Преимущества и недостатки
У сварки взрывом есть свои плюсы и минусы. Впрочем, как и любого другого метода сварки. Давайте рассмотрим их поподробнее.
Итак, плюсы. Первый плюс — это высокая скорость сварки. Чтобы получить прочное соединение достаточно нескольких микросекунд. Согласитесь, это впечатляет. Отсюда и высокая производительность такого метода сварки. Также отметим, что такая технология позволяет получать биметаллические изделия. Т.е., изделия, состоящие из двух различных металлов.

Также с помощью данной технологии можно плакировать стали с особыми физико-химическими свойствами. Плакирование — это покрытие одного металл слоем другого металла. Еще с помощью сварки взрывом можно изготавливать заготовки неограниченного размера, можно делать детали для ковки.
Еще один неоспоримый плюс — простота и дешевизна сварки взрывом. По сути основная статья трат — это взрывное вещество и детонатор. Ну и сами детали, которые нужно сварить.
Но не обошлось и без недостатков. Первый минус — теоретический вред от волн, образующихся при взрыве. Если свариваются небольшие детали, то вреда может и не быть. А вот при взрыве крупногабаритных деталей нужно защищать персонал от несчастного случая. Это требует дополнительных расходов на экипировку.
Второй неочевидный минус — это необходимость допуска к работе только высококвалифицированных сварщиков. А если таковых нет в штате, то придется обучать персонал всем азам этой технологии. Дополнительно нужно будет преподавать технику безопасности при работе со взрывчатыми веществами.
И последний минус, вполне существенный — это невозможность автоматизации процесса сварки. По крайне мере, пока. Технологии еще не развились до той степени, когда не требуют присутствия человека во время взрыва. А это значит, что на конечный результат велико влияние человеческого фактора.
Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
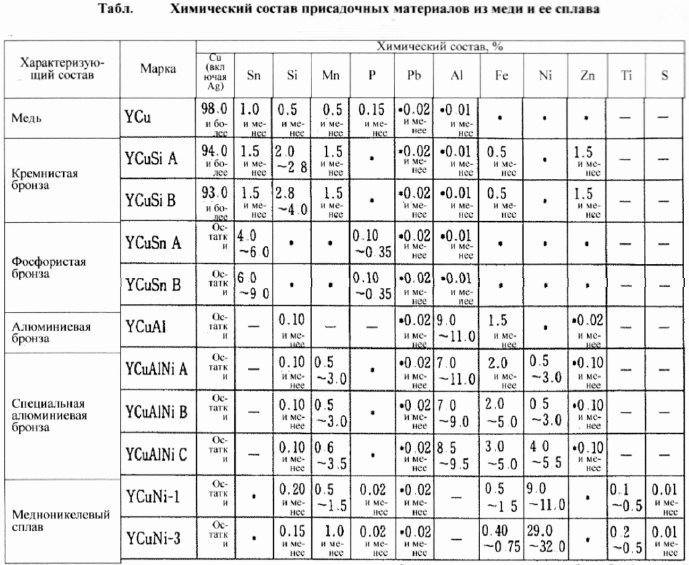
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).
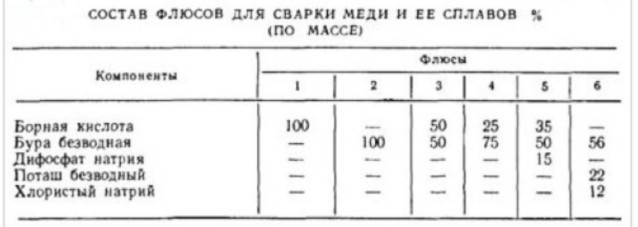
Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.

Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
Видео: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
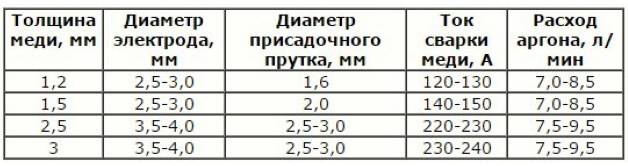
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
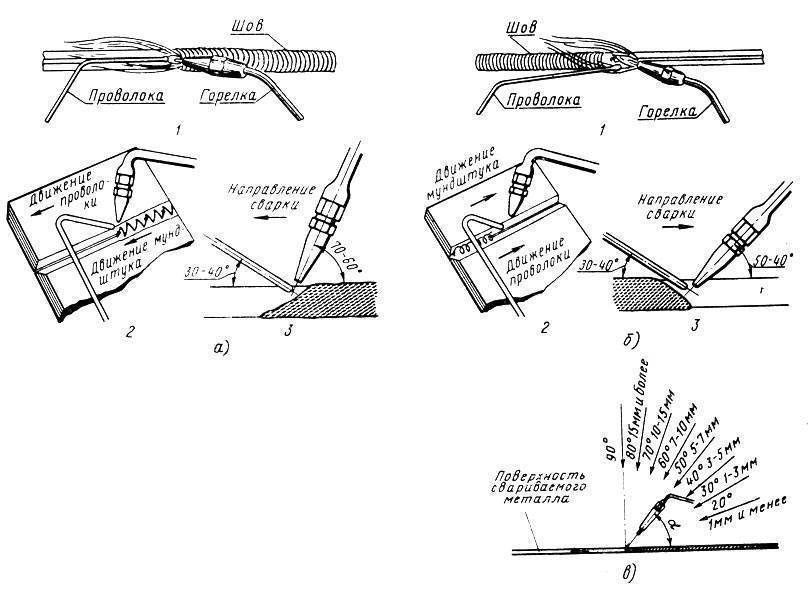
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
Видео: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.
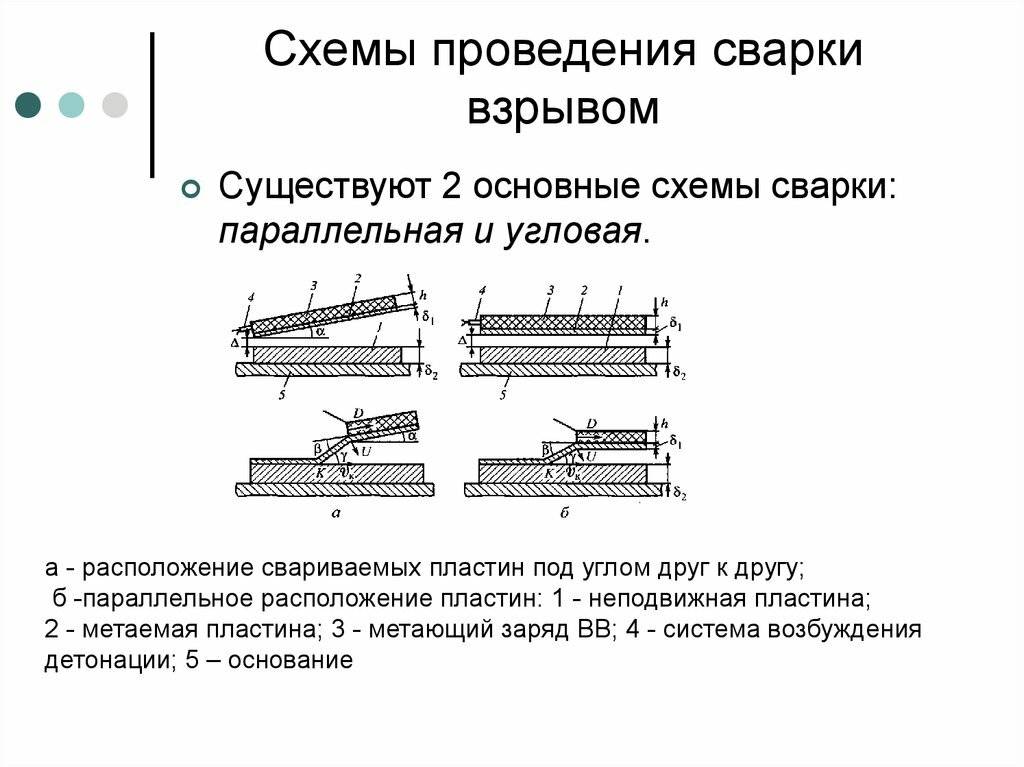
Преимущества и недостатки сварки взрывом
Как и у многих других технологий, у сварки методом взрыва есть довольно большое количество положительных и отрицательных сторон. Плюсами можно назвать:
- Высокая скорость обработки соединяемых элементов. Как ранее было отмечено, на соединение металла требуется всего несколько долей секунды. Однако, на подготовку полигона и самих материалов требуется довольно большое количество времени.
- Возможно получить качественные соединения биметалла. Стоит учитывать, что другие технологии не позволяют соединить материалы с различными физико-механическими параметрами.
- Технология позволяет проводить соединение материалов, которые характеризуются низкой степенью обрабатываемости.
- Можно создать изделие для дальнейшей ковки и штамповки. В последнее время для упрочнения поверхности проводится ковка и штамповка. Обычный шов характеризуется тем, что не может выдерживать воздействие переменной нагрузки.
- Можно получить изделие со сложной формой углов. Примером можно назвать изделия с изгибами.
Сварка взрывом считается сложным технологическим процессом, однако она может применяться для получения самых сложных изделий. Есть и несколько серьезных недостатков:
- Низкая степень безопасности при проведении взрыва. Это связано с тем, что контролировать взрывную волну достаточно сложно.
- Для того чтобы предоставлять рассматриваемые услуги нужно пройти специальное обучение и получить на это допуск. Несоблюдение технологии приводит к тому, что заготовка может быть повреждена.
- Работа может проводится только при условии наличия специальной защитной камеры или полигона.
- Автоматизировать рассматриваемый процесс практически невозможно. Именно поэтому к каждому процессу соединения изделий приходится тщательно подготавливаться.


Вышеприведенная информация определяет то, что положительных сторон у сварки взрывом намного больше, чем отрицательных.
Воздействие начального состояния свариваемых материалов
Исходное состояние изделий в большинстве случаев отражается на качестве соединения. На состояние шва может отражаться:
- Наличие или отсутствие загрязнений. По мимо этого, коррозия на поверхности может значительно уменьшить качество соединения.
- Степень проявления микронеровностей. Если поверхность отличается сильной волнистостью, то необходимо провести ее подготовительное разравнивание.
- Вид соединяемых металлов. Если понадобится можно провести соединение легированных сплавов и углеродистых сталей, цветных металлов.
Шов сварки при сварке взрывом
Рассматриваемый способ сварки отличается тем, что готовить поверхность к отделке не надо. Благодаря этому значительно упрощается процесс и уменьшаются затраты.
Как выполняется сварка взрывом
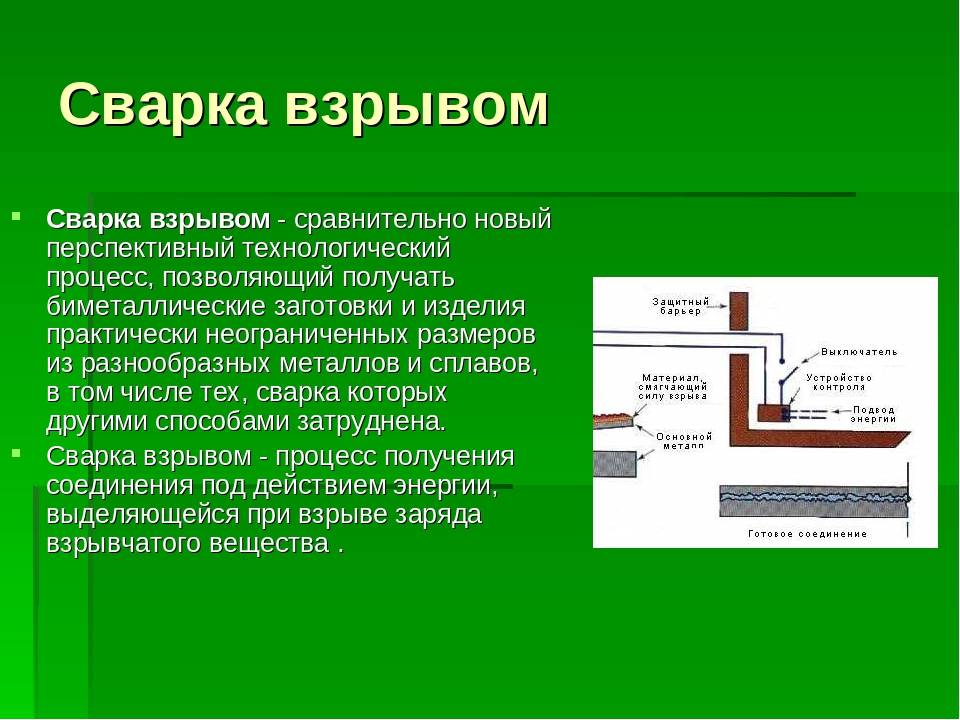
Чтобы из разнородных деталей получить цельное изделие, реализуют следующий алгоритм:
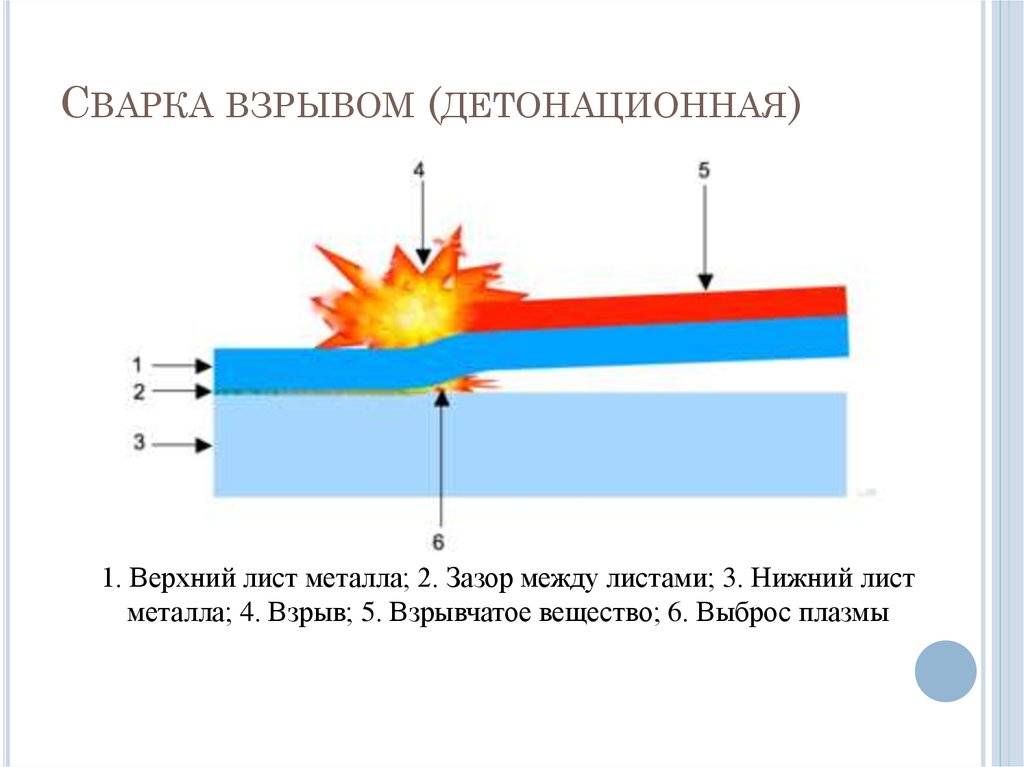
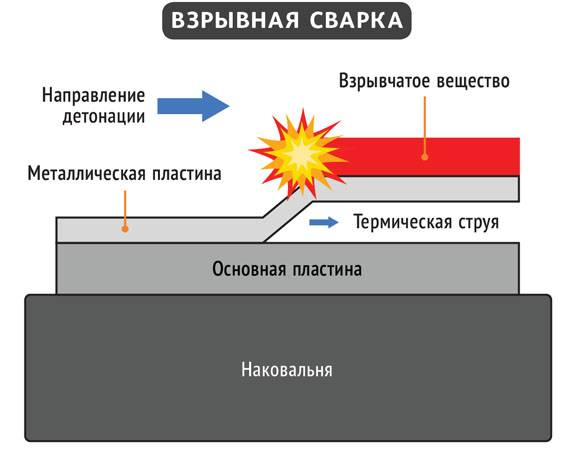
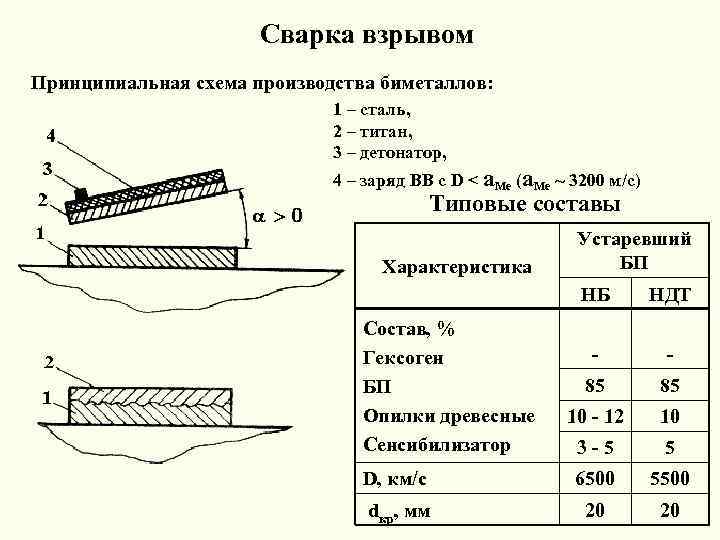
- Основной металл размещают на неподвижном основании.
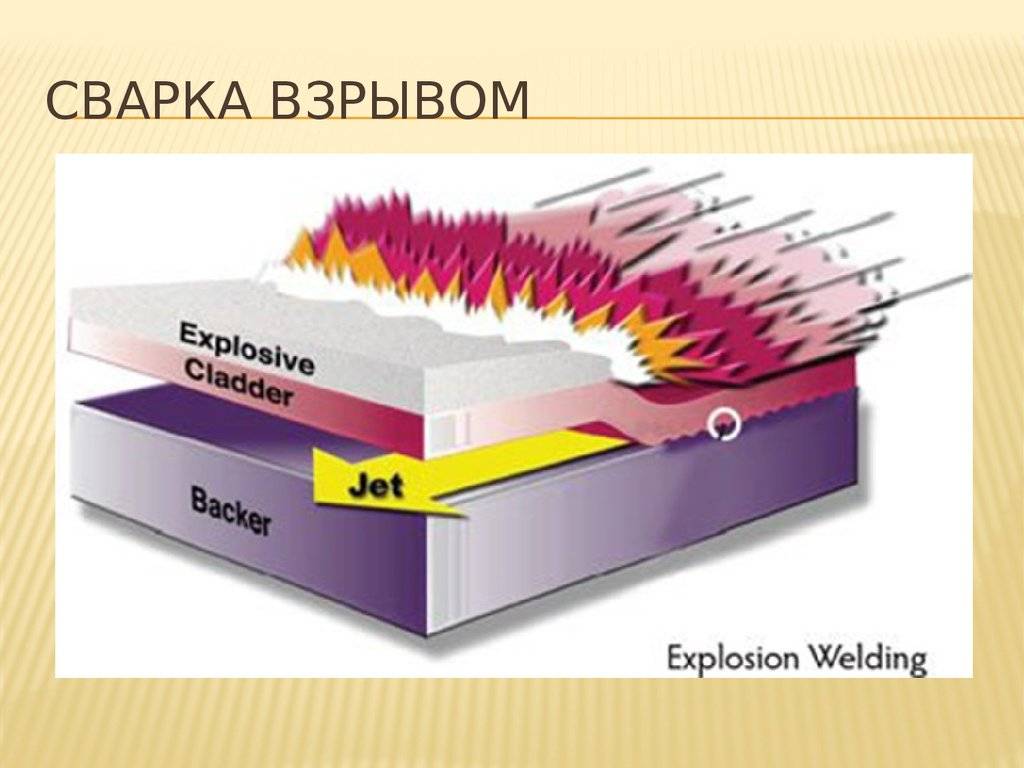
- Сверху на небольшом расстоянии укладывают плакирующий металл, который покрывают равномерным слоем взрывчатого вещества (ВВ).
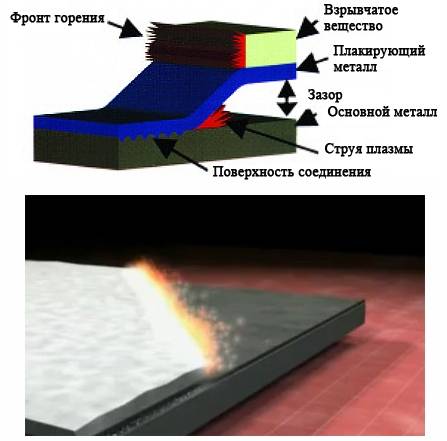
- При детонации ВВ происходит взрыв, фронт которого распространяется от одного края заготовки к другому.
- В результате взрывного воздействия плакирующий элемент получает сверхвысокую кинетическую энергию, что приводит к образованию усилия, достигающего нескольких сотен килотонн.
- Соударение соединяемых материалов вызывает нагрев поверхности слоев и образование струи плазмы, что приводит к обмену электронами и получению прочных связей.
Физика данного процесса несколько схожа с процессом электронно-лучевой сварки, где за счет высокой кинетической энергии электроны проникают вглубь металлической поверхности, вызывая ее нагрев. Однако если при реализации ЭЛС источником энергии является луч высокой мощности, то в данном случае электронный обмен достигается за счет энергии, высвобождаемой при детонации ВВ. Кстати, подробнее про электронно-лучевую технологию можно прочитать здесь.

Надежность видна невооруженным взглядом
Прочность сварного соединения по большому счету зависит от количества и скорости детонации взрывчатого вещества. Данные показатели обычно подбирают экспериментальным путем, при этом негативный эффект может иметь как нехватка, так и переизбыток ВВ. Также для улучшения прочности конструкции между основными материалами иногда вставляют тонкую прослойку из ванадия, ниобия или тантала, которая во время эксплуатации не поддается коррозии и способствует сохранению цельности сварного шва.
Как это делают на западе (en) :
Специфические особенности сварочного процесса
В теории, взрывная методика получения биметаллических связей не отличается большой сложностью, однако на практике ее реализация зачастую затруднена. Связано это с пагубным влиянием ударной волны на окружающую среду и необходимостью хранения взрывчатых веществ. Для соблюдения безопасности процесса подобные работы проводят на полигонах, расположенных в районах с невысокой сейсмической активностью. Если свариваемые детали имеют небольшие габариты, допускается применение специальных камер, стены которых должны выдерживать нагрузку, создаваемую ударной волной.
Как уже отмечалось, подбор количества взрывчатого вещества осуществляют экспериментально. Очень сложно произвести точные расчеты, так как нельзя просто остановить или замедлить процесс на определенном этапе, чтобы подробно его исследовать и выработать определенную схему. Поэтому к каждому изделию применяется индивидуальный подход, что делает невозможной автоматизацию работы.
Как подготовить заготовки к сварке взрывом?
Сварка взрывом подразумевает проведение определенных подготовительных работ, к которым следует отнести следующие процессы:
- предварительно подготавливают фундамент, на котором будет располагаться неподвижная заготовка;
- элементы, которые нужно соединить друг с другом;
- сам взрывчатый элемент;
- детонатор;
- между заготовками придется соблюдать определенное расстояние и угол относительно друг друга.
Стоит отметить, что сваривать можно как небольшие, так и довольно габаритные конструкции, например, многослойные, армированные, цилиндрические и так далее.
При промышленных сварных работах обычно пользуются основанием, которое изготавливается из материалов, подлежащих восстановлению в кратчайшее время — это песок, дробь, металлический шлак и так далее.
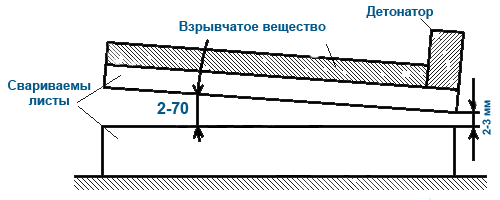
Деталь, которая будет двигаться к закрепленной заготовке на высокой скорости, устанавливается под углом порядка 3–10° и с небольшим зазором, который должен составлять порядка 2–10 мм. На торцевую часть укладывается взрывчатка, подключенная к детонатору
Очень важно следить за тем, чтобы взрывчатое вещество было распределено по кромке максимально равномерно. Это позволит избежать изгибов или смещений при формировании шва. Как правило, в данном случае берут гексоген, тол, тротил или иные взрывчатые вещества
Как правило, в данном случае берут гексоген, тол, тротил или иные взрывчатые вещества.
Отдельное внимание следует уделить установке детонатора, который, как правило, делается из довольно плотного картона. После его активации начинает распространяться взрывная волна, скорость перемещения которой составляет порядка 2000–10000 метров в секунду. Она будет оказывать непосредственное воздействие на заготовки и передавать им максимальное количество своей энергии, подвижная деталь приближается к зафиксированной, причем на кромках создается довольно сильное давление
Она будет оказывать непосредственное воздействие на заготовки и передавать им максимальное количество своей энергии, подвижная деталь приближается к зафиксированной, причем на кромках создается довольно сильное давление
В результате происходит формирование сварного соединения и соответствующего шва.
https://youtube.com/watch?v=84hWnWAODM4
Очень важно правильно хранить взрывчатые вещества, которые используются при непосредственной сварке: они нуждаются в определенных показателях температуры и влажности
Контроль качества швов
Для контроля сварных соединений, полученных путем сварки взрывом, проверяются три параметра:
- Плотность шва проверяют ультразвуковым методом. Для важных швов применяют проверку рентгеноскопией.
- Прочность выявляют при помощи срез части шва или его разрыва.
- Пластичность исследуют путем различных изгибов, прогибов и кручений сварного соединения.

При возникновении сомнений в ровности результата, полученное изделие проверяют на деформацию. Для этого понадобится любой измерительный прибор, например линейка.
Новые технологии обработки металлов завоевывают позиции, но остаются не полностью рассмотренными. Поэтому, несмотря на кажущуюся простоту процесса, необходимо предварительно изучить все нюансы и особенности техники безопасности.
Достоинства и недостатки метода
К плюсам сваривания деталей взрывом с использованием пирозаряда можно отнести:
- высокую скорость сварки;
- возможность сваривания деталей из разных поверхностей;
- возможность сваривать детали в труднодоступных местах;
- высокую однородность и прочность соединения при малой диффузии.
Кроме того, отсутствие необходимости касания поверхностей электродом и зрительного наблюдения за процессом дает возможность соединять тонкие детали сложной формы в узких полых пространствах.
К минусам метода сварки взрывом относят:
- сложность технологической подготовки;
- повышенную опасность;
- неприменимость способа для легкоплавких и горючих деталей.
Несмотря на высокую скорость самого процесса сваривания, подготовка может занимать значительное время. При этом использование взрывчатого вещества создает высокий риск повреждения деталей температурой или ударной волной, поэтому перед свариванием новых материалов нужно подбирать подходящее вещество для пирозаряда и толщину его нанесения опытным путем.



Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.
За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов
Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал. В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла
К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия. Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью
Ее возбуждение выполняется осциллятором
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Этапы сварки взрывом
Сущность процесса сварки взрывом заключается в следующем.
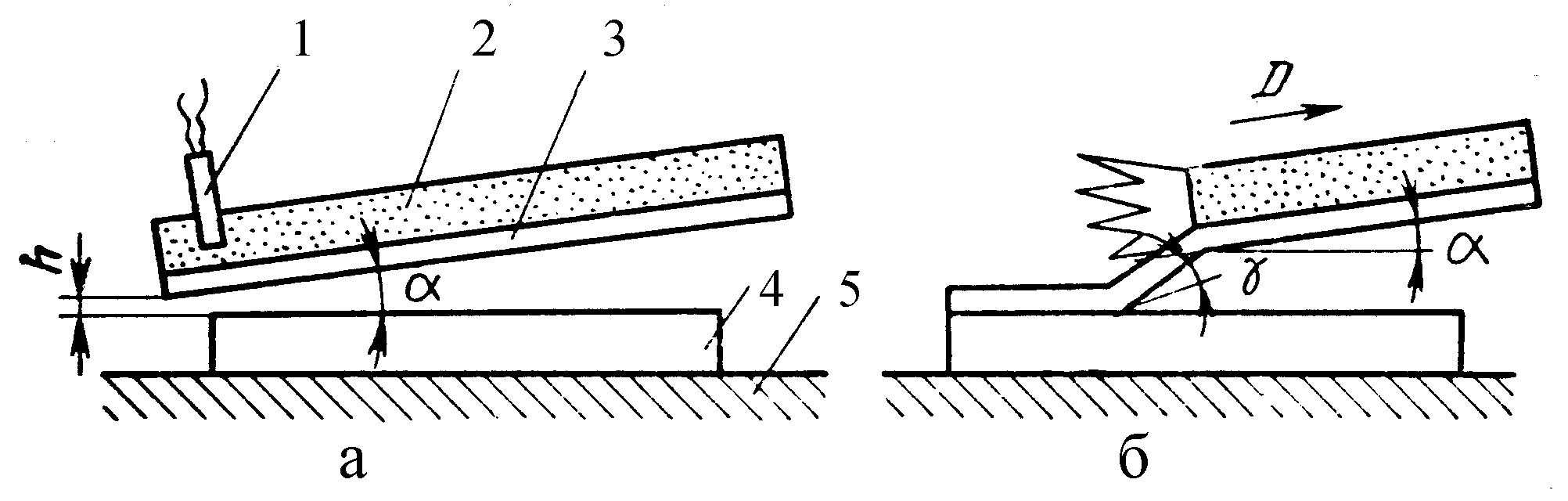
- Одну из пластин располагают на каком-либо основании (земляном грунте, дереве, металле и т. п.).
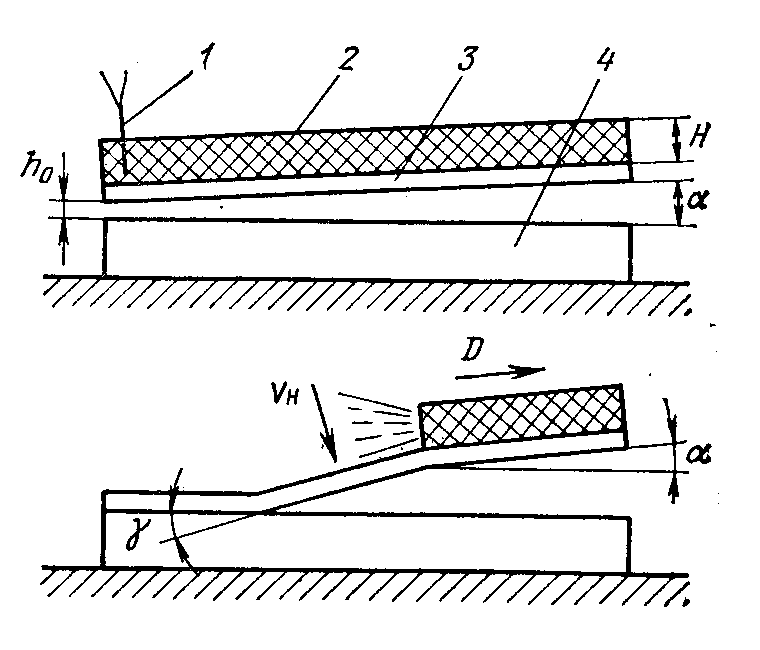
Вторую устанавливают над первой с определенным зазором между подлежащими сварке поверхностями h при помощи каких-либо опор по углам.
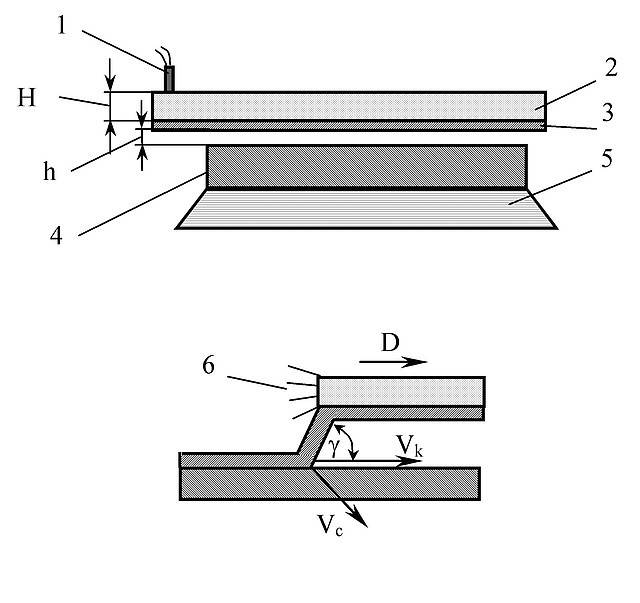
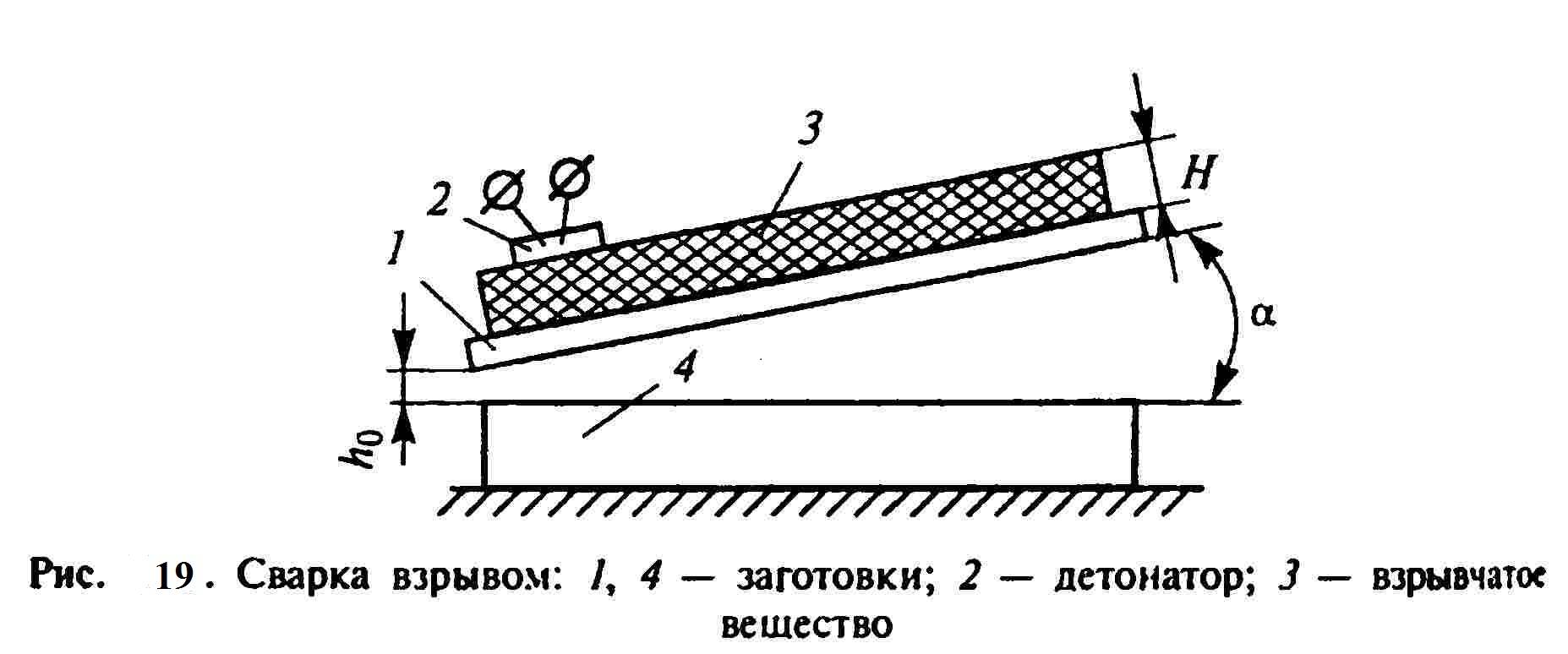
- На всю внешнюю поверхность верхней части укладывают заряд взрывчатого вещества (ВВ), как правило, слоем одинаковой толщины Н. В одном из концов, а иногда углов, заряда ВВ устанавливают детонатор (рис. 2).
- При инициировании детонатором заряда ВВ по нему распространяется фронт детонационной волны. Скорость ее движения D для данного ВВ довольно определенна.
- Для различных ВВ она составляет 2000—7500 м/сек и определяется их химическим составом и физическим состоянием.
- Позади фронта детонационной волны образуются продукты взрыва, которые в течение очень короткого промежутка времени по инерции сохраняют прежний объем, находясь в нем под давлением 100—200 тыс. аг, а затем со скоростью 0,50—0,75 D разлетаются в стороны по нормалям к свободным поверхностям заряда.
Начало процесса |
Ход процесса |
Завершение сварки взріва |



При этом они сообщают находящемуся за фронтом детонации участку металла импульс, под действием которого его элементарные объемы последовательно, с ускорением движутся к поверхности неподвижной части металла и со скоростью v соударяются с ней. При установившемся процессе метаемая часть на некоторой длине дважды перегибается, и, если соединяемые поверхности перед сваркой были установлены параллельно друг другу, ее наклонный участок со скоростью vK, равной D, движется за фронтом детонационной волны, а участок, на котором находится непродетонированная часть заряда ВВ, под действием сил инерции остается в исходном состоянии (рис. 3).
Рис. 2. Схема сварки взрывом плоских параллельно расположен-ных элементов: 1 — электродетонатор; 2 — плоский заряд ВВ; 3— верхняя (метаемая) пластина; 4— нижняя (неподвижная) пластина; 5 — основание (грунт)
Высокоскоростной удар метаемой части металла под углом к неподвижной поверхности развивает в зоне соударения давления в десятки, а иногда и сотни килобар.
Та деформирование имеет характер вязкого течения и способствует сближению свариваемых поверхностей по всей площади соударения практически вплотную.
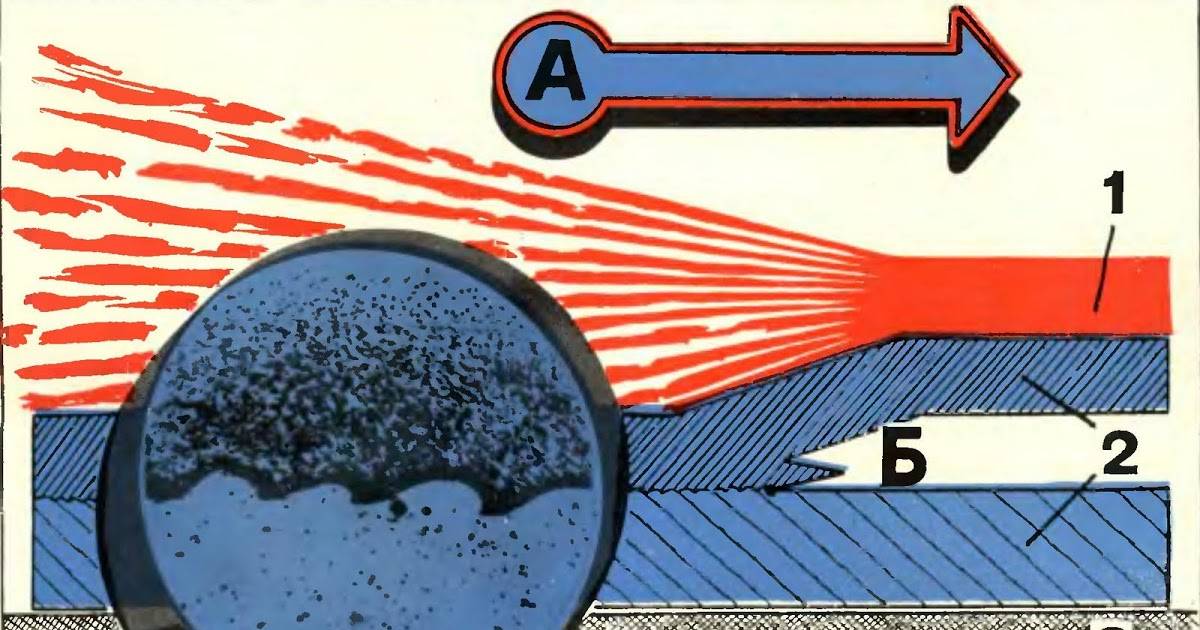
Рис. 3. Схема установившегося процесса соударения свариваемых пластин: 1 — фронт детонационной волны; 2 — фронт разлета продуктов взрыва BB; 3 — фронт волны разрежения; D — скорость детонации BB; v — скорость соударения пластин; vK — скорость перемещения «динамического угла встречи» соударяющихся пластин в направлении сварки; —толщина метаемой (верхней) пластины; б„ —толщина неподвижной пластины
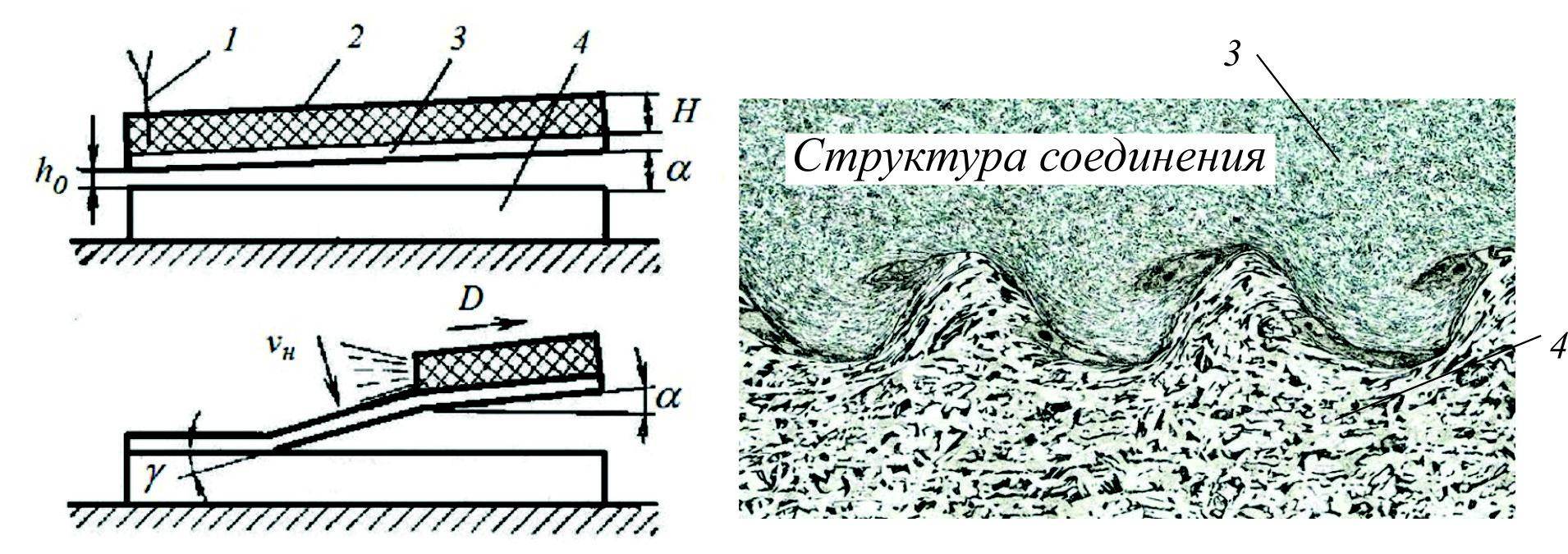
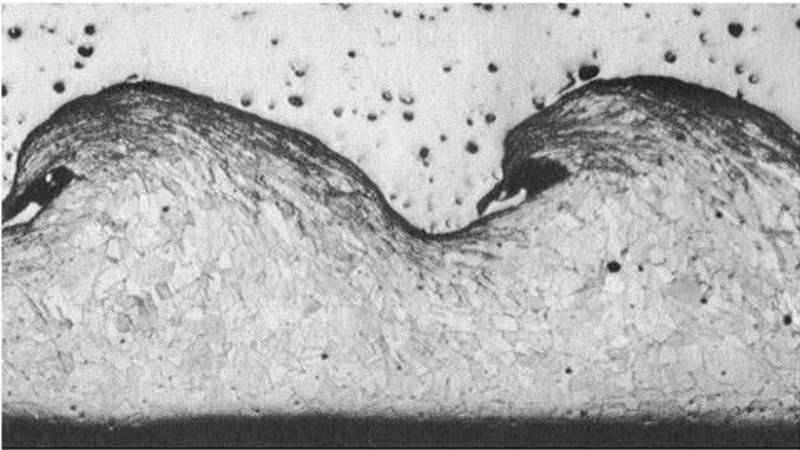
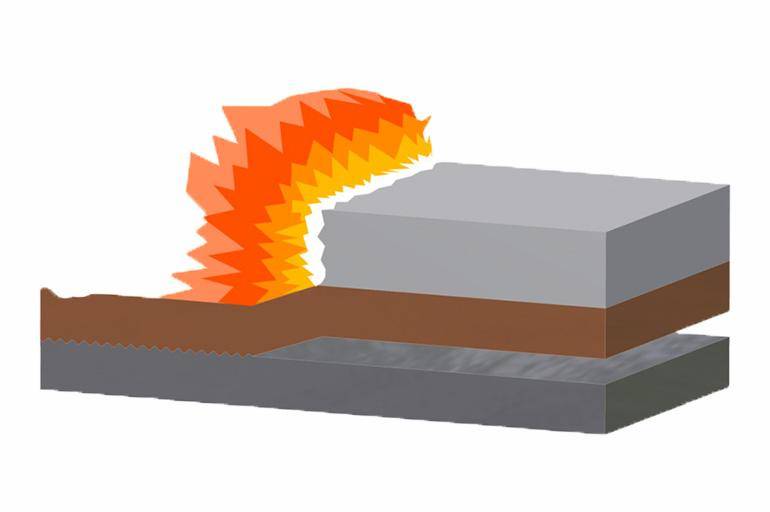
Профиль деформированной зоны метала в образующемся сварном соединении обычно имеет волнообразный вид (рис. 4). Окионые пленки и другие поверхностные загрязнения дробятся и рассредоточиваются со слоями деформирующегося металла, видимо, так же, как это происходит и при известной холодной сварке пластичных металлов и частично уносятся из вершины угла встречи соударяющихся поверхностей в виде тонкой пыли под действием кумулятивного эффекта.
https://youtube.com/watch?v=2pr94Lk5a5k
Особенности процесса сварки взрывом
Сварное соединение образуется в течение миллионных долей секунды, то есть практически мгновенно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Эта особенность позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образует хрупкие интерметаллические соединения, делающие швы непригодными к эксплуатации.
При сварке взрывом можно получать соединения неограниченной площади. При этом процесс сварки осуществляется тем проще, чем больше отношение площади соединения к толщине метаемой части металла. Осуществлены соединения площадью 15…20 м2.
| 1 – детонатор; 2 – заряд ВВ; 3 – метаемые пластины; 4 – неподвижная пластина; 5 – подложкаРисунок 3 — Сварка трех- и много- слойных плоских соединений одновременно одним зарядом ВВ | 1 – детонатор; 2 – заряд ВВ; 3 – соединяемые трубыРисунок 4 — Сварка взрывом стыка труб |
| 1 — детонатор 2-металлическая призма направления детонационной волны; 3-заряд ВВ; 4-облицо вываемый лист; 5-метаемые листы; 6-центрирующее основание. Рисунок 5 — Приварка двух наружных слоев к листу взрывом одной точки | 1 – детонатор; 2 – металлический конус для направления детонационной волны; 3 – заряд ВВ; 4 – метаемая труба; 5 – облицовываемый цилиндр; 6 – грунт. Рисунок 6 — Наружная облицовка цилиндрических тел кольцевым зарядом ВВ |
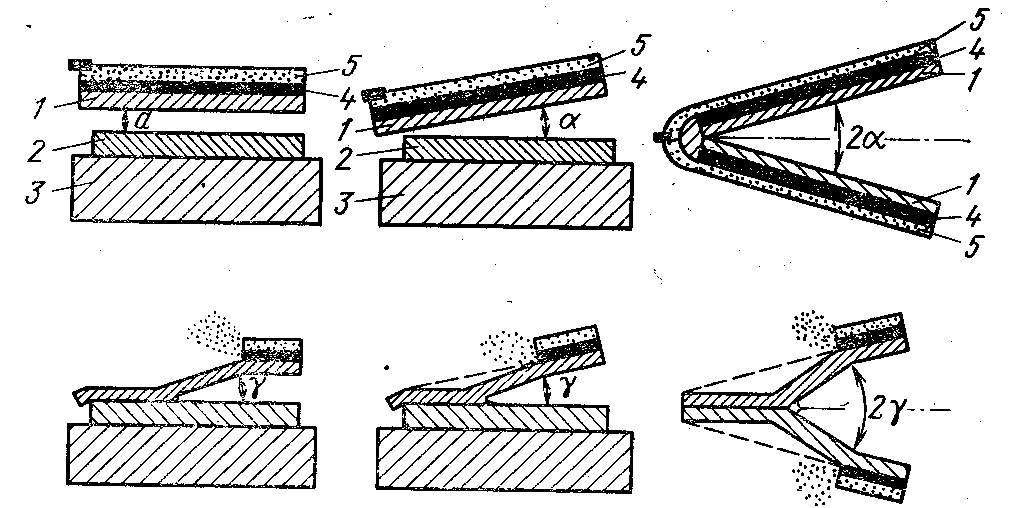
Наряду со сваркой листовых деталей применяются и другие технологические схемы, представленные на рисунках 3 — 7.
Сварка взрывом начинает использоваться для стыковых нахлесточных соединений некоторых готовых элементов конструкций. Перспективное применение сварки взрывом для соединения армированных металлов, получения из порошков монолитных металлов и сплавов
1-детонатор; 2-металлический конус для направления детонационной волны; 3 — заряд ВВ; 4 — метаемая труба; 5 — облицовываемый цилиндр; 6 — центрирующее основание.Рисунок 6 — Сварка биметаллических цилиндрических заготовок переменного диаметра.
При сварке листовых деталей основными параметрами режима являются:
угол установки деталей α = 2…16°; первоначальный зазор h = 2…13 мм; скорость детонации ВВ Vд = 2500…3500 м/с; скорость соударения Vс; скорость перемещения точки соударения Vк.
На практике для определения режимов сварки взрывом последовательно выбирают необходимую скорость детонации (Vд = 2500…3500 м/с), величину зазора h и угол наклона α. Возможна сварка деталей без зазора с h = 0 и углом a = 0°. Если основные параметры выбраны оптимальными, то получается высококачественное сварное соединение, равное по прочности основному металлу.
Сварные соединения, полученные взрывом, обладают достаточно большими прочностными свойствами. При испытаниях разрушение образцов, как правило, происходит по наименее прочному металлу пары на некотором расстоянии от плоскости соединения.
При сварке листовых деталей взрывом соединение наблюдается практически по всей поверхности. Таким образом изготавливают биметаллические материалы, которые применяются в конструкциях непосредственно после сварки или после прокатки, с помощью которой изготавливаются листы необходимых размеров и толщины. Можно также получить не только двухслойный, но и многослойный биметаллический материал.
К недостаткам процесса можно отнести трудность сварки малопластичных, хрупких металлов (чугуна, высокопрочных титановых сплавов), разрушающихся при взрывном нагружении.
Преимущества и недостатки
Сварка взрывом имеет определенные преимущества и недостатки также как и другие виды сварочных процессов. Для начала стоит рассмотреть ее положительные особенности:
- она обладает высокой скоростью сварного процесса. Чтобы получить прочный шов достаточно всего несколько микросекунд;
- этот метод имеет высокие показатели производительности, это связано с тем, что он обладает моментальной скоростью выполнения сварного соединения;
- позволяет соединить изделия из разных видов металла, в результате получаются биметаллические элементы;
- с помощью этого сваривания можно производить плакирование стали с особыми физико-химическими свойствами. Плакирование считается процесс, при котором производится покрытие одного металла слоем другого металла;
- данный способ позволяет изготавливать заготовки с неограниченным размером, также можно делать элементы для ковки;
- простое проведение и невысокая стоимость. Траты уходят на приобретение взрывного вещества и детонатора, на детали, которые требуется сварить.
Но взрывная сварка имеет некоторые недостатки, которые обязательно стоит учитывать при проведении сварочных работ:
- Может наблюдаться вред от волн, которые образуются во время взрыва. Если производится соединение небольших элементов, то особого вреда не будет. Но вот при крупном производстве требуется защищать персонал от вредного воздействия. А это потребует дополнительные затраты на защитные средства и экипировку.
- К работам допускаются только высококвалифицированные сварщики. Если на предприятии их нет, то придется обучать персонал азам данной технологии. Дополнительно необходимо будет преподавать технику безопасности при работе с взрывоопасными веществами.
- Нет возможности произвести полную автоматизацию всего процесса. При взрывной технологии обязательно должен присутствовать сварщик и контролировать ее процесс.
Взрывная сварочная технология считается новым направлением в области сварки, но она успела получить широкое распространение. Ее используют во многих сферах производства. Ее востребованность связана с тем, что она позволяет работать с разнородными металлами, а также процесс обладает высокой скоростью и производительностью, а это имеет огромное значение при изготовлении многих металлических конструкций.

Преимущества и недостатки
Хотя сварка взрывом не везде применима, она требует определенных условий, технология использования энергии детонации для соединения металлов имеет ряд преимуществ:
- Это единственный метод, позволяющий получать соединение металлов с различными физическими характеристиками.
- Многокомпонентные материалы сочетают в себе особенности каждого из слоев, можно делать биматериалы с заданными свойствами.
- Высокотемпературное покрытие черных сплавов цветными и жаропрочными металлами приводит к существенной экономии: дорогостоящие заготовки заменяют плакированными.
- Прочность сварного соединения: механическая и термическая обработка деталей не влияет на прочность шва.
- Метод применим для работы деталями сложной конфигурации: можно плакировать изгибающиеся и угловатые поверхности.
- Процесс протекает с огромной скоростью.
Главный минус этого способа соединения неоднородных металлов – низкая управляемость процессом. Образующаяся взрывная волна небезопасна, она распространяется с высоким шумовым эффектом. Это еще не все недостатки:
- с трубами и деталями работают в специально созданных металлических камерах;
- для соединения листовых поверхностей делают опорные железобетонные «подушки» в условиях полигонов;
- при высокотемпературной обработке деталей прочность соединения снижается;
- применение взрывчатых веществ требует безопасности;
- нужны большие временные затраты на подготовительном этапе работ;
- необходимо заниматься подготовкой кадров, специалистов нельзя заменить автоматами.
Сварка решетчатых конструкций
Решетчатые конструкции представляют собой соединенные между собой стержни. К такому виду конструкций относятся, например, фермы и всевозможные каркасы, арматурные сетки. Каркасы бывают плоские и пространственные, а сетки, состоящие из взаимно-перпендикулярных стержней – рулонными или плоскими.
Они все могут иметь различные виды соединений.
Очертания решетки позволяют разделять фермы на различные типы. Имеются следующие виды очертаний:
- сегментные;
- треугольные;
- трапецеидальные;
- с параллельными поясами.
Для их изготовления используется металл толщиной до десяти миллиметров. Ферма представляет собой не подверженную изменениям систему, состоящую из стержней, имеющих прямолинейную форму. Между собой стержни соединены шарнирами – цилиндрическими или шаровыми. Работают фермы на изгиб.
Особенности сварки решетчатых конструкций в виде ферм заключаются в правильной центрировке соединяемых стержней. Это поможет избежать появления дополнительных напряжений на изгиб, которые не были включены в первоначальный расчет. Соединение стержней должно быть таким, чтобы они испытывали только такие воздействия, как растяжение или сжатие.
Элементы металлоконструкций выполняют из уголков, швеллеров и двутавров. Конструктивные элементы металлической фермы:
- нижний пояс;
- верхний пояс;
- узловая фасонка;
- раскос;
- листовая накладка;
- несущий профиль;
- крепеж в виде болтов или заклепок.
Узлом называют место, где сходятся два или несколько стержней. Расстояние между узлами именуется панелью фермы, а расстояние между опорами фермы – пролетом. Соединение стержней в узлах осуществляется с помощью металлического листа, называемого фасонкой.
К особенностям сварки ферм относится последовательность, в которой осуществляются различные этапы. Сварку узлов фермы ведут от середины к их краям. Если применяются швы различных видов, то вначале выполняют стыковые, а затем угловые швы. Если швы обладают разным сечением, то первыми начинают прокладывать швы с более большим размером сечения. Конец шва проводят на торец привариваемого элемента миллиметров на двадцать.
Сборка и сварка решетчатых конструкций будет более удобна при использовании различных приспособлений.Технология сварки решетчатых конструкций должна быть описана в технологической карте на изделие. Длина сварочных швов при сварке решетчатых конструкций должна находиться в диапазоне 20-40 сантиметров.
Чтобы напряжение в узлах фермы сделать минимальным, сварку следует начинать в середине, а затем двигаться к ее краям. При наличии швов с большим и маленьким сечением начинать следует с тех, чье сечение больше.
Как подготовиться
Перед началом работы выполняют следующие действия:
- Подготавливают соединяемые поверхности. С них удаляют окалину, следы масел, оксидную пленку или защитные напыления.
- Выпрямляют заготовки. Допускается кривизна в 2 мм/м².
- Создают незначительную шероховатость.
- Сопоставляют детали. При работе с листовыми изделиями нижнюю часть укладывают на подложку, верхнюю размещают параллельно или под углом. Наклон не должен превышать 30°. Полые детали закрепляют с помощью специальных приспособлений. В трубу вставляют сердечник, предотвращающий деформацию.
- Вычисляют требуемый объем заряда взрывчатки.

Сварку взрывом используют при изготовлении заготовок для проката биметалла.
Контроль качества сварных соединений
Основными критериями для оценки качества биметалла, полученного при сварке
взрывам, являются сплошность (отсутствие или наличие дефектов в сварном шве)
и прочностные свойства сварного соединения, общая прочность биметалла, а также
деформация изделия.
Сплошность соединения определяют методом
ультразвукового контроля. Для ответственных изделий применяют метод
рентгеноскопии сварного шва. Прочностные свойства определяют по результатам
испытания на срез и разрыв.
Пластичность оценивают по результатам испытаний на гиб с перегибом и изгиб.
Все механические свойства полученного биметалла определяют такими же способами,
которые применяются для определения аналогичных свойств обычного монометалла.
Под воздействие взрывной волны могут происходить серьёзные деформации
изделий при сварке. Степень деформации можно оценить обычными измерениями
с помощью мерительного инструмента.
Достоинства и недостатки метода
Способ применим не всегда, он требует соблюдения особых условий. Несмотря на это, технология имеет достоинства:
- возможность соединения деталей из материалов, обладающих разными химическими и физическими свойствами;
- сохранение особенностей каждого из компонентов многослойной конструкции (допускается создание композиций с нужными характеристиками);
- возможность замены дорогостоящих деталей из цветных металлов плакированными из черных;
- высокая прочность сварного шва (она не меняется при термическом и механическом воздействии на готовую конструкцию);
- возможность применения метода для создания сложных металлических изделий (можно обрабатывать угловые и извилистые поверхности);
- высокая производительность работы.
У метода есть как преимущества, так и недостатки. Главное отрицательное качество – невозможность постоянного управления процессом. Образующаяся при работе взрывная волна представляет опасность. Сварка сопровождается резким повышением уровня шума. К другим отрицательным сторонам можно отнести:
- необходимость работы в специализированных металлических камерах;
- потребность в создании железобетонных подложек для сварки листовых металлов;
- возможность снижения прочности шва при дальнейшей обработке металлоконструкции;
- необходимость тщательного соблюдения правил безопасности при использовании взрывчатых веществ;
- потребность в длительной предварительной обработке свариваемых элементов;
- необходимость подготовки кадров, замена специалистов роботами невозможна.
К достоинствам сварки взрывом относится высокая скорость процесса.