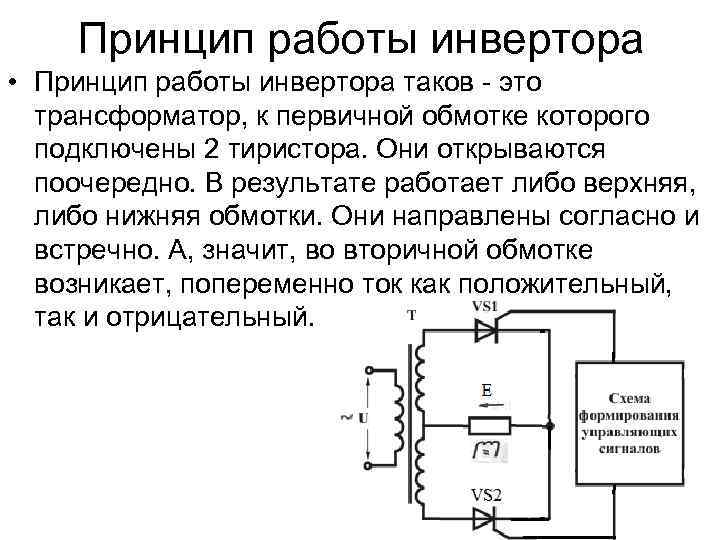
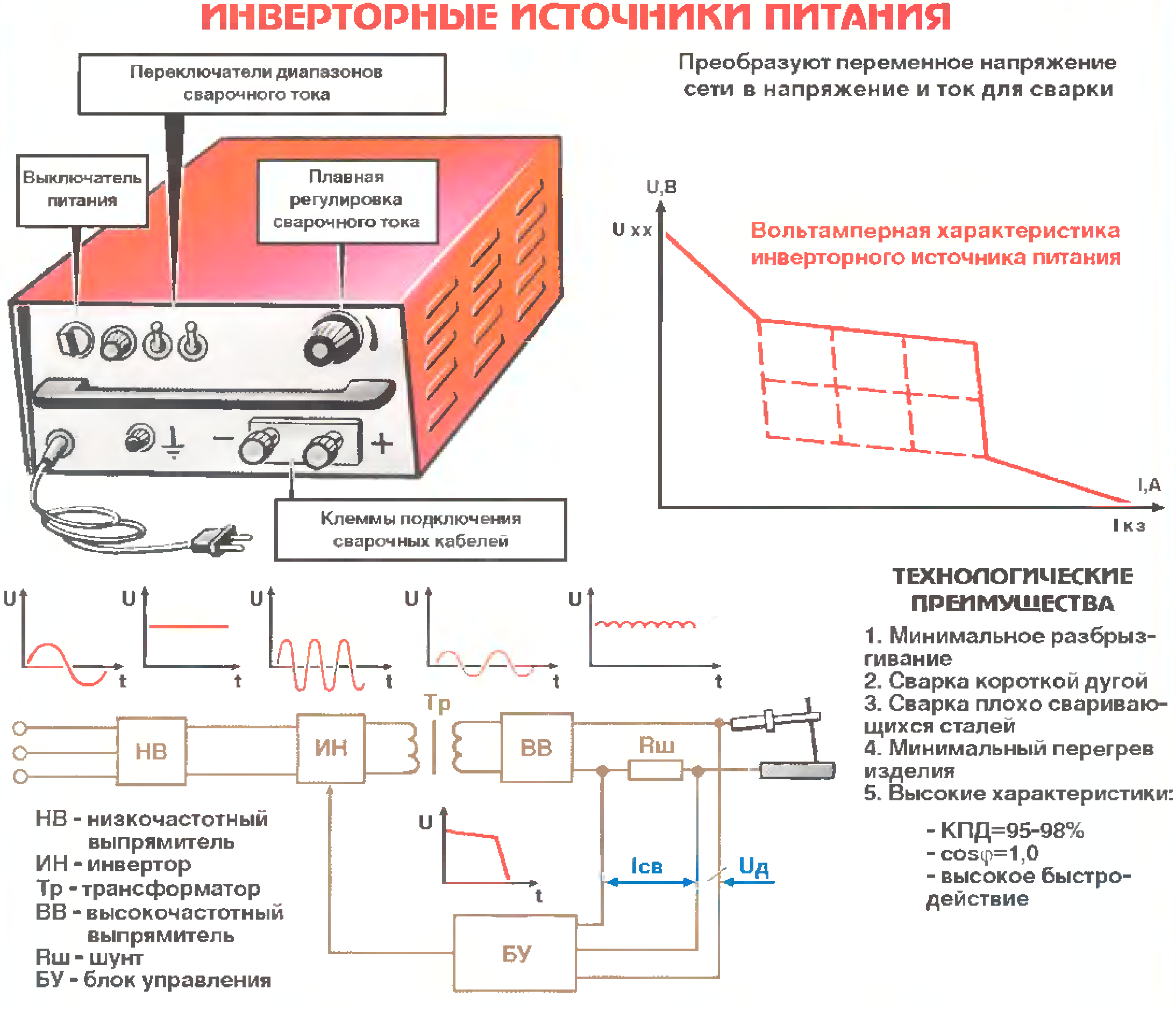
Как работает инверторный аппарат
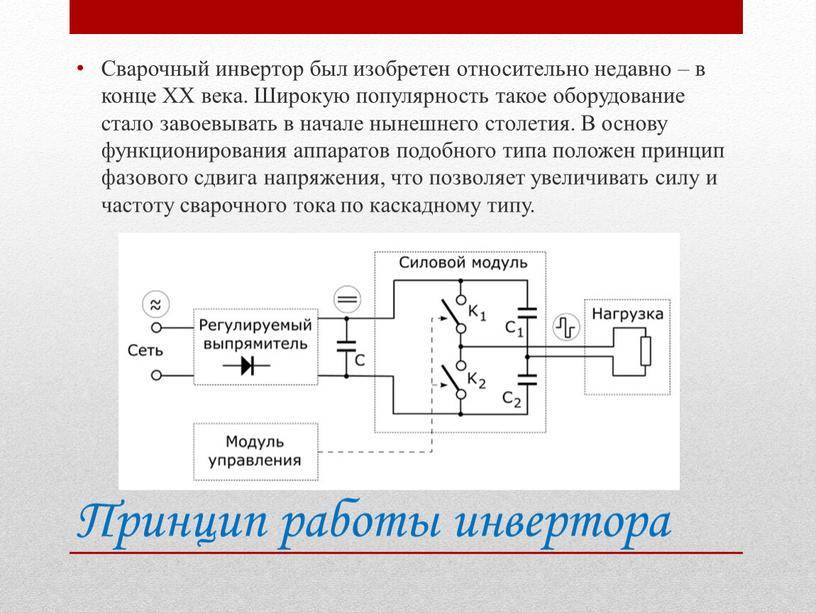
Принцип работы инверторного оборудования выгодно отличается от схемы классических трансформаторных агрегатов. Функционирование устройств построено на принципе фазового сдвига напряжения, увеличивающем по каскадному типу частоту и силу сварочного тока.
Хоть сам по себе инвертор является довольно сложным электронным устройством, но научиться варить инверторной сваркой при желании можно достаточно быстро.
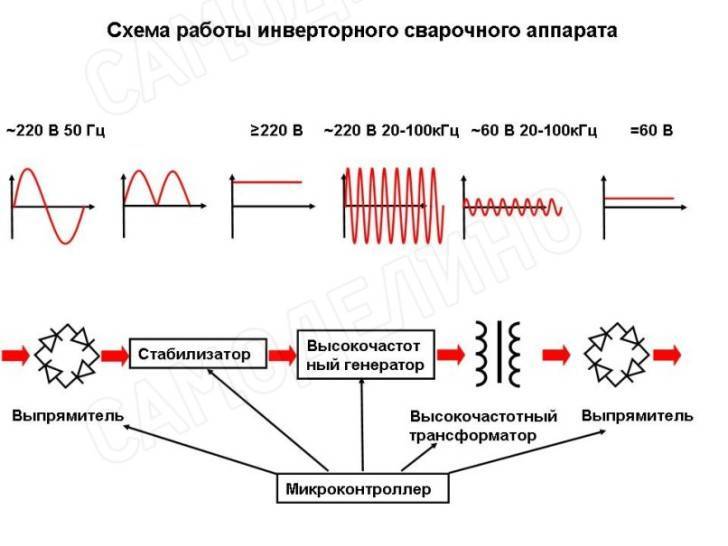
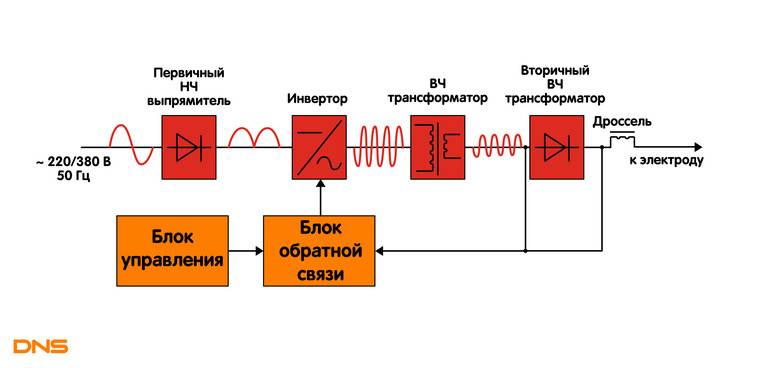
Основы сварки инвертором состоят в следующем:
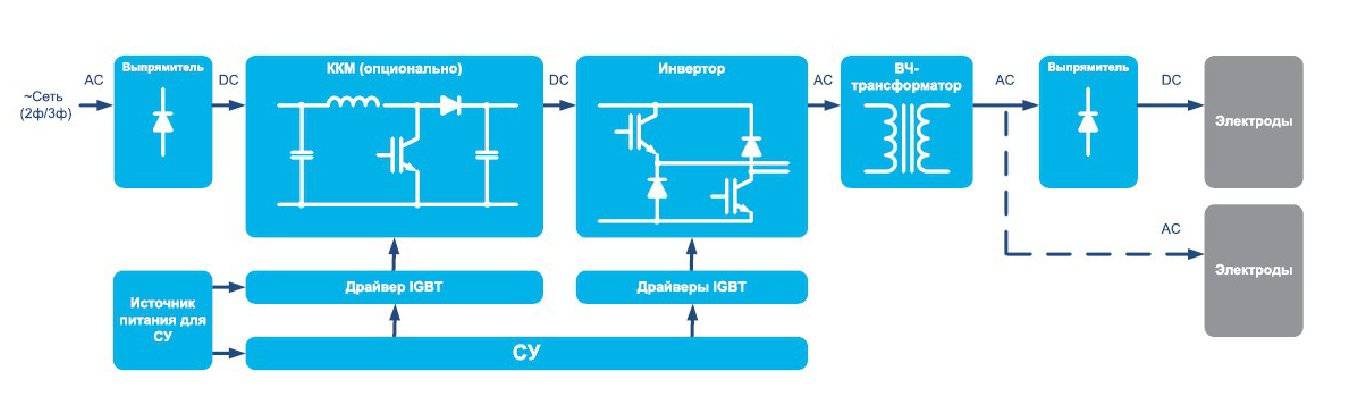
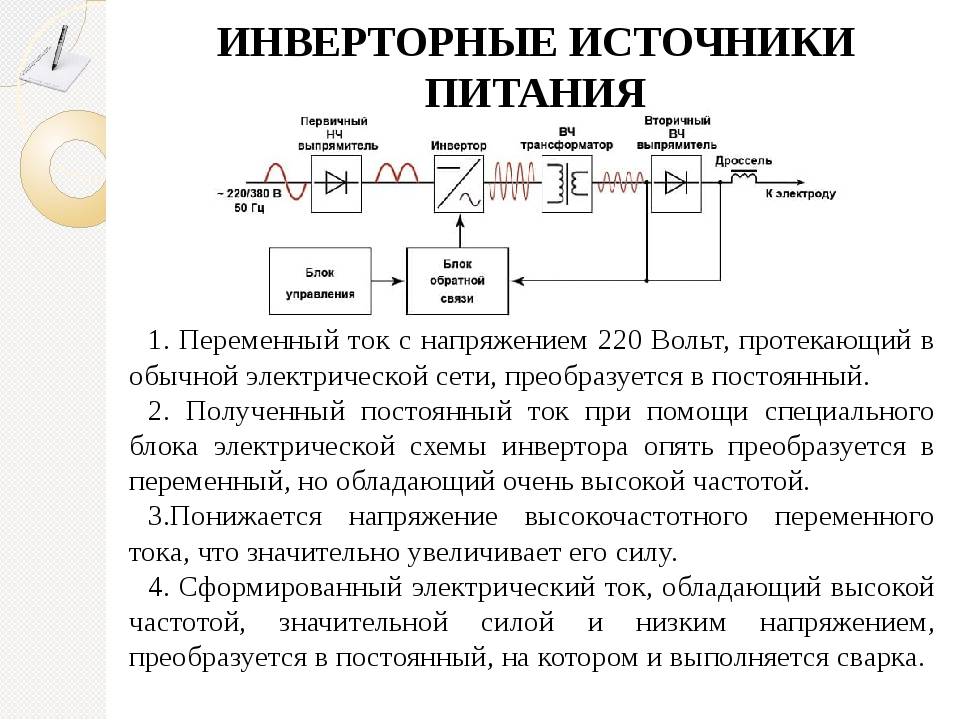
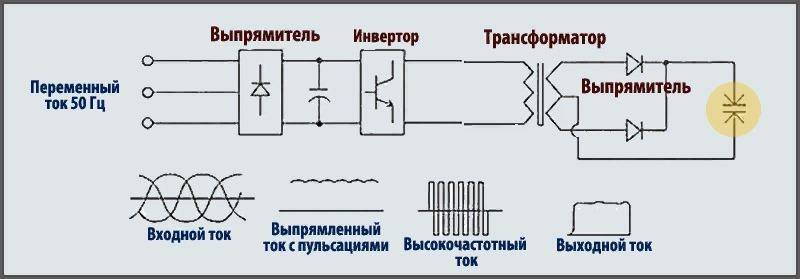
- из обычной электросети на вход инвертора поступает переменный ток. В переменный его преобразовывает выпрямитель, функционирующий на основе диодного моста;
- выходящий из выпрямителя постоянный ток поступает вы выполняющий роль генератора высокочастотных электроимпульсов инверторный блок. Закрывающиеся и открывающиеся с высокой частотой силовые транзисторы, объединенные в отдельный блок, превращают постоянный в переменный ток, частота которого существенно выше в сравнении с тем, который подается из электрической сети;
- полученный переменный ток поступает на трансформатор, в котором сила его увеличивается, а напряжение уменьшается. Благодаря регулированию параметров тока трансформатором устройство обладает небольшими размерами, что в разы уменьшает массу всего агрегата;
- преобразованный к нужным параметрам трансформатором переменный ток поступает в выпрямитель. Там он в очередной раз превращается в постоянный, необходимый для проведения сваривания.
Полезно знать! При силе 160А инверторная сварка работает с трансформатором, вес которого составляет всего 0,25 килограмма при том как используемые ранее устройства весят до 18 кг и больше.
Хоть с первого взгляда принцип работы кажется сложным, но все процессы в нем происходят автоматически. Поэтому никаких затруднений в рабочем процессе не возникает. К тому же в интернете в открытом доступе есть множество материала, по которому можно научиться как правильно варить инверторной сваркой для начинающих мастеров.
Рекомендуемые при пониженном электропитании
Обычные модели сварочных инверторов уверенно работают в диапазоне напряжений от 190 до 240 вольт. Для рынков развивающихся стран и специальных условий эксплуатации ведущие производители оборудования предлагают специально доработанные инверторы, способные работать при пониженном входном напряжении
Какой инвертор лучше? При выборе устройства необходимо обратить внимание на следующие параметры и особенности:
- достаточный для местности использования диапазон входного напряжения;
- широкие возможности настройки рабочего тока;
- стабильность напряжения холостого хода;
- опции «горячий старт» и «антизалипание»;
- диапазон рабочих температур, подходящий к климатическому поясу;
- возможность длительной непрерывной эксплуатации.
Перечисленным условиям отвечают ряд моделей.
Fubag IR 200
 Первый агрегат представлен хорошо известно германской компанией с заводами в Китае. Новинка устойчиво работает с электродами диаметром 1,6-5 мм при понижении напряжения до 150 вольт. Диапазон рабочих токов: 5-200 ампер. Устройство снабжено опцией горячего старта и стабилизации дуги. Работоспособность сохраняет от -10 до +40оС.
Первый агрегат представлен хорошо известно германской компанией с заводами в Китае. Новинка устойчиво работает с электродами диаметром 1,6-5 мм при понижении напряжения до 150 вольт. Диапазон рабочих токов: 5-200 ампер. Устройство снабжено опцией горячего старта и стабилизации дуги. Работоспособность сохраняет от -10 до +40оС.
Сварог ARC -160
 Самая простая и надежная модель малой мощности известной марки компактен и обеспечивает стабильную дугу при колебаниях на входе от 160 до 245 вольт. Диапазон регулировки выходного тока – 20-160. Устройство снабжено горячим стартом и способно работать как с обычными плавкими электродами, таки с неплавкими вольфрамовыми. К недостаткам следует отнести малую продолжительность непрерывной работы: 40% от общего времени.
Самая простая и надежная модель малой мощности известной марки компактен и обеспечивает стабильную дугу при колебаниях на входе от 160 до 245 вольт. Диапазон регулировки выходного тока – 20-160. Устройство снабжено горячим стартом и способно работать как с обычными плавкими электродами, таки с неплавкими вольфрамовыми. К недостаткам следует отнести малую продолжительность непрерывной работы: 40% от общего времени.
Интерскол ИСА 160
 Третья модель также обладает небольшой мощностью, ток изменяется от 20 до 160 ампер. При тестировании показал устойчивую работу при минимальном питающем напряжение-155 вольт. Устройство имеет горячий старт, антизалипание и форсированный режим дуги, а также стабильное напряжение холостого хода. Может работать без перерыва благодаря эффективной системе охлаждения.
Третья модель также обладает небольшой мощностью, ток изменяется от 20 до 160 ампер. При тестировании показал устойчивую работу при минимальном питающем напряжение-155 вольт. Устройство имеет горячий старт, антизалипание и форсированный режим дуги, а также стабильное напряжение холостого хода. Может работать без перерыва благодаря эффективной системе охлаждения.
Aurora PRO Inter 200
 Эта новинка выделяется возможностями своего стабилизатора и блока ККМ. Тест подтвердил способность эффективно варить даже от 140 вольт. При этом развивается рабочий ток от 20 до 200ампер. Поддерживает работу со 100-метровым удлинителем, если сечение провода 2,5 мм2 и более. Может работать непрерывно до 60% от общего времени.Все перечисленные модели отличаются компактностью и скромным весом, не превышающим 8 кг. Разумеется, при работе на нижнем пределе значений питающего напряжения не стоит рассчитывать на максимальный сварочный ток и 5-миллиметровые электроды.
Эта новинка выделяется возможностями своего стабилизатора и блока ККМ. Тест подтвердил способность эффективно варить даже от 140 вольт. При этом развивается рабочий ток от 20 до 200ампер. Поддерживает работу со 100-метровым удлинителем, если сечение провода 2,5 мм2 и более. Может работать непрерывно до 60% от общего времени.Все перечисленные модели отличаются компактностью и скромным весом, не превышающим 8 кг. Разумеется, при работе на нижнем пределе значений питающего напряжения не стоит рассчитывать на максимальный сварочный ток и 5-миллиметровые электроды.
Но 1,6 и 2 миллиметровые будут варить стабильно, без залипаний и досадных прожогов тонких заготовок и мелких частей. При продолжительной работе износ деталей и узлов блока питания устройства будет повышенным.
Важно также учитывать репутацию фирмы-изготовителя. Малоизвестные компании, недавно появившиеся на рынке, часто выставляют свою продукцию за малую по сравнению с известными марками цену. При этом они обещают чудеса, противоречащие закону сохранения энергии, например, работу при входном напряжении 90 вольт
Это может означать только одно: очевидный пример недобросовестной рекламы. Входное напряжение в этом случае будет близко к выходному, и, сколько бы его ни преобразовывали, выдержать требуемые параметры по току никак не получится
При этом они обещают чудеса, противоречащие закону сохранения энергии, например, работу при входном напряжении 90 вольт. Это может означать только одно: очевидный пример недобросовестной рекламы. Входное напряжение в этом случае будет близко к выходному, и, сколько бы его ни преобразовывали, выдержать требуемые параметры по току никак не получится.
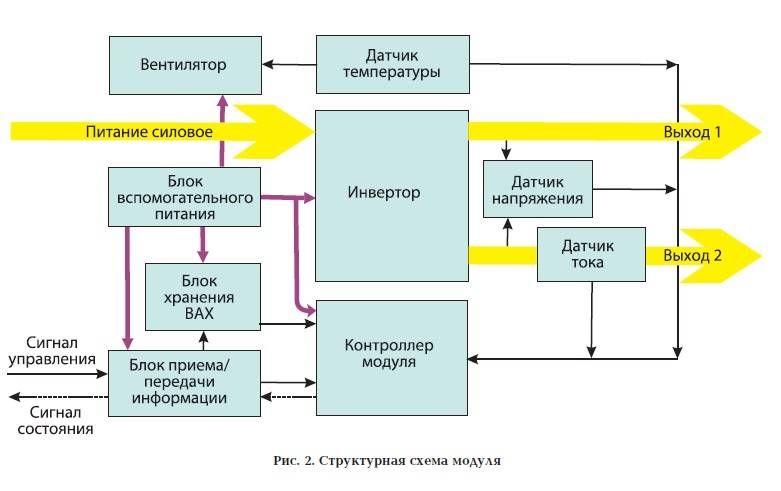
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева. Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
- Индикационные и управляющие элементы.

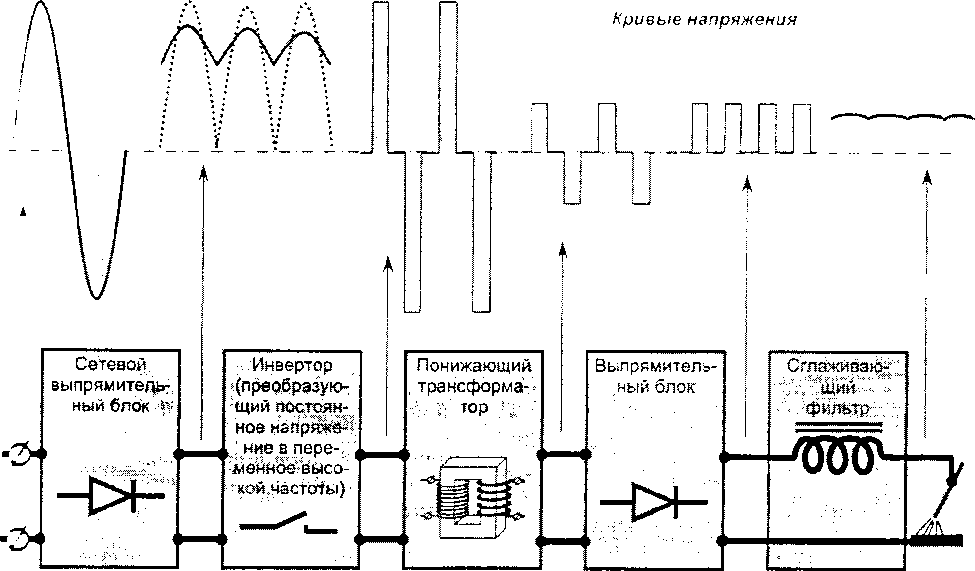
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.

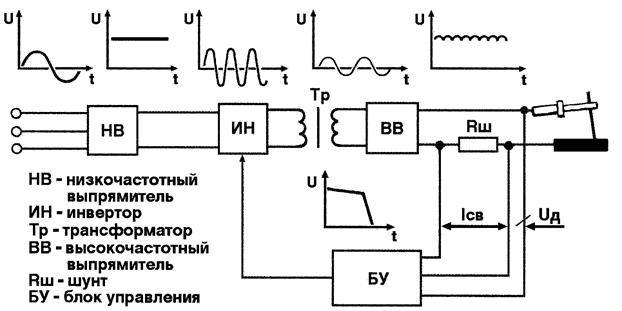
Принцип работы инвертора для сварки.
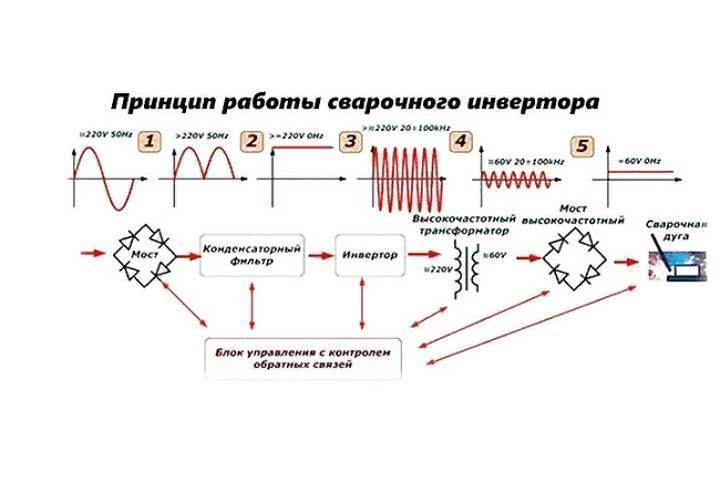
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
https://www.youtube.com/watch?v=DqRvaDfc7xE
Какой генератор подойдет для работы сварочного инвертора — расчет характеристик
Нередко при работе с инверторным сварочным аппаратом возникают сложности подключения к электросети. Решить эту проблему можно, используя автономный электрогенератор. Но как правильно подобрать генератор к конкретному инвертору, и какие характеристики следует учесть?
Параметры генератора
К ним относятся следующие характеристики:
- Номинальная мощность, кВт или кВА.
- Кратковременная резервная мощность.
- Количество фаз.
- Напряжение, В.
Эти характеристики должны соответствовать аналогичным параметрам инверторного сварочного аппарата. Однако кроме них следует учитывать специфику работы каждой модели. Прежде всего – стабильность генерируемой мощности. Именно эта характеристика напрямую будет влиять на качество работы инвертора. Для определения оптимального значения необходимо выполнить ряд вычислений.


Расчет характеристик
Существует два варианта подбора оборудования – инвертор для генератора или наоборот. Самый распространенный второй, хотя первый не исключается. Итак, перед приобретением оптимальной модели выполняются расчеты ее мощности в соответствии с паспортными данными инвертора.
Определяющими из них является ток сварки. Для небольших объемов работ достаточно приобрести аппарат с максимальным значением 160 А. Эта цифра нужна будет для расчета мощности будущего генератора.
Чтобы вычислить данный параметр, потребуются следующие величины:
- Напряжение дуги. Чаще всего оно равно 25 В.
- КПД аппарата. Не превышает 0,85.
Для расчета мощности необходимо воспользоваться формулой:
Однако аппарат будет работать в таком режиме крайне редко. Чаще всего диапазон сварочного тока варьируется от 80 до 110 А. Для того, чтобы не делать вычисления для каждого из возможных режимов, можно применить коэффициент «Продолжительность включения». Обычно он составляет 40%. Т.е. номинальная мощность инвертора составит:
Лучше всего выбирать генератор, у которого кратковременная резервная мощность превышает номинальную сварочного аппарата на 25-35%. Для рассматриваемого примера этот параметр составит:
Округляя в большую сторону получим значение 3 кВт. Но не всегда производители указывают мощность КВт. В бюджетных моделях можно встретить определение кВА. Несмотря на кажущуюся идентичность, эти величины не равны друг другу. Для правильного расчета оптимальной мощности генератора следует применить понижающий коэффициент. Обычно он составляет 0,6-0,7. Для генератора 3 кВА фактическое значение будет равно:
Этого явно будет недостаточно для работы инвертора. Поэтому нужно выбрать станцию с другими, более высокими параметрами.
Советы
Что еще нужно предусмотреть при работе инвертора от электрогенератора? Прежде всего – наличие полезной нагрузки. Сварка происходит не все время, т.е. в периоды отсутствия дуги нагрузка на генератор будет минимальной. Это приведет к автоматическому отключению станции. Поэтому желательно подключить дополнительный прибор с номинальным потреблением 0,8-1 кВт для стабильной работы.
Если же планируется приобретение всего комплекса оборудования – можно рассмотреть вариант покупки автономной станции с функцией сварки. Это даст возможность выполнять работы без подключения нескольких приборов в общую сеть. Однако такие модели имеют один существенный недостаток — высокую стоимость. В среднем она составляет 70-80 тыс. рублей. Поэтому чаще всего останавливают выбор на приобретении 2-х устройств.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Защитные элементы
В общую электрическую цепь специально встроены элементы, которые исключают возникновение негативных факторов нормальной работы сложного электронного устройства. От воздействия высоких температур транзисторы защищают демпфирующие цепи с обозначением латинскими литерами RC. Ко всем элементам, функционирующим при больших нагрузках, подключены термодатчики, отключающие ток во время повышения температуры до критического значения.
Для управления всеми элементами электрической цепи установлен широтно-импульсный модулятор, получающий сигналы от системы электронного управления изделием. Далее, сигналы от него поступают на:
- полевой транзистор;
- трансформатор с двумя обмотками на выходе;
- силовые диоды;
- транзисторы, расположенные в инверторном блоке.
Важно! Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском.
Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи
Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации
Описание и характеристики инверторного сварочного аппарата
Простые трансформаторные установки для сварки до сих пор используются, но считаются «динозаврами». От сети они перенимают 50-герцевый ток. Он переменный. В таком виде и поступает на электрод.
Соответственно, скачки напряжения ухудшают качество сварки. К автономным электростанциям трансформаторные аппараты, как правило, не подключаются. Кроме того, старая техника громоздка и сложна в обращении.
Трансформаторная сварка сопровождается активными «плевками» каплями раскаленного металла. Зато, старый тип установок трудоспособен на морозе. Инверторный сварочный аппарат будет работать лишь при +15-ти и выше. К тому же, для многих моделей нужен кабель. Его длина редко превышает 2 метра. В остальном же новые механизмы – верх совершенства. Вот на то причины:
-Инверторы компактны. Большинство аппаратов весят 4-5 килограммов. Это позволяет переносить аппараты, в том числе и в труднодоступные области.
Аппараты нового поколения экономят энергию в сравнении с трансформаторными в 2-3 раза. В установках старого образца львиная доля ресурсов уходит на прогрев десятков килограммов металла корпуса, внутренних узлов. Компактность инверторов исключает перерасход электроэнергии.
-Снижают напряжение, увеличивая при этом силу тока. В помощь тот самый добавленный к трансформатору выпрямитель. Он собран на основе моста диодов. В установку поступает переменный ток. Выпрямитель преобразует его в постоянный.
Затем, ток вновь делается переменным, но уже с нужной частотой. Из нее опять делают постоянный поток. При этом регулируется его сила. Контроль над ней позволяет подбирать режим, необходимый для конкретной сварки.
50 герц инвертор наращивает до 50 килогерц. При этом, напряжение падает до 70-90-та ватт. Сила же тока вырастает до 100-200-от ампер. Эти процессы проходят на трансформаторе после передачи на него высокочастотного потока электронов.

-Инверторы снабжены функцией горячего старта. Она заключается в поджоге электрода максимальным током. Происходит замыкание. После него сварочный ток падает до минимума. Итог – устраняются залипания при соприкосновении с металлом.
— Сварочные аппараты инверторного типа не портачат швы при скачках напряжения на входе в установку, работают от автономных электростанций. Стабильная подача потока электронов не только формирует устойчивую дугу сварки, но и уменьшает число разлетающихся в стороны брызг металла.






Если вдаваться в подробности действия инверторов, то выпрямляют ток они за счет специальных фильтров. Выпрямленный поток вновь делают переменным несколько транзисторов. Они быстро открываются и закрываются, что и формирует ток высокой частоты. Так же, в конструкции инвертора есть управляющая схема, два преобразователя.
Сила сварки в инверторах обеспечивается преобразованием высокочастотных токов, а не переработкой электродвижущей силы с катушки индукции. Последний вариант актуален лишь для сварочных аппаратов-трансформаторов.
Чтобы получить на последнем напряжение в 160 ампер, нужна масса медных деталей в 18-20 кило. Инверторный сварочный аппарат «Ресанта» выдает 160 ампер, будучи весом всего в 250 граммов.
Наличие в инверторах электродов и переменного, и постоянного тока позволяет качественно сваривать чугун и цветные металлы. При стыковке последних, так же, применяют аргонодуговую сварку.

С инверторами она сочетаема благодаря широкому диапазону регулировки силы тока. Газ аргон, подаваемый к месту сварки, вытесняет оттуда кислород. Последний портит качество шва, а вкупе с алюминием и высокой температурой даже приводит к возгоранию.
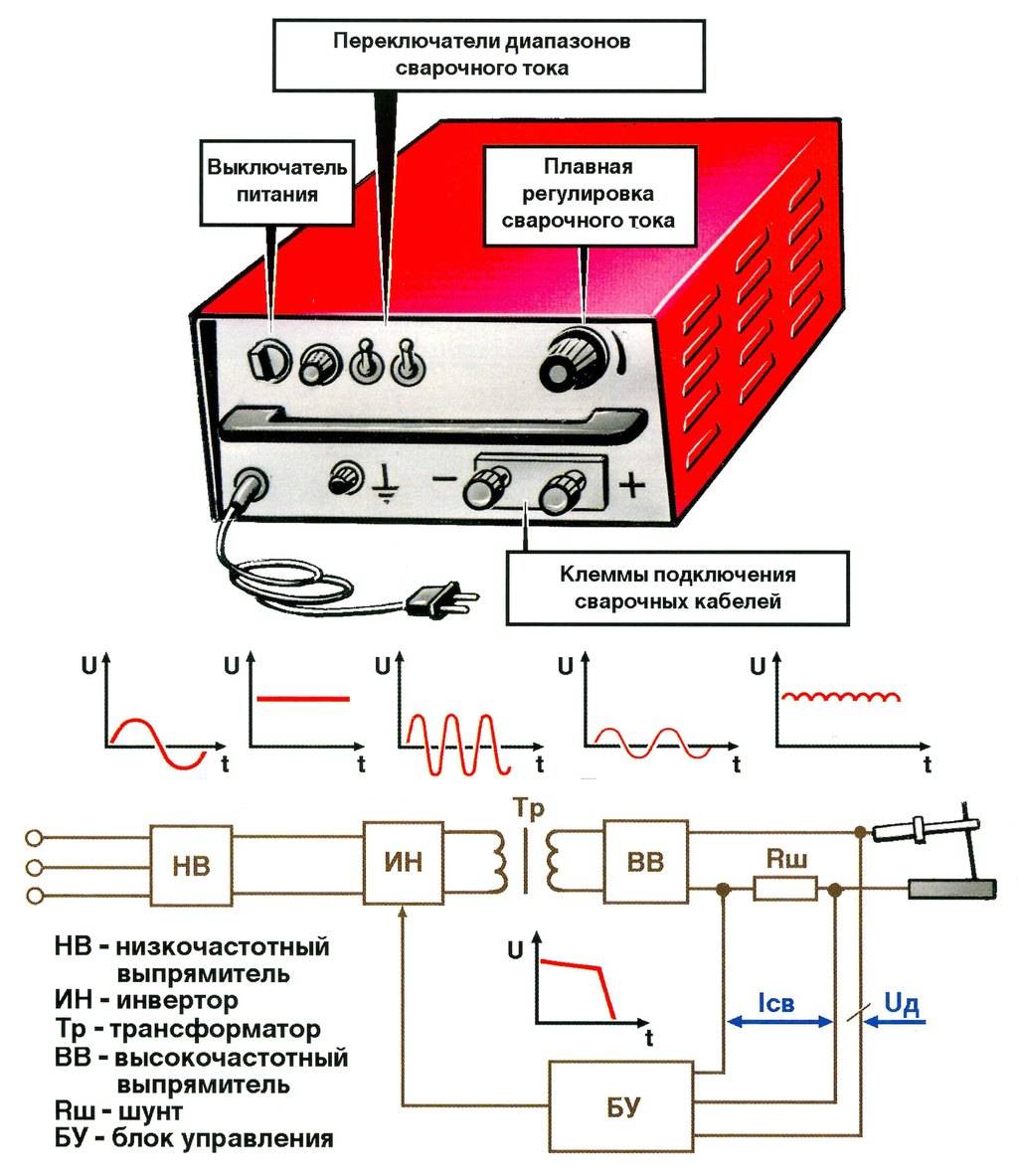
Правила пользования сварочным аппаратом
Для выполнения работ некоторые принимают решение привлечь специалиста, хотя на самом деле в работе с таким оборудованием нет ничего сложного. Сварочный аппарат полуавтомат или другой модификации перед началом работы и во время нее требует соблюдения определенных правил. Перед началом работы:
- надевают спецодежду и защиту для лица;
- удаляют с рабочего места лишние предметы;
- проверяют исправность сварочной части аппарата;
- включают вентиляционную систему.
Во время проведения сварки:
- укладывают устойчиво деталь;
- на пламя можно смотреть только через защиту;
- огарки электродов выбрасывают в специальный ящик;
- во время кратковременных перерывов электрододержатель вешают на подставку;
- при наличии нагара на электроде, его очищают, предварительно отключив трансформатор.
Возможные проблемы
Часто возникающие проблемы:
- Аппарат выключился во время сварки – на современных платах стоят температурные датчики, которые отключают питание. Часто на панели загорается индикатор с графическим символом «Термометр». В таких случаях не нужно отключать аппарат. Вентилятор поможет быстрее охладить внутреннюю часть.
- Во время сварки РДС электрод всё время прилипает – в сети низкое напряжение, его не хватает для работы. Нужно отключить все лишние электроприборы, уменьшить силу тока на инверторе, взять электроды меньшего диаметра.
- При сварке инвертором-полуавтоматом или АДС появляются поры. Или вольфрам не возбуждает дугу – малое давление газа. Нужно чтобы поток углекислоты или аргона обдувал зону сварки. Оптимальное давление – 1-1,5 кг/кв. см. Для сварки алюминия иногда требуется чуть больше.
- От корпуса аппарата бьёт током – такое часто случается на улице при большой влажности. Нужно заземлить аппарат или работать на резиновом коврике.
Если из вентиляционных щелей пошёл дым или вырвались искры, то нужно отключить питание и отвезти инвертор в сервисный центр.
Выбор сварочного инвертора зависит от того, какие работы придётся выполнять в будущем.
 Изучите все возможные проблемы, которые могут возникнуть при работе со сварочным аппаратом
Изучите все возможные проблемы, которые могут возникнуть при работе со сварочным аппаратом
Также имеет значение:
Для частых и разнообразных работ лучше покупать профессиональное оборудование.
- Выбор аккумуляторных ножниц для травы. Плюсы и минусы, обзор моделей
- Дровокол своими руками. Виды устройств и инструкции
- Плоскорез Фокина: необычное изобретение обычного огородника
- Какой бензин использовать для бензопилы? Как разводить?
Выбор сварочного инвертора для дома и дачи
Как выбрать инверторный сварочный аппарат для дома по току
В первую очередь советую выбрать максимальный сварочный ток (единица измерения – Амперы, обозначение — Imax). Дело в том, что от тока зависит толщина металла, с которым можно будет работать. Скажем, для варки швеллера, уголка и прочего черного металла до 1 см, хватит инвертора на 160-180 А.
Если придется работать с большей толщиной, нужны все 200 А. В быту практически не используются листы толще 2 см, поэтому ток на 250 А – это явный перебор для дачи и дома. Не стоит переплачивать за лишнюю мощность, лучше отдать эти деньги за технику более высокого класса.
Минимальный ток нужен при работе с нержавейкой, сталью до 2 мм. Обычно нижний предел составляет 10 А, но есть экземпляры, у которых минимум рассчитан на 30-40 А. Такие агрегаты хороши, когда для тонких металлов есть отдельный сварочный полуавтомат.
Проверьте регулировку силы тока. Оптимальные настройки режима для конкретного металла и электрода даёт плавная регулировка.
Напряжение холостого хода
Эта штука измеряется на включенной машине без нагрузки (единица измерения – Вольт, обозначение – Uxx). От неё зависит насколько будет стабильна дуга и как легко она будет зажигаться. Типичный диапазон – 40-90 В. Чем выше напряжение, тем легче сварка.
Какой сварочный инвертор выбрать для дома по питающему напряжению
Инверторные сварочные аппараты не слишком требовательны к питающему напряжению. Они работают от сети 220 В, но спокойно переносят 180-190 В. Особо сильные модели умеют тянуть электрод и при 150 В. Тем не менее, смотрите на эту характеристику, обычно производители указывают диапазон, при котором устройство будет хорошо варить (например, 150-245 В).
Процент времени работы
При сварке на максимальном токе агрегат должен периодически остывать. Чтобы узнать, сколько можно работать, а сколько отдыхать, смотрите на процент времени работы (ПВ на максимальном токе). Хороший показатель – от 70% и выше. Замечу, что при низком или среднем токе необходимости в принудительных перерывах нет.
Сварочный аппарат инверторный какой лучше по функционалу
Сервисные функции не столько нужны опытному пользователю, сколько новичку.
Производители предлагают стандартный набор:
- Anti-stick (антизалипание) – если электрод залип, функция отключает питание. После отрыва питание включается обратно. Это удобно для тех, кто только начинает осваивать сварку;
- Hot-start (горячий старт) – подаёт дополнительный импульс при розжиге, что облегчает начало работы;
- Arc-force (форсаж дуги) – эта опция помешает электроду залипнуть. При резком приближении к металлу она на автомате наращивает силу сварочного тока.
К прочим полезностям можно отнести автоматическое отключение, индикацию перегрева. Проверьте, чтобы в комплект входил стационарный или съемный кабель питания, пара сварочных кабелей. Один – с держателем электрода, второй – с зажимом для фиксации на деталь. Лучшие кабели длинные, но лёгкие, гибкие.
Производители, попавшие в рейтинг:
- Интерскол – российская компания, занимающаяся производством бытового и профессионального электро- и бензоинструмента. Основные достоинства их техники – это низкая цена, но качество иногда оставляет желать лучшего;
- Elitech – российская компания, которая ранее занималась поставками техники именитых брендов в РФ. С недавнего времени запустила и свое собственное производство, но при этом все мощности расположены в Китае;
- Fubag – немецкий производитель, основная деятельность которого – это разработка и выпуск сварочных аппаратов, а также мобильных бензогенераторов. Стоимость техники довольно высокая, но качество высокое;
- Ресанта – латвийская компания, которая ранее занималась поставками техники таких брендов, как Huter, S. I. A. на территорию стран СНГ. С 2008 года активно налаживает собственное производство электрических стабилизаторов и сварочных инверторов;
- Торус – российский производитель сварочных инверторов. Ключевая особенность – все этапы производства производятся именно в Российской Федерации, китайские комплектующие не используются;
- Сварог – эксклюзивный представитель Shenzhen Jasic Technology CO., LTD в РФ, поставляет продукцию под собственным брендом. По факту – это китайская техника, но довольно высокого качества, при этом цена – крайне привлекательная.
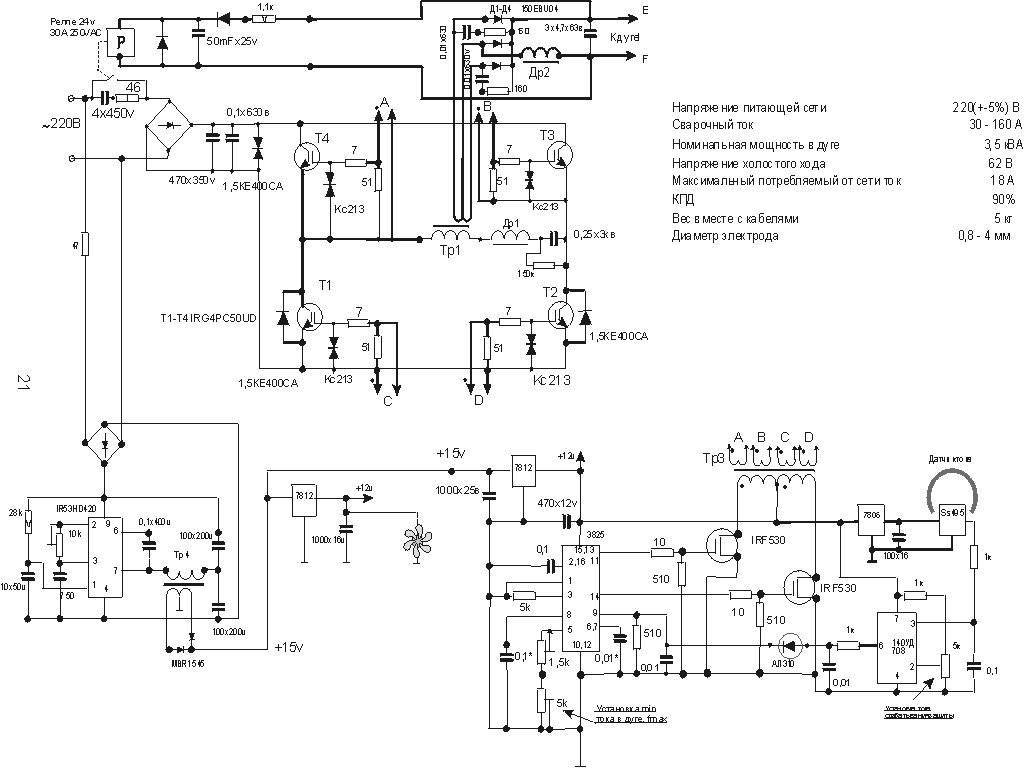
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
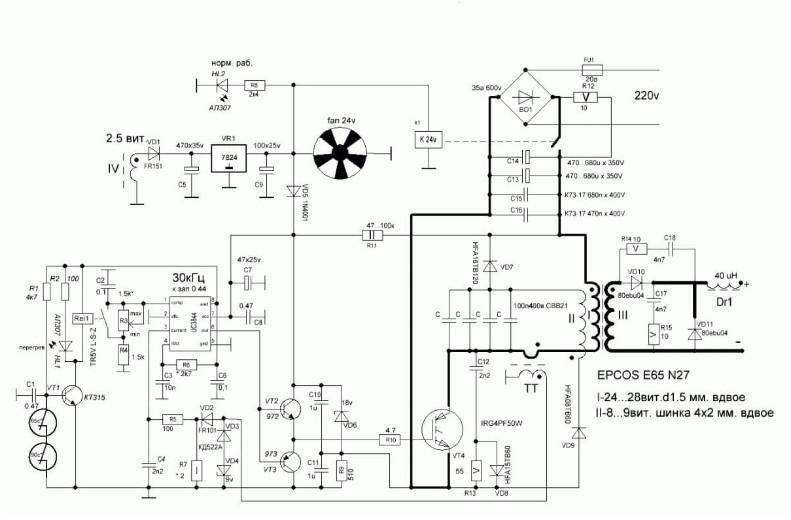
Схема оборудования
 Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
https://youtube.com/watch?v=lei9GDzJp74
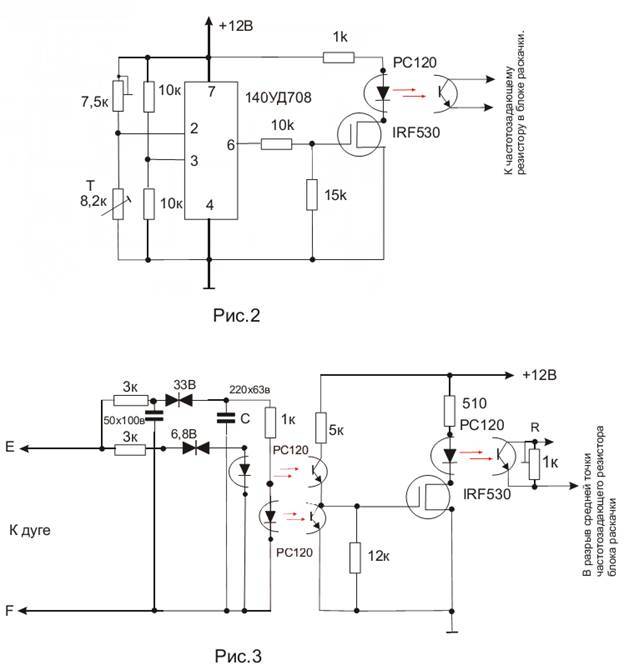
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение

Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Технические условия выбора
Помимо общих параметров и характеристик, существуют специфические показатели, которые обязательно учитываются при решении задачи, какой генератор нужен для сварочного инвертора.
Особое внимание нужно обратить на следующее:
- Запас мощности бензогенератора. Эти данные отображаются в технической документации устройства. При покупке этот показатель должен на 25-50% превышать мощность инвертора. Если генератор будет постоянно работать на пределе, он быстро придет в негодность и не позволит использовать сварочное оборудование на полную мощность. Сделанный запас даст возможность полностью раскрыть потенциал инвертора, а все агрегаты значительно увеличат свой срок эксплуатации.
- Сварочный ток. Регулировки и ограничения этого показателя до определенных допустимых значений позволяют использовать бензогенератор с меньшей мощностью, нежели у инвертора. Например, агрегат мощностью 4 кВт обеспечивает сварку током 136 А, без каких-либо заметных потерь качества. Но, естественно, возможности такого аппарата в целом будут существенно ограничены.
- Диаметр электродов. Этот параметр должен находится в полном соответствии с минимальной мощностью генератора. Например, электродом 2 мм можно нормально работать при минимальной мощности 2,5 кВт, 3 мм соответствуют 3,5 кВт, 4 мм – 4,5 кВт и т.д. Таким образом, если планируется сваривать 4-х миллиметровым электродом, потребуется генератор, мощностью от 4,5 кВт и более.