Что означает MIG/MAG сварка
MIG/MAG — обозначает исключительно полуавтоматическую сварку проволокой в среде защитного газа. То есть, если для MMA и TIG сварки применяются разного вида электроды, то для MIG и MAG сварки – только проволока.

При этом сварка MIG производится в среде инертного газа, а сварка MAG, в среде активного. В этом собственно и есть основное их различие. Подробней про сварку MIG и MAG вы можете прочитать на сайте .
Полуавтоматическая сварка получила широчайшее применение на производстве. Это вторая по виду сварка за ручной дуговой сваркой, которая активно применяется на сегодняшний день по всему миру.

Характерные свойства сварки полуавтоматом, это ровный и красивый сварочный шов без шлака. Полуавтоматическая сварка, просто незаменимая при ремонте автомобилей и другой техники.
Имеет она и другое обозначение — GMA (Gas Metal Arc).
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Режимы ведения
Изобретение и широкое распространение инверторов подтолкнуло к появлению нескольких новых способов сварки. Наиболее распространенными из них стали TIG и ММА. Что такое сварка ММА и ТИГ? Для ответа на этот вопрос нужно рассмотреть особенности обоих методов соединения.
Для работы с ММА сваркой требуется расходный материал – электроды, подлежащие замене.
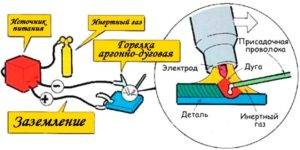
ТИГ (аргонодуговая сварка) представляет собой способ, для которого требуется использование баллона с газом, горелка и неплавящийся вольфрамовый электрод. Такой метод используется значительно реже, но все равно пользуется популярностью. Достоинствами ТИГ-сварки считается возможность соединения тонкостенных изделий или деталей из цветных металлов. Шов получается очень аккуратным, работа требует существенно меньших энерго- и трудозатрат.
Недостаток сварки ТИГ – невозможность работы с изделиями значительной толщины. Большая часть современных инверторов производятся в универсальном исполнении и позволяют использовать оба режима.
Дмитрий Камушкин, сварщик, стаж работы 15 лет: «Как и любой другой способ, ММА сначала может показаться трудоемким и непонятным. Не всем новичкам удается быстро разобраться с тонкостями процесса и выполнять свою работу правильно. Способ требует максимального терпения и постепенного обретения навыков, потому сначала лучше потренироваться на непригодных в строительстве кусках металла».
С вольфрамовым электродом
Сварка TIG – это международное обозначение сварочного процесса металлов в среде инертного газа с помощью вольфрамового неплавящегося электрода.
В России и СНГ ТИГ сварка получила название аргонодуговой из-за применяемого инертного газа. Благодаря постоянной длине электрода процесс сварки значительно упрощается, отсутствие других примесей позволяют получать швы высочайшего качества.
 Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Импульсная TIG сварка является разновидностью обычной ТИГ, но вместо постоянного тока используется импульсный. В некоторых аппаратах MAG TIG сварки этот режим присутствует наравне с основным.
Он полезен при работе с тонкими листами, не перегревает их, при сварке отсутствует коробление. Обычно устанавливается несколько режимов на частоте 1 Гц, 10 Гц, 500 Гц. В результате получается красивый чешуйчатый шов.
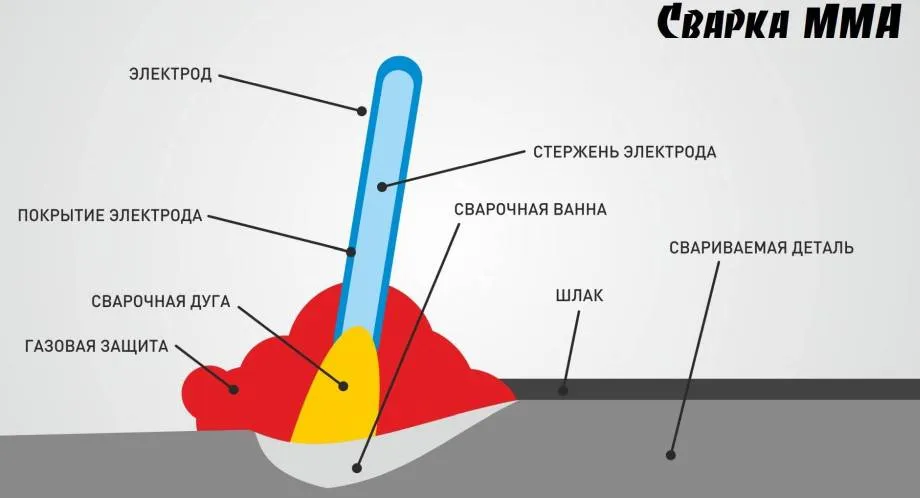
Сварка MMA – это международное обозначение ручной электродуговой сварки. Она производится электродами покрытыми специальной защитной обмазкой. Процесс ММА сварки происходит за счет образования дуги между электродом и свариваемой деталью.
Электрод, расплавляясь, поступает в сварочную ванну, которая образовалась вследствие расплавления кромок заготовок. Обмазка также расплавляется и образует защитный слой на поверхности ванны, после остывания превращается в шлак. Легко удаляется молотком.
Что представляет собой сварка MIG/MAG полуавтоматом
В отличие от обычного MMA инвертора, сварка которым осуществляется исключительно плавящимся электродом с покрытием, принцип работы полуавтоматической сварки несколько другой. Основными расходными материалами здесь выступает защитный газ и проволока, которая намотана на бобину и подаётся автоматически при работе полуавтомата.

Во время сварки проволока проходит через пистолет с газом. В момент появления дуги она плавится и заполняет расплавленным металлом сварочную ванну. Газ, который также подаётся вместе с проволокой, защищает расплавленный металл от отрицательного воздействия окружающей среды.

Благодаря тому, что весь процесс сварки практически автоматизирован, данная сварка и получила такое созвучное название — полуавтоматическая. В отличие от ручной дуговой сварки, здесь нет необходимости каждый раз менять электрод. Также отсутствуют и многие другие операции, без которых не проходит процесс сваривания деталей электродом.
MMA
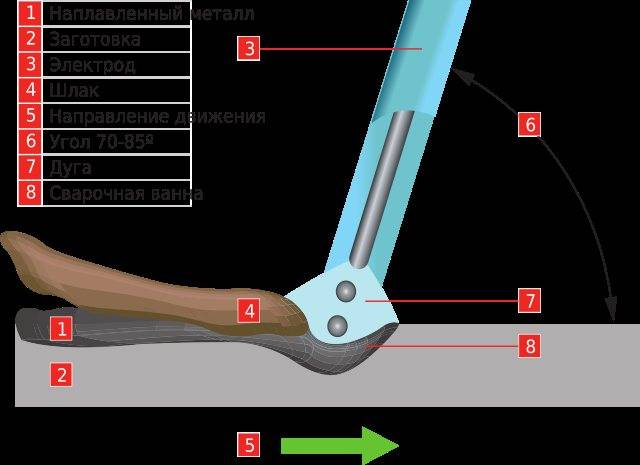
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой
Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.











Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
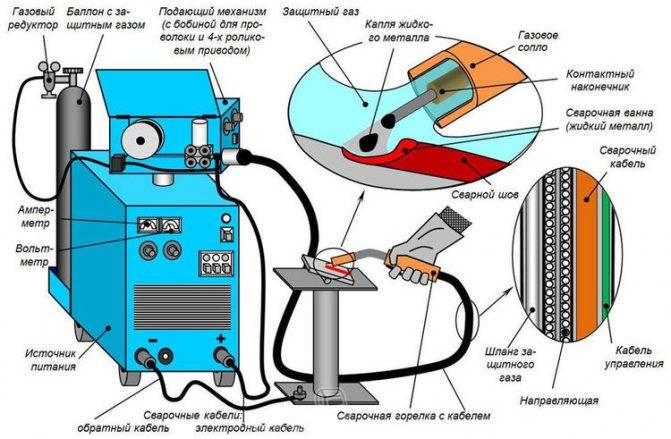
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат — полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток. Все зависит от особенностей свариваемого металла
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки — MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями — при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах — с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок. В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Сварочная проволока
Полуавтоматическая сварка MIG MAG TIG подразумевает применение сварочной проволоки, которую заправляют в аппарат. От ее характеристик также зависит качество шва. В некоторых случаях можно даже обойтись без защитного газа, при использовании порошковой проволоки.
Существует четыре вида присадки: алюминиевая, стальная, омедненная и порошковая. Самые востребованные две последние. Их использование гарантирует отсутствие брызг и высокую производительность работ.
Кроме порошковой, присадочная проволока должна применяться в защитной газовой среде. При приобретении обязательно нужно уточнять совместимость со свариваемыми материалами и наконечниками.
MIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.










MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Режим сварки MIG и MAG
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.

При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
Полярность при сварке MIG и MAG
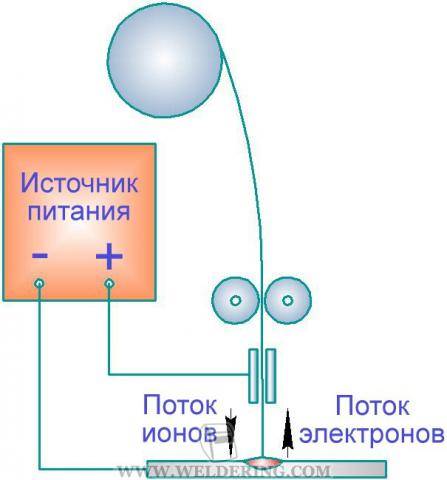
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
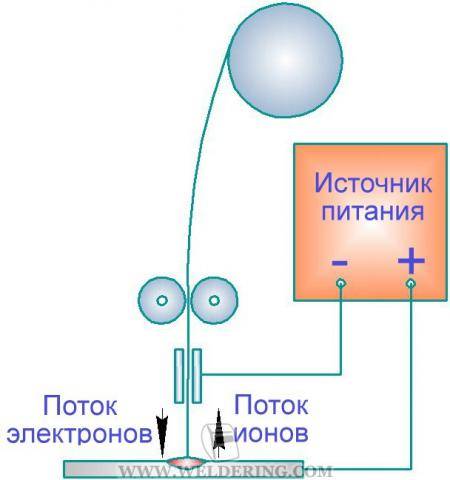
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|
Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
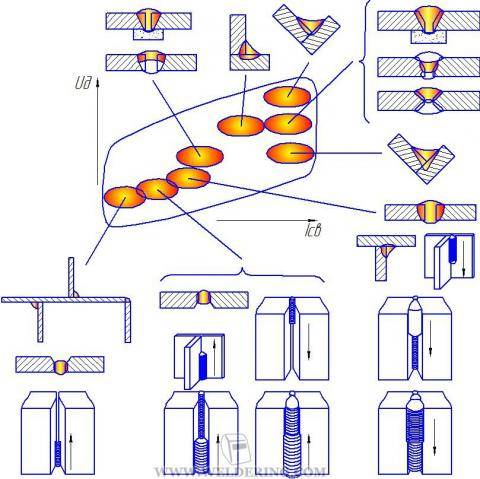
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.
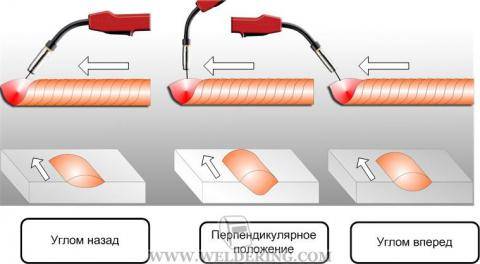
Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети. Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Лучшие профессиональные сварочные полуавтоматы
Если подобное оборудование будет использоваться регулярно и для выполнения сложных задач, стоит рассмотреть варианты среди профессиональной техники. Они значительно преобладают над предыдущими категориями по качеству, долговечности эксплуатации, функционалу и производительности. Но нужно учесть тот факт, что ценник будет свыше 40 000 рублей, так как профессиональные равно высокотехнологичные мощные аппараты, справляющиеся с любым металлом и длительностью нагрузки. Оценив заявленные характеристики, отзывы мастеров и пользователей, в рейтинг попало 3 лидера.
Сварог MIG 3500 (J93) (TIG, MIG/MAG, MMA)
При помощи такой модели можно выполнять сварку в режиме MIG/MAG, то есть среде защитного газа, ручным дуговым способом ММА, а также порошковой проволокой без газа FCAW. В дополнение к функционалу производитель позволил применять аппарат для TIG сварки. А чтобы делать это было максимально легко и удобно, в комплекте прилагается тележка с поворотными колесами. На нее устанавливается баллон с газом, после чего можно работать с металлами. В отличие от предыдущих номинантов рабочее напряжение составляет 380 В. При этом максимальный порог тока – 350 А, а мощности 15 000 Вт. Рабочий цикл в активном состоянии составляет 60%, а диаметр проволоки от 1.5 до 6 мм.

Достоинства
- Полная система безопасности прибора;
- Хорошая комплектация;
- 3 типа сварки;
- Высокая производительность;
- Транспортабельность;
- Работа с массивными вещами.
Недостатки
- Цена;
- Только для трехфазной электросети.
Такой Сварог станет незаменимым помощником тем, кто работает с металлами большой толщины, толстостенными деталями. Он обеспечит долгий прогрев, при этом система защиты убережет конструкцию от перегрева. Рабочий цикл позволит использовать в промышленных целях.
Brima MIG-350 (MIG/MAG)
Мощный и производительный прибор подойдет для работы со сплавами разных видов, жесткими неразъемными соединениями. В отличие от других конкурентных моделей здесь шире диапазон тока – от 50 до 350 А, а максимальная мощность достигает отметки 14 000 Вт. Благодаря этому можно подбирать нужный параметр практически для любой толщины, марки металла. Для удобства в вопросах замены проволоки с максимальным диаметром 1.2 мм, ее катушка установлена снаружи корпуса. В комплекте помимо самого прибора идут кабель с клеммами заземления, горелка, 4-х роликовый механизм WF-23A, паспорт, инструкция.

Достоинства
- Многофункциональность;
- Удобная транспортировка;
- Вентиляционные отверстия на корпусе;
- Плавная регулировка;
- Катушка снаружи конструкции;
- Панель приборов.
Недостатки
- Китайская сборка;
- Цена.
Согласно отзывам, MIG-350 действительно справляется даже с массивными деталями. Для этого лишь нужно правильно настроить уровень мощности и тока. Большой диаметр проволоки, наружное размещение катушки, богатая комплектация, все это чаще всего хвалят пользователи в отзывах. Как таковых минусов найдено не было, разве что некоторых покупателей смущает китайское производство немецкого бренда, а также ценник.





Форсаж 502 (TIG, MIG/MAG, MMA)
В линейке всего сварочного оборудования это самый мощный полуавтомат. Его можно применять сразу по нескольким функциям – сварка полуавтомат, электродуговая или аргонная сварка. В комплектации помимо источника сварки идут вилки и силовая розетка, инструкция. Диаметр проволоки составляет 0.8-1.6 мм, ширина используемого тока от 20 до 500 А, а максимальный показательно мощности 27 700 Вт. Продолжительность одного рабочего цикла 60%, чего хватит для выполнения сложных задач. За своевременную защиту от перегрева отвечает специальная система охлаждения горелки. Элементом управления выступает цифровой дисплей.

Достоинства
- Высокая мощность, производительность;
- Контрольная панель с индикацией;
- Точность показателей;
- Надежный корпус;
- Микропроцессорная система для легкого управления.
Недостатки
- Только для трехфазной сети;
- Отсутствие регулируемой функции индуктивности.
Предназначение здесь скорее промышленное, потому что такие высокие параметры нужны для регулярной работы чуть ли не на износ. Как подтверждают отзывы опытных сварщиков, такой термин, как «износ» 502 модели не страшен. Главными преимуществами отмечают микропроцессорное управление, дисплей, высокую точность, надежность сборки
Но важно понимать, что это оборудование только для трехфазной сети. Мастер заметит отсутствие регулируемой индуктивности, то есть наклона характеристик
Сварка ММА – что это такое, варианты сваривания
Ручная дуговая сварка наиболее популярна и доступна. Суть технологии сводится к расплавлению, соединению и застыванию металла в местах контакта соединяемых заготовок под действием электрической дуги. Она образуется при помощи металлического стержня – электрода, покрытого специальным веществом.
Процедура сваривания осуществляется по следующему алгоритму:
- Одни провод от аппарата подсоединяется к заготовке, другой – к электроду, зажатому в держатель.
- В момент касания электрода в месте контакта свариваемых заготовок зажигается дуга – так как электрическая цепь замыкается.
- Нагретый металл заготовок и самого стержня плавится, образуя варочную ванну.
- По мере продвижения по траектории сваривания металл остывает, формируя неразрывное прочное соединение.
При этом электрод участвует в образовании шва, подводит ток, а его обмазка образует газовую атмосферу для защиты расплава от окисления воздухом. Набор букв «ММА» в названии данной разновидности сварки имеет такую расшифровку – «manual metal arc», что в дословном переводе означает «ручная металлическая дуга».
Варианты сварки
Выделю 2 варианта ручной сварки:
Переменным током.
Характеризуется нестабильностью дуги – в момент падения напряжения горение прекращается. Затем розжиг происходит за счет процессов ионизации. Хотя внешне процесс выглядит непрерывным.
Ввиду такой специфики происходит сильное разбрызгивание металла. Единственный способ устранить недостаток и улучшить стабильность дуги – максимально повысить частоту тока.
Постоянным током.
В данном случае варить можно 2-мя способами, переключая полярность:
- Прямой – когда «+» подключается к электроду.
- Обратной – положительный контакт идет на деталь.
Выбор того или иного варианта я всегда подбираю в соответствии с заданными характеристиками процесса. Так, если требуется, чтобы быстрее плавился электрод, то выбираю 1-ый способ, а когда наоборот – контактирующие стыки заготовок – подключаю по обратной полярности.
Новичкам рекомендую еще в начале карьеры запомнить, чем различаются между собой популярные типы сварки – MIG, MAG, TIG и MMA:
MMA – ручная дуговая, которую мы рассматриваем в данном обзоре.

- TIG – разновидность дуговой сварки в среде защитного газа, например, аргона, но неплавящимся электродом, как правило, вольфрамовым. При этом присадка в виде прутка подается отдельно. Ее также называют аргонной сваркой.
- MIG/MAG – вид сварной технологии в инертной среде. В качестве электрода выступает плавящаяся проволока. Причем непрерывная присадка подается из самого сопла. Используется специальный аппарат – полуавтомат.