Особенности ремонта
Прежде чем приступать к разборке агрегата для последующих ремонтных работ нужно внимательно ознакомиться с устройством и способами крепления составляющих. Обеспечение мер безопасности реализуется при помощи предупреждающей таблички, установленной заранее.
Чтобы предохранить станок от самопроизвольного или случайного включения, следует отключить и запереть главный выключатель. Предохранитель, располагающийся в распределяющем шкафу, питающий электрическое оборудования аппарата, нужно удалить до осуществления ремонта электропанели.
Перед демонтажем станка нужно отсоединить все маслопроводы и удалить насос. А прежде, чем снимать узлы, нужно отсоединить электропроводку и трубопроводы, идущие к ним. Все операции выполнять, согласно имеющимся в инструкции чертежам.
После ремонта станка и подготовки к пуску нужно:
- Убрать лишние детали и предметы.
- Проверить установку устройств блокировки и ограничителей.
- Проверить аппарат на наличие заеданий, нетипичных шумов или стуков.
Следует помнить, что монтаж и демонтаж токарного оборудования должен производится специалистом – последовательно и с вниманием к деталям. Видео: обзор токарного станка 1А616
Видео: обзор токарного станка 1А616.
Republished by Blog Post Promoter
Функциональные возможности
Данное устройство применяется для обработки изделий небольших и средних размеров. Агрегат может работать и с инструментами из быстрорежущей стали. Указанный токарный станок по металлу может использоваться и на больших предприятиях, выпускающих продукцию в промышленных масштабах, и на частных производствах.
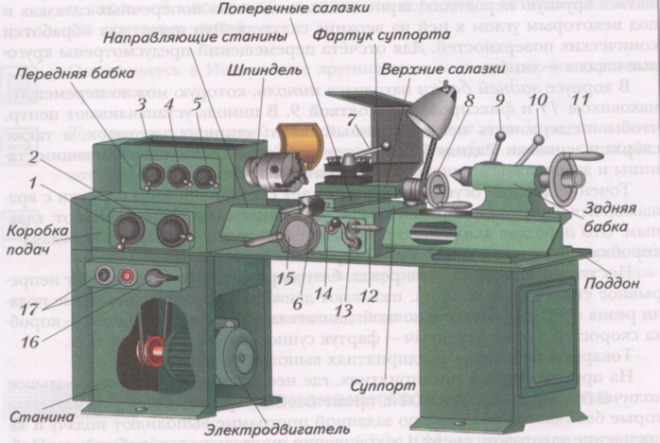 Устройство токарного станка 1а616
Устройство токарного станка 1а616
Помимо обработки изделий аппарат способен выполнять следующие операции:
- рифление сетчатой матрицей;
- обработка фасонных изделий, имеющих форму конуса;
- сверление;
- точение торцов;
- резьба при помощи плашки, резца и метчика;
- огранка изделий, имеющих форму цилиндра, конуса (как с внутренней, так и с внешней стороны);
- развертывание отверстий разной формы.
Такой станок способен обрабатывать изделия, выполненные из любого материала. Обработка проводится насадками, сделанными из твердых сплавов, и приспособлениями из быстрорежущих металлов.
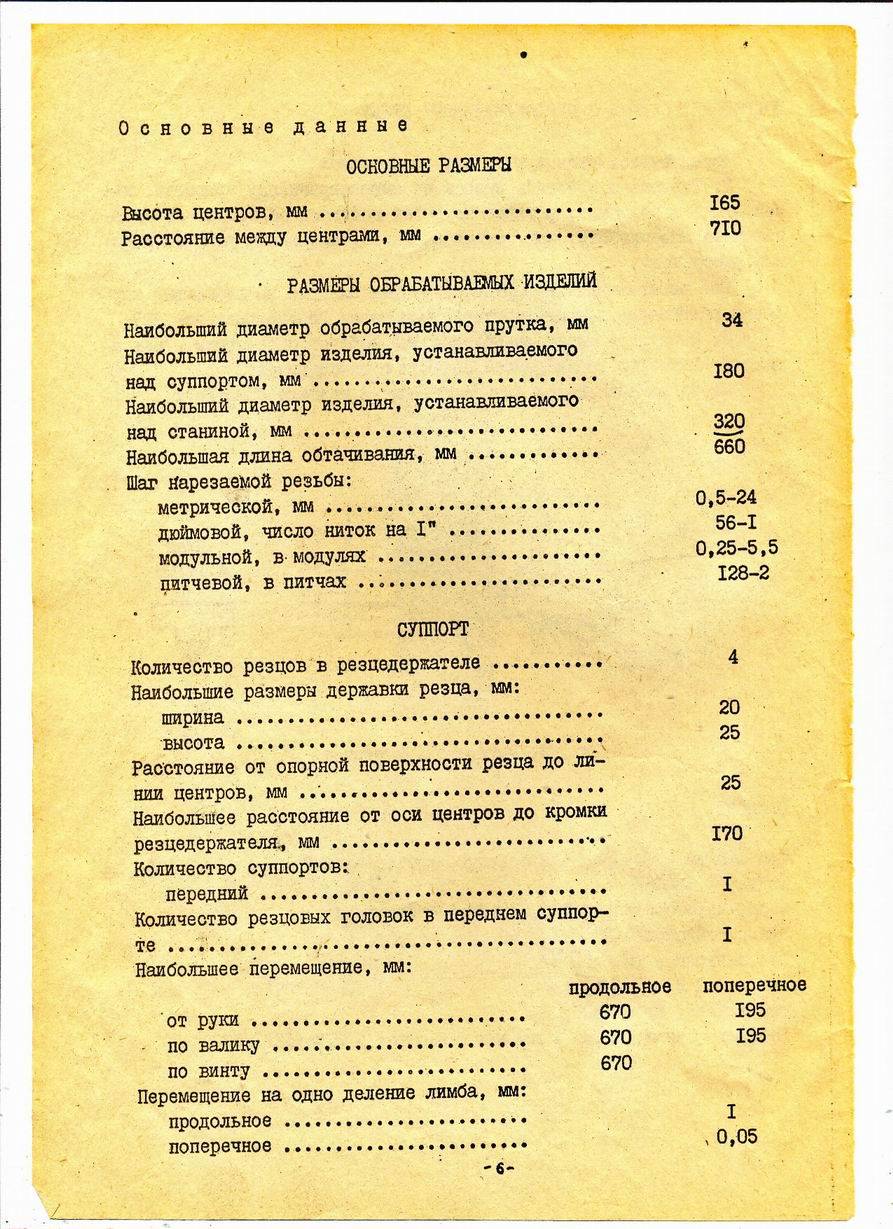
Аппарат имеет следующие технические характеристики:
- диаметр сквозного отверстия составляет 34 мм;
- общие размеры составляют 2135*1225*1220 мм;
- максимально допустимая длина изделия для обработки составляет 711 мм;
- вес агрегата составляет 1499 кг;
- интервал вращения шпинделя составляет от 9 до 1799 оборотов в минуту путем регулирования параметра при помощи 21 ступени;
- максимально допустимый диаметр обрабатываемого изделия над станиной составляет 321 мм, над суппортом — 179 мм;
- максимально допустимая длина обтачивания составляет 660 мм;
- резьбовой конец шпинделя имеет тип 6К.
 Резьбовой конец шпинделя типа 6К
Резьбовой конец шпинделя типа 6К
Электрическая система станка
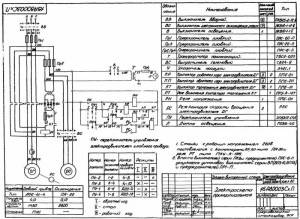
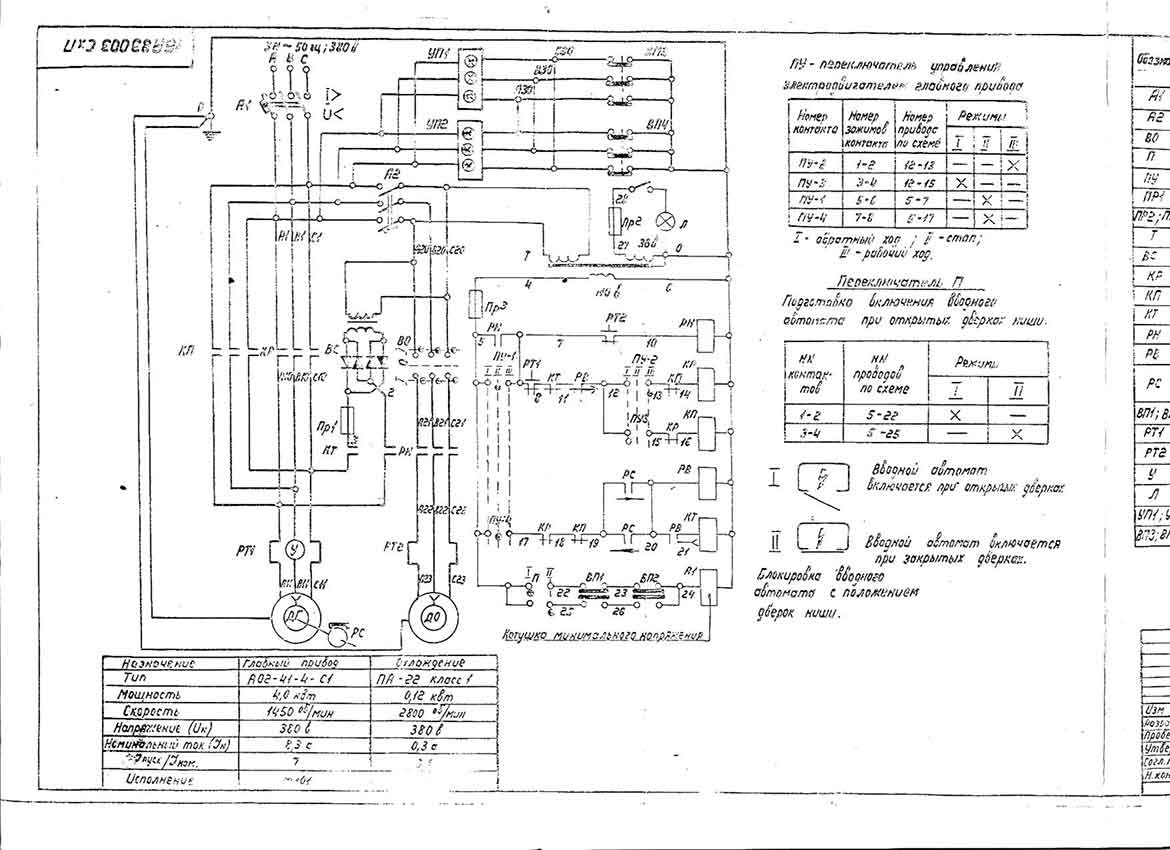
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
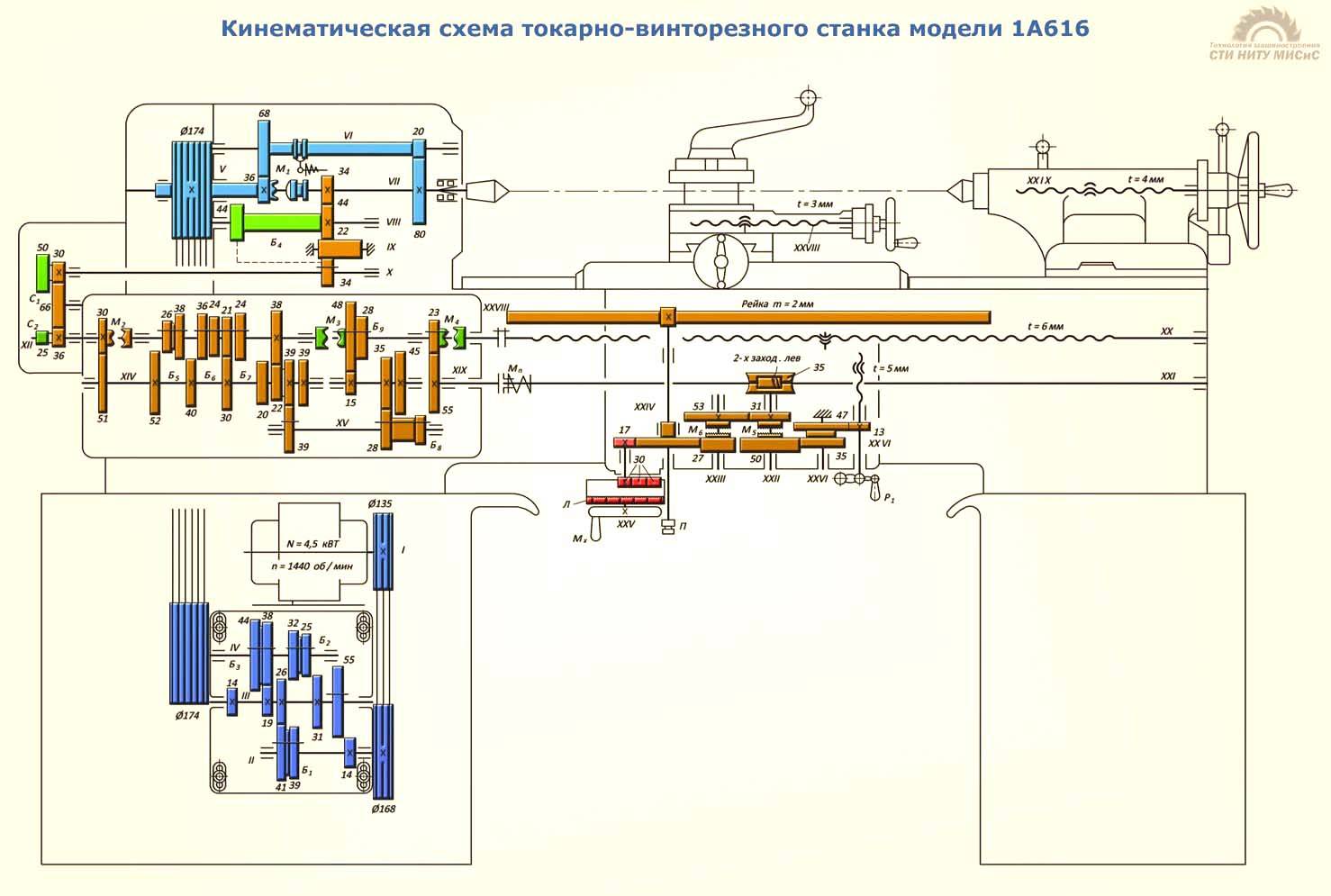
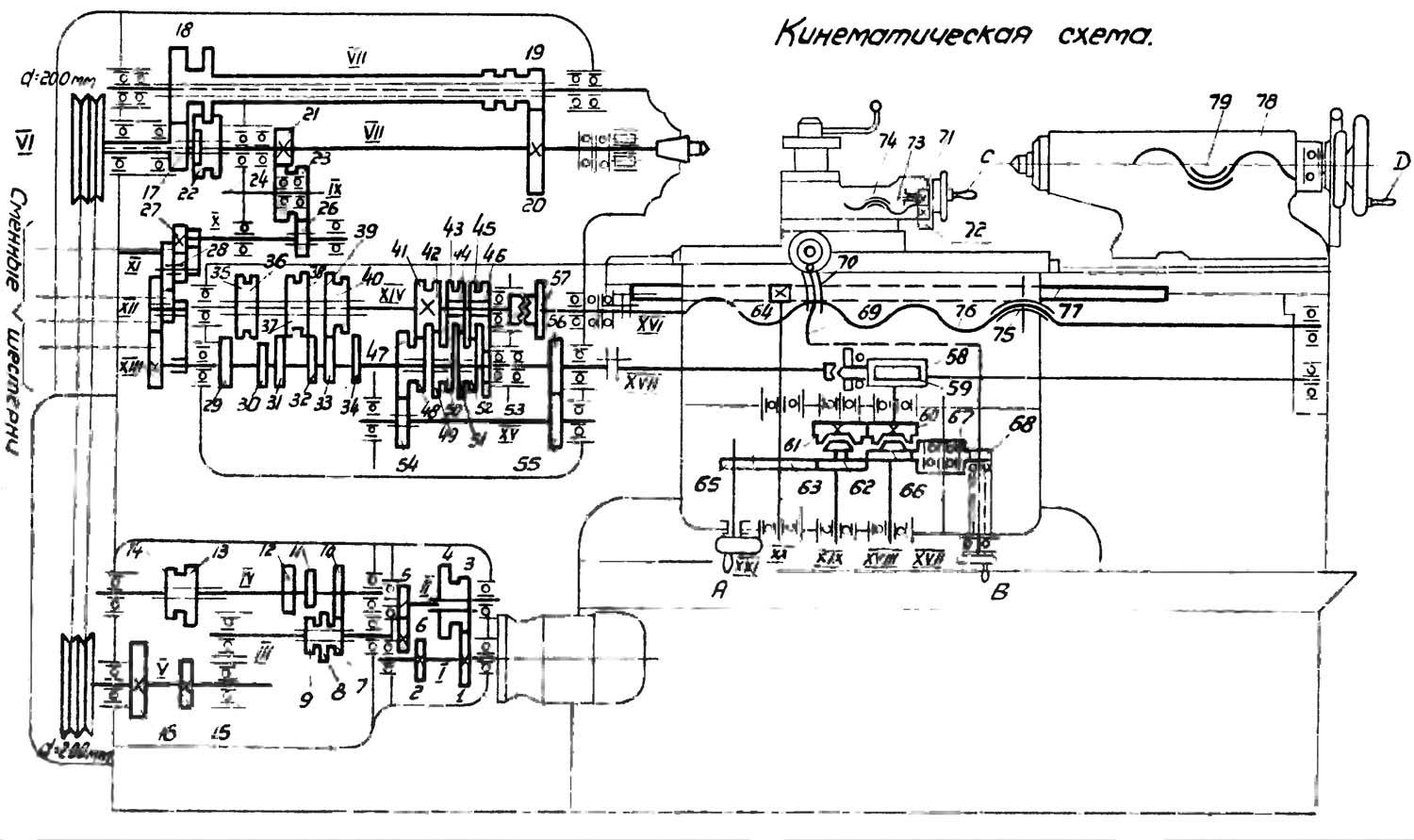
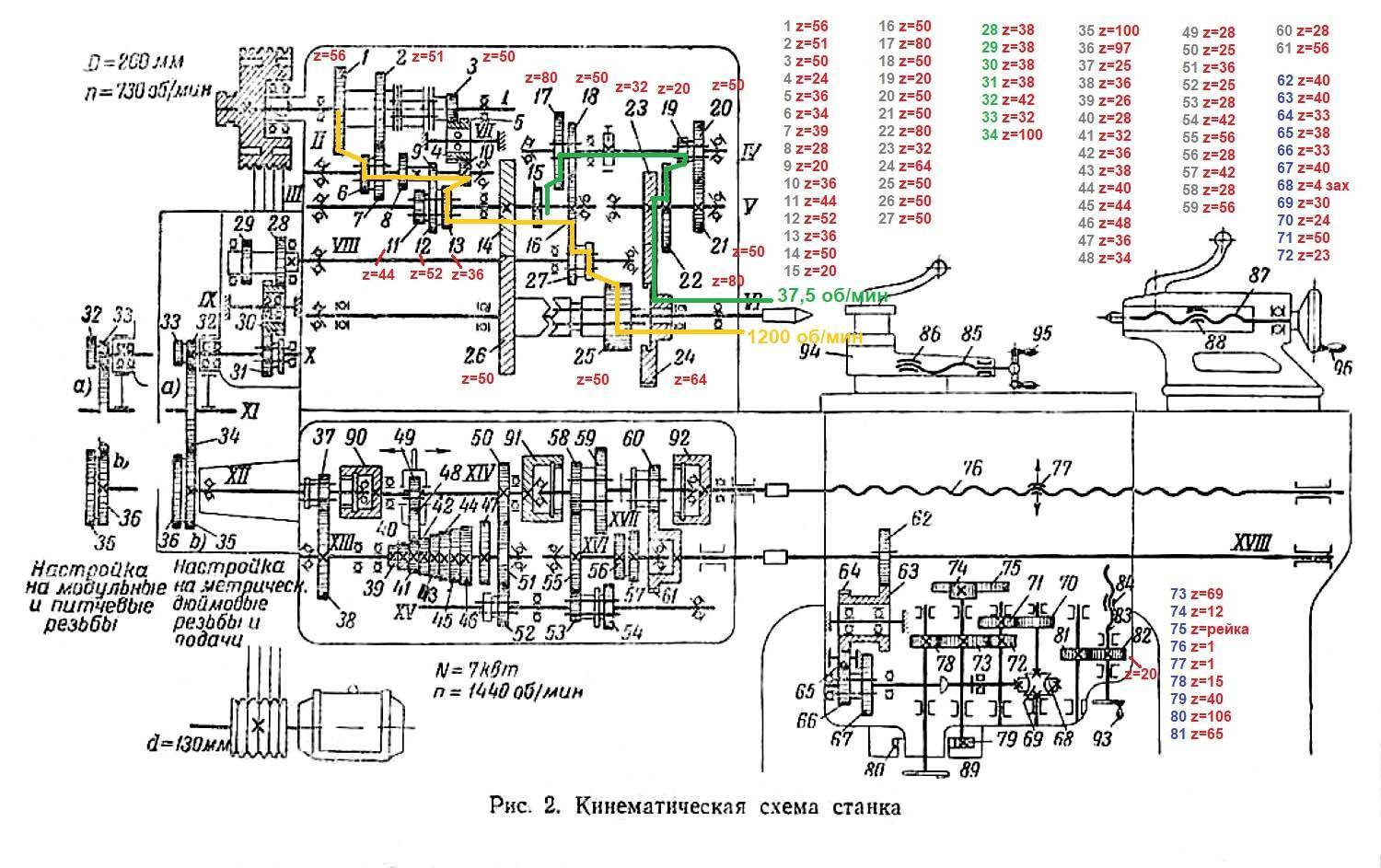
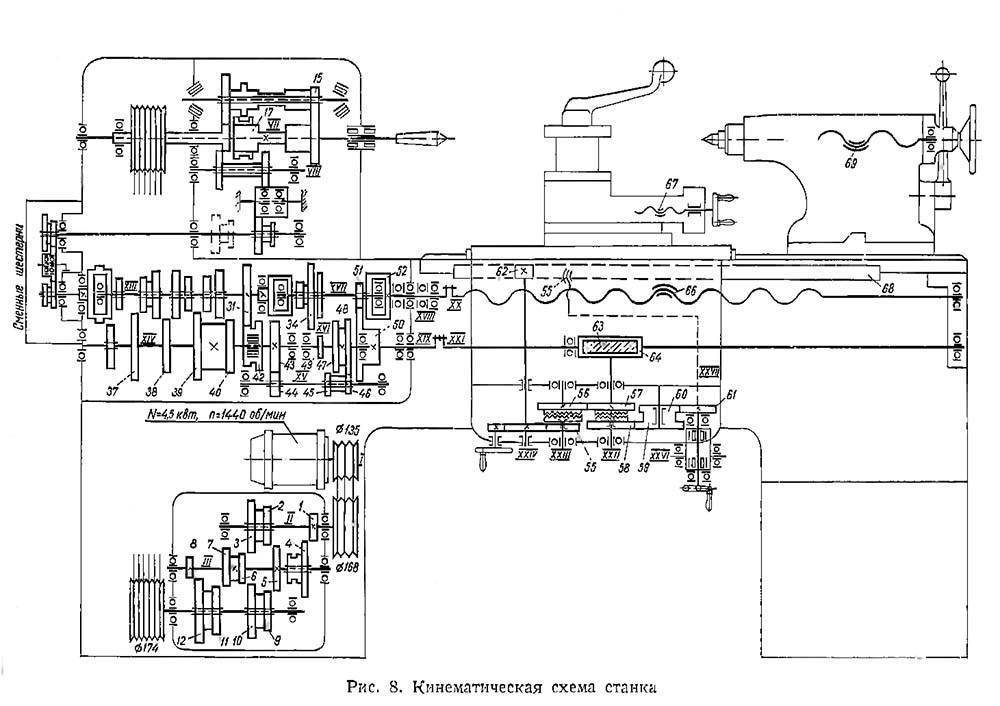
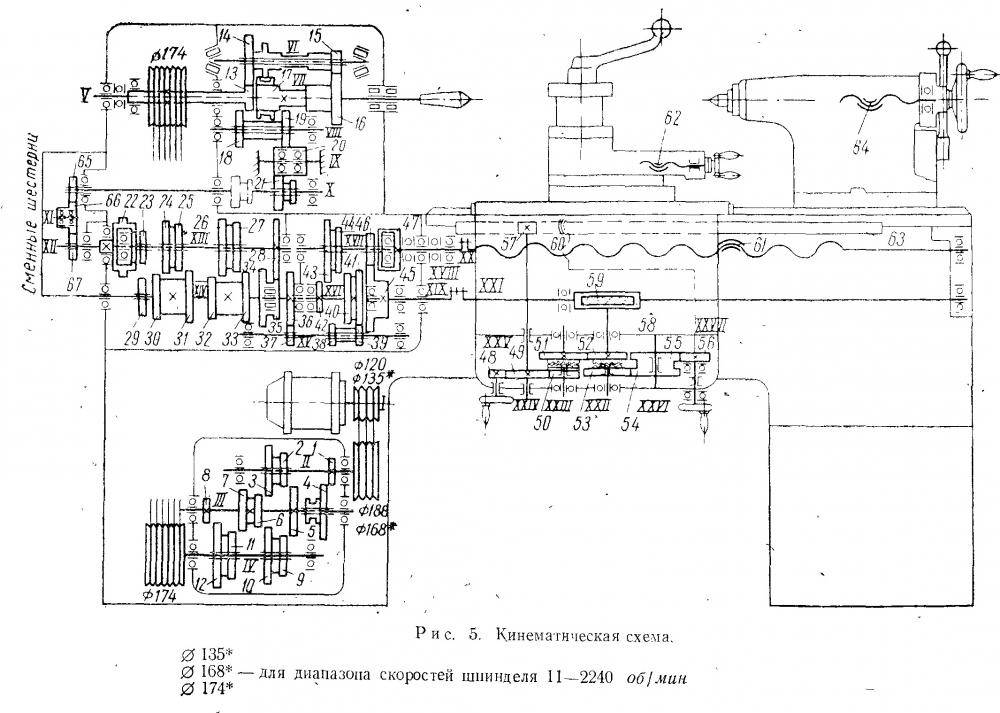
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Описание схемы управления главным приводом станка модели 1А616К
Электросхема управления предназначена для переключения ступеней чисел оборотов и реверсирования шпинделя станка,
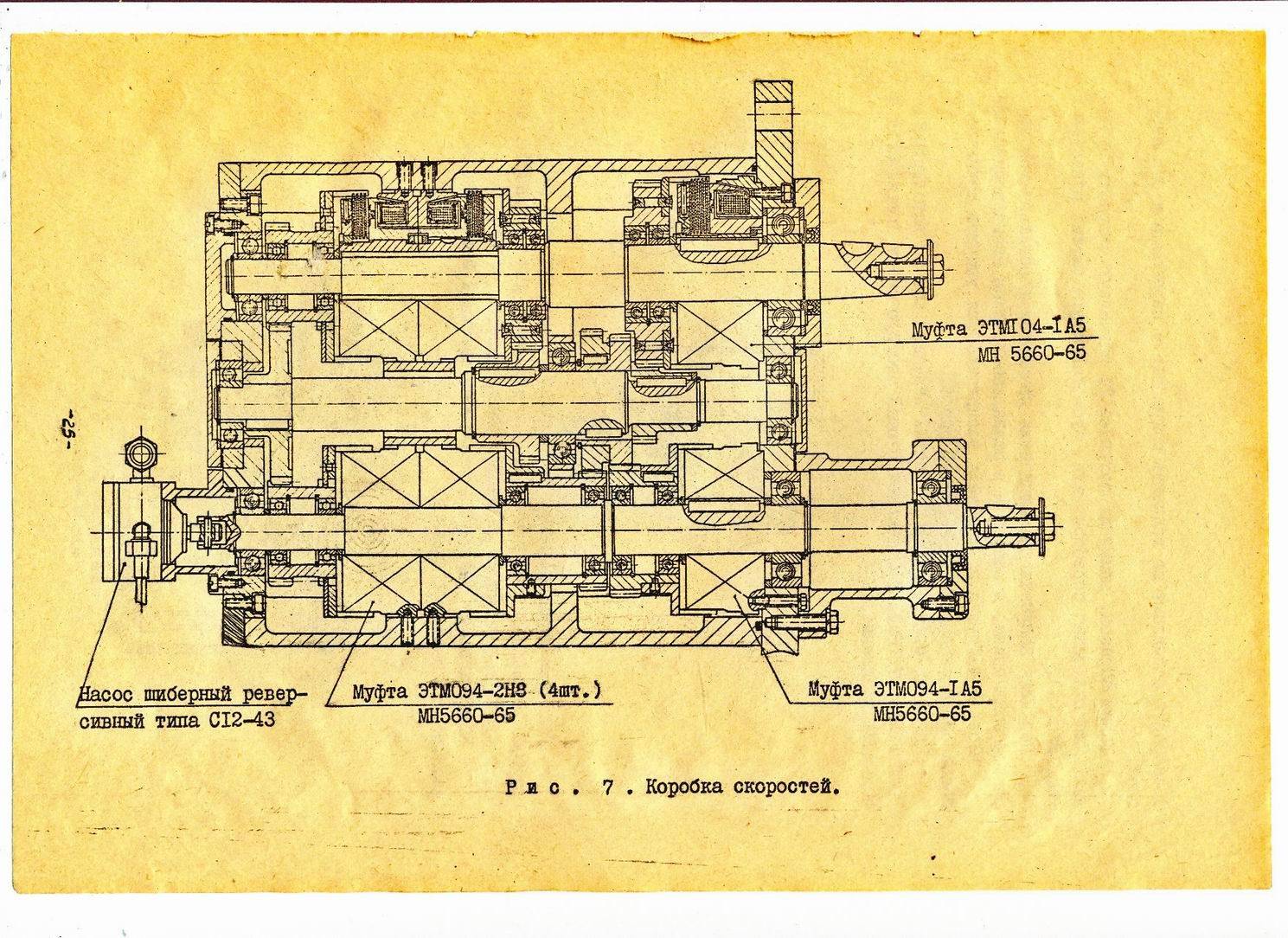
Для ступенчатого переключения чисел оборотов применена автоматическая коробка скоростей типа АКС109Д6.3, выполненная на электромагнитных муфтах ЭТМ. Коробка имеет 9 скоростей.
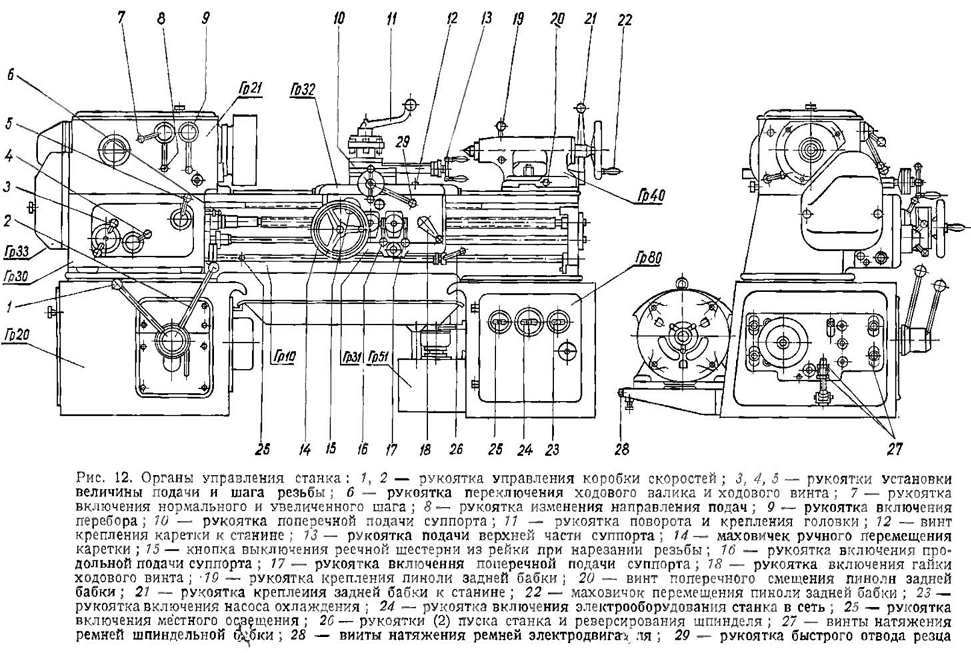
Пуск и останов шпинделя производится включением и отключением электродвигателя Ml, который управляется пускателями К1 и К2, переключателем П2 и валиком с двумя рукоятками на три положения:
- верхнее — рабочий ход
- среднее — стоп
- нижнее — обратный ход
Управление АКС осуществляется галетным переключателем, установленном на передней стенке шпиндельной бабки, а торможение шпинделя транзисторным блоком задержки БЗ и реле Р2.
В блоке БЗ для увеличения постоянной времени (R=C) применена транзисторная схема управления репе Р2. Транзисторы Т1 и Т2 включены по схеме с общим коллектором. Регулировка постоянной, времени (выдержки) производится шунтированием входного сопротивления резистором R5.
Настройка токарно-винторезного станка 1К62
Настройка механизма главного движения токарно-винторезного станка 1К62
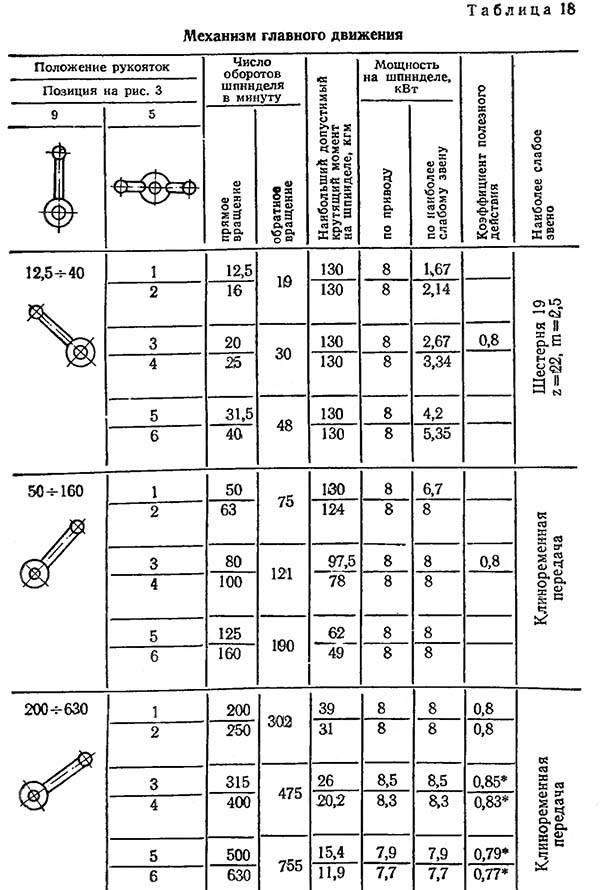
Настройка скорости вращения шпинделя станка 1к62 (табл.18)
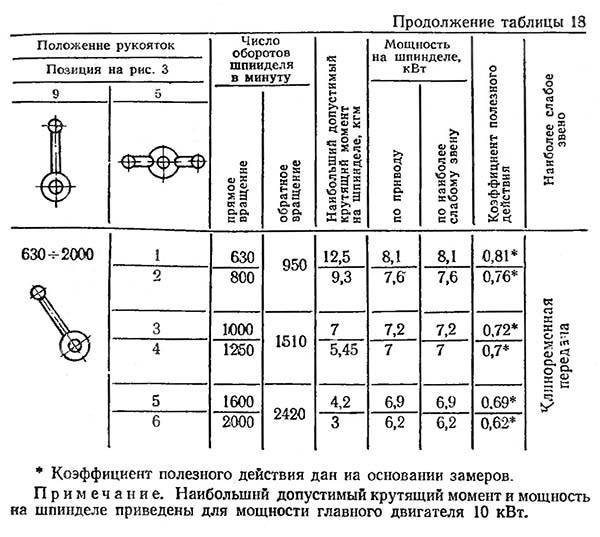
Настройка скорости вращения шпинделя станка 1к62 (табл.18)
Настройка механизма подач токарно-винторезного станка 1К62
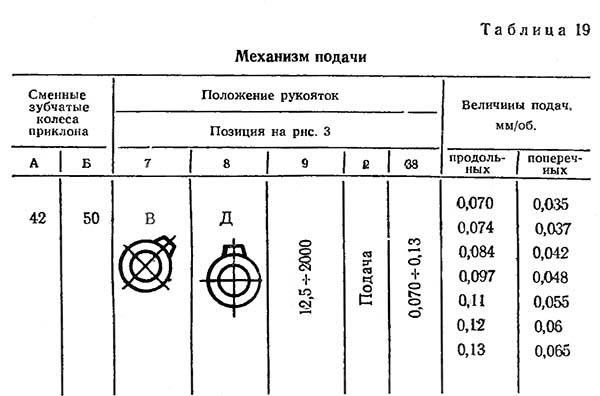
Настройка механизма подач токарного станка 1к62 (табл.19)
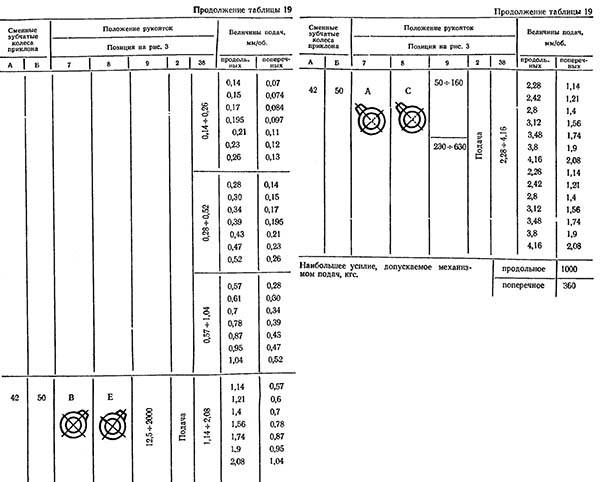
Настройка механизма подач токарного станка 1к62 (табл.19)
Настройка приклона (гитары) токарно-винторезного станка 1К62
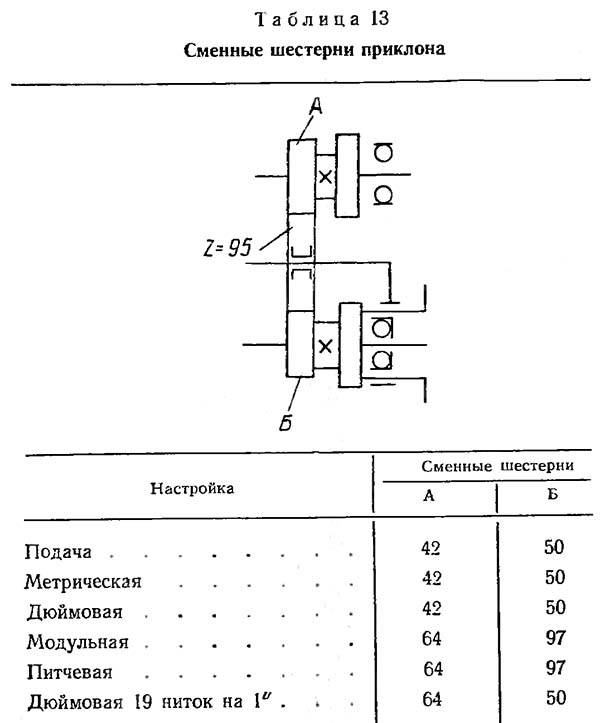
Стандартный набор сменных шестерен 1к62 (табл.13)
При отправке с завода на станке 1К62 устанавливаются сменные зубчатые колеса с числом зубьев z =42 (А), z =95 (В), z = 50 (Б).
Комбинация сменных зубчатых колес (А/В)·(В/Б) = (42/95)·(95/50) = (42/50) = 0,84 обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в таблице станка.
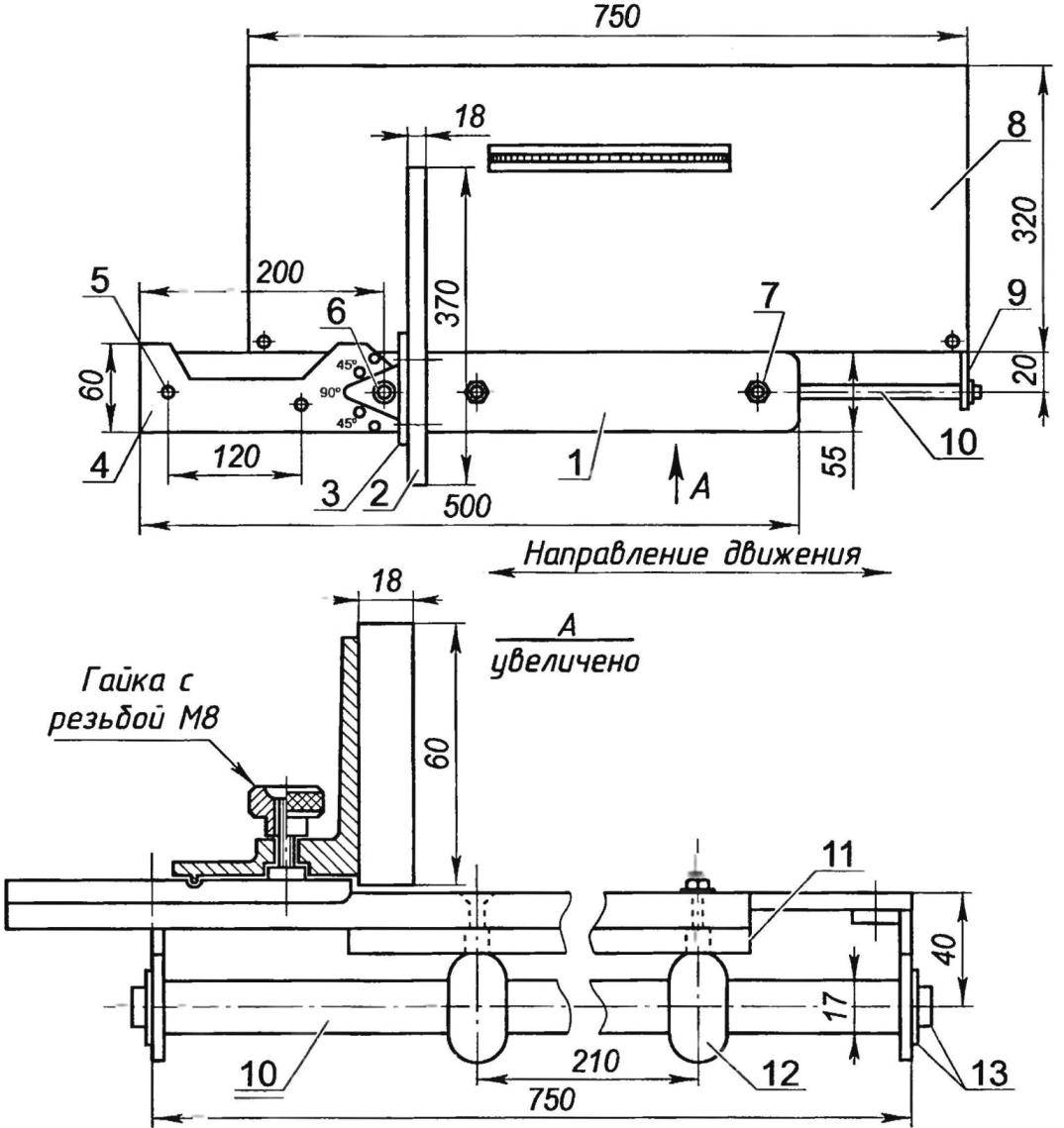
Настройка станка для нарезания торцовых резьб (спираль Архимеда)
Спираль Архимеда – это особый вид спирали с постоянным расстоянием между витками. Благодаря этому свойству она широко распространена при проектировании катушек и пружин.

Настройка станка для нарезания торцовых резьб (табл.14)
Настройка необходимого числа оборотов шпинделя, величины подачи указана в описании передней бабки, коробки подач и фартука.
Данные для настройки сменных шестерен приклона приведены в табл. 13.
Данные для настройки станка для нарезания торцовых резьб даны в табл. 14.
Формулы настройки приклона для нарезания торцовых резьб:
где:
tнар — шаг нарезаемой резьбы;
iсм — передаточное отношение сменных зубчатых колес (А/В)·(Г/Б);
iп.б — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф. — передаточное отношение фартука;
tх.в — шаг ходового винта;
где шестерни конуса 26; 28; 32; 36; 40; 44; 48; звено множителя 1; 2; 4; 8.
tнар = 3/8;
iсм = А/Б = 46/58;
(46·64·72·54·1) / (58·185·28·4) = 9,52459 мм
Ошибка на шаге равна 0,00041 мм.
tнар = 7/16;
iсм = А/Б = 46/58;
(46·64·72·54·1)/(58·185·48·2) = 11,112022 мм
Ошибка на шаге равна 0,000478 мм.
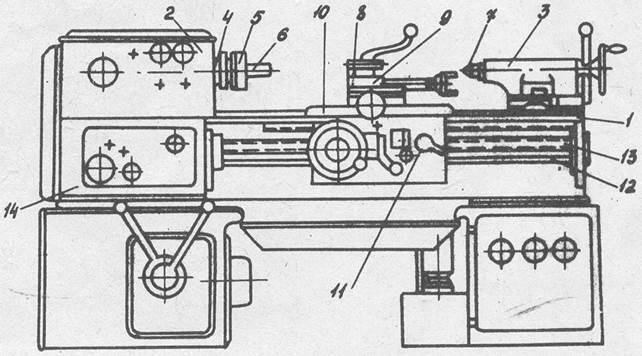
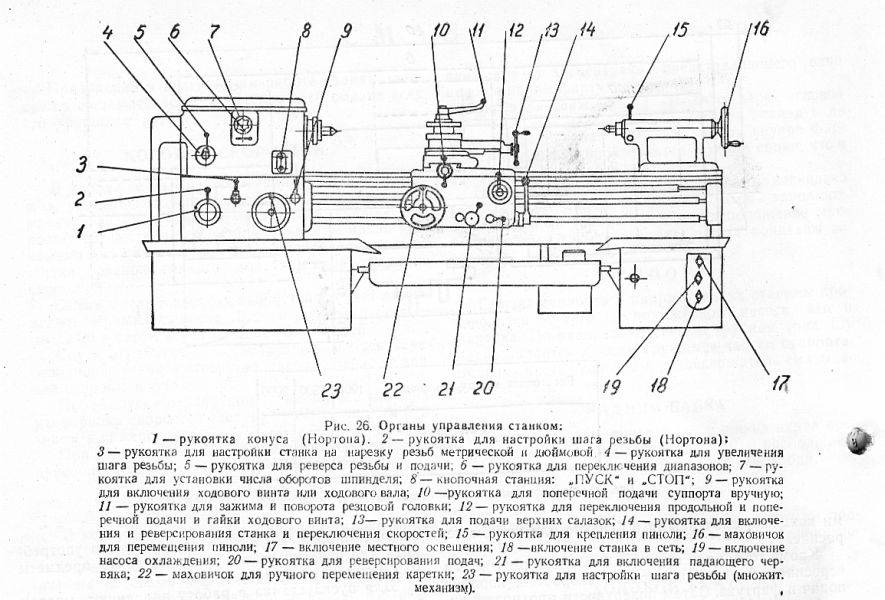
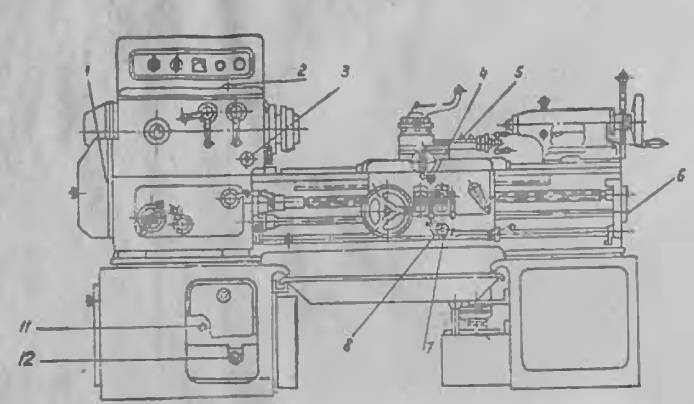
Настройка станка для нарезания резьб при прямом включении ходового винта
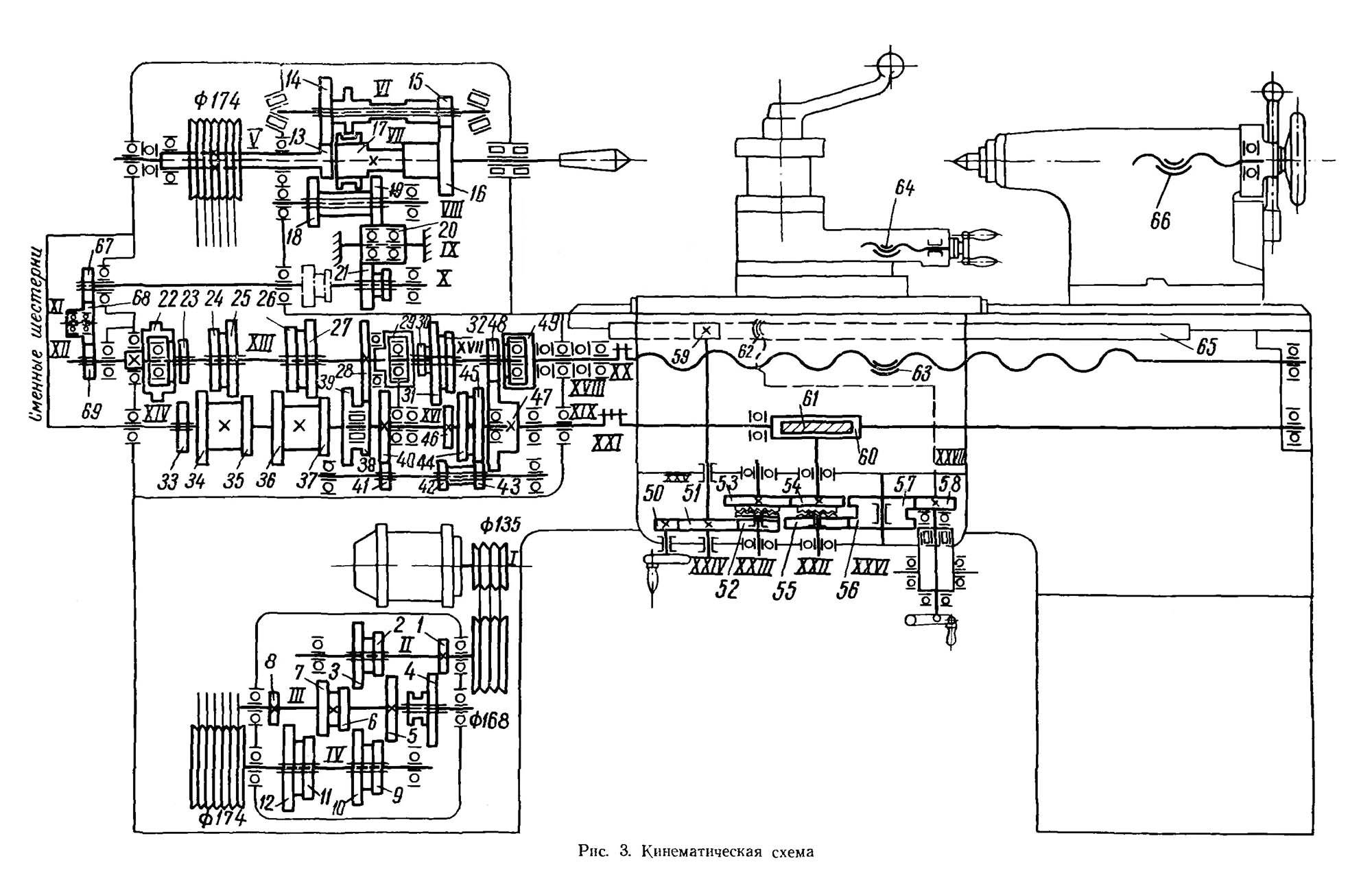
При прямом включении ходового винта движение передается от выходного колеса “Б” гитары напрямую на ходовой винт станка. Переключение осуществляется рукояткой 1 (Рис.3).
Таким образом, исключаются зубчатые передачи коробки подач, что увеличивает точность нарезаемой резьбы. Вид резьбы и ее шаг определяется исключительно комбинацией сменных колес гитары.
Настройка станка для нарезания торцовых резьб (табл.15)
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
Формула настройки на модульные резьбы:
(А/В)·(Г/Б) = (π·m·z)/12
Формула настройки на метрические резьбы:
(А/В)·(Г/Б) = (tнар·z)/12
Формула настройки на питчевые резьбы:
(А/В)·(Г/Б) = (127·π·z)/(60·Р)
Формула настройки на дюймовые резьбы:
(А/В)·(Г/Б) = (127)/(60·Р)
где
m — модуль, мм;
z — число заходов резьбы;
tнар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
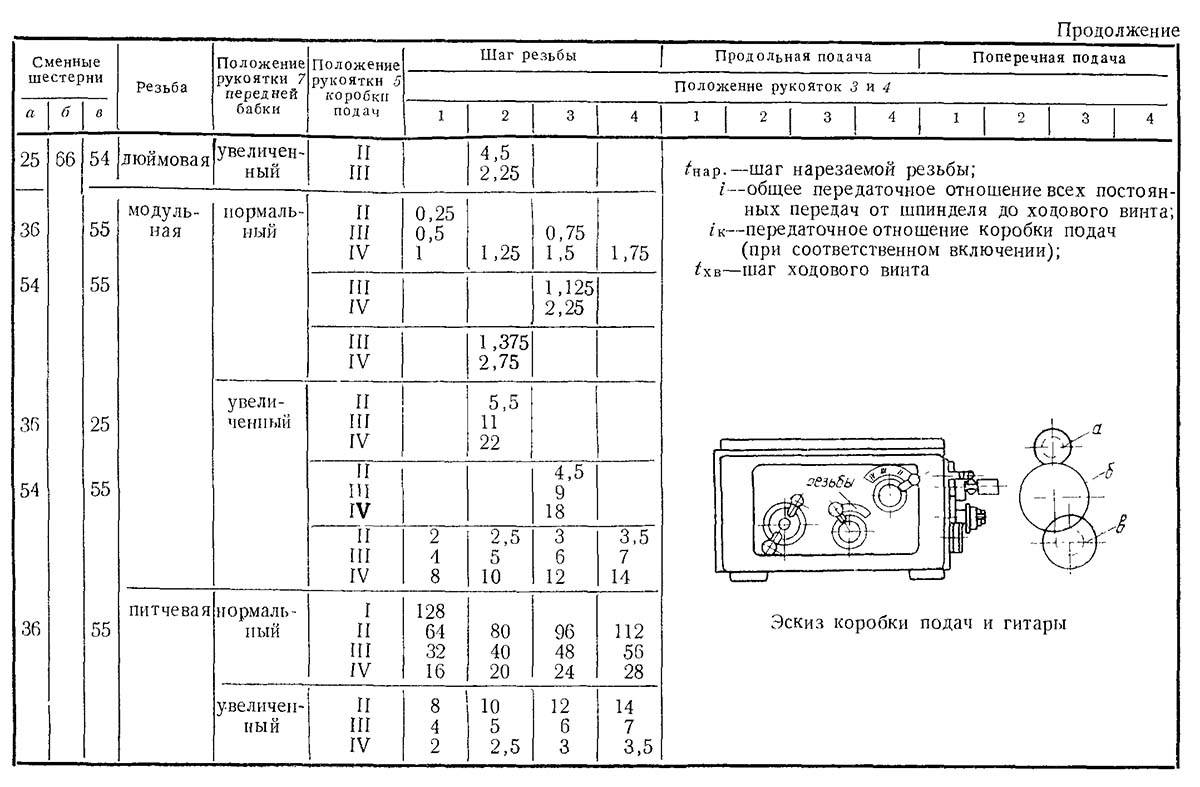
Настройка токарного станка 1к62 для нарезания резьб
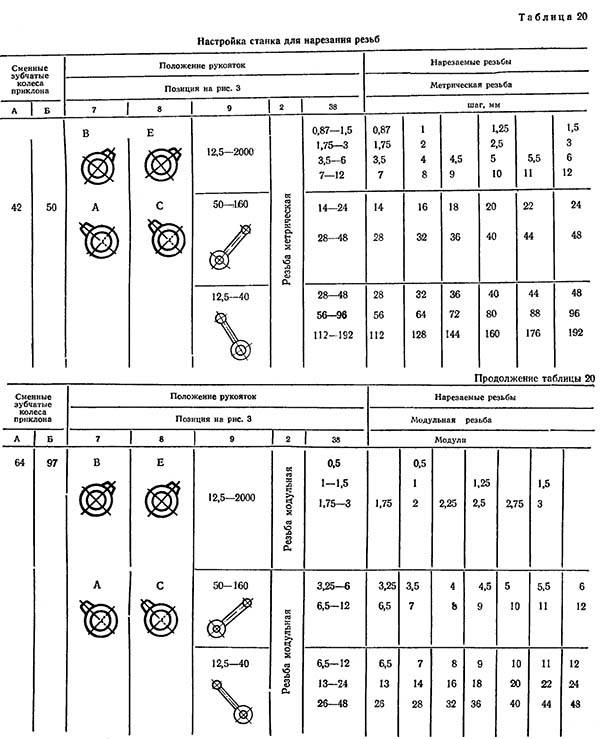
Настройка станка для нарезания резьб (табл.20)
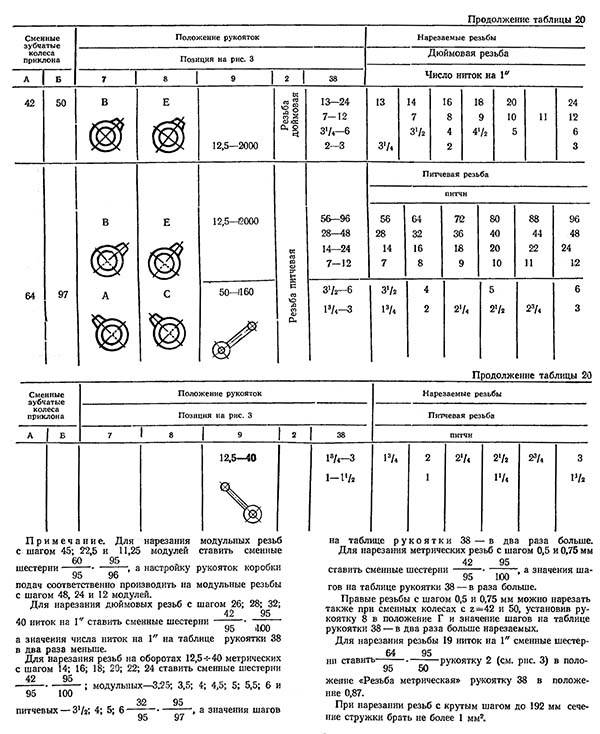
Настройка станка для нарезания резьб (табл.20)
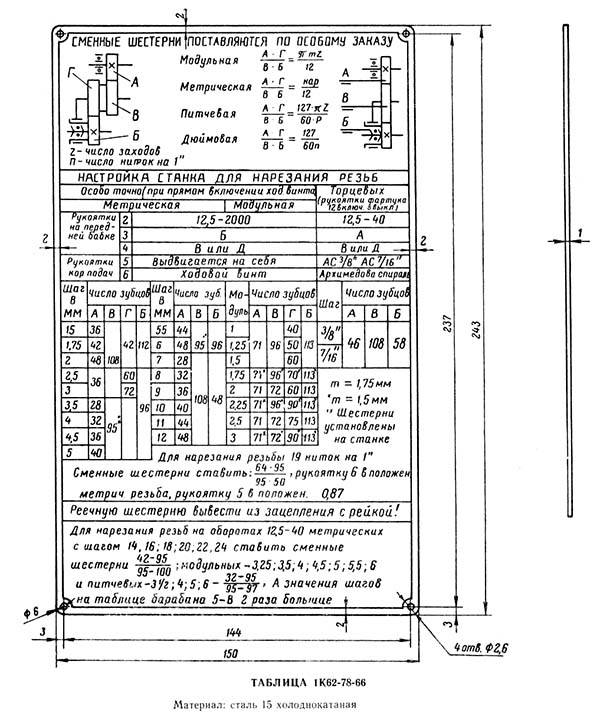
Табличка укрепленная на станке токарного станка 1к62
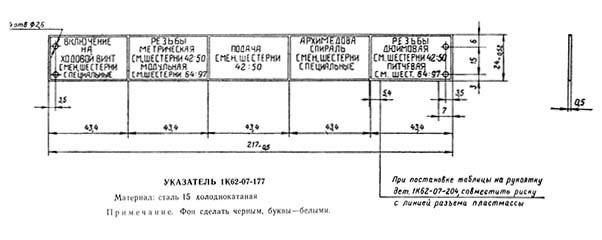
Табличка для рукоятки 1 токарного станка 1к62
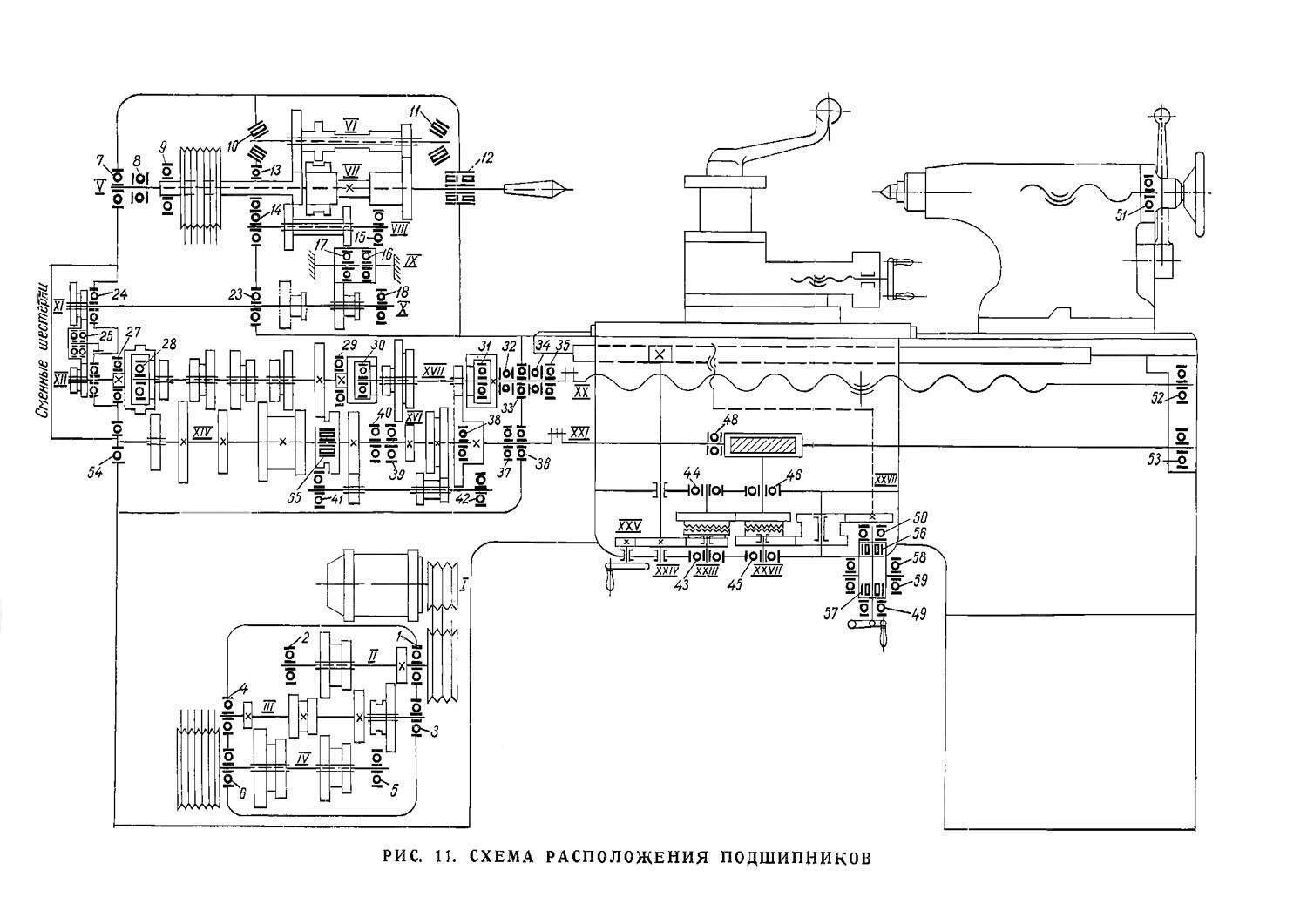
Механика токарно-винторезного станка 1К62
Данные для настройки шага нарезаемой резьбы приведены в таблице 20.
Сменные шестерни для нарезания различных типов резьб, не (приведенных в таблице 20), через механизм коробки подач подбираются по формулам:
Питчевые резьбы:
iсм = (64/97) ·Р1/Р
где:
iсм — передаточное отношение сменных зубчатых колес;
t — нарезаемый шаг резьбы, мм;
t1 — шаг резьбы по таблице, мм;
m — нарезаемый модуль, мм;
m1 — модуль по таблице, мм;
n — нарезаемое число ниток на дюйм;
n1 — число ниток на дюйм по таблице;
Р — нарезаемый шаг в питчах;
P1 — шаг в питчах по таблице.
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 (см. рис. 18) с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки 7 (см.рис. 3) установить в положение «Механическое отключение при делении на многозаходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на -четырехзаходную — на 15 и т. д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных, модуль | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение бабки в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 4100..8180 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 9850..15750 |
Список литературы
Станок токарно-винторезный 1Н65. Руководство по эксплуатации 1Н65.00.000 РЭ, 1991 Станок токарно-винторезный 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 2003 Станок токарно-винторезный 1Н65_5, 1Н65-6, 1Н65-8. Руководство по эксплуатации электрооборудования 1Н65-6.00.000 РЭ1, 1995
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
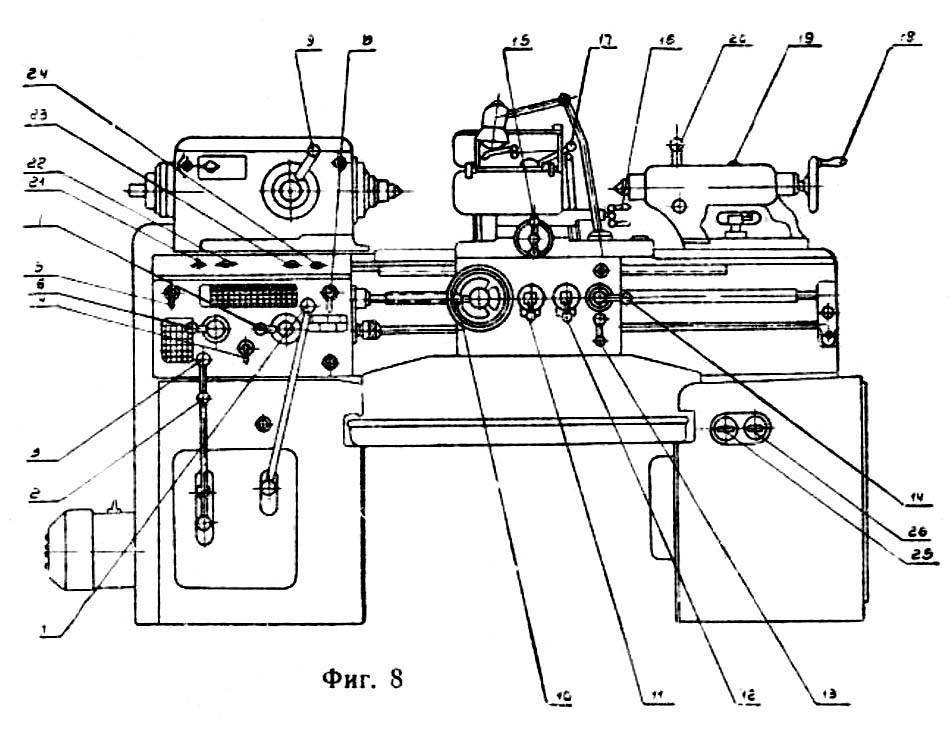
Конструкция и принцип работы
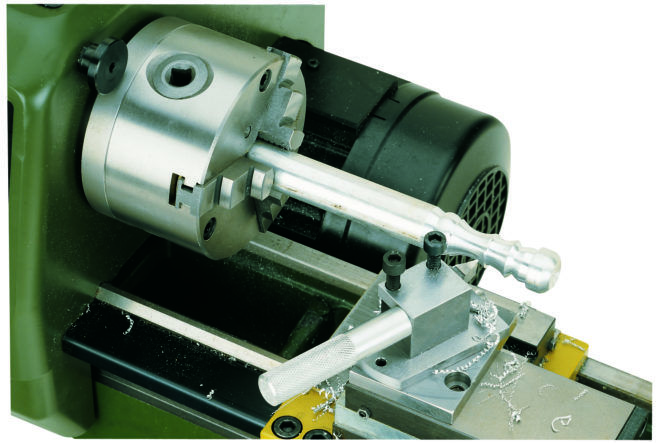
Принцип работы станка 1А616 — классический, применена схема воздействия неподвижной кромки резца на вращающуюся заготовку. Особенности работ также привычны для квалифицированного токаря.
- Заготовка или деталь для изменения характеристик — зажимается в патроне. При некоторых типах обработки — элемент фиксируется в центрах.
- В резцедержатели блока резцов устанавливаются режущие инструменты. Их количество может достигать четырех.
- Для модификации характеристик существующих в детали проемов — в пиноли задней бабки фиксируется соответствующее задаче инструментальное оснащение.
- При работе надлежащее воздействие резца на поверхность обрабатываемой заготовки производится тремя типами движения: поступательного (инструмента, в продольном и поперечном направлении), вращения детали.
Для достижения высокой производительности предусмотрена быстрая замена приводного ремня шпинделя. Для этого не нужно снимать патрон. Клиновые ремни располагаются между опорами шпинделя, для их легкой замены в случае износа или возникновения нештатной ситуации непосредственно в процессе работы — предусмотрена специальная конструкция обратной опоры.
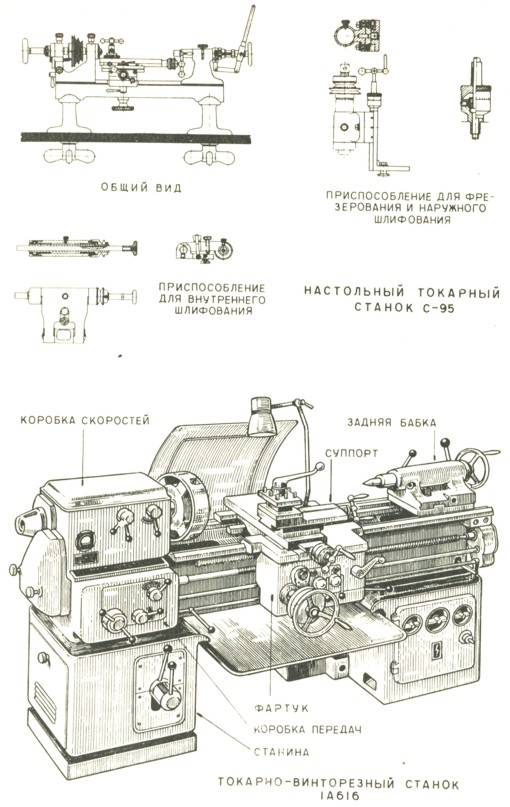
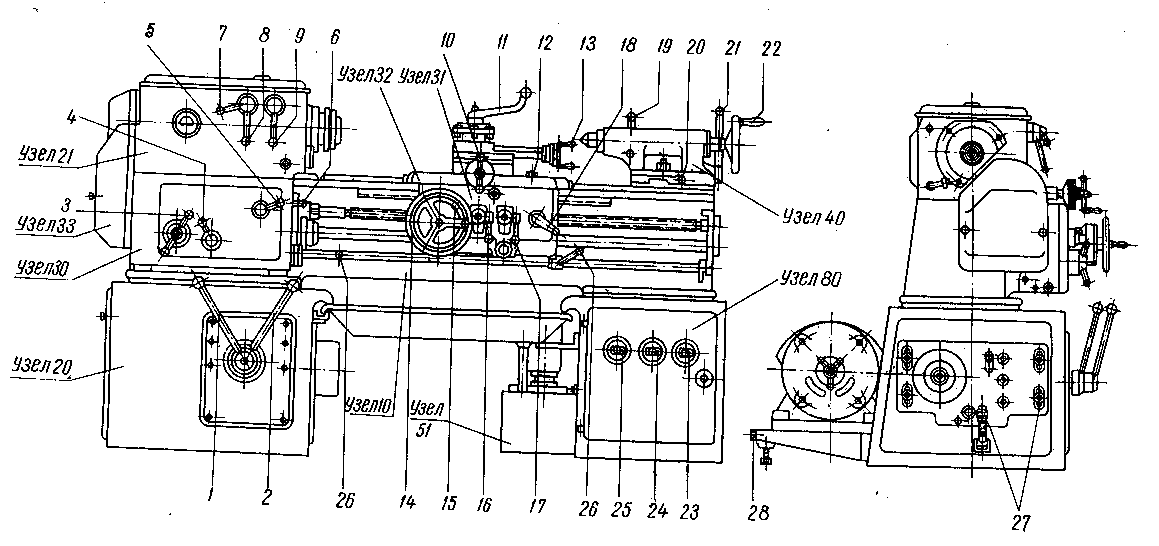
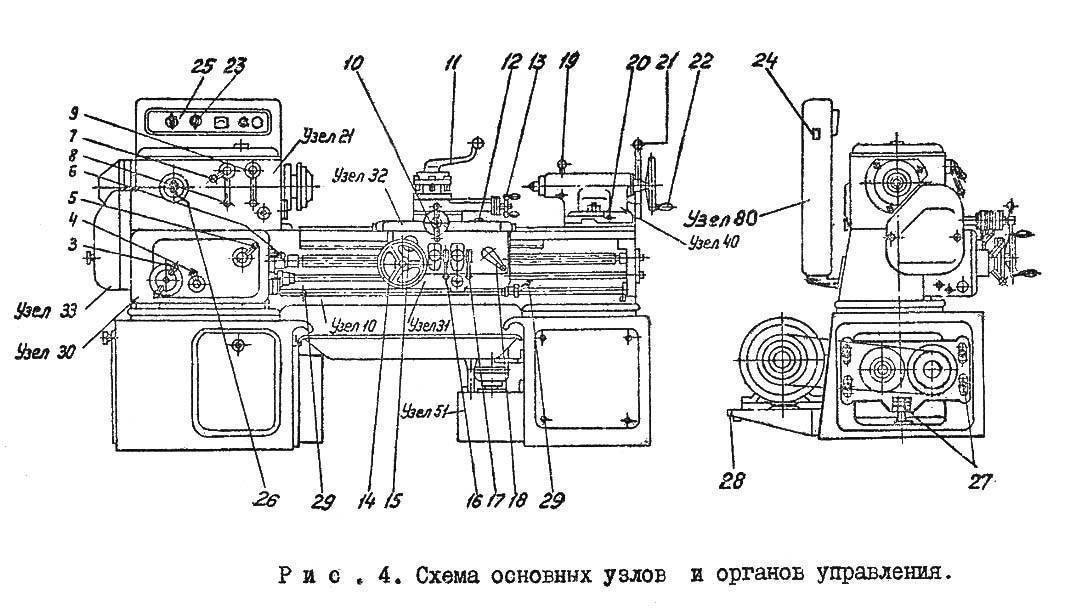
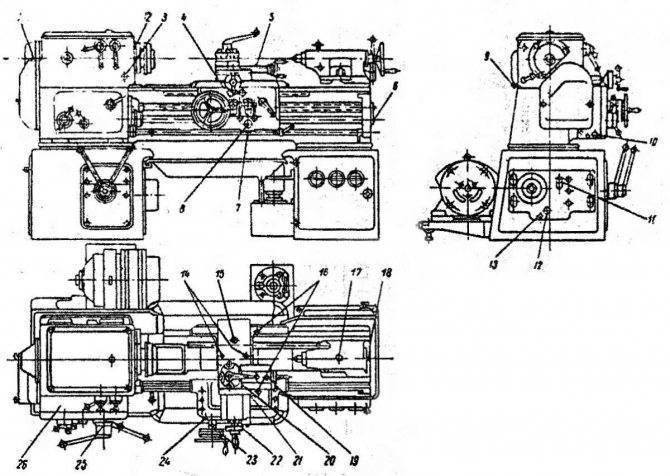
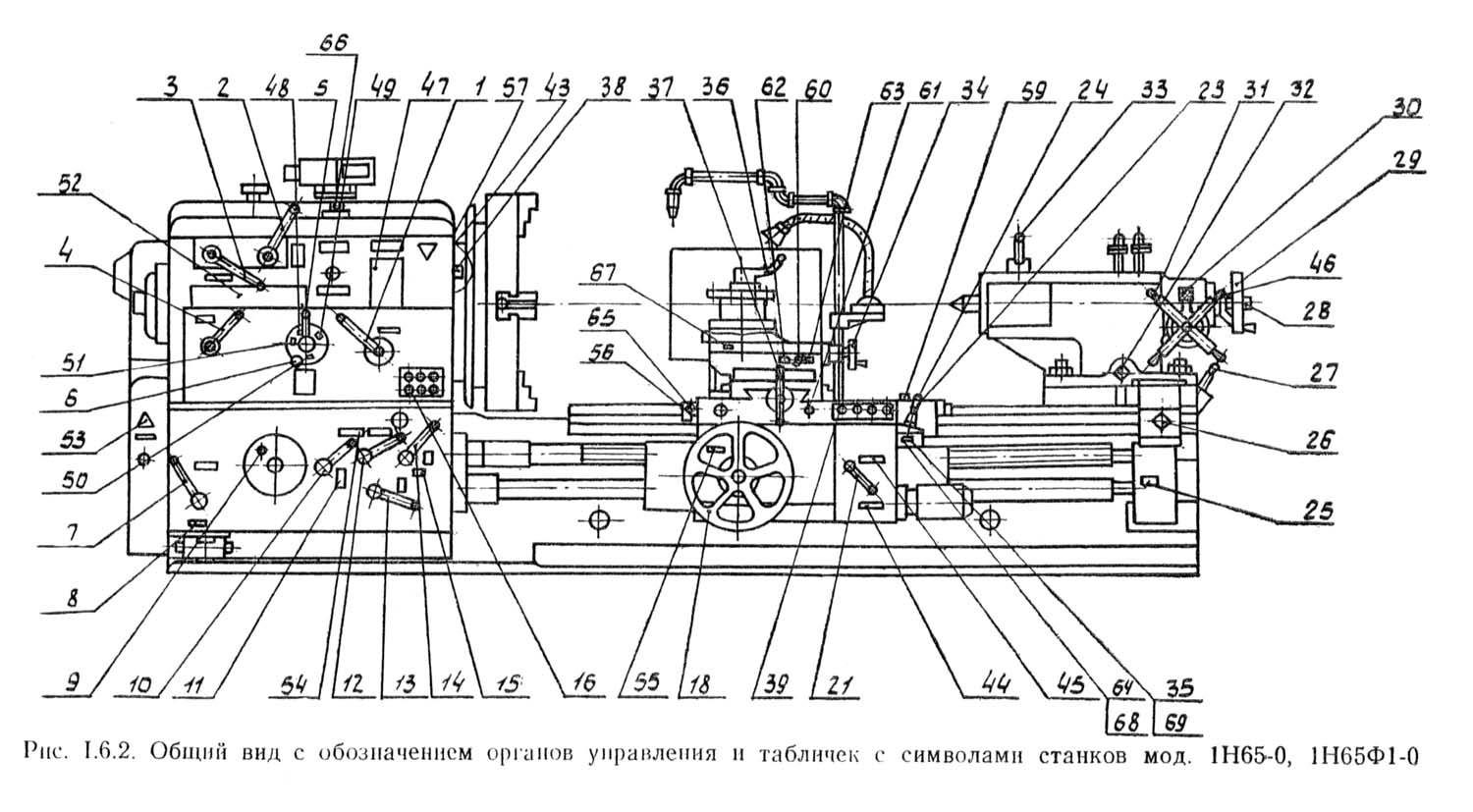
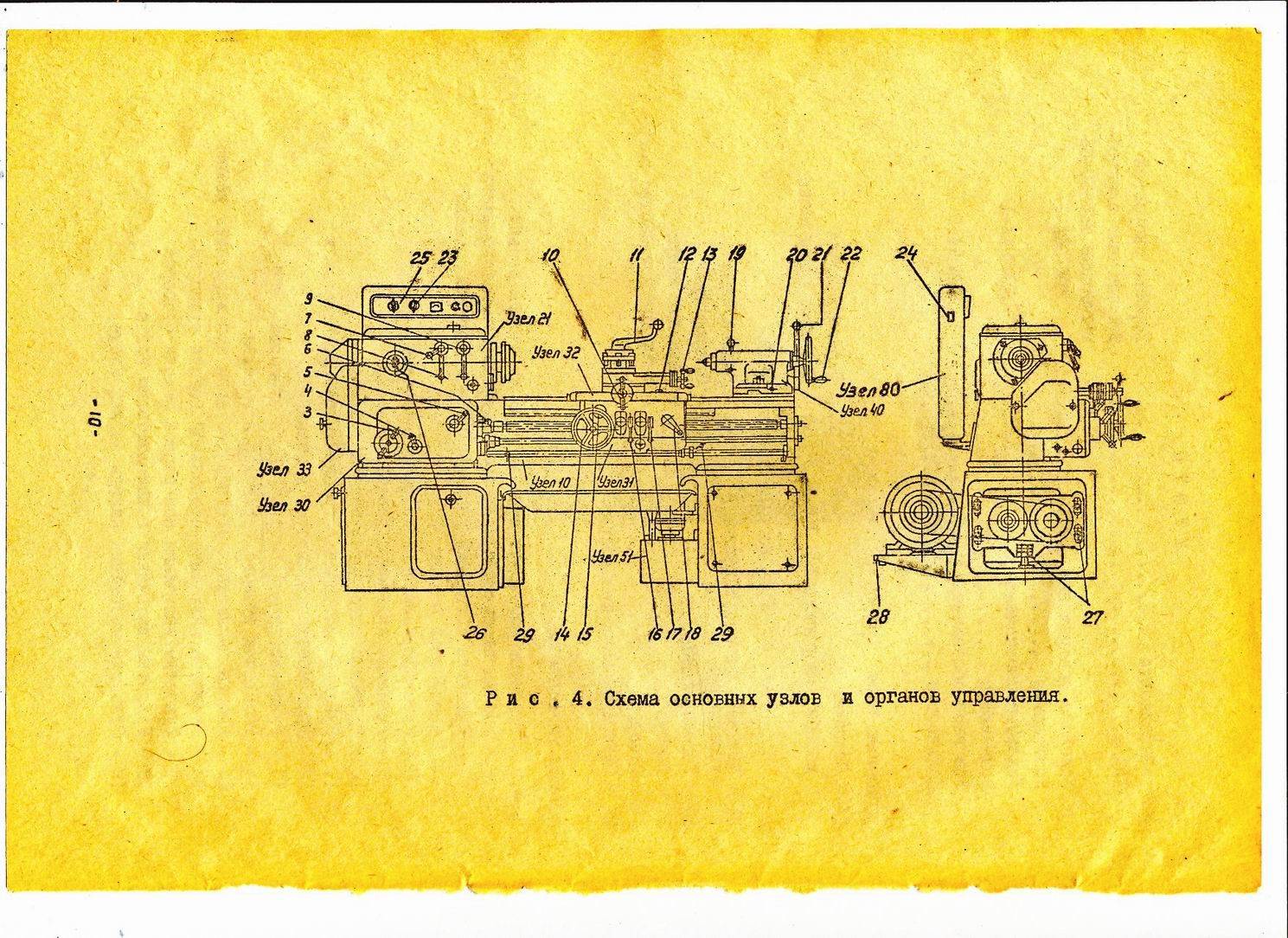
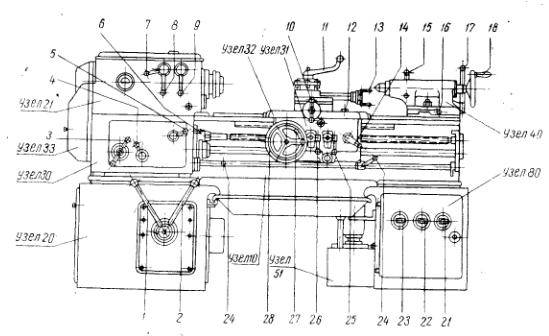
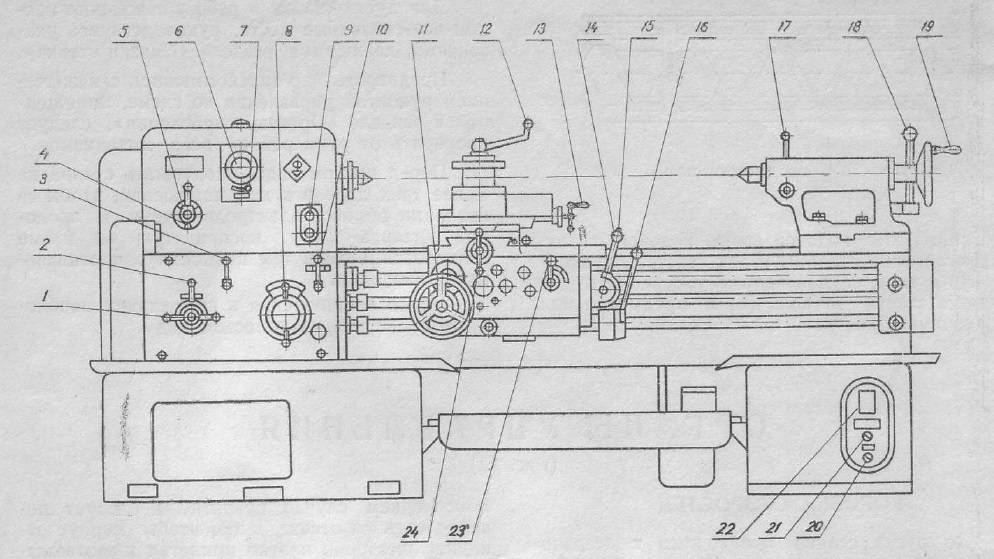
Конструктивно станок 1А616 состоит из нескольких функциональных блоков:
- задней бабки с перемещаемой пинолью и рукояткой фиксации ее положения;
- колеса коробки скоростей;
- встроенного электрошкафа, в котором располагается основная 1А616к электросхема;
- фартук с зоной блока шестерен передачи момента;
- две тумбы опоры (задняя и передняя);
- передняя бабка шпиндельного типа, с блоком повышения шага и переборным устройством;
- коробка подач;
- станина;
- система охлаждения;
- коробка переключения скоростей.
В комплектацию станка входит поддон, где при работе скапливается стружка и куда производится дренаж жидкости из контура охлаждения.
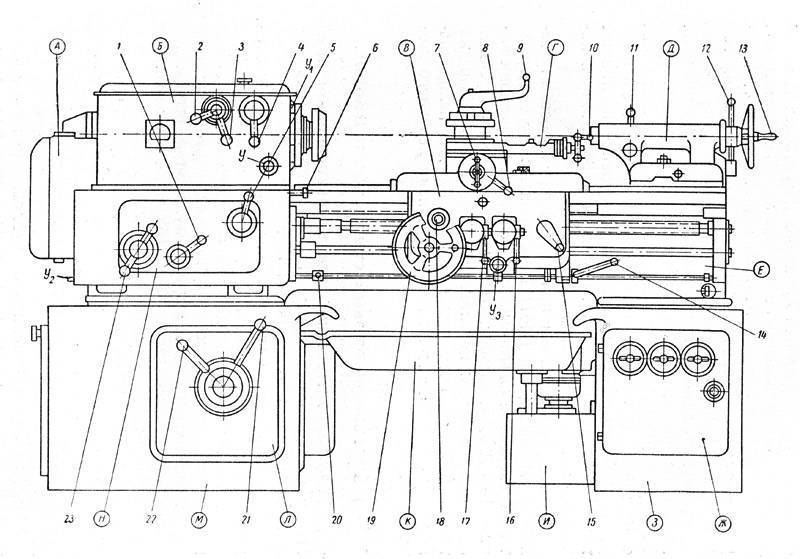
Принцип действия
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой фиксируют в патроне оборудования или между центрами.
- Резцы крепятся в своем держателе на суппорте. Одновременно можно установить не более четырех режущих элементов.
- Для проведения манипуляции по сверлению или нарезанию внутренней резьбы, подходящий инструмент фиксируют в пиноли задней бабки.
- Основная обработка заготовки проводится за счет сочетания поступательно-вращательного движения резака и оборотов детали. Такая конструкция позволяет производить обработку цилиндрических, конических и фасонных деталей, включая винтовые и торцовые части.
На токарном станке по металлу 1А616 передача вращательного момента на шпиндель и заготовку производится с использованием ременного шкива, который размещен между опорами. При необходимости, замену клиновидного ремня можно выполнить без снятия шпинделя. В конструкции данного оборудования предусмотрен принцип раздельной передачи на суппорт. Он может передвигаться при помощи ходового винта или валика. В обмотке мотора участвует стартер постоянного тока, обеспечивая эффективное торможение привода.
Ход впуска и металлорезание
Держатель резцов приобретает от основного вала устройства движения подач, в результате чего зуб двигается прямолинейно. Основываясь на технический паспорт агрегата 1А616, коробка осуществления подачи, способна предоставить 48 скоростей. Но в действительности – их лишь 24, так как скорости совпадают. Муфта с мелкими зубьями выполняет функцию запуска подач в сторону оси, ходовой винт, отвечает за перпендикулярный впуск.
Читать также: Как использовать монтажную пену без пистолета видео
Электрошпиндель станка 1А616 выполняет функцию резцедержателя в ситуациях, когда нужно нарезать небольшую резьбу до 6 мм. Повышенный сдвиг и перебор применяется лишь при нужде реза большего хода. Чтобы это сделать, следует вправо направить блок колес до того момента, пока шестерня пустотелого вала не ухватится за левую окружность блока агрегата. Рез представляет собой одинаковое движение ведущего вала и возделываемого изделия. Подобное вращение направляет держатель резцов в осевом, и дополнительно перпендикулярном курсе, относительно двигательного вала. Передвижение достигается вследствие раздельного привода аппарата, которое состоит:
- суппорта, обладающего 4 положениями;
- 12 ступеней КПП;
- 2 клиноременные передачи.
Описание станка
Маркировка 1А616 — это непросто набор букв и чисел. Оно имеет точное обозначение, а именно:
- 1 — номер группы токарных станков, согласно классификации ЭНИМС (экспериментального научного исследовательского института металлорежущих станков);
- А — первое поколение станка;
- 6 — подгруппа станков. По классификации ЭНИМС 6 — токарно-винторезные станки;
- 16 — обозначение говорит о расстоянии центров от станины, в нашем случае 16 — 165 мм.
Такой станок можно встретить не только в крупных цехах, выпускающих серийную продукцию, но и на индивидуальных производствах. С помощью универсальных станков 1А616 выполняют множество различных операций:
- огранка как внешних, так и внутренних конический и цилиндрических поверхностей различной сложности и конфигурации;
- точение торцов заготовок;
- сверление;
- развертывание и зенкерование различных отверстий;
- рифление поверхностей сетчатой матрицей;
- нанесение различных видов резьбы резцом, метчиком и плашкой;
- обработка фасонных конических изделий.
Подвергать обработке на таком токарно-винторезном станке можно заготовки, произведенные из различных материалов. Любые операции допускается осуществлять, как насадками из твердых сплавов, так и приспособлениями из металлов инструментальных быстрорежущих.
3 Электрооборудование и электросхема 1А616
Электрическая схема станка состоит из:
- трех плавких предохранителей;
- вводного выключателя;
- лампы освещения;
- реле напряжения;
- выключателя освещения;
- трех контакторов (остановки двигателя, его обратного и рабочего хода);
- выключателя электрического насоса, подающего жидкость для охлаждения резца;
- реле регулировки скорости движения двигателя;
- реле контактора напряжения (предназначено для включения и отключения устройства);
- понижающего трансформатора;
- переключателя управления;
- указателя нагрузки;
- селенового выпрямителя.
Агрегат располагает двумя электродвигателями (трехфазными):
- Электронасосом, направляющим к резцу охлаждающий состав: напряжение – 220/380 В, скорость – 2800 об/мин, мощность – 0,12 кВт, тип двигателя – ПА22.
- Двигателем главного привода: напряжение – 220/380 В, скорость – 1430 об/мин, мощность – 4 кВт, тип – А02-41-4.
Промышленные предприятия обычно заказывают оборудование, функционирующее при напряжении 380 В (и цепи управления, и силовые цепи). Агрегаты для индивидуального использования могут работать при 220 В, по специальному заказу выпускались и станки, работающие при напряжении 500 В.

Локальное освещение установки обеспечивается лампой в 36 В, питание на которую подается от понижающего трансформатора. Конструкцией 1А616 не предусматривается наличие электродвигателя для быстрого хода станка. Быстрое и при этом плавное торможение шпинделя обеспечивается тем, что для данной операции используется постоянный ток. Причем при торможении электрический двигатель не нагревается.
Правильно покупаем б/у токарный станок
Модели таких металлообрабатывающих станков давно перестали выпускаться. Сейчас в производство запущено оборудование, управление которого полностью автоматизировано. Но купить такие агрегаты даже при сильном желании многим не представляется возможности, так как цена на них просто заоблачная.
А вот купить б/у токарный станок 1А616 через Авито или другой специализированный сайт — осуществимая реальность.
Вопрос состоит в другом — как правильно выбрать работоспособное оборудование и при этом не переплатить?
В области купли-продажи металлообрабатывающих станков существует два источника сбыта:
- частные владельцы, хранящие станок чаще в разобранном или неподключенном виде у себя в гараже;
- фирмы, специализирующиеся на продаже, настройке и ремонте подобного оборудования.
Рассмотрим все достоинства и недостатки этих вариантов приобретения оборудования.
Станок, предположительно рабочий, купленный у местного «умельца» подлежит самостоятельной транспортировке, сборке и настройке.
Что при неверном проведении грозит фатальным исходом. Но и это еще не все. Кто знает, в каких условиях содержался станок, проводилось ли плановое ТО и своевременный ремонт? Если да, то такой станок несомненно стоит приобрести, ну а если нет, то срок службы вашей покупки навряд ли будет продолжительным.
Тут как в лотерее. Что касается цены, то договориться с «мелким дилером» проще, да и изначально стоимость будет ниже, чем у фирм, занимающихся подобными станками профессионально.
Кстати о них. На таких предприятиях, даже небольших, работают профессионалы своего дела, которые не только грамотно ухаживают за оборудованием, но и помогут установить и настроить приобретенный агрегат.

Цены на подобное оборудование будет примерно на 20% выше чем у простого продавца, но они в любом случае вполовину меньше стоимости новой токарной установки.
Если повезет, то можно найти специалистов, модернизирующих металлообрабатывающее оборудование. Плюсов таких агрегатов масса:
- большая работоспособность, чем у простого рабочего станка для токарных работ б/у;
- даются небольшие гарантии качества;
- улучшаются технические характеристики. Но не больше тех показателей, которым они соответствовали при выпуске с конвейера завода — изготовителя;
- увеличивается срок службы агрегата.
В среднем токарный станок модели 1А616 возможно купить в рабочем состоянии за 30 000 без затрат на грузоперевозки. Если имеются какие-либо поломки, то цена снижается вдвое.