должны быть медленными. Лицевое соединение делают широким. Его размеры соответствуют трем размерам посредника.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Особенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве. По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.
Ответственная сварка тонкостенных изделий Источник aqua-rmnt.com
- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.
Правила ведения электрода при тонкостенной сварке Источник stroy-podskazka.ru Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой. Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.







![Сварка тонкого металла инвертором и электродом [технология]](https://lab-metr.ru/wp-content/uploads/1/2/6/12671c378efc85e20123876fb135aa6b.jpeg)
Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов. Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.
Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость)
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
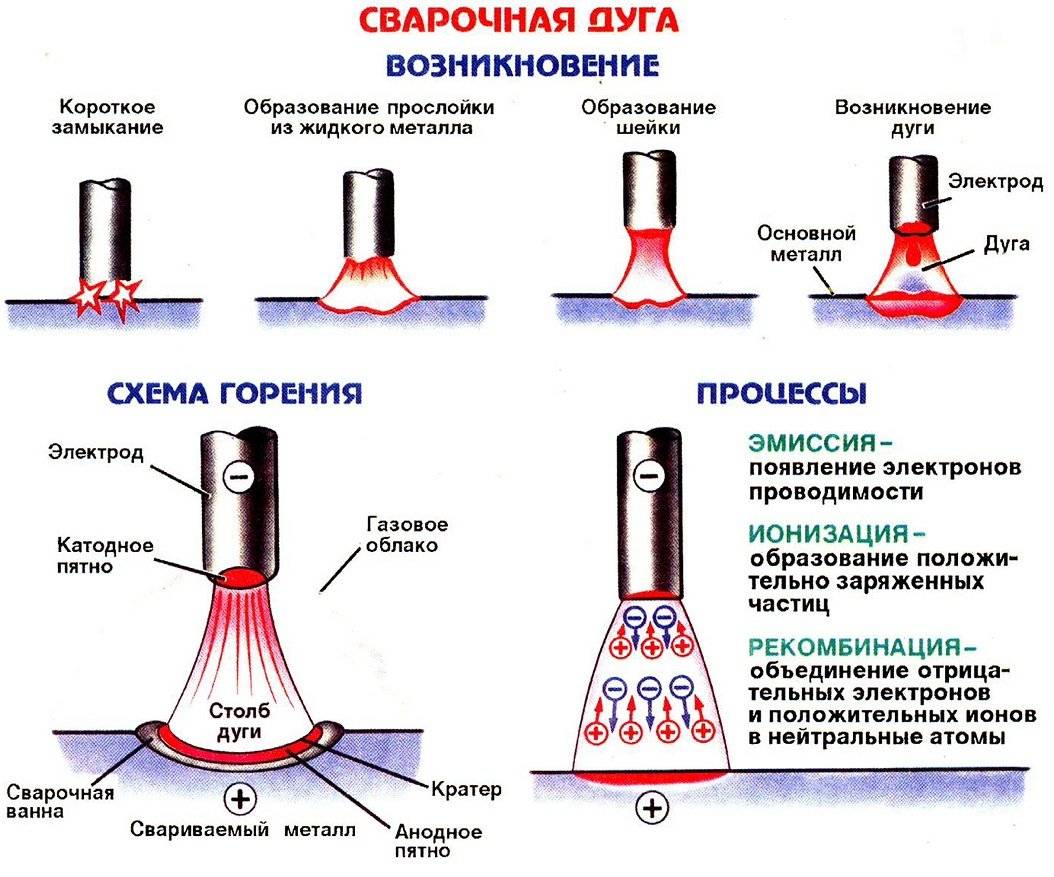
Электродуговая сварка
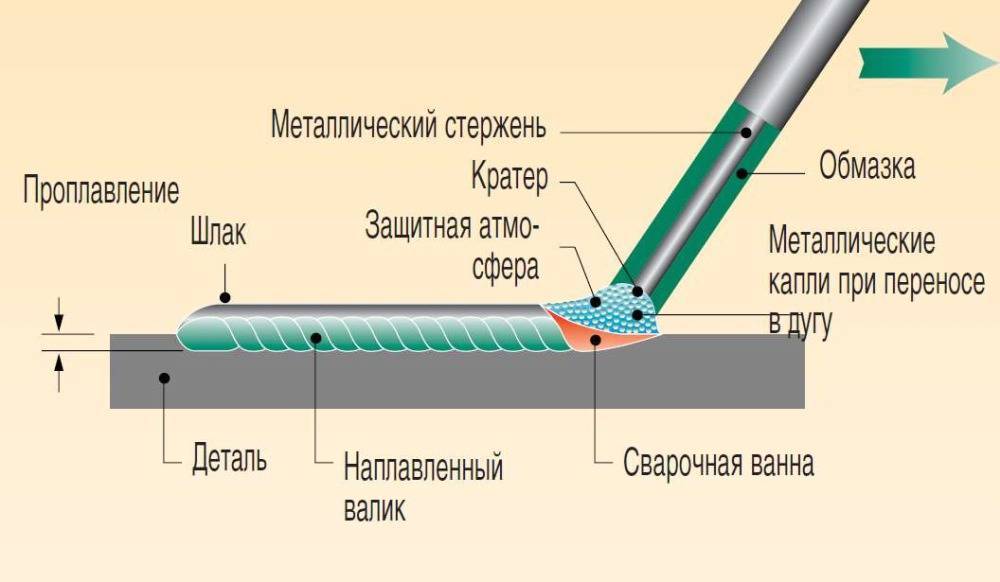
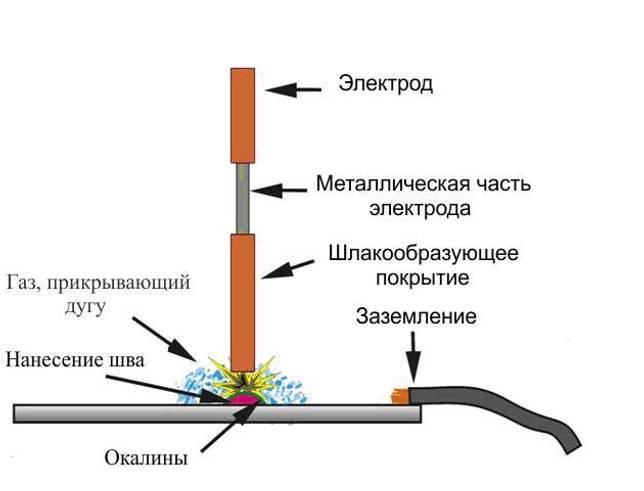
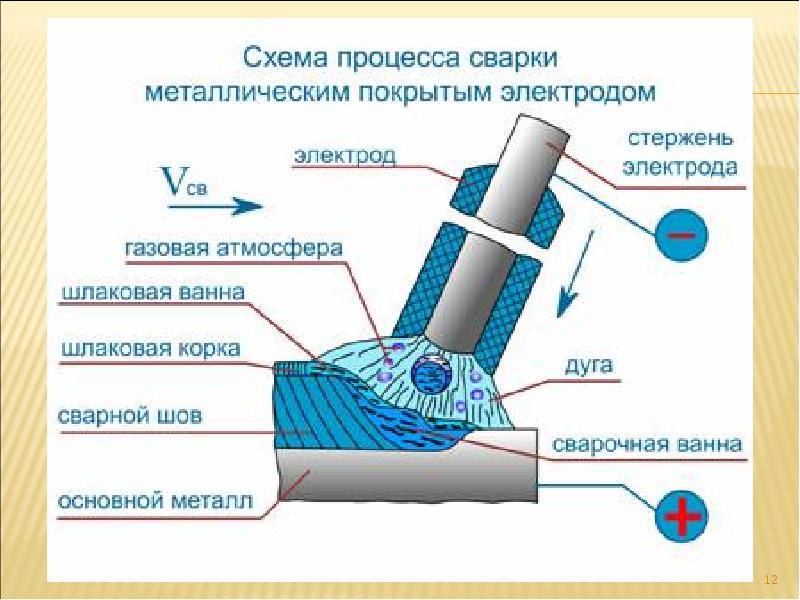
Электродуговая сварка (ЭДГС) представляет собой вид неразъемного соединения деталей, получаемого путем плавления металла электрической дугой, возникающей при подаче на электрод и металл напряжения от источника тока. При воздействии на соединяемые детали такой дуги образуется сварочная ванна из расплавленного металла, после остывания и застывания которой формируется шов, соединяющий детали.
При выполнении первого корневого (соединительного) шва используется тонкий электрод толщиной в 1-3 мм. Его использование позволяет зафиксировать детали и избежать прожога.
Последующее заполнение сварочного шва осуществляется электродом большего диаметра. При этом слой должен прокладываться по неостывшему предыдущему слою. Толщина слоя для достаточного прогрева не должна быть больше 4-5 мм.
Классификация ЭДГС
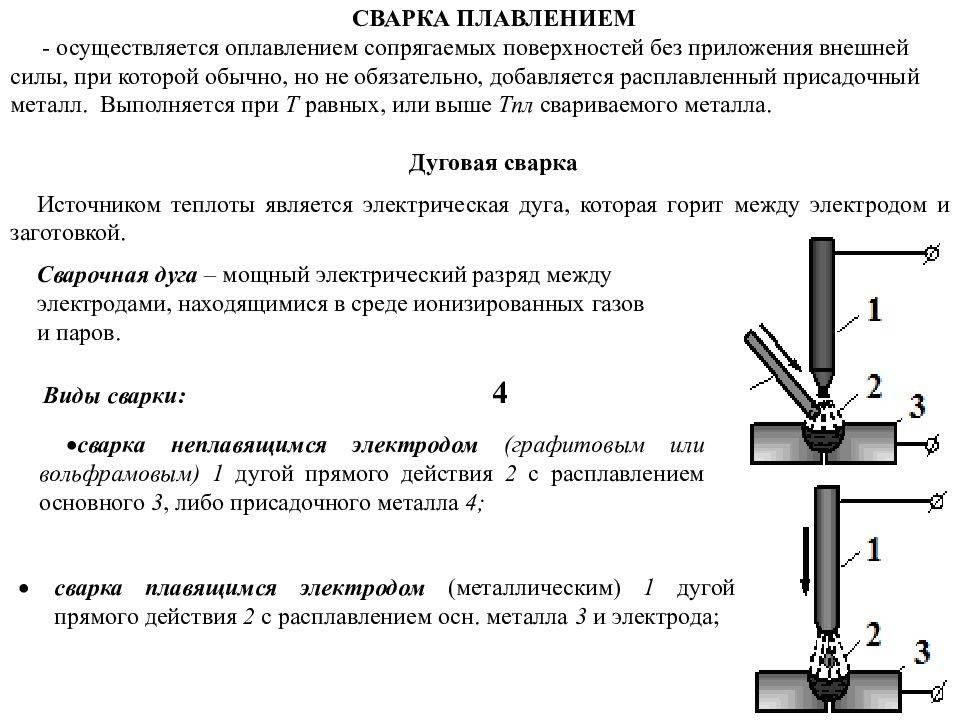
ЭДГС бывает следующих типов:
- ручная;
- полуавтоматическая;
- автоматическая.
При ручной ЭДГС сварщик вручную перемещает электрод, в результате чего образуется сварной шов. При полуавтоматической сварке присадочная проволока подается автоматически, а электрод передвигается вручную. При автоматической сварке и проволока, и электрод передвигаются автоматически.
Оборудование
Наиболее распространенным является ручная ЭДГС. При выполнении такого рода сварки используются:
- сварочный аппарат;
- ручной инструмент сварщика;
- приспособления для облегчения сварки.
Сварочный аппарат является, в первую очередь, источником питания для электрической дуги.
В качестве источников питания при ЭДГС используются сварочные трансформаторы, выпрямители (инверторы) или генераторы.

Примерная стоимость инверторных источников тока на Яндекс.маркет
Сварочный трансформатор предназначен для понижения напряжения сети в более низкое напряжение горения дуги и обеспечения необходимого тока. Сварочные выпрямители состоят из понижающего трансформатора и полупроводникового выпрямителя. Они питают дугу постоянным током. Генераторы обеспечивают питание электродуги путем преобразования механической энергии в электрическую.
Кроме источника питания, в состав сварочного аппарата входят электрод, держатель для электрода и провода, подключающие источник питания к сварочной ванне. Электрод обычно представляет собой присадочный материал с обмазкой, предназначенной для защиты сварочной ванны от воздействия внешней атмосферы. Держатели для электрода бывает винтового или зажимного типа.
Примерная стоимость электрододержателей на Яндекс.маркет
В качестве приспособлений сварщик должен использовать защитную маску, которая фильтрует УФ- и ИК-излучения дуги, респиратор и специальную одежду. Кроме того, в качестве ручного инструмента сварщику положено иметь молоток, зубило, металлическую щетку.
Варим нержавеющие трубы
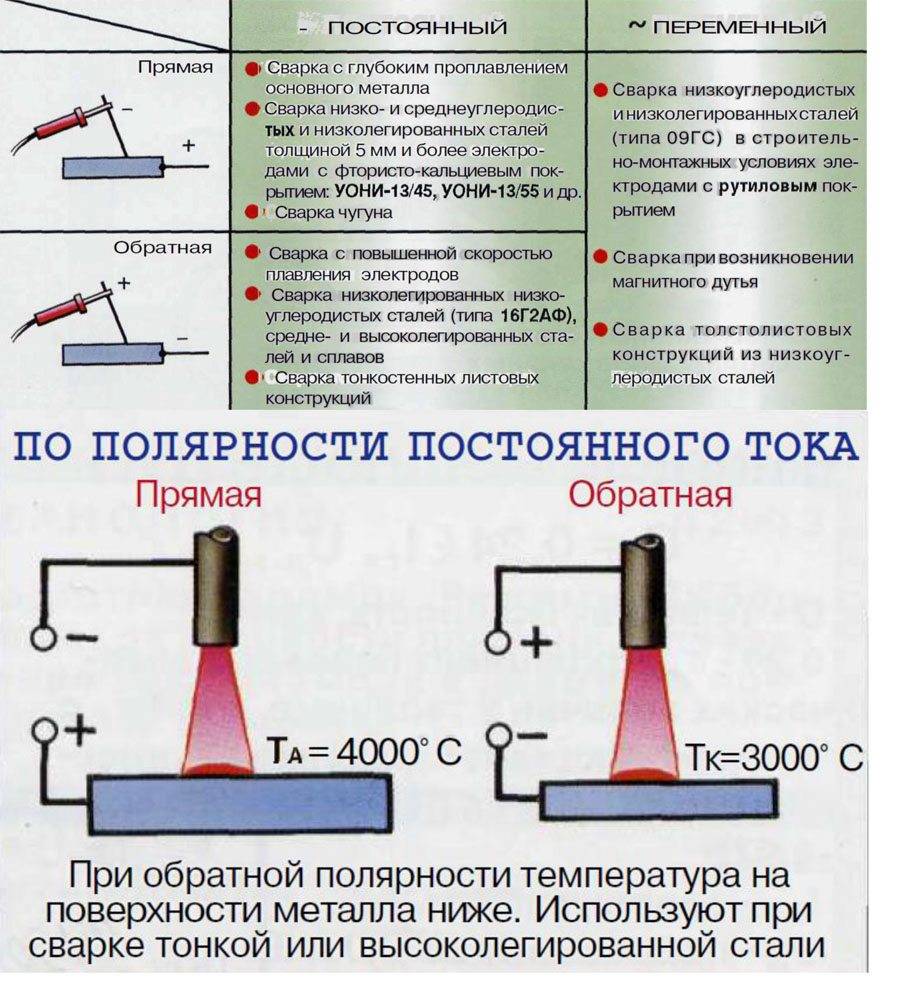
Очень распространенный вид работ, также имеющий свои специфические особенности. Здесь применяются наконечники с основной или рутиловой обмазкой, об обмазках или покрытиях см. ниже. Ток следует использовать постоянный с обратной полярностью.
- Вольфрамовые наконечники можно применять и при в работе со стальными трубами. В отличие от других, они требуют постоянного тока прямой полярности. Несмотря на их высокую цену, они дают серьезные рабочие преимущества:
- высокая устойчивость швов к окислению;
- устойчивость дуги;
- высокая коррозийная стойкость швов.
- ОК 63.20 – уже упомянутый расходник для жидких агрессивных сред.

Поворотные стыки для сварки труб.
Вне зависимости от выбранных электродов сварка нержавеющих труб состоит из трех технологических этапов:
Обработка поверхностей металлической щеткой для очистки от загрязнений
Особое внимание уделить стыкам и участкам возле них.
Сам процесс сварки с зажиганием электрода и дуги.
Контроль качества соединения с предварительной отбивкой шлака.. 10.11.2020
Наталья Авраменко / автор статьи
В 2010 году завершила обучение в пермском филиале Московского государственного института управления и права
До этого получила среднее профессиональное образование в ФГУ СПО “Кунгурский сельскохозяйственный колледж” по направлению “Правоведение”. Работала с крупными рекламными агентствами и вела небольшие блоги, региональные газеты и электронные журналы по красоте и уходу за собой.
Написано статей
4




10.11.2020
Наталья Авраменко / автор статьи
В 2010 году завершила обучение в пермском филиале Московского государственного института управления и права. До этого получила среднее профессиональное образование в ФГУ СПО “Кунгурский сельскохозяйственный колледж” по направлению “Правоведение”. Работала с крупными рекламными агентствами и вела небольшие блоги, региональные газеты и электронные журналы по красоте и уходу за собой.
Написано статей
4
Выбираем ток для сварки
Последнее, о чём стоит сказать — какой подавать ток. На выбор величины тока влияет толщина соединяемых деталей и применяемых электродов.
При ручной электросварке все компоненты связаны друг с другом. К примеру, при падении напряжения в сети инвертор не способен выдать нужный ток. Но это не станет критической помехой работе: для достаточного прогрева можно просто уменьшить скорость движения электрода. Если это не приносит плодов, можно пройти по одному и тому же месту несколько раз. Другое решение — взять электрод потоньше. Какой-то из этих методов или их комбинация должен привести к положительному результату.
После изучения всех теоретических тонкостей, отрабатывайте навыки на практике. Покупайте сварочный аппарат, электроды, защитную маску – и за дело.
Может быть интересным: монтаж перил из нержавейки в Москве
Размещение электродов | Десятки
Используйте эту схему размещения устройств ЧЭНС в качестве удобного справочника при размещении электродов ЧЭНС или ЭМС на теле во время лечения боли. Если вы проконсультируетесь с медицинским работником по поводу использования устройства ЧЭНС, он, вероятно, сможет помочь вам определить наилучшее место для размещения электродов при ваших конкретных болевых симптомах. Размещение электродов в надлежащем месте — это первый шаг к получению максимальной пользы от устройства TENS или EMS.
Получить дополнительную информацию об электродах
- Электроды для ухода за кожей
- Применение многоразовых самоклеящихся электродов
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором. Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть
Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.