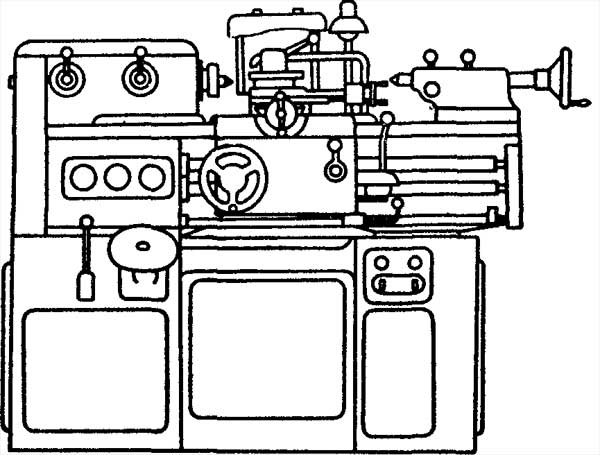
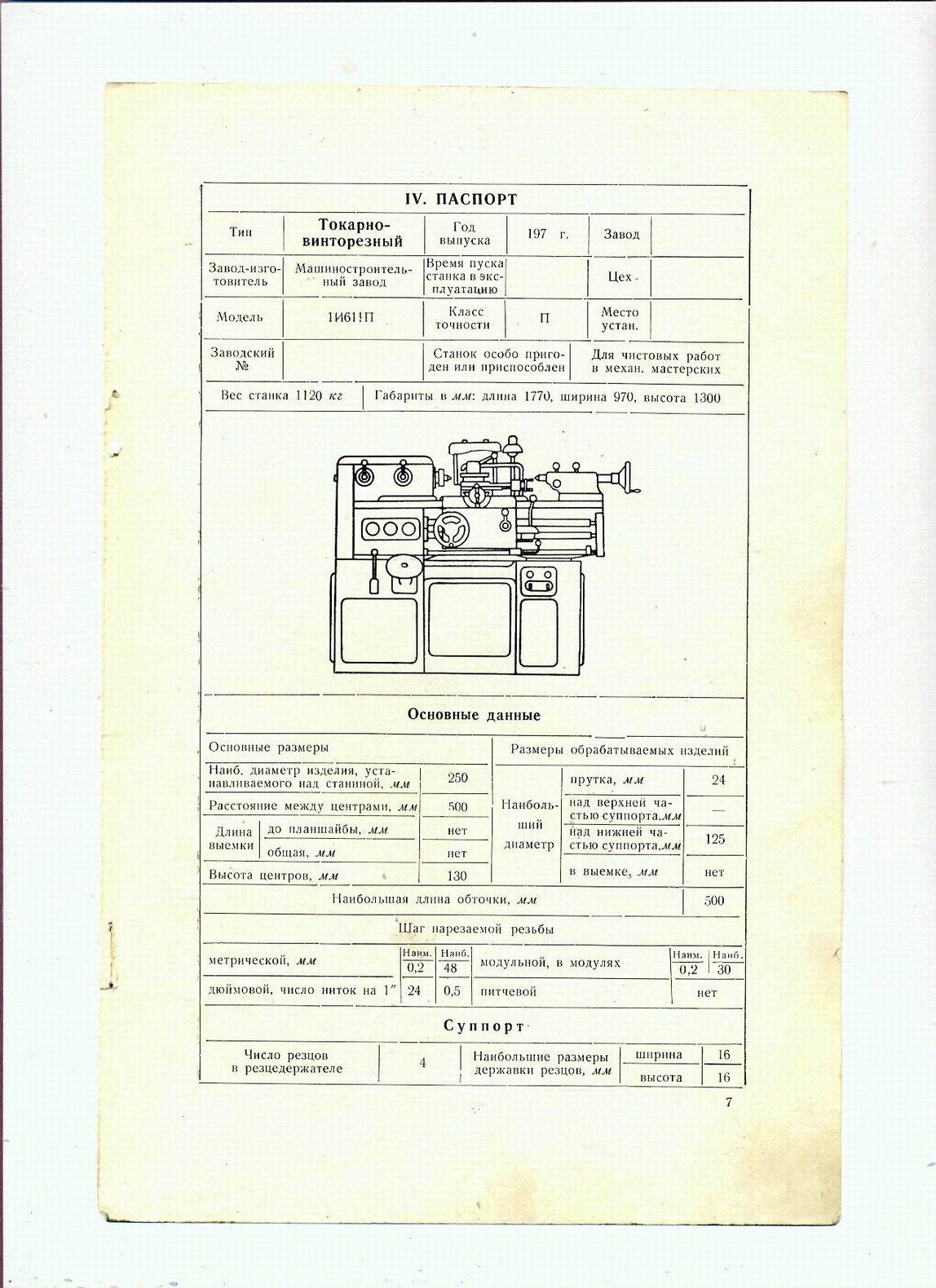
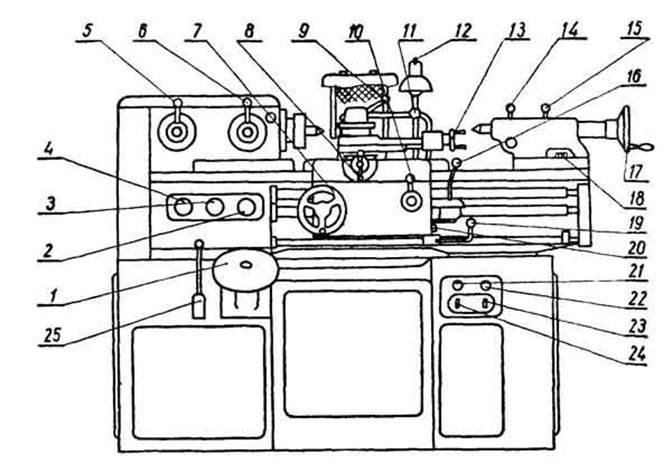
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
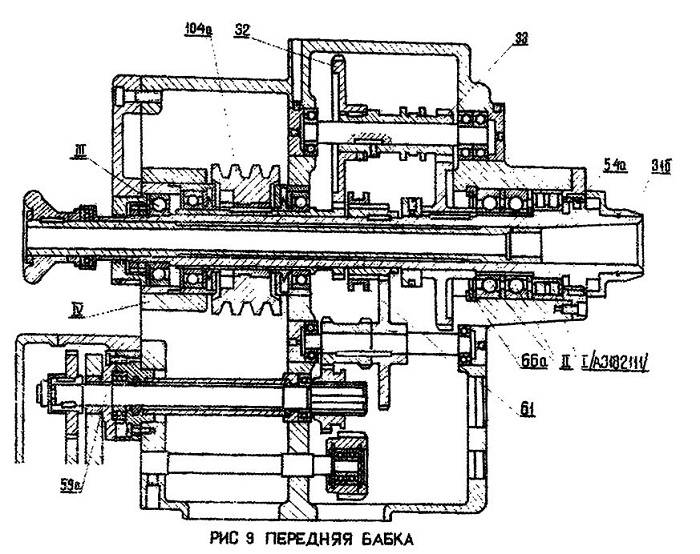
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
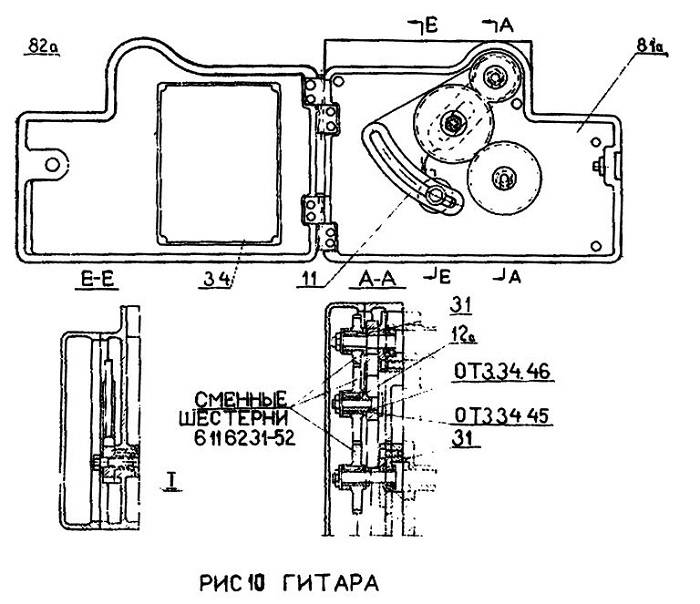
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
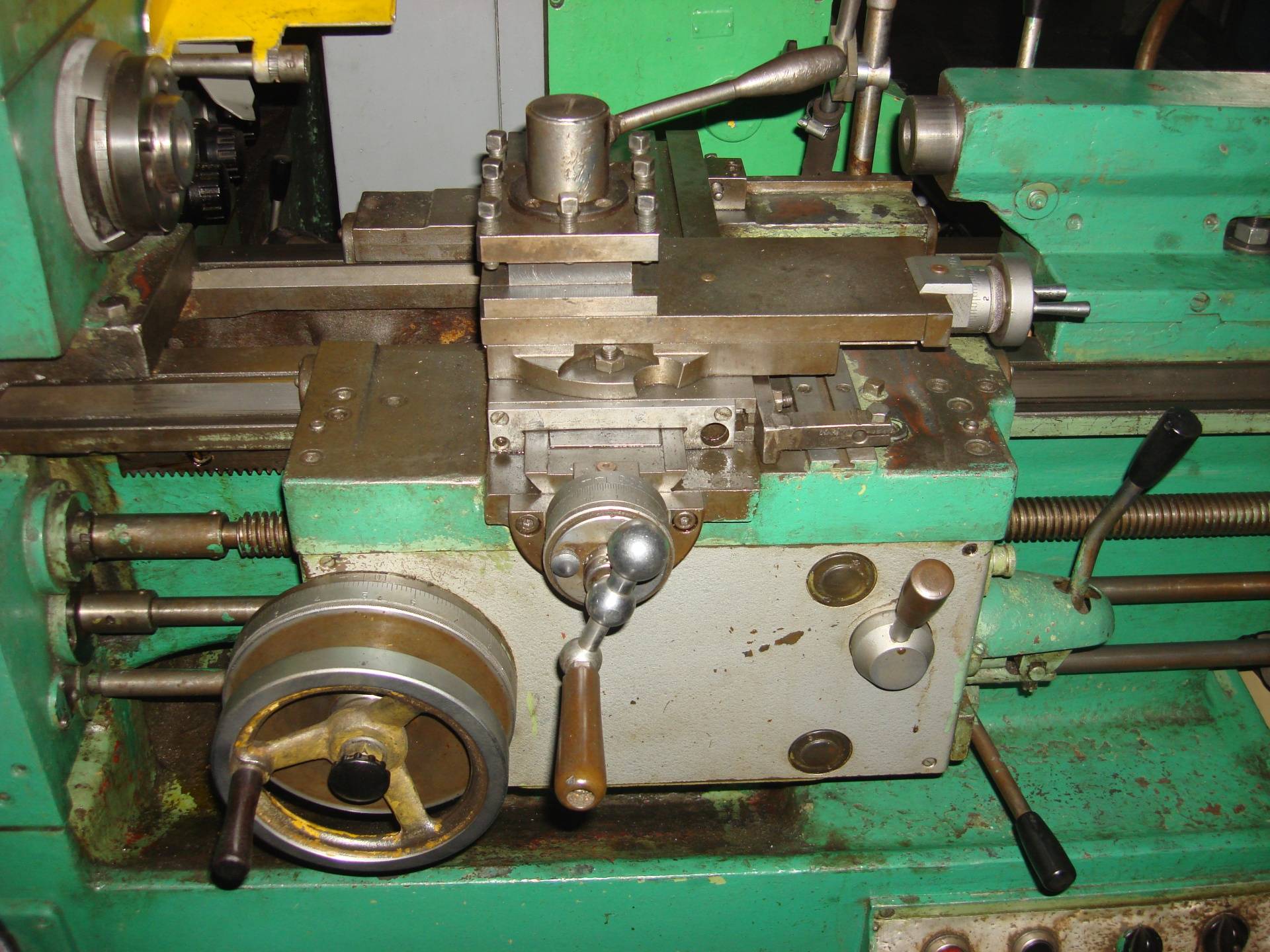
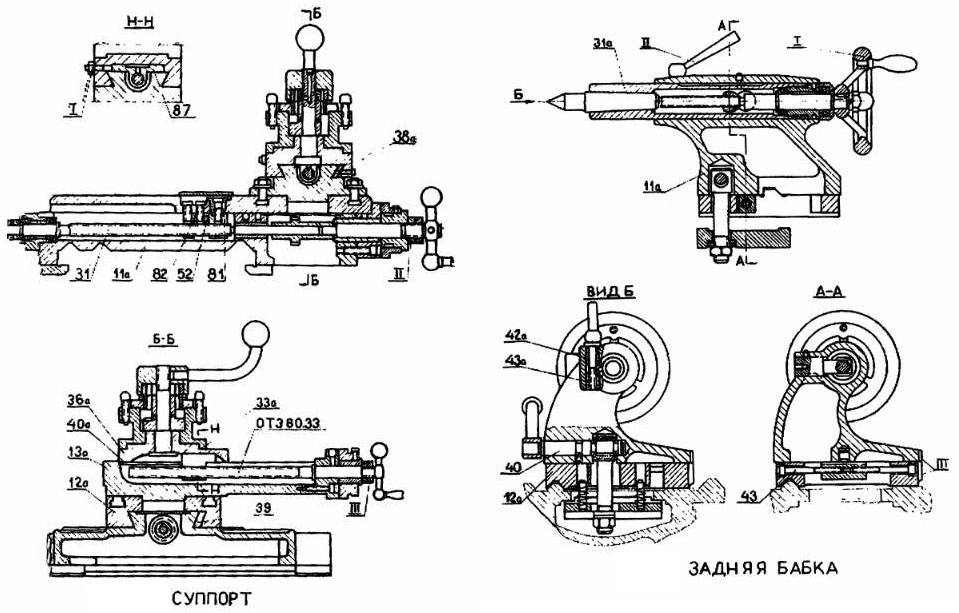
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
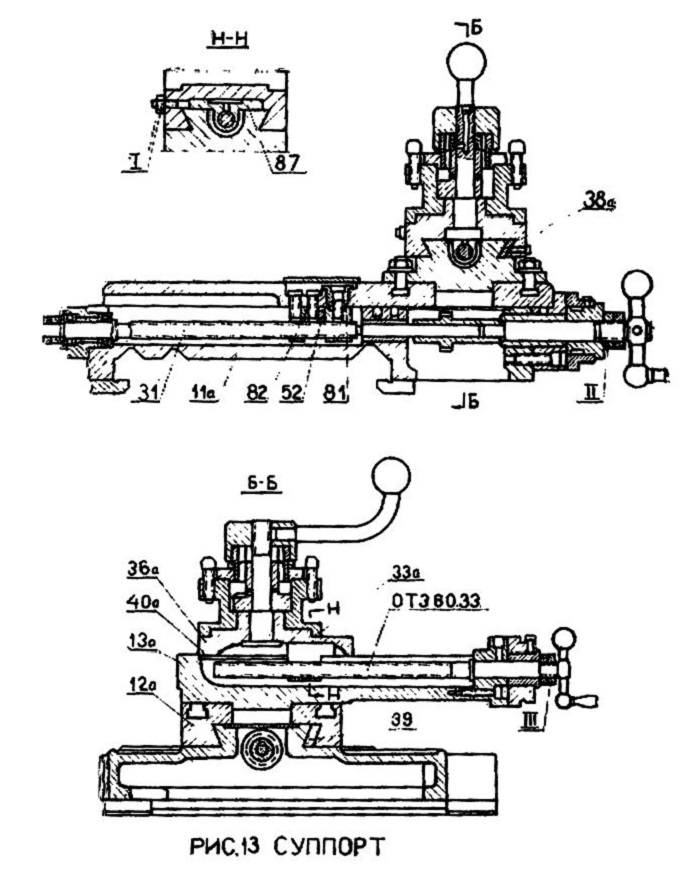
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
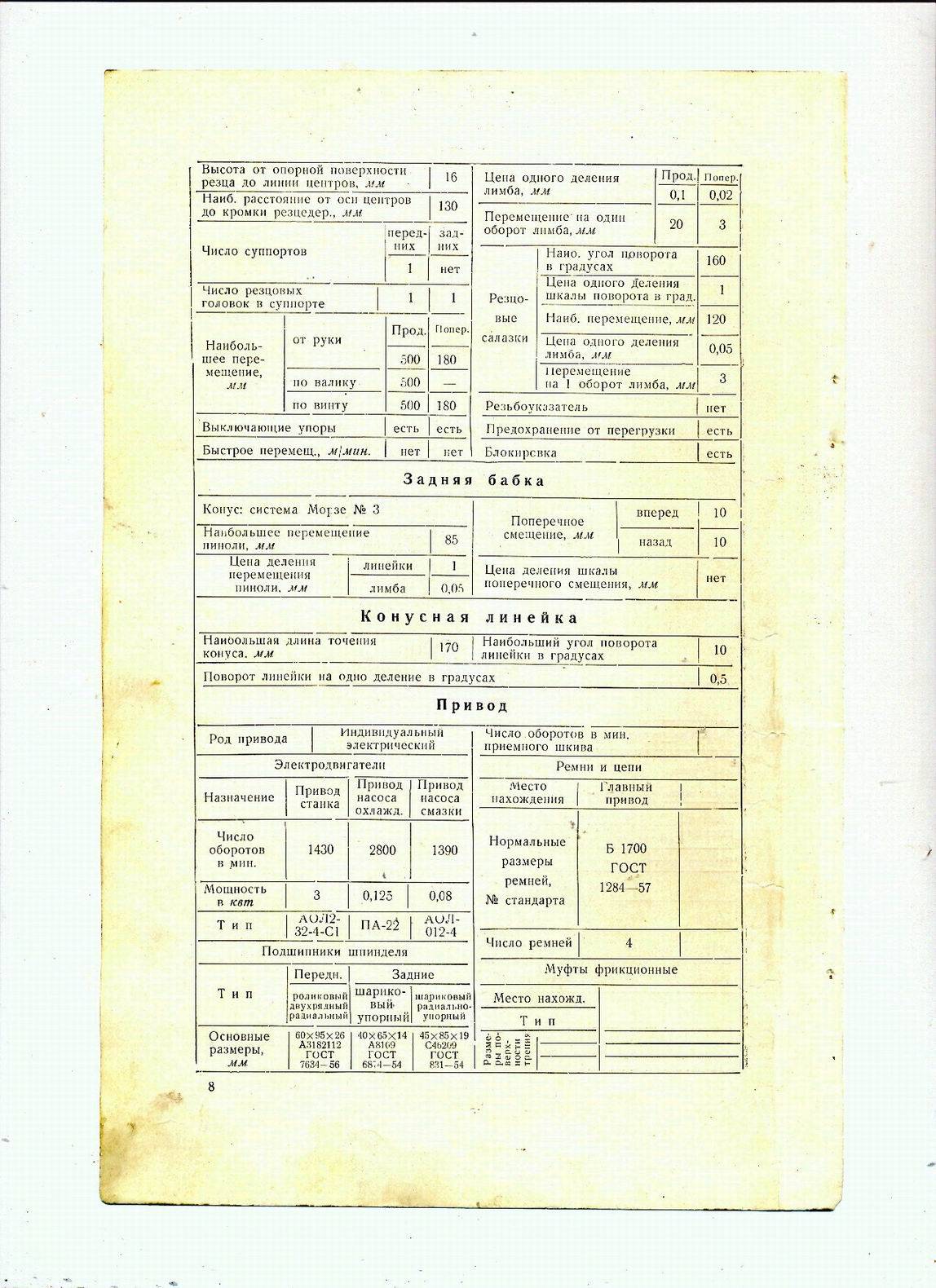
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
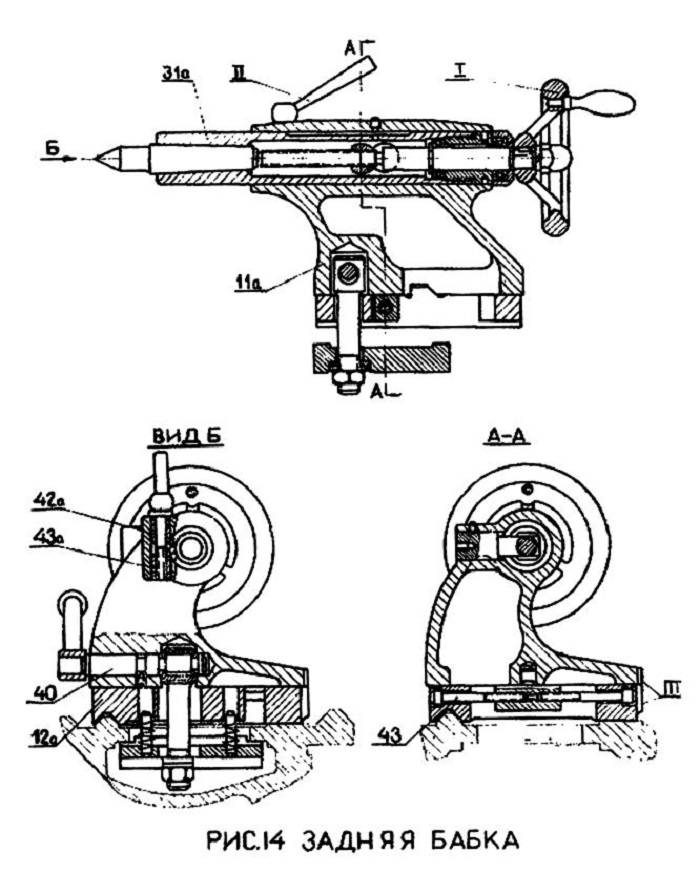
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.
Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети
Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
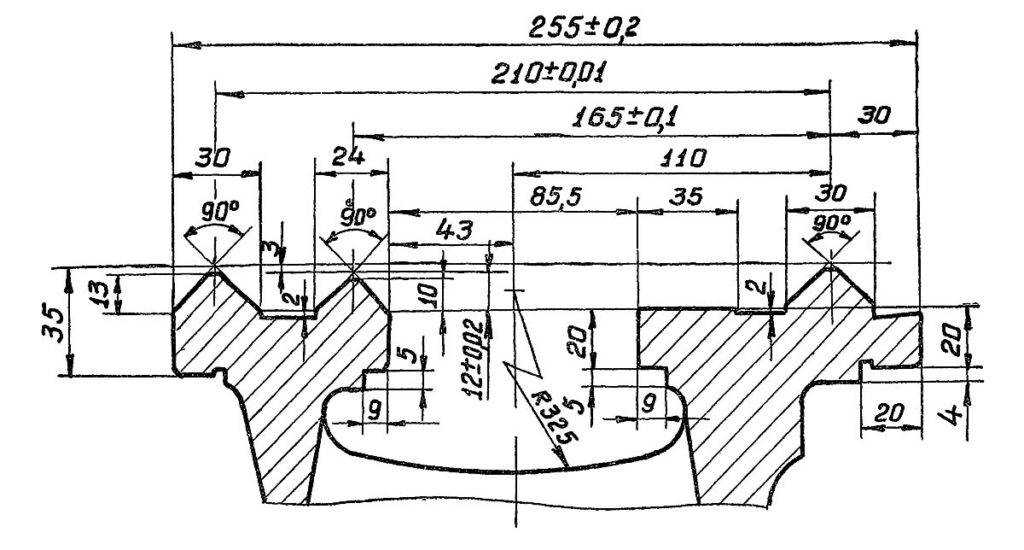
Основные размеры оборудования
Они указаны в ГОСТ 440-57 (не действует).
К таким размерам относят (мм):
- диаметр заготовки, устанавливаемый над: станиной – 250;
- суппортом – 145;
длина заготовки – 500;
от станины до центров – 135;
диаметр отверстия в шпинделе – 26,5;
перемещение суппорта:
- продольное – 580;
поперечное – 150;
длина передвижения пиноли – 70;
габарит станка (L*B*H) – 1510*700*1360.
Рабочие параметры:
- мощность:
- двигателя – 1,7 квт;
- насоса СОЖ – 120 Вт.
- число об/мин – до 3000.
Вес оборудования 560 кг.





Технические характеристики
Чтобы детально рассмотреть и оценить возможности оборудования, оценить его недостатки и достоинства, необходимо детально изучить отдельные его составляющие, описанные в руководстве по эксплуатации токарного станка.
Редуктор – он контролирует скорость кручения шпинделя. Он включает четырехосную коробку передач, с установленными шестеренками, разных размеров.
Токарный редуктор оснащен переселективным агрегатом, управляемым маховиком и отвечающим за переключение скоростей. Оператор способен установить необходимое число оборотов, включив определенный режим работы станка 1И611П.
Размер обрабатываемой детали не должен превышать 25 см, над суппортом этот параметр снижается до 12,5 см, а ее длина должна быть равна или меньше 0,5 м.
Шпиндель имеет следующие особенности:
- Отверстие диаметром 2,5 см.
- Ход вращения изменяется с 20 до 2 тыс. оборотов в минуту.
- Крепление конусовидного инструмента имеет размер морзе.
Коробка подачи – закрытая часть станка, позволяет производить нарезку длиной от 0,02 до 4,8 см, не приводя в действие дополнительные шестеренки. А также имеет максимальный ход каретки – 50 см. И скорость продольно – 0,01–1,8 оборота, поперечно – 0,005–0,9 оборота в минуту.
Основные технические характеристики
Жесткость и точность. Этих параметров удалось достичь, за счет использования специального метода крепления головки резца без зазора.
Сварной контейнер, в котором находится смазка, а также встроенное высокоточное электрическое оборудование.
Коробка подач, которая является универсальной, существенно облегчает работу
При нарезке резьбы нет необходимости устанавливать новые шестерни.
Продуманная и очень удобная система отвода стружки, которая образуется при обработке деталей.
Скорости шпинделя переключаются по особому принципу, что позволяет оператору заранее выбрать и установить необходимое переключение, что очень важно.
Специальное устройство блокировки, позволяющее защитить механизм от различных перегрузок, является уникальным на сегодняшний день. Этот механизм позволяет агрегату выполнять свои функции даже при использовании жесткого упора.
Специальная функция предоставляет возможность заменять ремни без обязательного снятия шпинделя
Это существенно экономит время ремонта.
Верньер — очень точный механизм, который отсчитывает смещение суппорта.
Станина выполнена из специального чугуна, который покрыт хромоникелем. Это защищает механизм от коррозий и повреждений.
При выполнении работ на токарном станке, в частности нарезании резьбы, на винт подается смазка в автоматическом режиме.
Установку можно эксплуатировать в весьма стесненных производственных помещениях за счет того, что схема агрегата не предусматривает его обслуживание с тыльной стороны.
Важно! Станок идеально подойдет для небольших цехов, боксов или гаражей. Его достаточно легко обслуживать и проводить профилактические работы
- Направляющие станка отличаются повышенной прочностью и износостойкостью, за счет закалки высокочастотными токами.
Все вышеперечисленные особенности токарного станка ИЖ 1И611П безусловно важны. Они в существенной степени облегчают процесс обработки заготовок и деталей, делая этот процесс автоматическим.
Детальнее ознакомиться с возможностями станка, его устройством и основными функциями можно просмотрев
видео
Инструкции и применение
При помощи ИЖ 1И611П возможно выполнять точение конусов, нарезание различных резьб, о чем мы упоминали в самом начале.
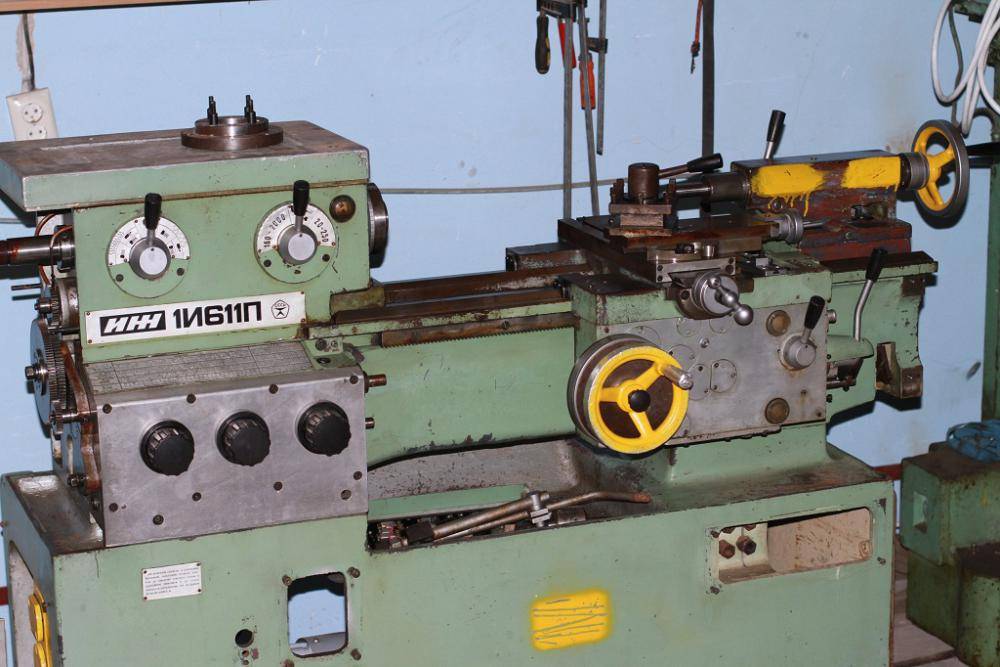
Фото ИЖ 1И611П

Фото 2: ИЖ 1И611П
Предназначен станок, в первую очередь, для многоэтапных заданий. Здесь применяются калёные направляющие, которые отличаются повышенной точностью и прочностью.
Важно! Старые модели предлагаются на вторичном рынке в достаточно широком ассортименте. Это массовое изделие, на которое всегда есть спрос
Цена колеблется от 24 000 до 140 000 рублей.
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
Станина
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.
Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Коробка подач
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Коробка скоростей
Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт и фартук
Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя
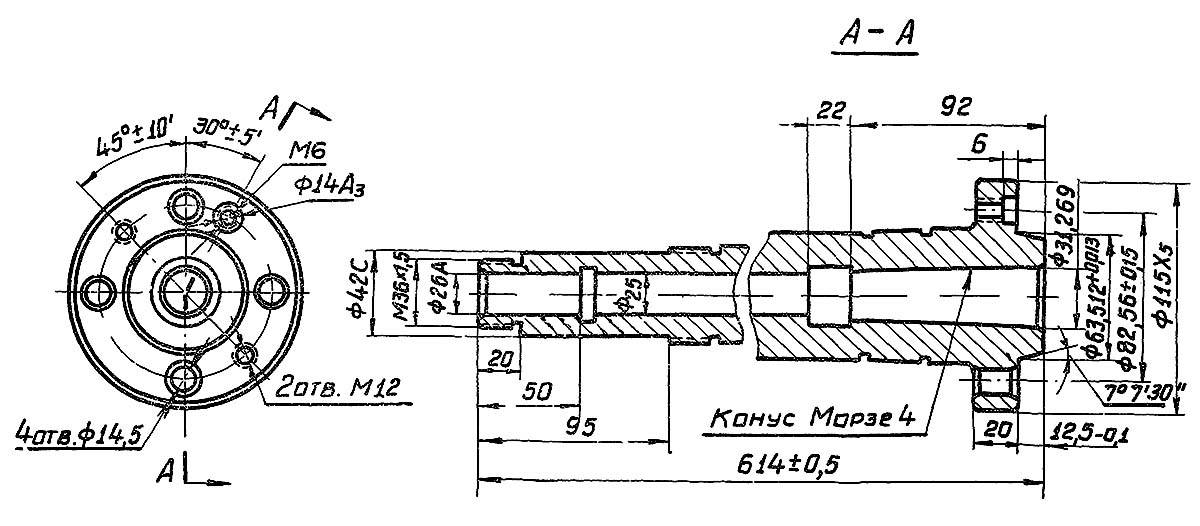
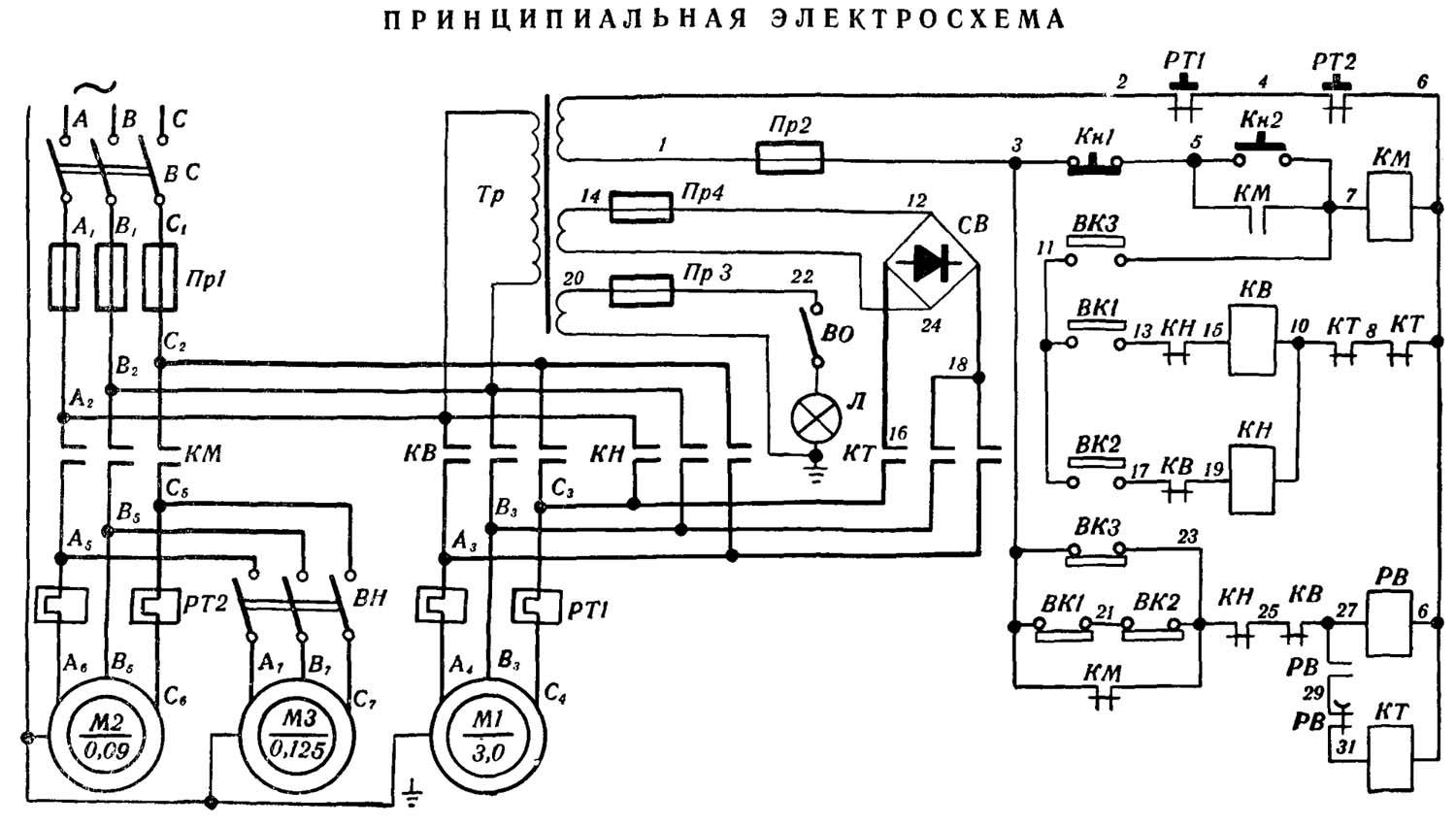
Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.
Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.









Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка. Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
- За главное движение.
- За смазку ключевых узлов устройства.
- За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.
Двигатель, отвечающий за систему охлаждения, также приводится в действие только после включения системы подачи смазки. Этот электродвигатель запускают при помощи включателя с надписью «ВН». Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
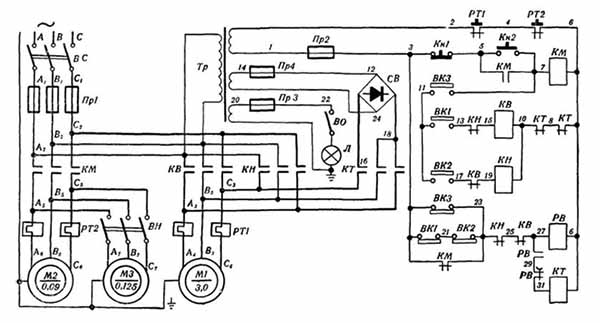
Рис. 1.2 Электросхема станка токарного 1и611п.
Обслуживание и ремонт
Обслуживание заключается в поддержании уровня масла в системе смазки и периодической очистки от стружки магнитов на спускных пробках масляного бачка и редуктора.
- Смазка в передней бабке производится индивидуальным шестеренчатым насосом. Емкость масляного бачка – восемь литров.
- Смазка суппорта и фартука производится плунжерным насосом, установленным в нижней части фартука.
- Смазка механизмов редуктора и коробки подач осуществляется разбрызгиванием масла, налитого в корпус каждого узла.
- Общее количество масло необходимого для станка – 11 литров. При техническом осмотре следят за наличием масла через глазки указателей масла.
- Запрещается попадание масло или эмульсии на электрооборудование.
- Подшипники двигателей осматриваются не реже двух раз в год.
В случае выключения станка системами защиты, включать его повторно можно, только когда будет установлена причина отключения.
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Назначение и область применения
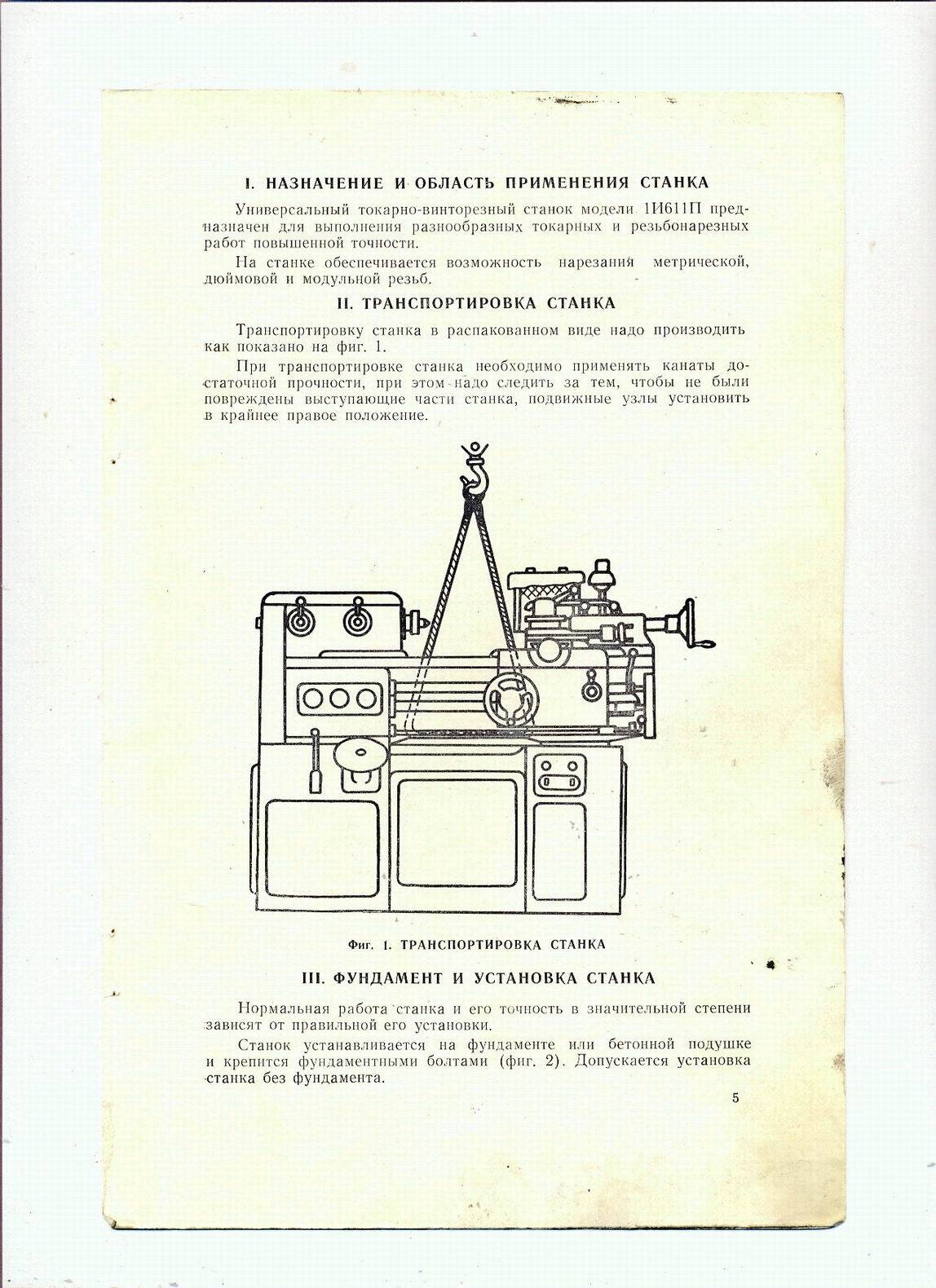
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.







Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
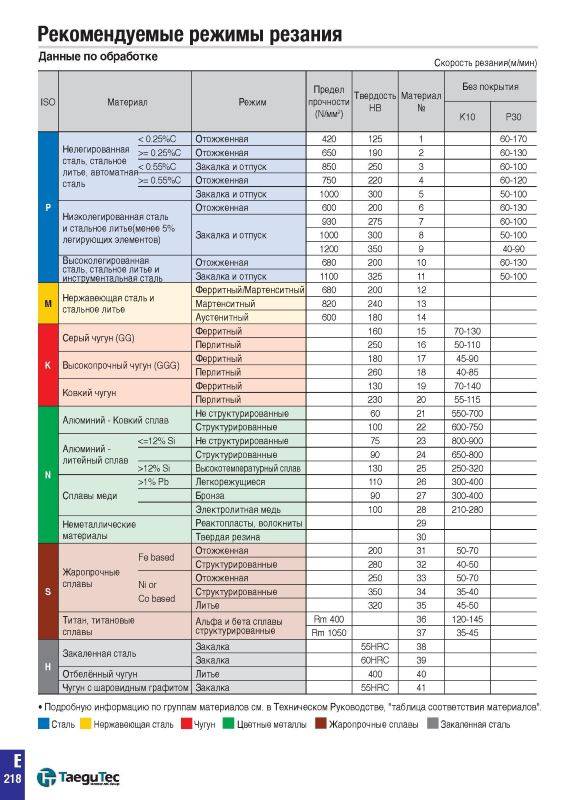
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.

На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.
Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.
Важно!
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.
Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.
- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Важно!
Тонкие детали обрабатываются на ручном ходу. На механической подаче большая вероятность не успеть остановить суппорт и инструмент врежется в кулачки.
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.