Эксплуатационные ограничения
Лица, эксплуатирующие станок, должны знать его конструкцию, правила эксплуатации в объеме настоящего РЭ и требования по технике безопасности.
Не допускается работа на станке в случае его механической неисправности, повреждения заземления, отсутствия защитных кожухов и страховочных приспособлений.
К работе на станке должны допускаться только лица соответствующей профессии, специальности и квалификации, прошедшие инструктаж и обучение.
Прогиб ремней клиноременной передачи должен быть пределах 25-30 мм, при нажатии на ремень с силой 70-90 Н.
Новые шлифовальные круги перед установкой на станок должны быть испытаны на соответствие требованиям ГОСТ 2424 «Круги шлифовальные. Технические условия» и ГОСТ Р 52588 «Инструмент абразивный. Требования безопасности».
Запрещается эксплуатация шлифовальных кругов с трещинами на поверхности, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения.
Перед установкой новых шлифовальных кругов на станок необходимо произвести их испытания на стенде.
Установка шлифовальных кругов должна производиться только специально выделенным и инструктированным рабочим. Затяжку винтов крепежных фланцев следует производить последовательно попарно, ключом нормальной длины. Зазор между кругом и нижней кромкой кронштейна 15 должен быть не более 6 мм.
К работе на вновь установленном круге можно приступать только после 5-минутного испытания на холостом ходу.
Запрещается тормозить вращающийся круг нажатием на него каким-либо предметом.
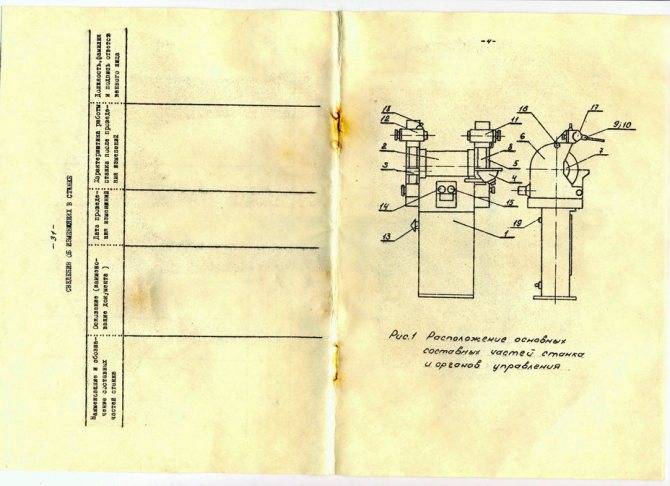
Запрещается переустанавливать подручники 7 (рисунок 1) во время работы станка.
Станок и устройства, входящие в его состав, должны иметь надежное заземление. Качество заземления проверяется внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом заземления на вводе к станку. Сопротивления заземления не более 0,1 Ом.
Подготовка станка к использованию
Перед началом работы на станке проверить:
- исправность и комплектность станка;
- исправность заземления, подводящего кабеля и вилки;
- надежность крепления кругов шлифовальных, защитных кожухов и подручников;
- исправность вытяжного устройства пылеприемника.
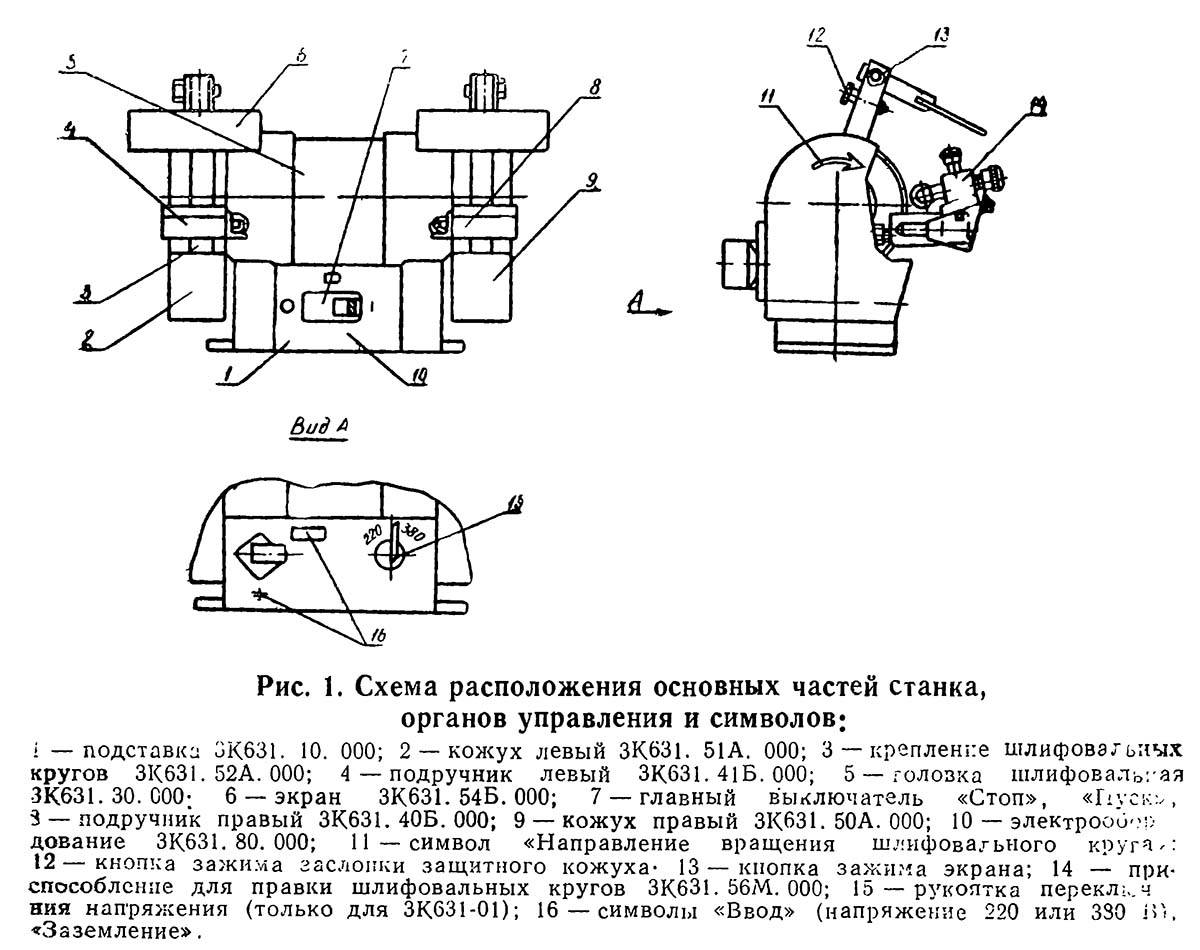
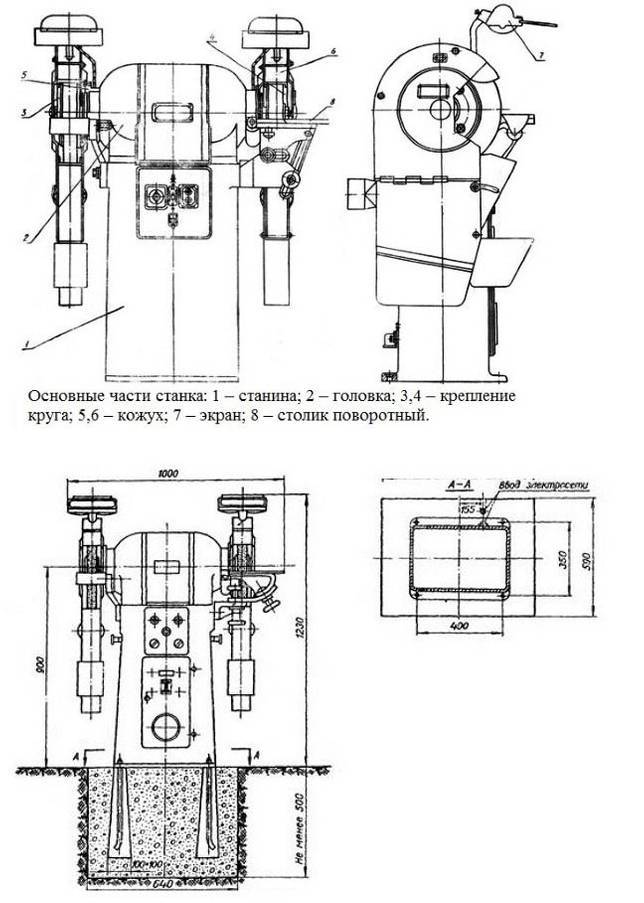
Подручники 7 должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом 5 (рисунок 1) находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм.
Подручники 7 должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Использование станка
Вводным выключателем подать напряжение на станок. Нажатием кнопки ПУСК (пиктограмма ▌ на рисунке 4) включить электродвигатель станка.
При запуске и остановке станка возможно явление резонанса, что вызывает кратковременные вибрации. Допустимая величина виброскорости на подручниках 7 при этом не более 2,0 мм/с.
Проверить работу станка на холостом ходу в течение 5 минут, обращая внимание на направление вращение кругов шлифовальных
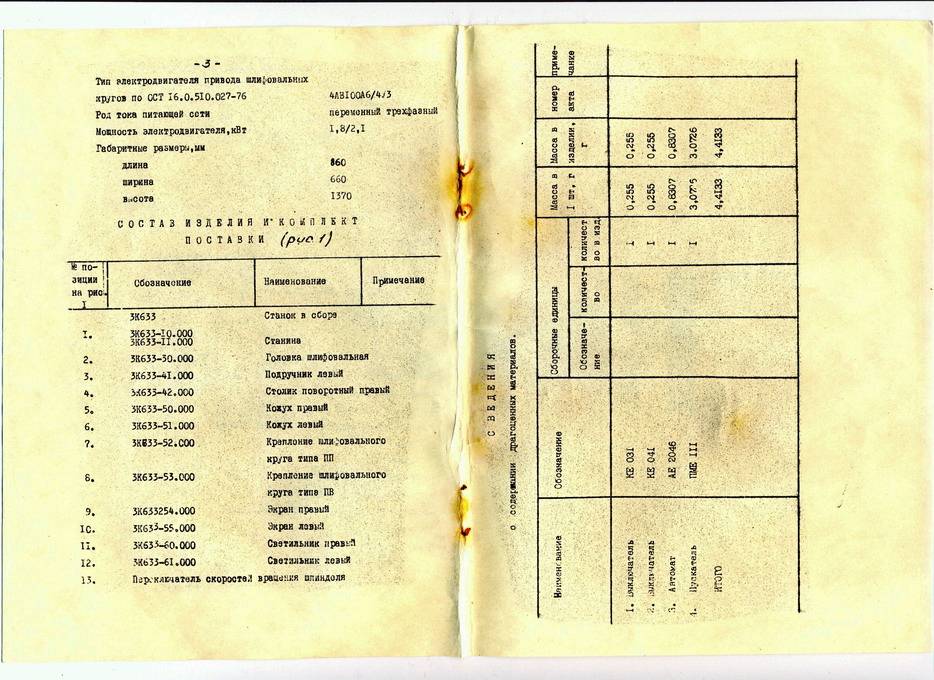
Конструкция и комплектация агрегата
У точильного станка 3б634 довольно высокий функционал. В состав конструкции входит:
- 2 рабочих круга для осуществления вращательных движений;
- электрический двигатель с 2-мя скоростными режимами, вмонтированный во внутренней части головки;
- вал двигателя с выступом, с обеих сторон крышки, выполняющий функции шпинделя в оборудовании.
К основным особенностям данной модели стоит отнести:
- наличие поворотного столика с подручником и 2-мя рабочими поверхностями (криволинейной, плоской), для проведения шлифовки деталей;
- возможность перемещения столика по горизонтали во избежание быстрого износа рабочего круга;
- оснащение правого подручника поворотным механизмом и можно изменить угол наклона опорной поверхности при необходимости;
- наличие проемов в защитных кожухах для лучшего доступа к обрабатываемой детали и поверхности рабочего круга;
- перемещение поворотного столика по криволинейным направляющим, для установки станка под наклоном по отношению к торцам рабочего круга.

Оснащённость станка прозрачными защитными экранами необходима для более безопасного и свободного наблюдения за всем производимым процессом и выполняемыми работами.
Наличие мощных светильников с возможностью поворота на 15 градусов по горизонтали, что удобно при работе за данным точильно-шлифовальным оборудованием.
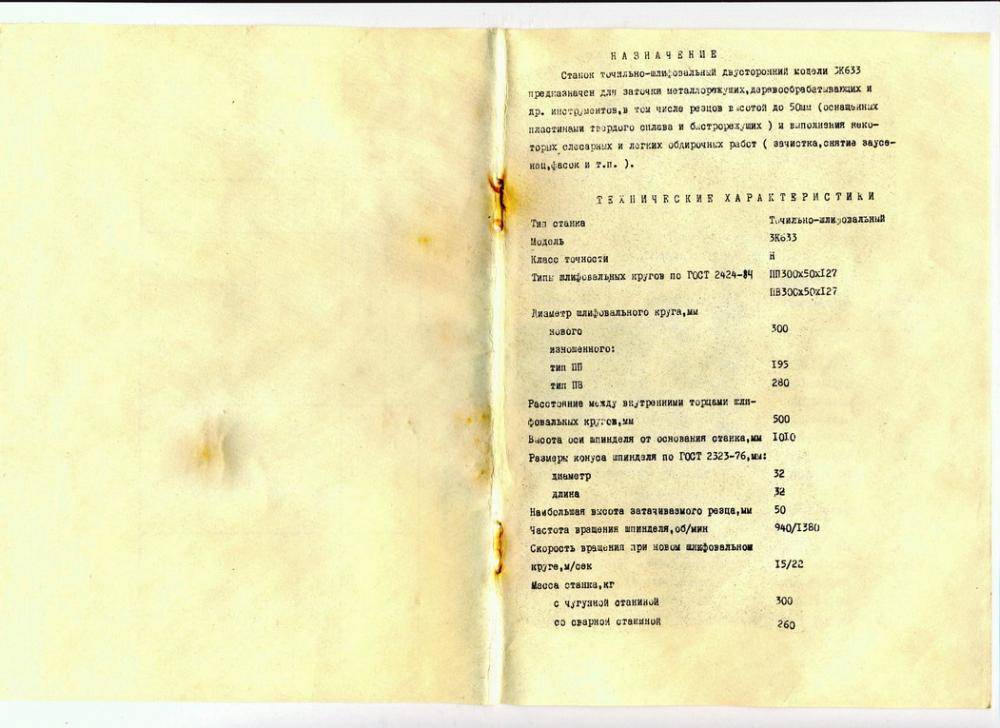
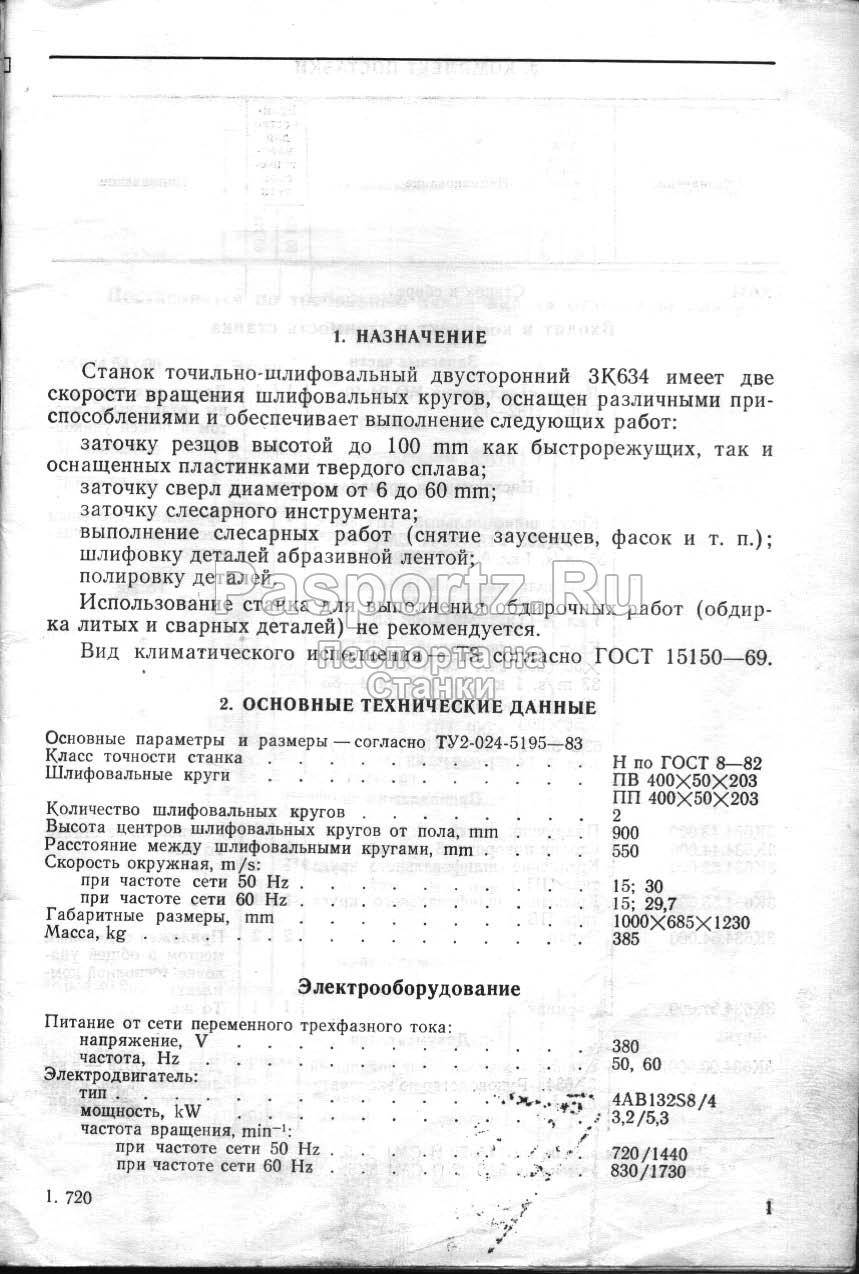
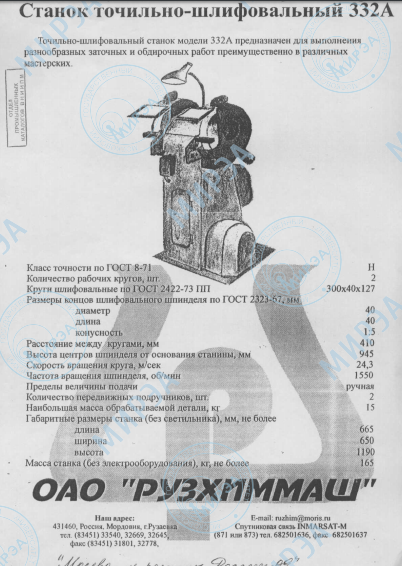
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
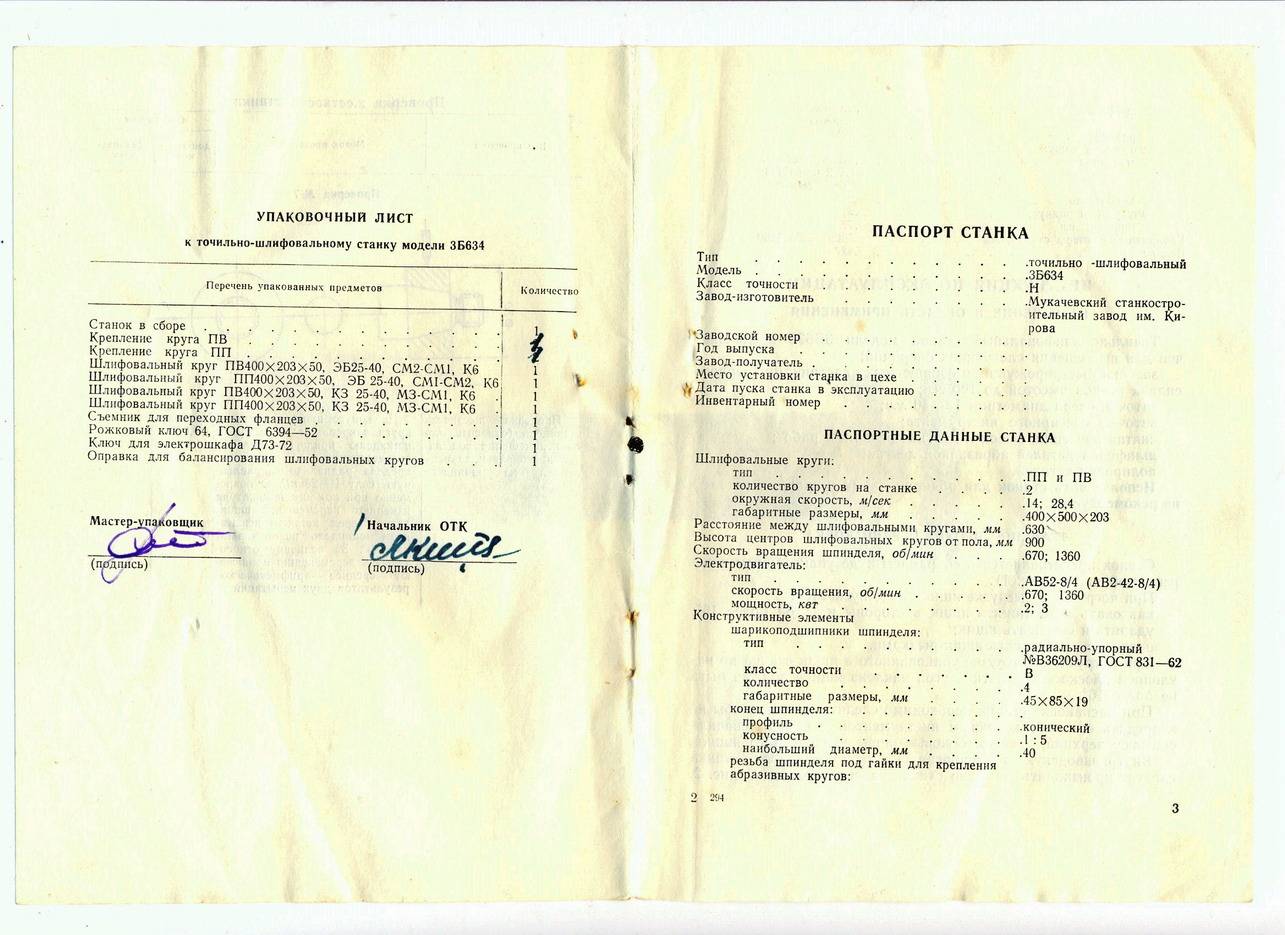
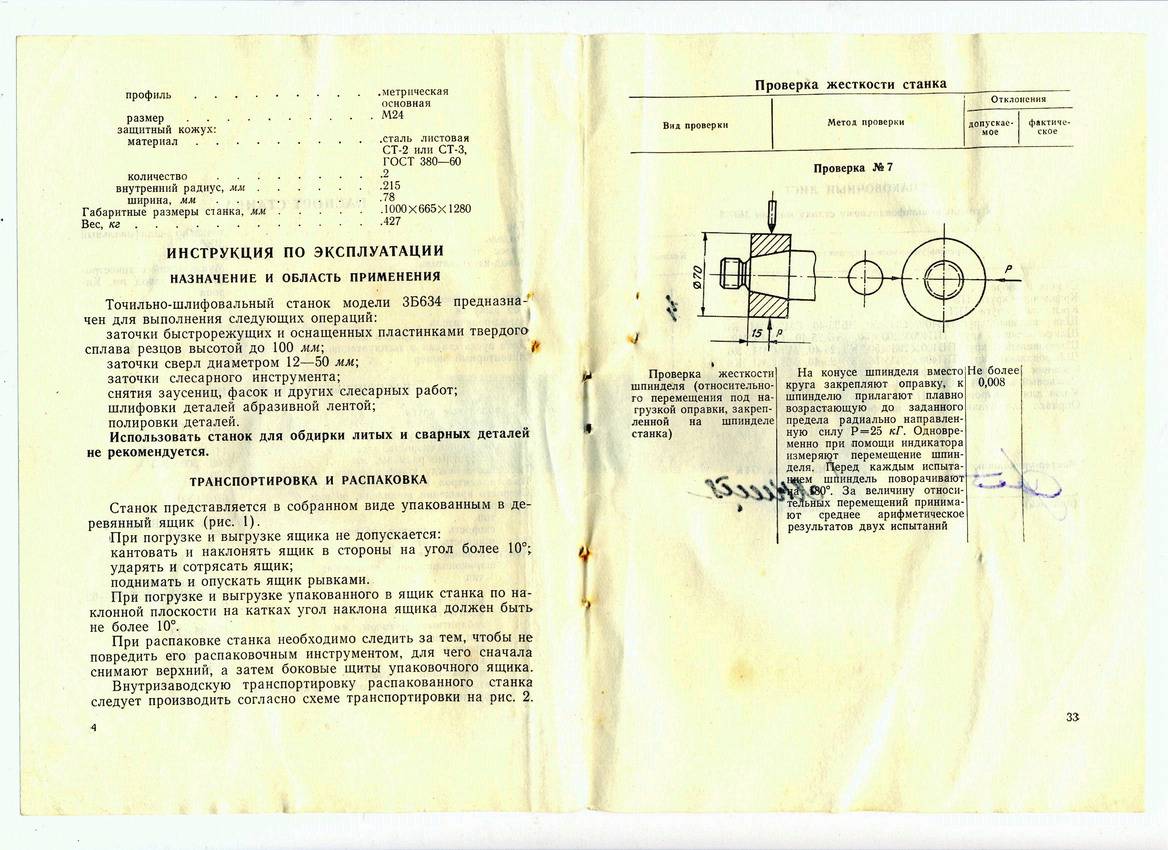
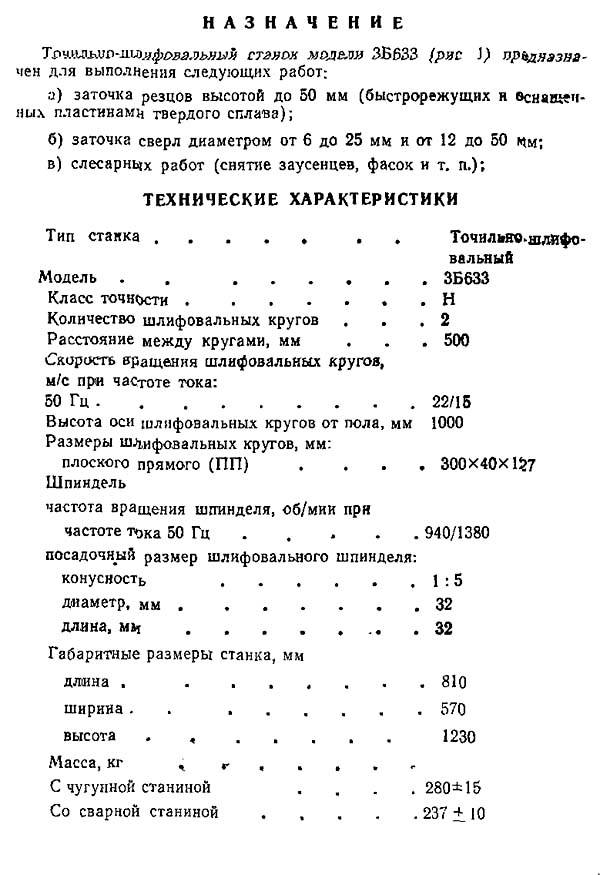
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
Особенности конструкции и принцип работы станка 3Б634
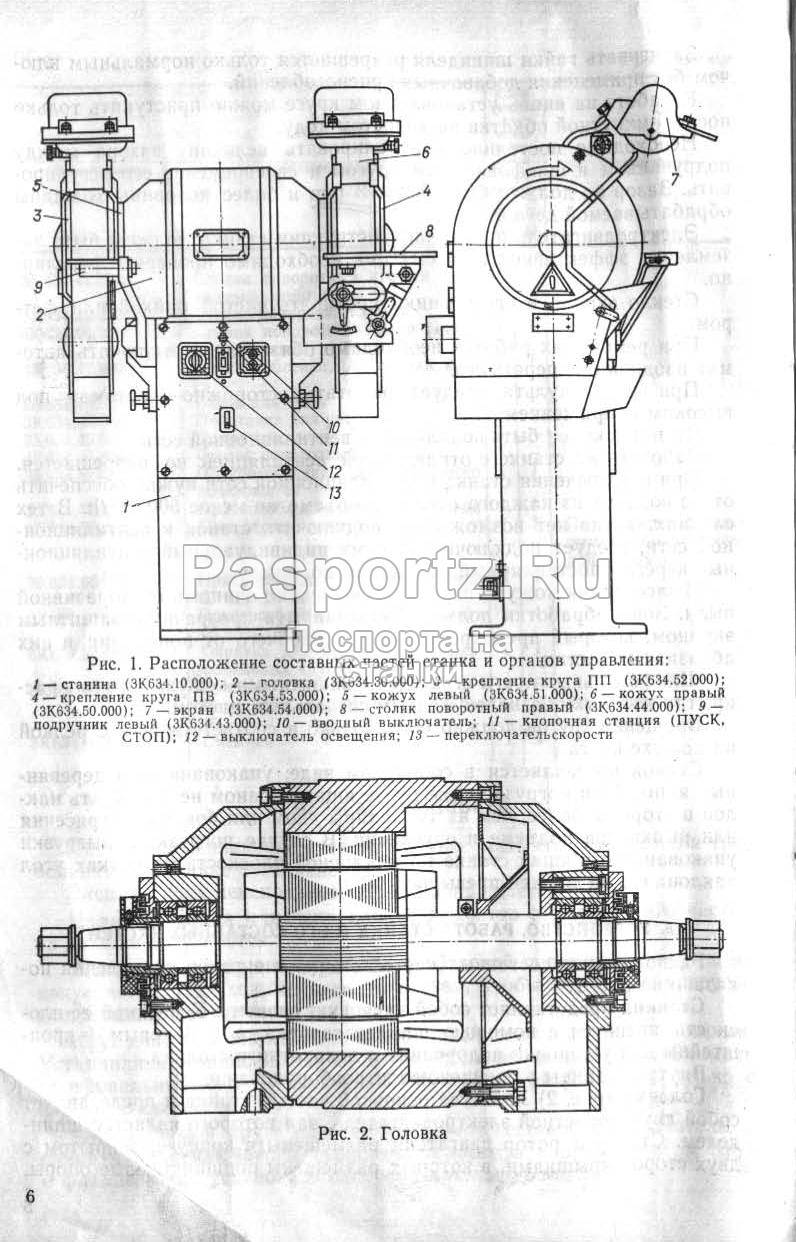
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шлифовальная головка точильно-шлифовального станка 3Б634
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.
На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
Станок точильно-шлифовальный ТШ-3М (3К634, 3Б634)
| НАИМЕНОВАНИЕ ПАРАМЕТРА | МОДЕЛЬ ТШ-3М |
| Диаметр изношенного круга, мм: | 220 |
| Наружный диаметр круга, мм: | 400 |
| Высота круга, мм: | 40 (50) |
| Посадочный диаметр, мм: | 127 |
| Класс неуравновешенности: | кл. 2 или кл. 1 |
| Напряжение, В: | 380 |
| Высота центров кругов от основания, мм: | 974±5 |
| Максимальная скорость резания, м/с: | 30 |
| Частота вращения вала, об/мин: | 1500 |
| Масса, кг: | 210 |
| Мощность, кВт: | 5,5 |
| Габаритные размеры станка, мм: | 680(±5) x500(±5)x1280(±5) |
Станок точильно-шлифовальный ТШ-3М (аналог 3К634, 3Б634, 3Т634-01) очень популярен среди поставщиков оборудования и широко применяется в производственных целях, в мастерских и производственных лабораториях, нередко приобретается частными лицами, специализирующимися на индивидуальных токарно-слесарных работах.
Независимо от требований производства станки используют для проведения качественных токарно-слесарных работ, заточки производственного инструмента, шлифования и полировки изделий. Главный привод имеет мощность 5,5 кВт при номинальной частоте вращения 1500 об./мин.


Точильно-шлифовальный станок серии ТШ-3М хорошо зарекомендовал себя в финальной обработке деталей, позволяет максимально качественно снять фаски, заусенцы и отполировать металлические детали. Устройство также используется для высококачественной заточки различного производственного инструмента и незаменимо в работе крупных предприятий, имеющих на своей базе необходимую ремонтную базу. Станок модификации ТШ-3М.20 укомплектован устройством отключения электродвигателя при поднятии защитного экрана.
Станок поставляется в собранном виде, в специальной упаковке (позволяет обеспечить его транспортировку и длительное хранение).
Комплектация точильного станка ТШ-3М:
- Шлифовальные круги 2 шт: 400х40х127, 25А F46 К-L1700 (ГОСТ P52588-2006), 400х40х127, 64C F46 К-L1700 (ГОСТ P52588-2006);
- Защита рабочей зоны: ограждение кругов 2 шт., защитные экраны 2шт.;
- Освещение рабочей зоны: светильник местного освещения 1шт.;
- Электроуправление: кнопочное, с нулевой защитой.
- Техническая документация (паспорт, руководство по эксплуатации и т.п.) и дополнительные комплектующие в соответствии с договором на поставку.
Станки ТШ-3.10 не комплектуются устройством отключения электродвигателя при поднятии защитного экрана.
Модельный ряд станка ТШ-3
Станкис прямым приводом и шлифовальным кругом400х40х127 мм. 3 кВт, 1000 об/мин. ТШ-3.10 (аналог ТШС 400)
ТШ-3.20 (аналог ТШС 400.1) c доп.блокировкой двигателя
ТШ-3.25 с пылесосом
ТШ-3.35 с пылесосом и блокировкой двигателя
Станкис прямым приводом и шлифовальным кругом400х40х127 мм. 5,5 кВт, 1500 об/мин. ТШ-3М (аналог 3К634, 3Б634, 3Т634-01)
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Станкис ременным приводом и шлифовальным кругом400х40х127 мм. 3 кВт, 1000 об/мин. ТШ-3М
ТШ-3М.20 с доп.блокировкой двигателя
ТШ-3М.25 с пылесосом
ТШ-3М.35 с пылесосом и блокировкой двигателя
Читайте РУКОВОДСТВО ПО ВЫБОРУ ТОЧИЛЬНО-ШЛИФОВАЛЬНЫХ СТАНКОВ СЕРИИ ТШ
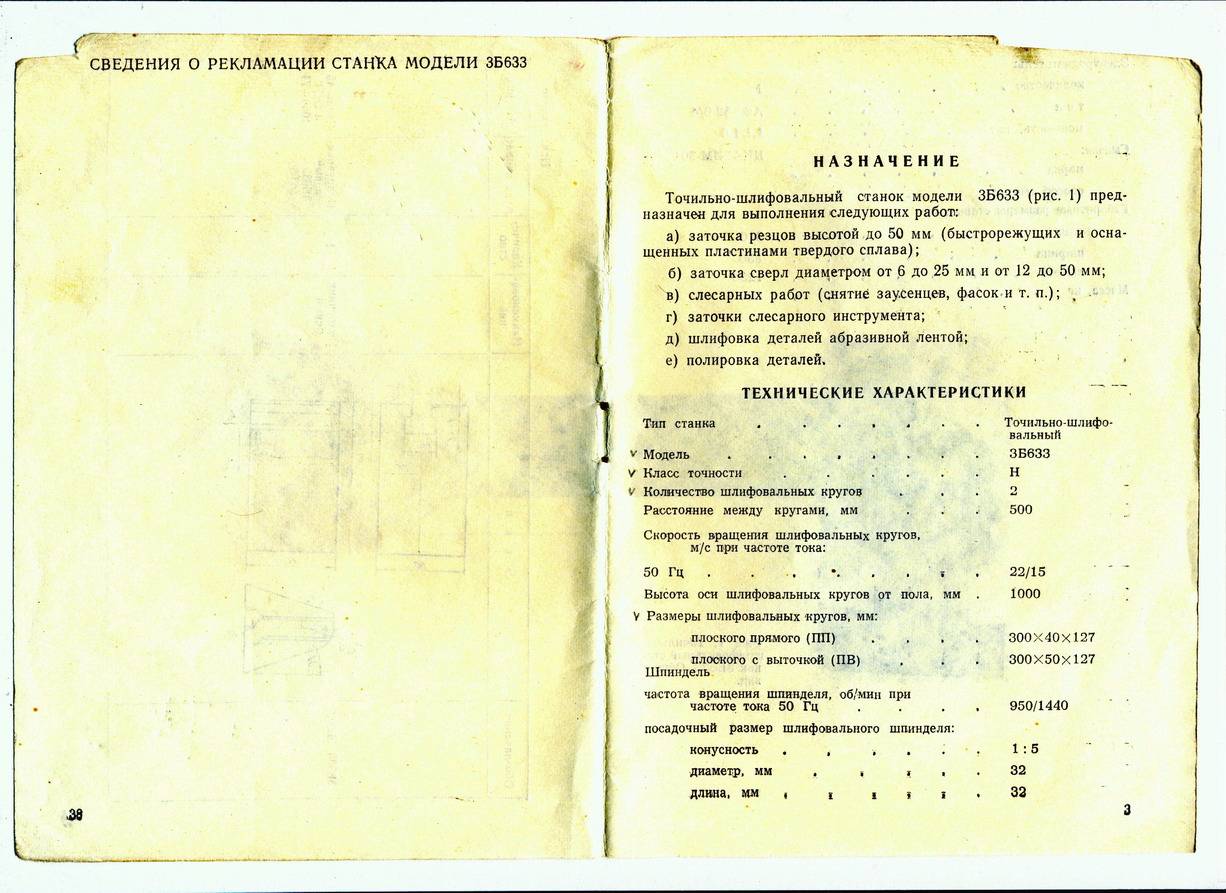
Точильно-шлифовальный станок модели 3М634
Обдирочно-шлифовальная модель 3М634 предназначается для обдирки, литья и заточки инструментария и шлифования заготовок.

Заточной станок 3К634
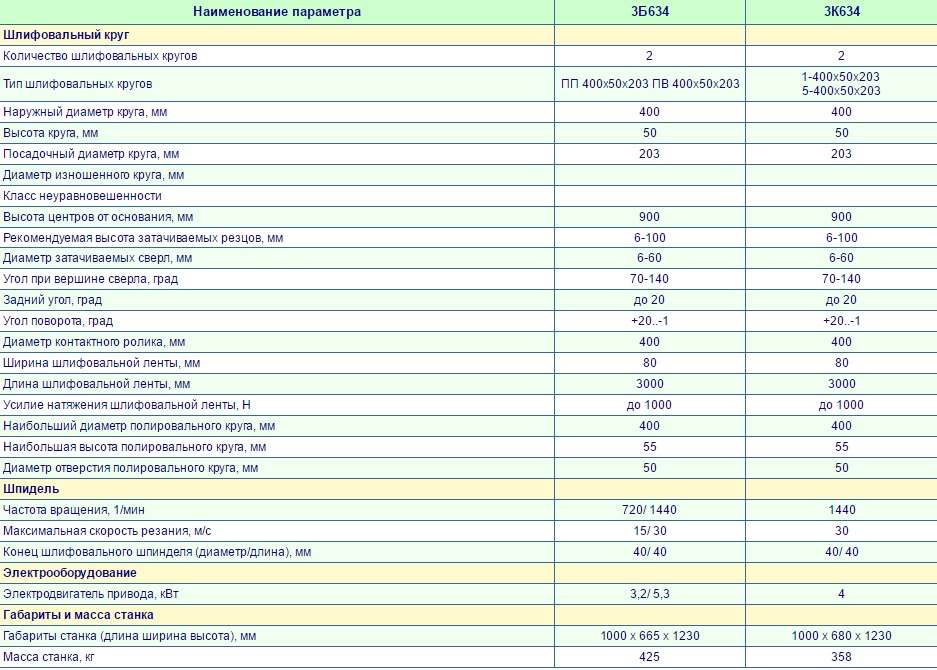
Технические характеристики данной обдирочной модели:
- Диаметр шлифовальных кругов – 40 см.
- Ширина колец – 4 см.
- Размеры стола — 15×8 см.
- Дистанция между круговыми центрами – 70 см.
- Самый большой вес обрабатываемого изделия – 20 кг.
Станок 3М634 снабжен электромотором трех-фазного тока и управляется нереверсивным магнитным пускателем типа МПКО – 110.
Некоторые рекомендации по использованию 3М634:
- хранить, испытывать и обращаться со шлифовальными кругами необходимо в соответствии с инструкцией изготовителя;
- снос колец не должен быть разным;
- стол нужно закреплять надежно по завершению очередной перестановки;
- устанавливать круги могут только инструктированный человек;
- кольца и фланцы перед установкой следует осмотреть;
- кожух периодически чистят от абразивной пыли.
Какие технологические операции можно выполнять на станке 3Б634
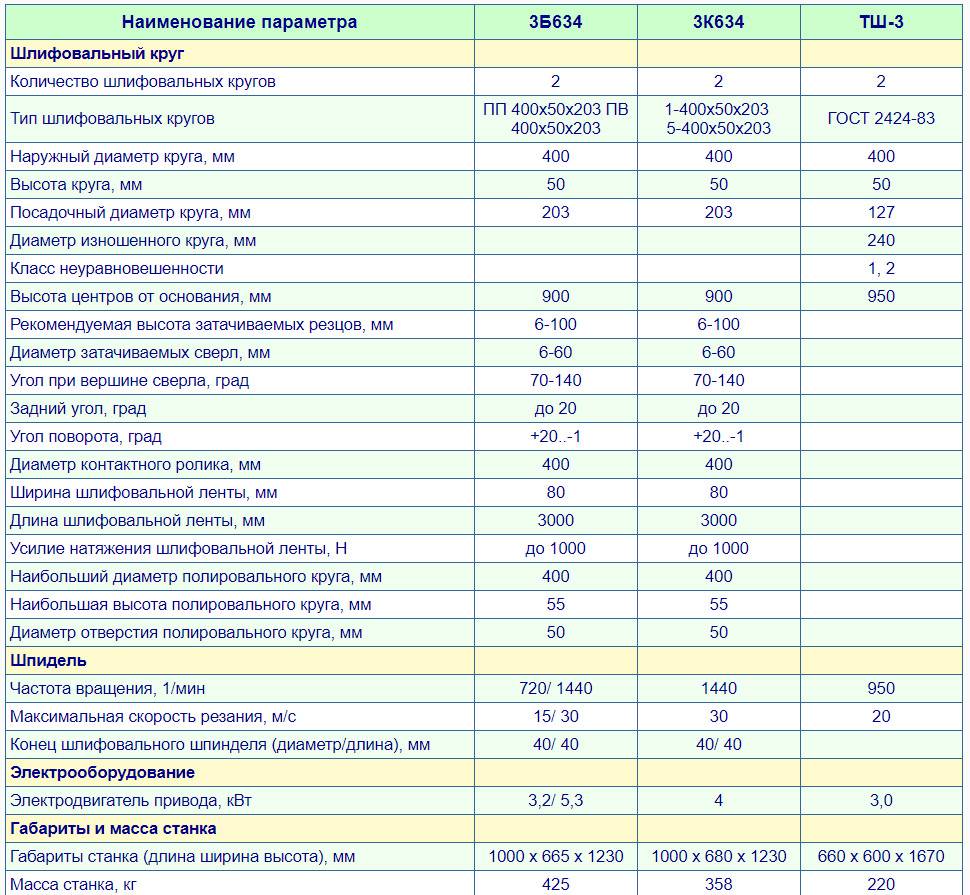
Благодаря своим техническим характеристикам и особенностям конструкции станок 3Б634, относящийся к оборудованию точильно-шлифовальной группы, позволяет выполнять следующие технологические операции:
- заточку резцов высотой до 100 мм, изготовленных из быстрорежущих сталей или оснащенных твердосплавными режущими пластинами;
- заточку сверл, диаметр которых составляет от 12 до 50 мм;
- заточку различного инструмента, используемого для выполнения слесарных работ;
- зачистные операции – снятие заусениц, формирование фасок на поверхности детали и другие виды слесарных работ;
- шлифовку деталей, для которой используется абразивная лента;
- полировальные операции.
Конструкция агрегата
Шлифовальный станок 3М634 отличается максимально простой конструкцией, которая не требует сложного обслуживания, достаточно проводить некоторый перечень операций. Все технические характеристики занесены в паспорт.
Оборудование состоит из следующих узлов и деталей:

- силового электродвигателя 380 В;
- напольной станины – 358 кг;
- кнопки управления пуск и стоп;
- двух абразивных кругов и их защиты;
- защитного кожуха для корпуса;
- осветительных элементов.
Основные механизмы агрегата:
Современный 3К634 станок имеет основной узел, отвечающий за вращение обдирочно-точильно-шлифовальных кругов – головка с двухскоростным электродвигателем. В корпусе с двумя крышками располагаются ротор, вентилятор, статор и вал мотора, он заменяет шпиндель.
Вентилятор защищен специальным кожухом, чтобы обезопасить работу, для облегчения ремонта или доступа к объекту крышка откидывается.
Станок 3К634 оборудован опорой шпинделя, за счет него происходит точное вращение кругов. Дополнительно этот элемент отвечает за прочность и надежность оборудования всего агрегата. В опорах расположены жировые канавки изнутри и осевые лабиринтные элементы снаружи.
Так как двигатель во время работы нагревается, производителем предусмотрен вентилятор, эффективно охлаждающий циркулирующими потоками воздуха внутри головки и станины.
Точильно-шлифовальный станок 3К634
Предприятия, осуществляющие обработку металлов в обязательном порядке, используют станки точильно-шлифовальные необходимые при проведении технологических операций связанных с производственными и ремонтными работами. Подготовкой и выпуском станка 3К634 занимается Мукачевский станкостроительный завод, обеспечивающий достаточно высокий уровень качества выпускаемого оборудования. На станке можно производить операции: чистовое удаление заусениц с обрабатываемых деталей, заточку различного инструмента с последующей доводкой.

Заточной станок 3К634
Рабочие характеристики станка
Точильно-шлифовальный станок 3К634 отличает простота конструкции требующей незначительного перечня проводимых операций связанных с периодическим обслуживанием. Станок состоит из следующих агрегатов:
- станины вертикального напольного исполнения (габариты 100х68х123 см, вес – 358 кг).;
- рабочего силового электродвигателя (N-4 кВт работающего при V=380 В);
- приборов управления (кнопок «пуск» и «»стоп»);
- абразивных кругов (2 един.);
- кожуха защитного корпуса станка;
- защитных элементов абразивных кругов;
- осветительных приборов.
Конструктивно станок выполнен по схеме жесткого закрепления электродвигателя имеющего регулятор скорости вращения вала (двустороннего) на чугунной станине. На валу зафиксированы абразивные круги, имеющие различную зернистость.
Технические характеристики 3К634
Станок имеет основные механизмы:
- стартер;
- ротор;
- вентилятор, закрытые кожухами для обеспечения безопасности проведения работ. Для проведения ремонтных и профилактических работ предусмотрены для доступа к механизмам откидывающиеся крышки.
Скачать паспорт точильно-шлифовального станка 3К634
Станок также имеет ряд особенностей необходимых для доступа к механизмам станка:
- электродвигатель оборудован специальными шарикоподшипниковыми опорами, обеспечивающими надежную работу точильных кругов и станка в целом;
- для охлаждения агрегатов станка и обрабатываемых заготовок используется вентилятор, оснащенный специальной крыльчаткой;
- для большей устойчивости конструкции используется монолитная станина станка, изготовленная из чугуна;
- станок оснащен достаточным количеством защитных кожухов, обеспечивающих высокий уровень безопасности с дополнительными элементами регулировки.
Оснащение станка специальным оборудованием
Станок 3К634 оснащен дополнительным оборудованием – опорным столом с помощью, которого производятся заточка сверл с допустимым диаметром от 6 до 60 мм. Возможно также проведение операций по снятию фасок и полировки обрабатываемых деталей с предварительным выбором рабочего режима станка.
Основные параметры обработки заготовок:
- Обработка заготовки с помощью дополнительно устанавливаемой шлифовальной ленты 300 см.
- Заточка резцов с параметрами от 6 до 100 мм.
- Использование абразивных кругов с показателями:
- D- 400 мм;
- H – 50 мм;
- Dпос.- 203 мм.
- Заточка различных сверл с допустимым углом от 70° до 140°.
- Обработка деталей с использованием специального полировочного круга с характеристиками:
- D-400 мм;
- H-55 мм;
- Dпос.-50 мм.
- Рабочие характеристики шпинделя:
- допустимая скорость обработки – 30 м/мин.
- обороты вращения вала – 1440 об/мин.

Станок 3К634 используется в основном для обработки отдельных небольших партий деталей и при проведении ремонтных работ.
Техника безопасности рабочих операций
Для безопасной эксплуатации станка необходимо соблюдать ряд мер:
- Установка станка должна производиться на абсолютно ровной площадке.
- Необходимо соблюдать меры безопасности при эксплуатации станка в связи с использованием V = 380 В.
- Помещение, где установлен станок должно, иметь принудительную вентиляцию.
- Станок должен в обязательном порядке иметь заземление.
- При работе электродвигателя должен осуществляться постоянный контроль за режимами работы станка.
- Периодически должна, производится очистка всех механизмов станка от абразивной пыли

3К634 после капитального ремонта
Использование станка 3К634 позволяет значительно повысить производительность труда на производстве с выполнением операций связанных с заточкой и обработкой деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
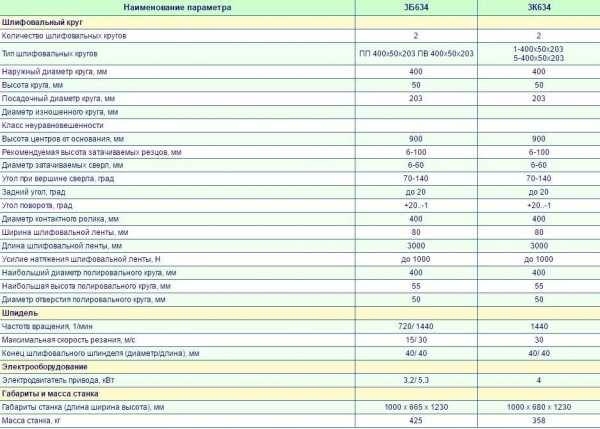
Характеристики точильно-шлифовальных станков
| Наименование параметров | Тш-1 (СТАНДАРТНЫЙ И ПОВЫШЕННОЙ МОЩНОСТИ) | Тш-1 (ВЫСОКО- СКОРОСТНОЙ) | ТШ-2 | ТШ-2 (стандартной и повышенной мощности) | ТШ-3 | ТШ-3 (стандартной и увеличенной мощности) | ТШ-4 (ф.500мм) | ТШ-4 (увеличенный ф.600мм) |
|---|---|---|---|---|---|---|---|---|
| Шлифовальные круги по ГОСТ 2424 | 1-200х(10…40)х х32, 1-250х(10…40)х х32 | 1-200х(10…40)х х32 | 300х40х76 Прямой привод | 300х40х127, 300х50х127, 350х40х127, 350х50х127 Привод ременный | 400х50х127 Прямой привод | 400х40х203, 400х50х203, Привод ременный | 500х50х203 | 600х50х203 600х60х305 (по запросу) |
| Диаметр изношенных шлифовальных кругов, мм, не менее | 120120 | 120120 | 195 | 195 | 280 | 280 | 280 | 280 |
| Наибольшая окружная скорость вращения шлифовального круга, м/с | 14,9-18,6 | 30 | 23,5 | 30 | 30 | 30 | 30 | 30 |
| Номинальное расстояние от основания до оси шлифовальных кругов, мм | 340 | 340 | 950 | 910 | 970 | 950 | 900 | 900 |
| Номинальное расстояние между шлифовальными кругами, мм | 335 | 335 | 400 | 545 | 450 | 575 | 1000 | 1000 |
| Габаритные размеры станков, мм, не более: | ||||||||
| – длина – ширина – высота | 580 440 785 | 580 440 785 | 610 470 1340 | 815 585 1195 | 690 490 1270 | 820 615 1260 | – | – |
| Масса станка, кг, не более | 82 | 82 | 130 | 210 | 170 | 280 | 450 | 550 |
| Класс точности по ГОСТ 8 | Н | |||||||
| Норма обслуживания,чел. | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Характеристика Электрооборудования | ||||||||
| Род тока питающей сети | Переменный трехфазный | |||||||
| Номинальная частота тока питающей сети, Гц | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| Номинальное напряжение,В: | ||||||||
| – электропривода – цепей управления – местного освещения | 380 110 24 | 380 110 24 | 380 110 24 | 380 110 24 | 380 110 24 | 380 110 24 | 380 110 24 | 380 110 24 |
| Номинальная мощность электродвигателя, кВт | 2,2 (стандартный) 3,0 (повышенной мощности) | 2,2 | 2,2 | 2,2 (стандартный) 3,0 (повышенной мощности) | 3,0 | 4/7.5 | 7.5 | 7.5 |
| Синхронная частота вращения электродвигателя, об/мин | 1500 | 3000 | 1500 | 1500 | 1500 | 1500 | 1500 | 1500 |
Общее описание модели
Шлифовально-точильный станок – паспорт 3б 634. В основе – электродвигатель с наличием 2-х скоростей и расположением во внутренней части рабочей головки. В качестве выступающего вала – шпиндель, предназначенный для совершения вращательных движений.
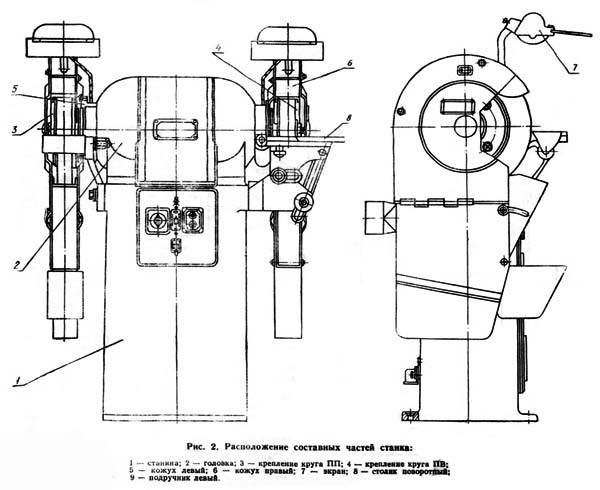
К основным узлам конструкции стоит отнести:
- станину с отливкой из чугуна;
- электрошкаф, размещенный внутри станины, доступ к которому производится через проем в передней части;
- герметично закрывающаяся дверца в проеме;
- круги для шлифования, размером 40х60х203, прикреплённые в конусной части переходных фланцев и вращающиеся за счёт сухариков (3 шт.);
- шпиндели, способствующие балансировке кругов для шлифования;
- патрубок, подсоединённый к вытяжке;
- втулка в верхней части кожуха, как крепление для защитного экрана;
- пылесборник, расположенный в нижней части кожуха со способностью сбора пыли до 48% и всасываемостью мусора с рабочей зоны оборудования;
- поворотный столик;
- подручник со способностью вертикально перемещаться по шлифовальному кругу и вокруг своей оси.
Еще в модели есть специальный козырек, расположенный в верхней части оборудования слева, в функции которого входит поддержание зазора в 6 мм между вмонтированными светильниками и лампочками (41,6 Вт) для обеспечения лучшего освещения.
Поворотный столик в виде плиты из стали, прикреплённый к кронштейнам из чугуна, вращающийся по криволинейным направляющим. Так, столик при перемещении по горизонтали выполняет функцию компенсации и не приводит к износу деталей при шлифовании.
Главное, при работе за станком, не допускать отсутствия зазора между подручником и шлифовальными кругами, диаметр которого должен быть не менее 2,8 мм.
Геометрический метод определения массы станков
Считается наиболее универсальным, поскольку пригоден и тогда, когда станок находится в неразобранном состоянии, и когда имеется масса отдельных фрагментов, принадлежавших нескольким разным единицам металлорежущего оборудования.
Принцип подсчёта массы заключается в следующем. Как правило любая куча металлолома имеет конусообразное возвышение, объём которого Vk легко установить по известной зависимости
где:
r – половина диаметра окружности, в которую вписываются доставленные части станков, м;
h – высота привезённой груды лома, м;
π = 3,14.
Чтобы выполнить расчёт возможно более точно, значение r целесообразно принимать как
где:
rmax – наибольшее расстояние от вершины условного конуса до крайних фрагментов металлолома, м;
rmin– – минимальное расстояние от вершины условного конуса до крайних фрагментов металлолома, м.
Далее используется зависимость
где:
ρ = 7850 кг/м3;
kс – коэффициент сплошности груды лома, которая зависит от того, что в ней преобладает: kс = 0,3, если в доставленной партии лома преобладают крупные фрагменты или станки в целом виде, kс = 0,4, если в доставленной партии лома преобладают крупные узлы или фрагменты; kс = 0,5, если в доставленной партии лома преобладают мелкие фрагменты или даже отдельные детали оборудования.
Погрешность расчёта не слишком будет отличаться от массы станка, определяемой традиционным способом – взвешиванием.
Правила эксплуатации
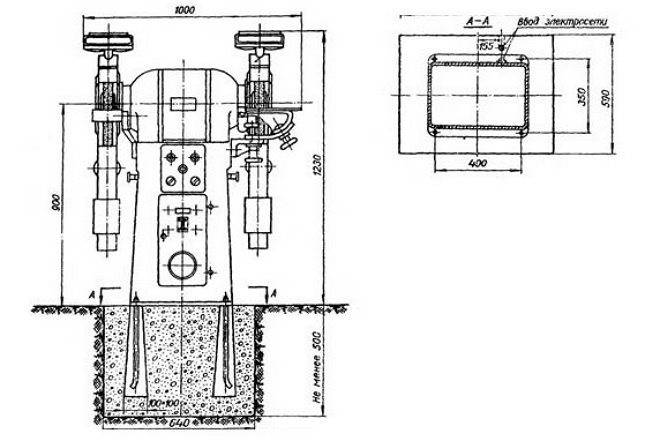
Перед началом работы на точильном станке следует ознакомиться с правилами эксплуатации. Прежде всего обустраивается ровная площадка для установки. Так как высота станка относительно большая – не обязательно делать дополнительное возвышение.
Электрооборудование рассчитано для подключения к электросети 380 В. Поэтому необходимо обеспечить подвод соответствующей линии, параметры которой будут учитывать номинальную мощность оборудования. Так как охлаждение силовой установки происходит воздушным путем – в рабочем помещении обязательно должна присутствовать принудительная вентиляция.
Дополнительно необходимо обеспечить следующие условия для нормального функционирования станка:
- обустройство контура заземления;
- при подключении электродвигателя к сети контролируется его правильное вращение;
- при возникновении перегрузок в конструкции предусмотрен автоматический выключатель. Периодически проводится проверка его работоспособности;
- кожух и компоненты системы очищаются от абразивной пыли, которая неизбежно будет оседать на рабочие органы оборудования.
Для работы на станке персонал должен пройти курсы подготовки. Они включают в себя не только детальное ознакомление с конструкций, но и с правилами эксплуатации.



В процессе работы при постоянном включении/выключении электрической части происходит естественный износ контактов. Их необходимо проверять с периодичностью, которая зависит от интенсивности эксплуатации.
https://youtube.com/watch?v=0_lcuxP20pQ
Правила эксплуатации
Перед началом эксплуатации станка необходимо выполнить следующие действия:
- Установить оборудование на ровную площадку, без дополнительного возвышения.
- Обеспечить помещение электросетью в 380 В, оно является рабочим для 3К634.
- Позаботиться о принудительной вентиляции.
- Контролировать при подключении правильность вращения.
- Проверить работоспособность автоматического выключателя, который обеспечивает защиту от перегрузок.
Перед работой на станке оператор должен пройти соответствующее обучение. Так как при длительной эксплуатации электрическая часть изнашивается персонал, должен периодически проверять эти элементы станка.
При первом запуске нового оборудования его протирают тряпкой, смоченной в ацетоне или бензине, чтобы снять антикоррозийное покрытие. После проверки исправность всех элементов специалисты делают запуск.
Обязательно надо провести балансировку абразивных кругов, которые вращаясь не должны создавать чувства биения.
Настройка станка при заточке резцов
Заточка резцов по задним поверхностям
При заточке резцов по задним поверхностям необходимо ослабить винт крепления подручника в криволинейных направляющих и по лимбу установить задний угол, затянуть винт крепления подручника (рис. 14. а).
Транспортир установить под углом 90° — φ (φ — главный угол в плане) или φ1 (вспомогательный угол в плане) (рис. 14, б, в, г.) и закрепить транспортир так, чтобы середина затачиваемой кромки совпала с серединой алмазного кольца круга. Нужно следить, чтобы длина участка, на котором резец упирается в планку транспортира, была возможно большей. После этого подручнику сообщают качательное движение (осцилляцию). Величина осцилляции устанавливается упорами осциллирующего подручника.
Не следует допускать схода резца с алмазного кольца шлифовального круга.
В комплекте приспособлений имеются приспособления для заточки задних поверхностей с зажимом резца и транспортир без зажимного устройства. При работе без зажима подачу резца на круг осуществляют, передвигая резец вдоль опорной планки транспортира, при работе с зажимом — вращения маховика. Следует иметь ввиду, что при углах φ и 90° — φ менее 45° лучше использовать приспособление с зажимом резца.
Заточка резцов по радиусу
Заточка радиуса проводится вручную, при этом осцилляция столика не нужна.
При заточке прямых резцов по передней поверхности работу производят в приспособлении для заточки задних поверхностей с механическим зажимом (рис. 14, д), но резец при этом должен быть уложен на стол боковой плоскостью державки и основанием державки прижат к опорной линейке лимба.
По транспортиру устанавливается необходимый передний угол резца, а по лимбу наклона подручника — угол наклона.
Заточку производят при осцилляции подручника, подачу — вращением маховичка поперечной подачи.
Заточка отогнутых резцов по передней поверхности
При на подручник устанавливают приспособление для заточки передних поверхностей, представляющее собой наклонный подручник (рис. 14, е).
Приспособление закрепляют под углом. В пазу подручника укрепляют приспособление для заточки задних поверхностей, совместив «0» транспортира с кромкой паза. Остальные настройки и работа осуществляются так же как при заточке прямых резцов на передней поверхности. Аналогично выполнение порожков на передней поверхности резца. Круг для этой цели должен быть спрофилирован по форме переходной части порожка.
Доводка резцов
Доводка резцов проводится доводочным алмазным кругом аналогично заточке. Рекомендуемые режимы при работе с охлаждающей жидкостью — поперечная подача на 10 двойных ходов стола, мм:
- предварительное затачивание: 0,1..0,2
- чистовое затачивание: 0,03..0,06
- доводка: 0,01..0,02
Продольная подача — независимая, осуществляется пружинами в пределах 1..4 м/мин.
При ручной подаче должно быть давление резца на круг 7..12 кгс/см2 (при заточке резца с полоской заточки 10 х 2 мм -усилие прижатия 2..2,5 кгс).
Охлаждение
Шлифование, заточку и доводку алмазными кругами следует производить с охлаждением.
Применение охлаждающей жидкости в процессе шлифования повышает стойкость алмазных кругов и уменьшает интенсивность износа алмазных зерен.
Охлаждающая жидкость снижает температуру нагрева обрабатываемой детали (инструмента) и уменьшает местные напряжения, которые могут привести к появлению трещин и сколов. Кроме того, охлаждающая жидкость снимает с рабочей поверхности круга отходы шлифования, что способствует значительному снижению «засаливания» поверхности круга, повышению чистоты обрабатываемой поверхности на один-два класса, увеличению производительности на 25..30% и уменьшению скорости износа круга до 50%.
При применении кругов на металлической связке охлаждение обязательно (кроме фасонной чистовой обработки) и должно быть непрерывным. Охлаждающая жидкость должна подаваться в количестве 2 — 3 л/мин. Круги на органической связке можно применять и без охлаждения,
Защита от брызг охлаждающей жидкости
Защитный кожух алмазных кругов выполнен с перекидной заслонкой, а в круг помещен диск, предупреждающий интенсивное разбрызгивание охлаждающей жидкости.
Нужно следить, чтобы заслонка при работе с охлаждением полностью закрывала нерабочую зону шлифовального круга.
Для защиты от струи охлаждающей жидкости, отбиваемой резцом, на каждой стороне станка имеется по одному щитку с постоянным магнитом, устанавливаемому на подручник или на державку резца. Кроме того, щитки, устанавливаемые на кромку корыта, гарантируют от попадания брызг на пол у работающего станка и обеспечивают защиту рабочего.