Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
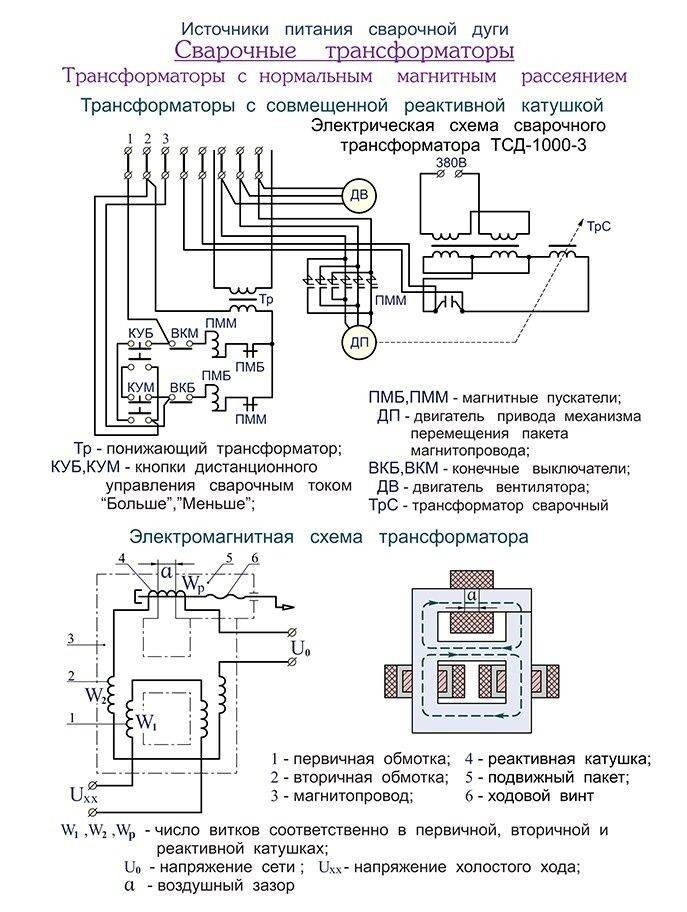
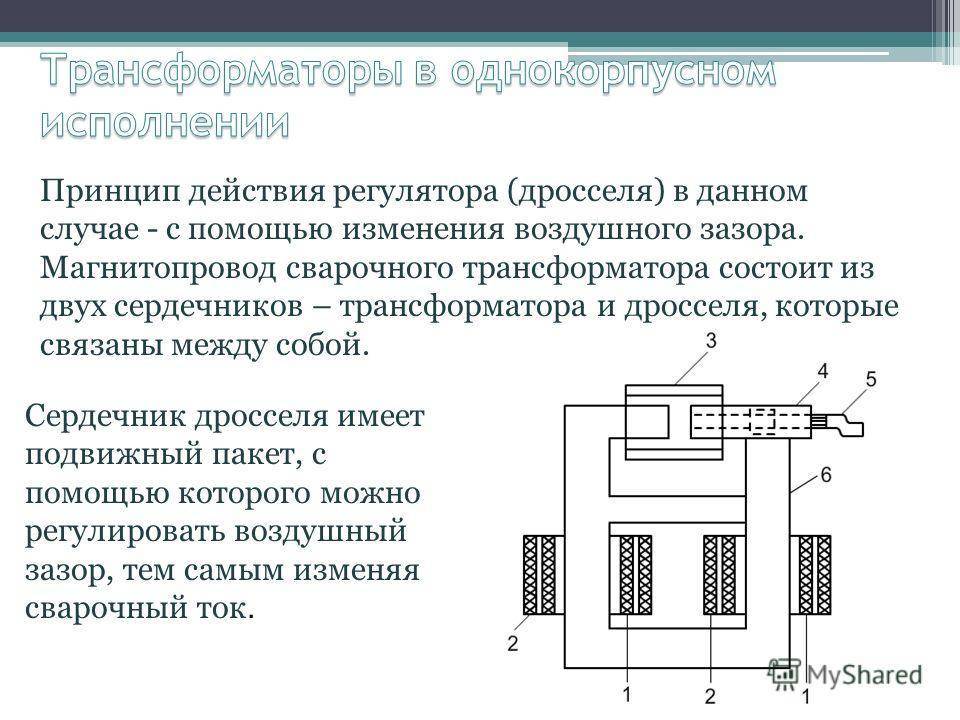
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
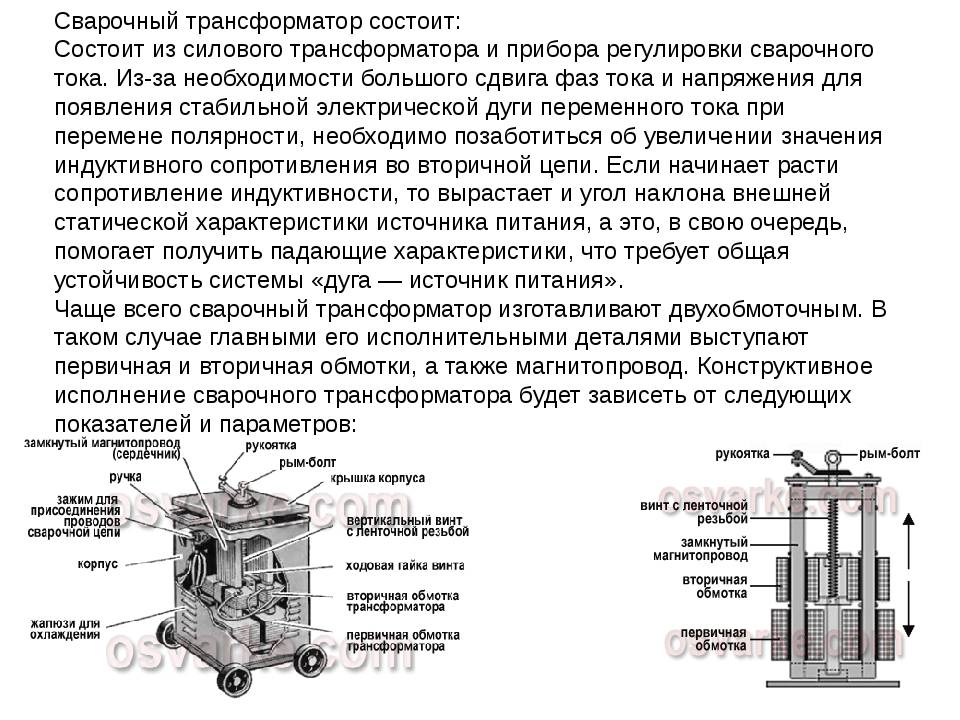
Устройство и конструкция трансформатора
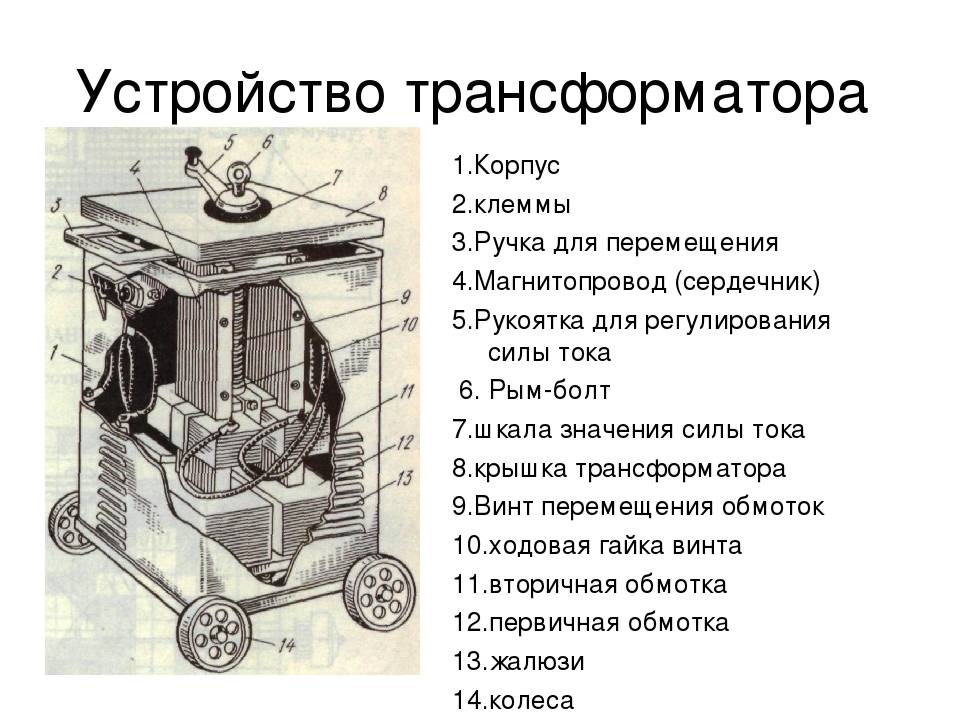
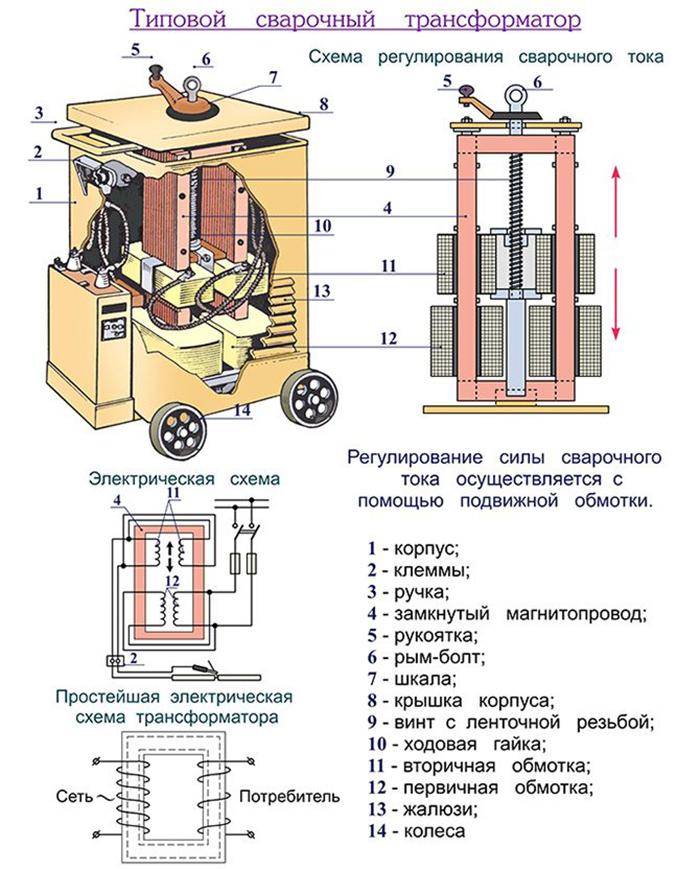
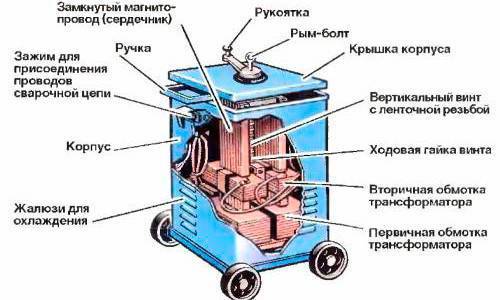
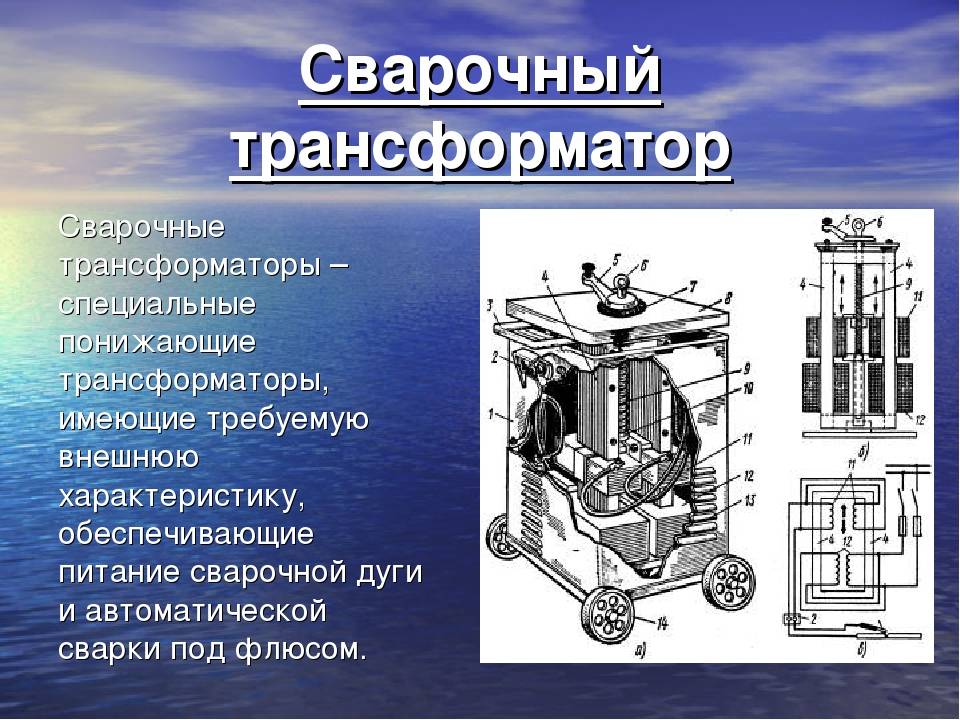
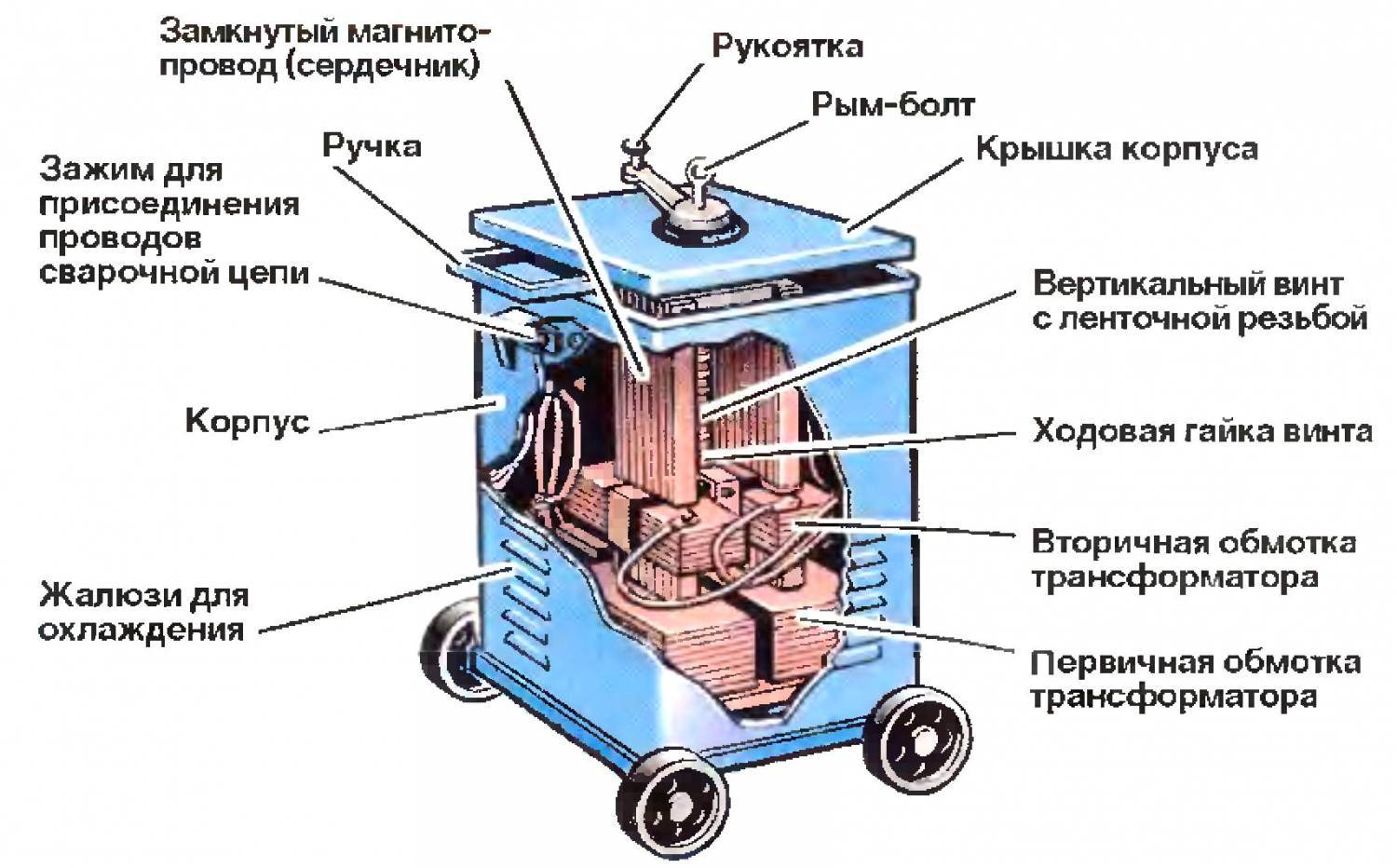
Для более простого понимания работы устройства, рассмотрим его основные составляющие на примере существующего трансформатора. На картинке отмечены его основные узлы:
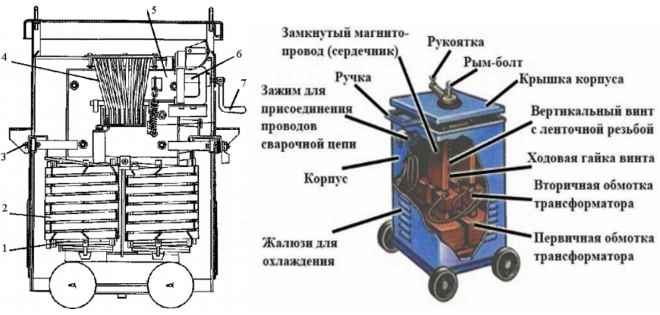
1- Первичный контур обмотки, покрытый изоляцией.
2- Вторичный контур обмотки без изоляции, с воздушными каналами для вентиляции обмотки;
3- Подвижный сердечник трансформатора;
4- Система подвеса, сохраняющая устройство от повреждений;
5- Система управления, отвечает за изменение зазора в магнитопроводе, а также за регулировку воздушного зазора обмотки;
6- Винт регулировки воздушного зазора;
7- Рычаг винта.
Это только один из вариантов исполнения данной конструкции. Как видно, в целом сам сварочный трансформатор устройством мало чем отличается от понижающего трансформатора. Сварщик орудует для управления основными действиями системой управления, регулируя тем самым сварочный ток и степень вентиляции обмоток с помощью специального винта. Таким образом, конструкция является максимально простой и интуитивно понятной для работы.
Простота конструкции – залог множества положительных качеств, чего увы нельзя сказать про качество сварного шва. Многие критикуют подобные устройства за неравномерность сваривания, нестабильную дугу и невозможность тщательно обработать конструкции малого размера. Аппараты можно применять для больших объемов исполнения крупных ответственных конструкций, но для тонкой и точной работу лучше использовать другие доступные сварочные аппараты.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Варианты самодельных устройств
Необязательно покупать сварочник, можно собрать конструкцию сварочного трансформатора своими руками. Для этого применяют один из следующих способов:
Используют старый ЛАТР (автотрансформатор)
Самое важное в ЛАТРе – это его мощный сердечник тороидальной формы. Таких магнитопроводов берут два экземпляра и наматывают на каждом кольце по обмотке. Одна будет выполнять роль первички, другая – вторички
Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер. Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину. Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы
Одна будет выполнять роль первички, другая – вторички. Наиболее подходящая модель автотрансформатора для такой переработки – ЛАТР 1М, оригинальная обмотка которого может выдерживать ток до 10 ампер. Применяют магнитопровод от старого электродвижка. То, что можно взять от двигателя для изготовления сварочника, – это его статор. Его нужно только освободить от старой обмотки путем ее удаления из пазов и вынуть из корпуса, разбив или разрезав последний. Пластины сердечника после этого следует скрепить шпильками и намотать поверх него новую обмотку. Лучше для таких операций подходят те магнитопроводы движков, которые имеют большой диаметр и маленькую толщину. Переделывают в сварочный трансформаторы от старых цветных телевизоров типа ТС-310 или ТС-270. Эти сетевые преобразователи удобны тем, что имеют крупные размеры, легко разбирающийся сердечник U-образной формы.
Советуем изучить Компенсация реактивной мощности
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.



Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой
Ни в коем случае не полимерной
Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе
Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Отличия и разновидности оборудования
Виды сварочных трансформаторовразделяются по рабочему предназначению. Они различаются по:
Весу и размеру.
От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельферомВыдаваемому напряжению холостого хода от 48 V до 70 V.Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.Импульсной подаче тока или непрерывной.Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажейи каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.

Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.




![Сварочный трансформатор дома [устройство, принцип действия, схема]](https://lab-metr.ru/wp-content/uploads/8/c/c/8cce78d4fc4d21f943766d83d949830c.jpeg)
3011
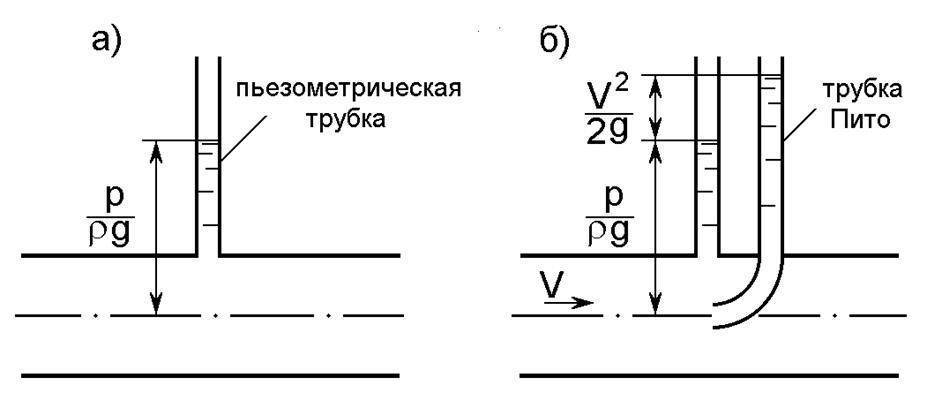
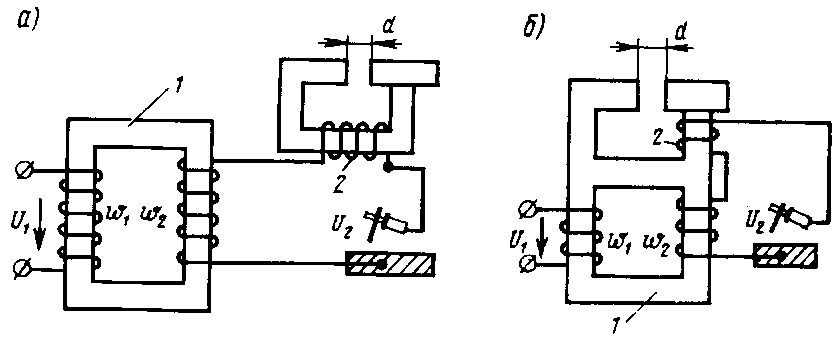
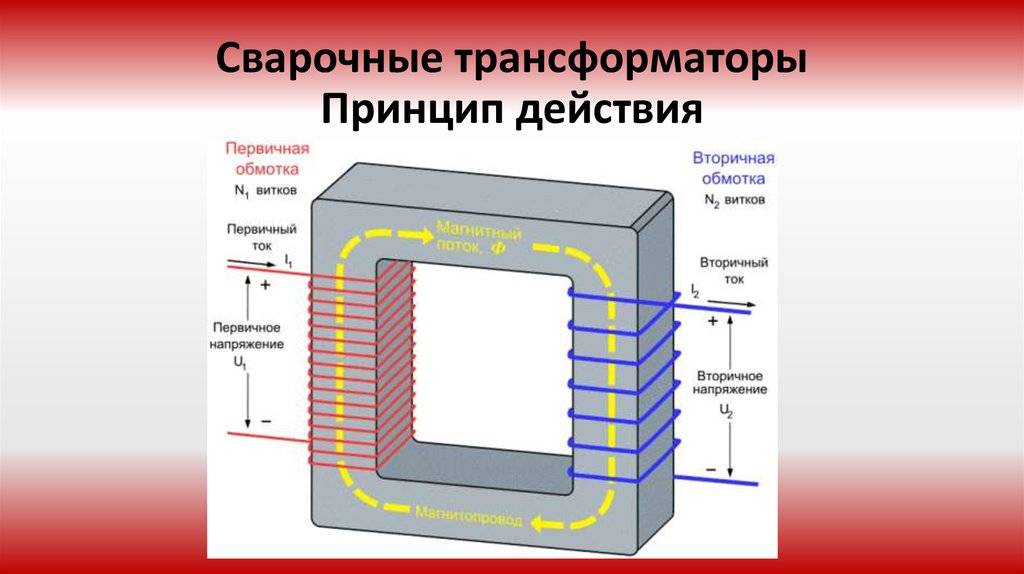
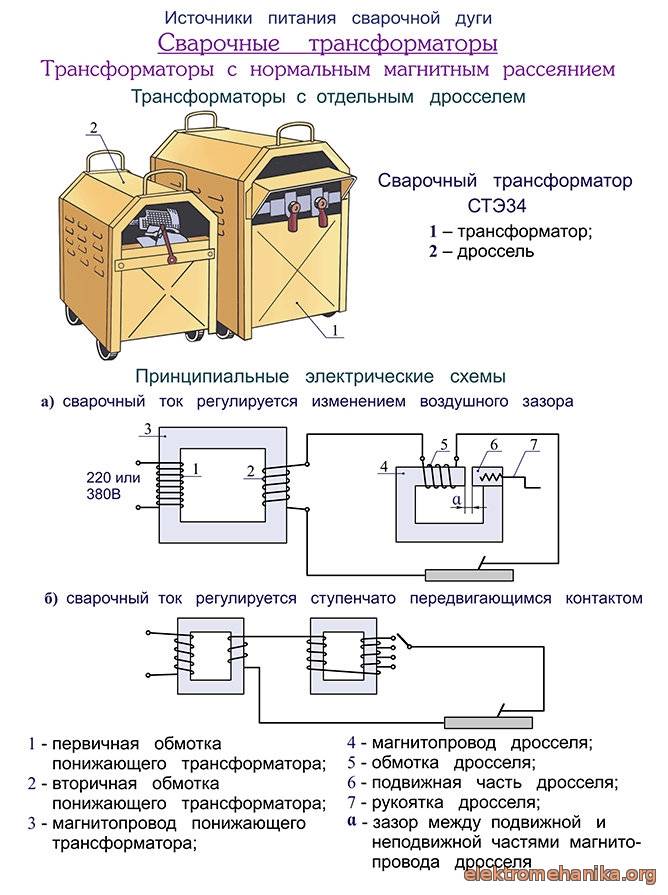
Сварочные трансформаторы применяют для контактной и дуговой электросварки. Короткое замыкание вторичной обмотки трансформатора является нормальным режимом работы при контактной сварке (при соприкосновении электродов) и часто возникает при дуговой.Схема устройства сварочного трансформатора.Для ограничения токов КЗ сварочные трансформаторы строят с большим индуктивным сопротивлением и сравнительно низким коэффициентом мощности.Увеличение индуктивного сопротивления обмоток сварочного трансформатора может быть достигнуто либо применением специальной конструкции обмоток, либо включением дополнительной индуктивности в цепь вторичной (или первичной) обмотки.

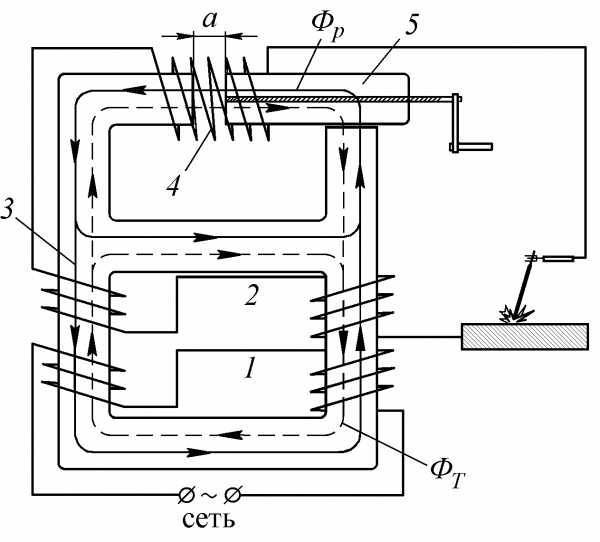
Увеличение индуктивных сопротивлений обмоток в самом трансформаторе достигается увеличением потоков рассеяния, для чего обмотки трансформатора размещают на разных стержнях магнитопровода или в различных местах по высоте стержня.Рисунок 1. Схемы устройства и принцип работы сварочных трансформаторов.Включение магнитных шунтов в магнитопровод (рис. 1а)также резко увеличивает потоки рассеяния и индуктивное сопротивление обмоток трансформатора.
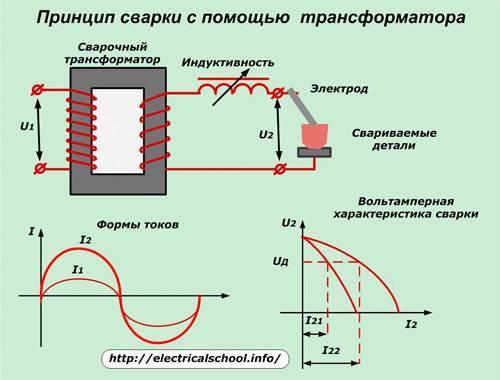
Трансформаторы для контактной сварки делают со вторичной обмоткой, состоящей из одного витка, напряжение на которой обычно не превышает 14 В. Для регулирования тока, протекающего через свариваемую деталь, первичная обмотка сварочного трансформатора имеет несколько выводов, переключение которых позволяет изменять число витков обмотки.В настоящее время наиболее широкое распространение имеют сварочные трансформаторы, предназначенные для дуговой электросварки.Такие трансформаторы строят на вторичное напряжение 60-70 В (напряжение зажигания дуги).Особенностью работы этих трансформаторов является прерывистый режим работы с резкими переходами от холостого хода к короткому замыканию, и обратно. Для устойчивого и непрерывного горения дуги необходимы незначительные изменения тока и значительная индуктивность в сварочные цепи.Для регулирования тока в сварочной цепи последовательно со вторичной обмоткой трансформатора включают индуктивную катушку со стальным магнитопроводом (рис.
1б).Величина сварочного тока зависит от диаметра электрода и регулируется реактивным сопротивлением индуктивной катушки, которое зависит от величины воздушного зазора А. Увеличение воздушного зазора в магнитопроводе индуктивной катушки вызывает уменьшение ее реактивного сопротивления, вследствие чего ток в сварочной цепи повышается. Иногда индуктивные катушки совмещают в одно целое со сварочным трансформатором.Поделитесь полезной статьей:
https://youtube.com/watch?v=5QE9l0NbkIgrel%3D0%26controls%3D0%26showinfo%3D0
- industrika.ru
- protransformatory.ru
- svarkalegko.com
- fazaa.ru
Показатели напряжения
Грубо говоря, весь ассортимент условно делится на модели, работающие от однофазных сетей, и аппараты, подключающиеся к трехфазным линиям энергоснабжения, как в случае с версией «ТДМ-402». Соответственно, первые работают под напряжением в 220 В, а вторые – 380 В. Очевидно, что однофазная сеть менее требовательна к мощностям и покрывает ресурсы, которые задействуются в мелких операциях. Такие модели подойдут скорее для гаражно-дачных работ. Однако есть и промежуточная группа аппаратов с «плавающим» напряжением. Сварочные трансформаторы этого типа могут подключаться к сетям обоих видов. Причем данная особенность важна и для рядовых пользователей, и для специалистов. Речь идет даже не столько об универсальности, сколько о преимуществах, которые дает возможность работы от разных источников. Например, при наличии двух сетей владелец аппарата с номинально небольшими характеристиками выиграет от подключения к сети на 380 В, так как на фоне сбалансированного распределения нагрузки будут отсутствовать скачки напряжения. Что касается владельцев профессионального оборудования, то в их случае подключение к однофазной сети будет выгоднее при работе на минимальной рабочей нагрузке.
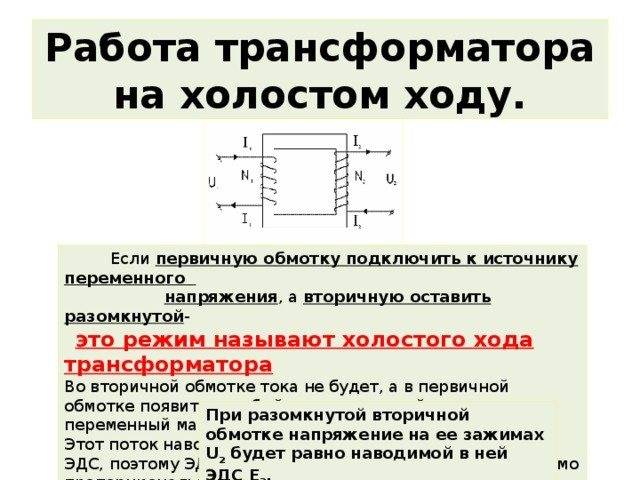
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
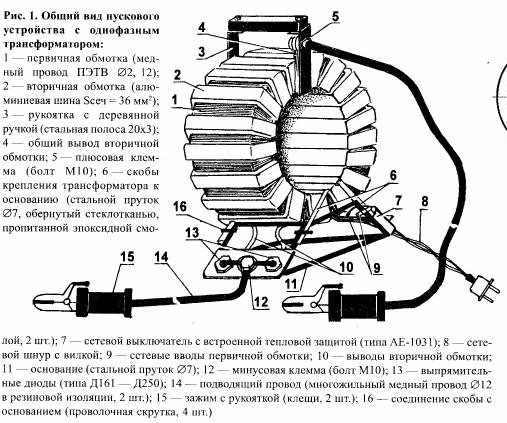
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
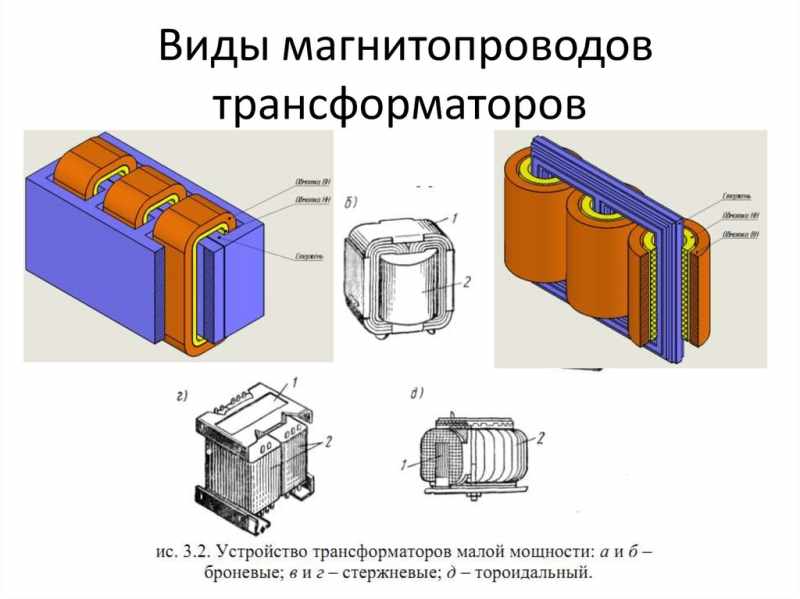
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой. Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход. ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.




Сечение магнитопровода и подбор витков трансформатора
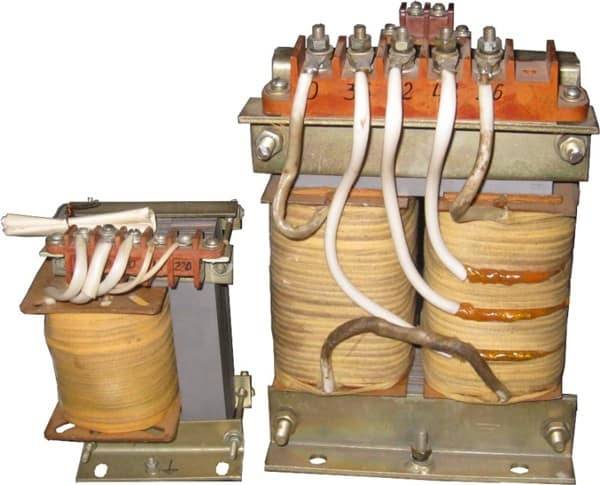
Пакет трансформаторного железа (магнитопровод).
Зная сечение магнитопровода, можно найти количество витков обмоток сварочного трансформатора. Главное, что вам придется решить, это то, каким конкретно должно быть сечение. В идеале было получено значение, равное 28 см². Но оно не всегда может быть применено в сварочном трансформаторе, если посмотреть на конструктивные и экономические составляющие. Необходимо тщательнейшим образом обдумать, как вы будете мотать провод. Для одной мощности можно выбрать две схемы:
- 30 см² и 250 витков;
- 60 см² и 125 витков.
Возможно также использование промежуточного варианта. Если окно маленькое, лучше просто увеличить площадь сечения. Но тогда увеличится и масса сварочного трансформатора. Поэтому свободно передвигать его можно только на специальной тележке.
Бывают случаи, когда приходится судить о полезной мощности трансформатора для сварочного аппарата лучше всего по току, который замеряется в первичной обмотке устройства в режиме холостого хода. А если быть точнее, то приходится вести разговор скорее не о значении мощности во время образования дуги, а только лишь о регулировке сварочного трансформатора на самую большую мощность. Выжимаете из вашей конструкции максимум. И главное в процессе расчета трансформатора – это не допустить недостаточного числа витков первичной обмотки. Необходимо наличие следующих приборов:
- ЛАТР (линейный автотрансформатор);
- амперметр;
- вольтметр.
Даже у однотипных трансформаторов различным может оказаться ток. Поэтому по нему судить о мощности электросварки нельзя. Но зависимость в первичной обмотке тока способна рассказать о многом. Можно выявить некоторые особенные свойства сварочного трансформатора. Чтобы сделать это, необходимо с выхода ЛАТРа подавать напряжение на первичную обмотку сварки. Благодаря линейному автотрансформатору вы сможете изменять значение напряжения от 0 до 240 В. Параллельно обмотке включается вольтметр, а в разрыв одного провода – амперметр.
После скорость увеличения становится больше, ток возрастает быстро и стремительно. При недостаточном числе витков в первичной кривая тока будет стремиться к бесконечному значению до достижения порога в 240 В. Поэтому нужно добавить некоторое количество витков к обмотке сварочного аппарата. Причем не забудьте учесть тот факт, что при включении в сеть без ЛАТРа ваше устройство начнет потреблять из нее как минимум на треть большее количество тока. Вот так не просто теоретически рассчитать сварочный трансформатор, на практике же все обстоит намного проще.
Как правильно смонтировать трансформатор
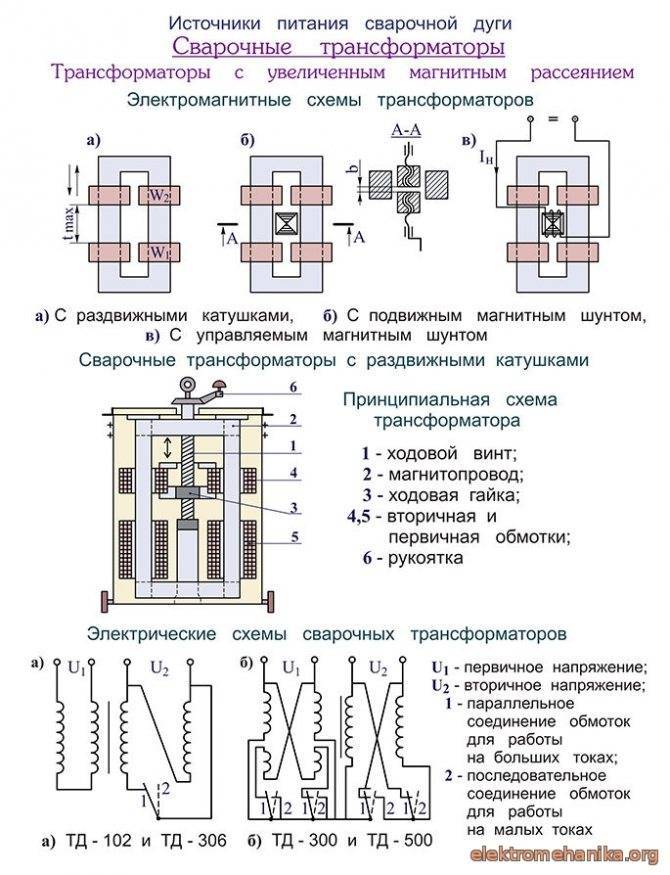
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».Классификация по различным признакамСварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Технические характеристики
Характеристикой сварочного трансформатора является показатель коэффициента мощности, сетевого напряжения, вторичного напряжения, мощности и пределов тока регулирования. Чтобы сварочная дуга надежно зажигалась в трансформаторе, ее вторичное напряжение должно быть не меньше 60-65 в.
Вам это будет интересно Перечень всего набора инструментов электрика
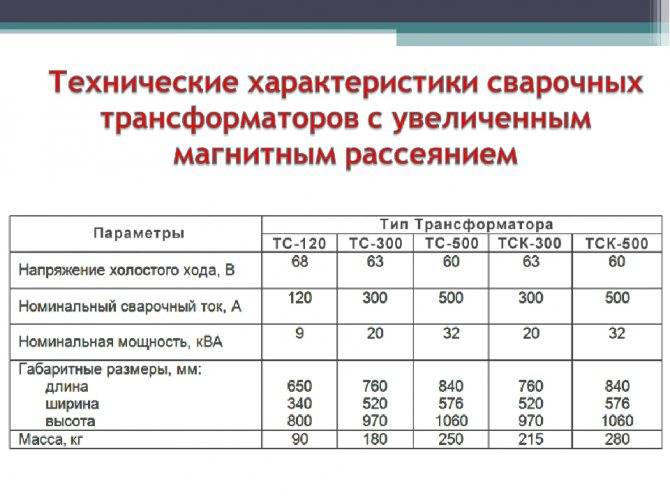
Средние технические характеристики
Вольт-амперная характеристика должна поддерживать устойчивый сварочный процесс, учитывать статику сварочной дуги. Индуктивное сопротивление должно обеспечивать дуговую стабилизацию, восстановление ее во время частой смены полярности тока.