Выполнение различных видов работ на агрегате
Аппарат позволяет выполнять операции по рассверливанию изделий. Технология выполнения указанной операции на станке требует применения сверла с большим диаметром, чем диаметр перемычки на другом сверле. При таком подходе осевая сила сопротивления становится значительно меньше.
При рассверливании изделия перемычка должна врезаться в него, а не выдавливать металл. Во втором случае происходит серьезное увеличение осевого сопротивления.
Для вертикально-сверлильного станка предусмотрена функция зенкерования изделий. Подобной операции подлежат только конкретные виды изделий:
- штампованные,
- кованные,
- имеющие отверстия внутри в форме конуса или цилиндра,
- литые.
Развертывание на агрегате проводится в два этапа:
- на первом этапе в обрабатываемом изделии просверливается отверстие цилиндрической формы, после чего оно подлежит обработке ступенчатым коническим зенкером,
- на втором этапе сначала происходит грубая обработка металлического изделия специальными развертками, после чего выполняется чистовое развертывание путем установки конической развертки с гладкими кромками.
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Конструкция основных узлов вертикально-сверлильного станка 2Н125Л
Коробка скоростей
Коробка скоростей (рис.6) сообщает шпинделю различные числа оборотов, что осуществляется двумя передвижными тройчатками. Опоры валов коробки скоростей размещены в двух плитах: верхней 5 и нижней I, которые стянуты между собой четырьмя стяжками 4. Механизм коробки скоростей приводится во вращение от электродвигателя через эластичную муфту и зубчатую передачу. Последний вал коробки скоростей представляет собой полую гильзу 3, шлицевое отверстие которой передает вращение шпинделю станка. На этой же гильзе крепится шестерня 2 привода коробки подач.
Переключение блоков шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет по три фиксированных положения по окружности и вдоль оси. Рукоятка 6 располагается на лицевой поверхности сверлильной головки и через шестерню 7 и круговую рейку 8 перемещает две штанги 9 и 10, на которых закреплены вилки, связанные с переключаемыми блоками. Дополнительная фиксация положения блоков шестерен производится за счет фиксации штанг 9 и 10 при помощи шариковых фиксаторов. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Все механизмы коробки скоростей собираются отдельно и монтируются в сверлильной головке. Смазка механизмов коробки скоростей так же, как и прочих механизмов в сверлильной головке, производится от шестеренного насоса, имеющегося в коробке подач. Для контроля работы маслонасоса имеется специальный маслоуказатель в корпусе привода.
Привод станка
Привод (рис.7) служит для обеспечения эластичной связи вала электродвигателя с коробкой скоростей станка.
Привод состоит из отдельного корпуса I, на котором монтируется электродвигатель. На валу электродвигателя закрепляется полумуфта 2, которая при помощи пальцев 3 и резинового кольца 4 передает вращение полумуфте-шестерне 5. Полумуфта-шестерня зацепляется с первичной шестерней коробки скоростей.
Коробка подач
Коробка подач (рис.8) представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе 4. Привод коробки подач осуществляется от шестерни 5, сидящей на гильзе 3 (рис.6) коробки скоростей.
На первом валу коробки подач имеется передвижной блок-шестерня 2 (рис.
Фиксация положения блоков-шестерен производится за счет фиксации ручки 3 и шарикового фиксатора, имеющегося в вилке 6. На выходном валу коробки подач установлена шестерня I, передающая вращение на червяк механизма подач.
Предохранительная муфта служит для выключения механической подачи при достижении заданной глубины обработки и находится на входном валу сверлильной головки.
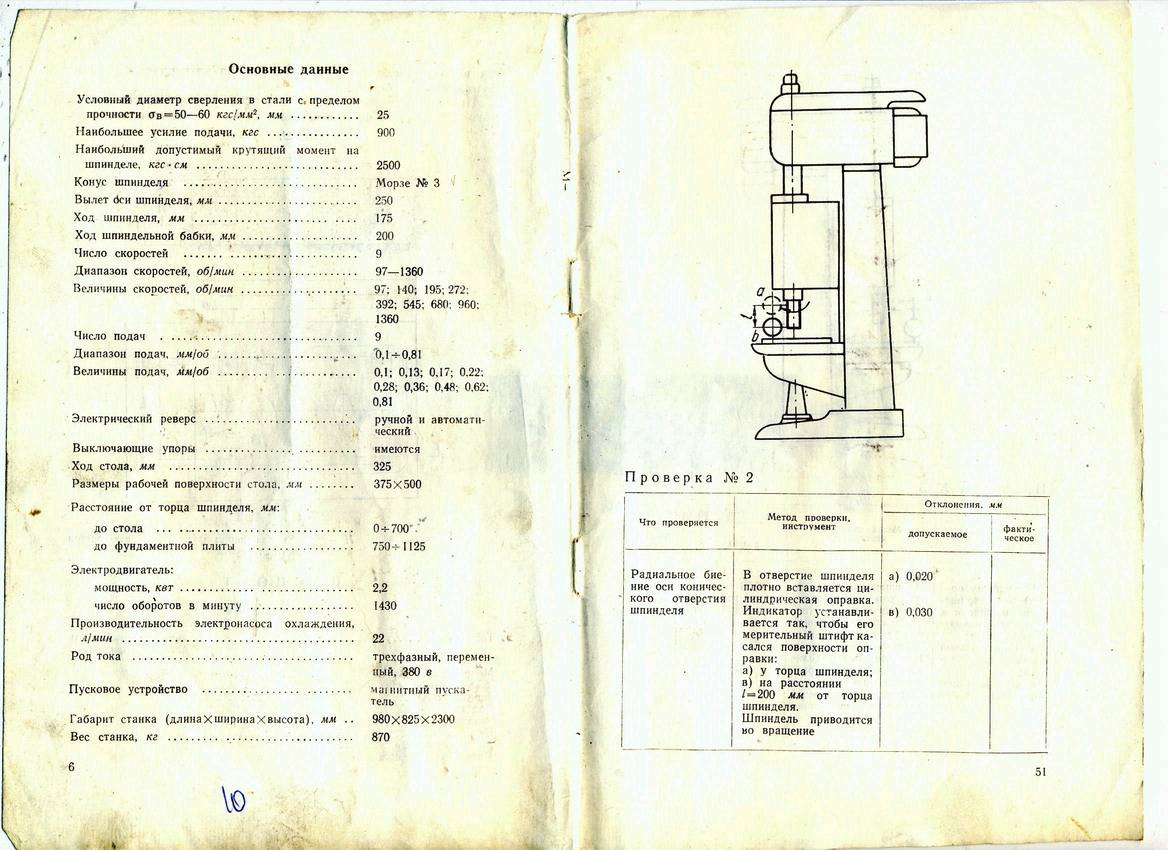
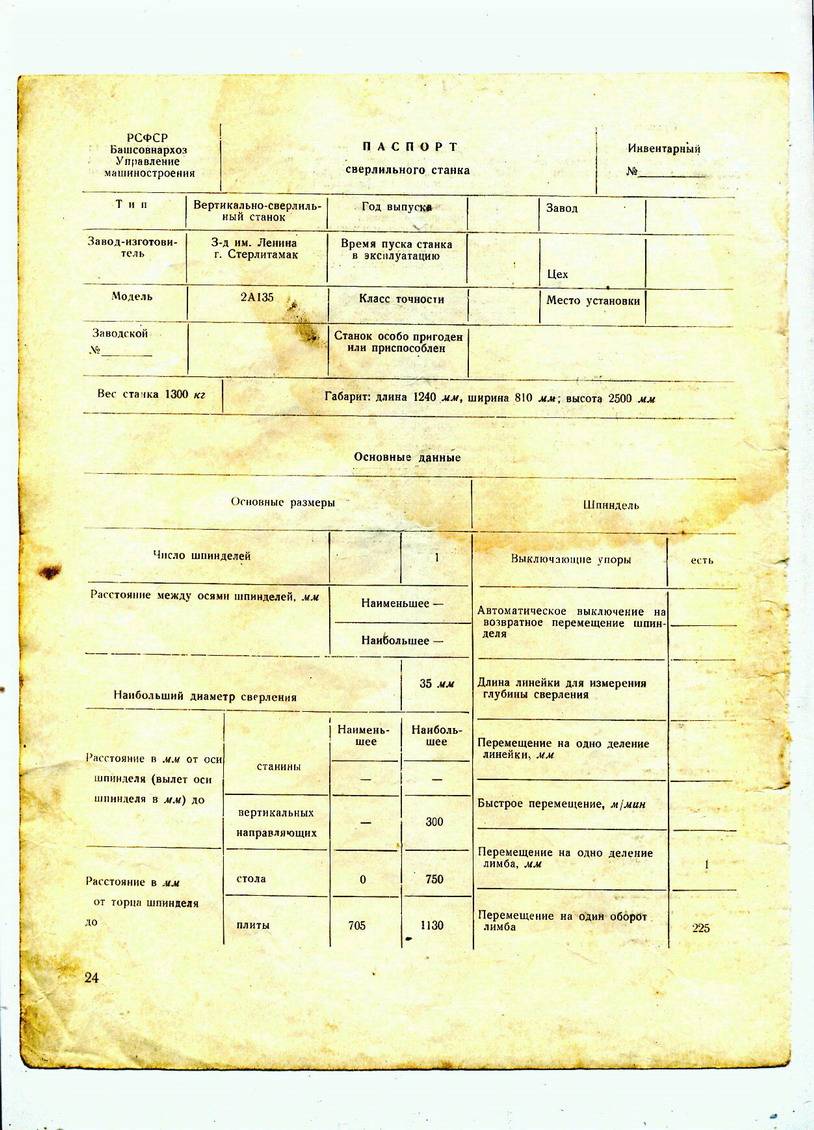
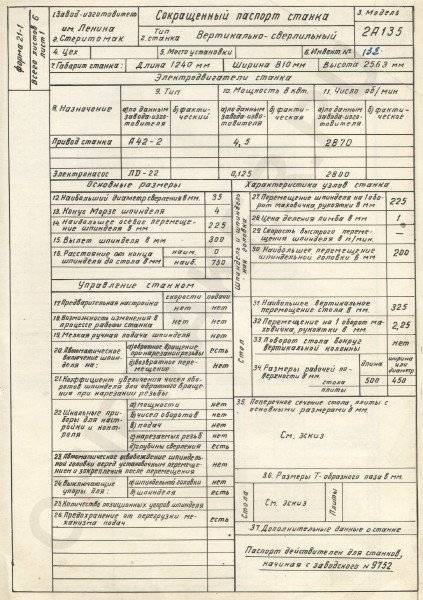
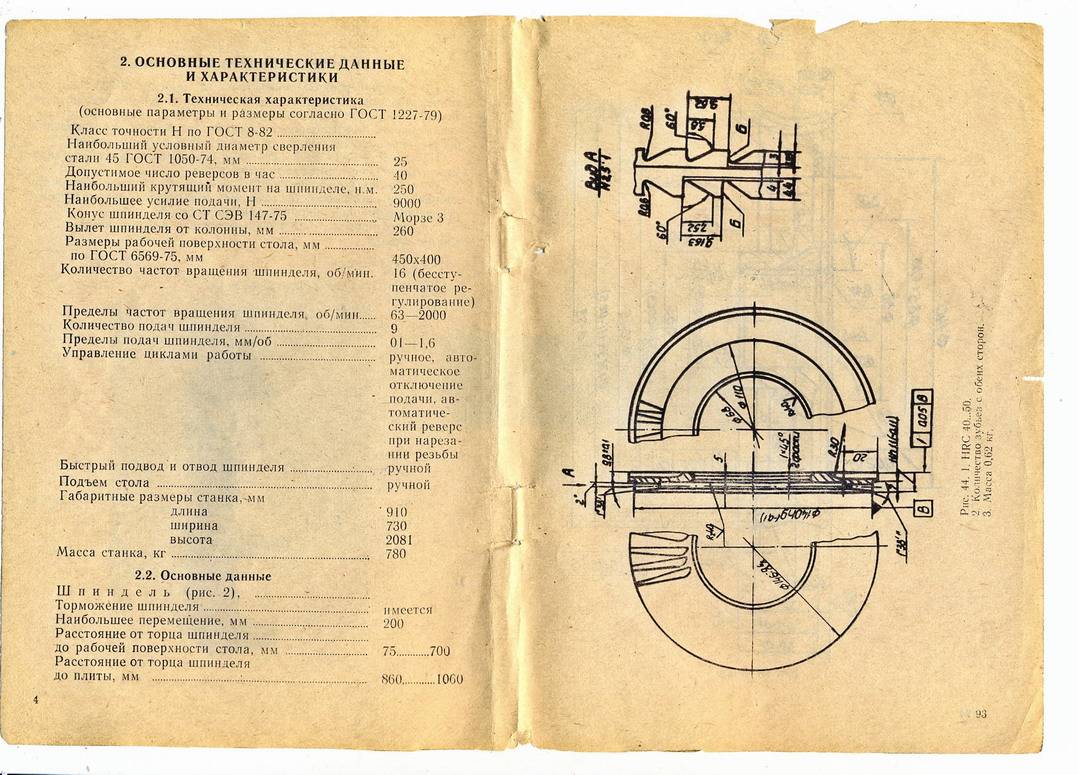
Паспорт 2А135 (Ø 35 мм) Универсальный вертикально-сверлильный станок (Стерлитамак)
Наименование издания: Описание и руководство по обслуживанию Выпуск издания: Стерлитамакский станкостроительный завод имени Ленина Год выпуска издания: 1960 Кол-во книг (папок): 1 Кол-во страниц: 31 Стоимость: Договорная Описание: Полный комплект документации
Описание станка:Паспорт станка 2а135 представляет собой пусть уже и довольно раритетное издание, но тем не менее востребованное в направлении работы и облуживания сверлильного станка этой модели. Не для кого не секрет, что 2А135 производился в своё время на предприятии под названием Стерлитамакский станкостроительной завод и являлся на тот момент обновлённой позицией оборудования, пришедшей на смену не менее известного на тот момент, но более устаревшего станка модели 2135. Представленный сверлильный станок, в своей обновлённой конфигурации уже бы более продуктивным в плане работы с металлом, универсальным и неприхотливым, что рекомендовало эту позицию в самые разнообразные промышленные предприятия с наиболее качественной подачи. И это не удивительно, ведь станок в новом конструкторском исполнении обзавёлся наиболее удобным способом его управления, что безусловно улучшило эргономические показатели единицы оборудования в целом. При этом станок замечательно работает с диаметром сверления в 35 миллиметров, что позволяет охватывать довольно широкий спектр возможностей по металлообработке, а это на самом деле немаловажный аспект для любого предприятия той или иной производственной направленности.
Непосредственно документация к станку обозначена как описание и руководство по эксплуатации, что содержит довольно много теоретической и конечно граничащей с ней практической информацией. Дело в том, что теория безусловно является ключевым фактором для понятия принципов работы на любой модели станочного оборудования, и эти моменты конечно понимали и учитывали разработчики станка, что представили в последующем в виде подробного издания. К тому же, переходя от эксплуатационной направленности к направленности, связанной с обслуживанием станочного оборудования, вот здесь необходимо руководствоваться уже не только теорией, но и практическим подходом к взаимодействию на сверлильном станке. А практика представляет собой наличие всех необходимых чертежей и схем, на основании которых возможен наиболее продуктивный вариант работы с позицией оборудования. И как раз, в представленном издании, конечно, присутствуют все необходимые для производственной деятельности составляющие. Это схемы, связанные как с механической, но так же электрической частью станка. Ведь, раздел электрооборудование является очень важным для работы с электрикой, что находится в электрошкафу, а моменты восстановления и даже ремонта способствуют детализированной информации на электросхеме.
При этом, в руководстве можно найти ряд чертежей, оказывающих влияние в направлении наиболее рациональной работы с механикой станка. Чертежи эти обладают как общими параметрами, так и более развёрнутыми, что обозначены как чертежи запасных деталей. В целом документация является копией с оригинала и была переведена нами в электронный формат, что обладает высоким разрешением и конечно возможностью читаемого результата при изучении этой технической литературы. По этой причине сверлильный станок паспорт скачать есть возможность из нашего электронного архива сразу после оплаты и поступления платежа на наш счёт. А мы с удовольствием окажем услугу в направлении предоставления той или иной интересующей документации, что есть в наличии в архиве компании. В том случае, если же рассматривать и такой важный момент как применение 2А135 в условиях производства, то на станке есть возможность обработки довольно небольших по размеру и весу деталей или заготовок связанных с металлической основной. А сам станок можно успешно и активно применять в условиях мелкосерийных производств, ремонтных, а так же инструментальных цехах самых разнообразных организаций, связанных с технологическими особенностями промышленного направления.
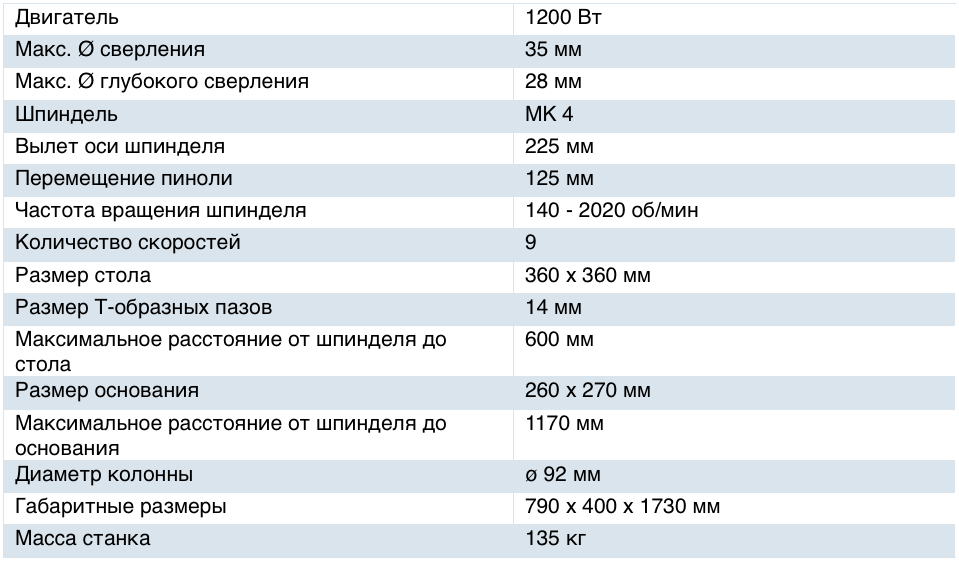
Технические характеристики станка 2н135
Характеристика | Значение |
Конус шпинделя | Морзе № 4 |
Наибольшее осевое перемещение шпинделя, мм | 250 |
Вылет шпинделя, мм | 300 |
Расстояние от конца шпинделя до стола, мм | 30–750 |
Частота вращения шпинделя, мин–1 | 31,5–1400 |
Число частот вращения шпинделя | 12 |
Подача, мм/об | 0,1–1,2 |
Число подач | 9 |
Мощность электродвигателя главного движения, кВт | 4,5 |
Частота вращения вала электродвигателя, мин–1 | 1450 |
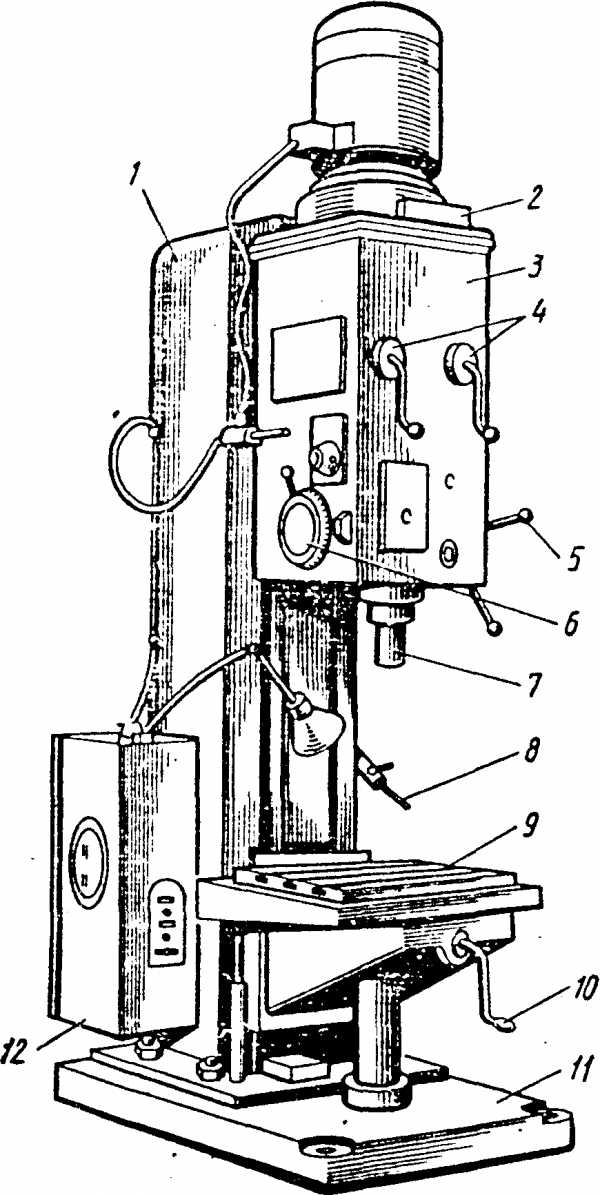
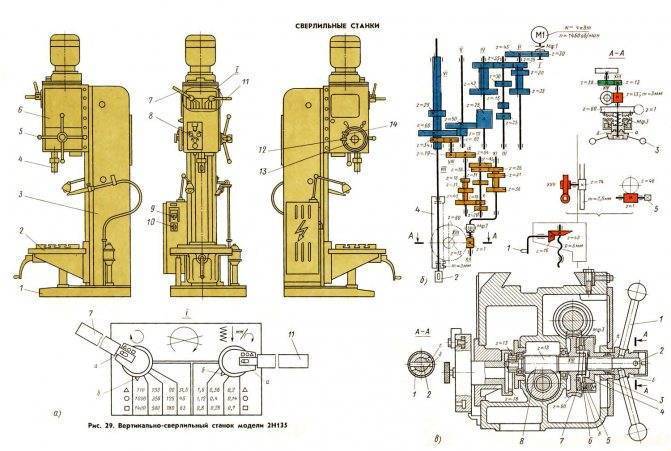
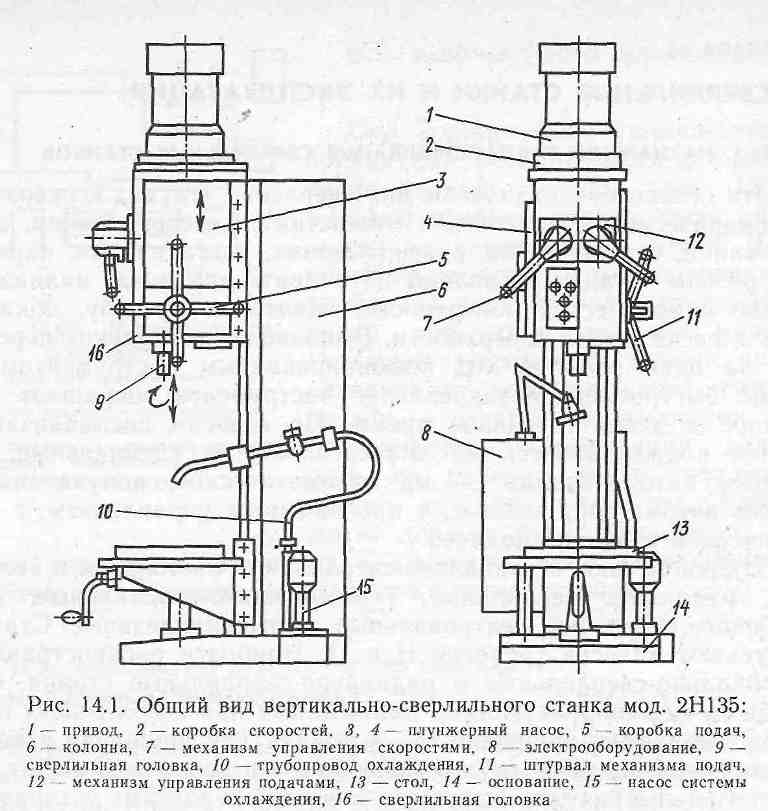
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135
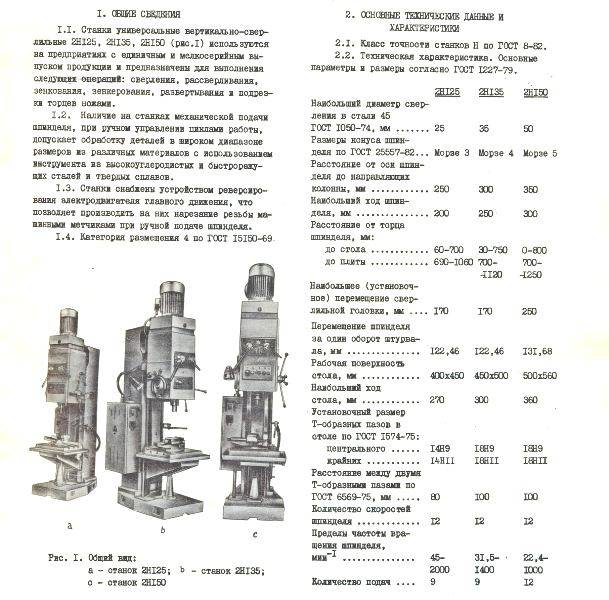

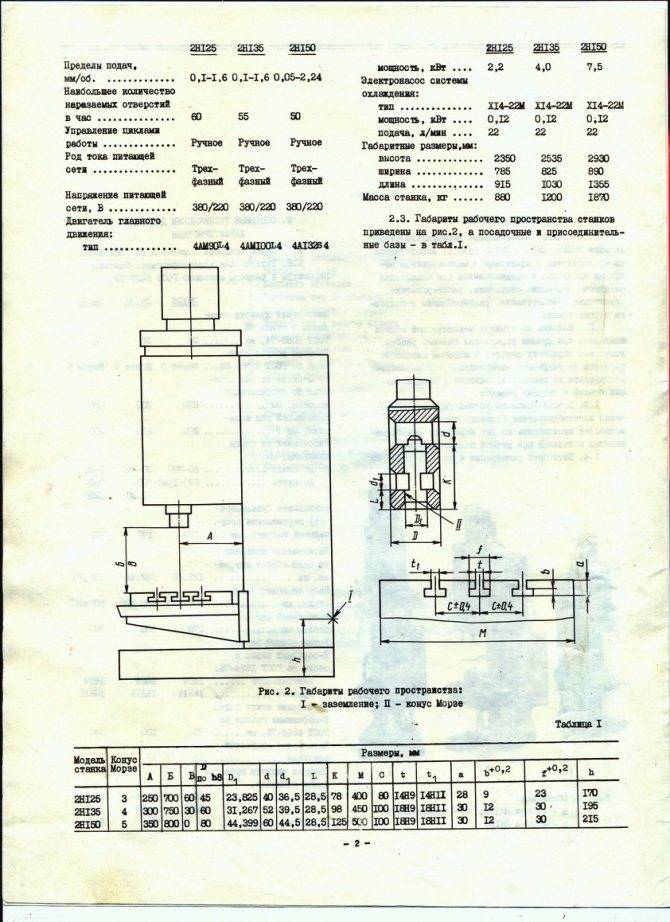
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
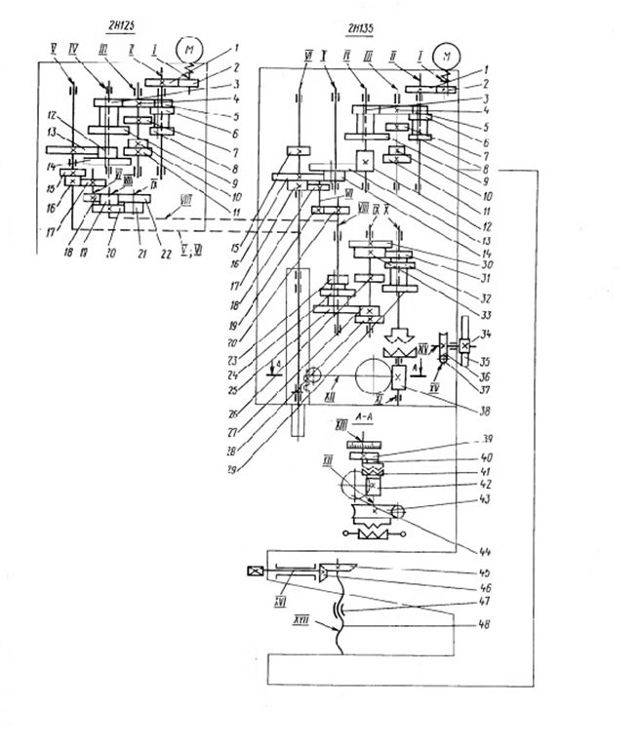
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 4,5 кВт; n = 1450 мин–1) через зубчатую передачу  и коробку скоростей.
и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
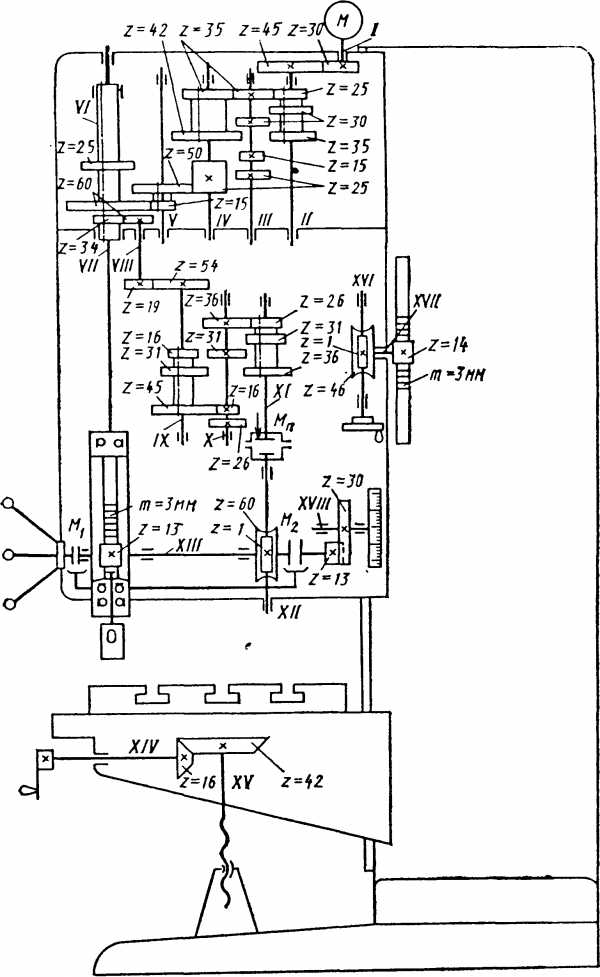
Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
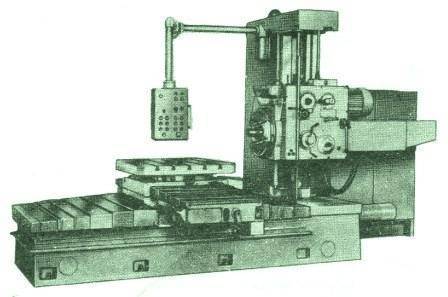
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Таблица 3.4
Технические характеристики станка 2м55
Характеристика | Значение |
Наибольший диаметр сверления, мм | 50 |
Конус шпинделя | Морзе № 5 |
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375–1600 |
Частота вращения шпинделя, мин–1 | 20–2000 |
Подача, мм/об | 0,056– 2,5 |
Мощность электродвигателя главного движения, кВт | 4 |
Масса, кг | 4700 |
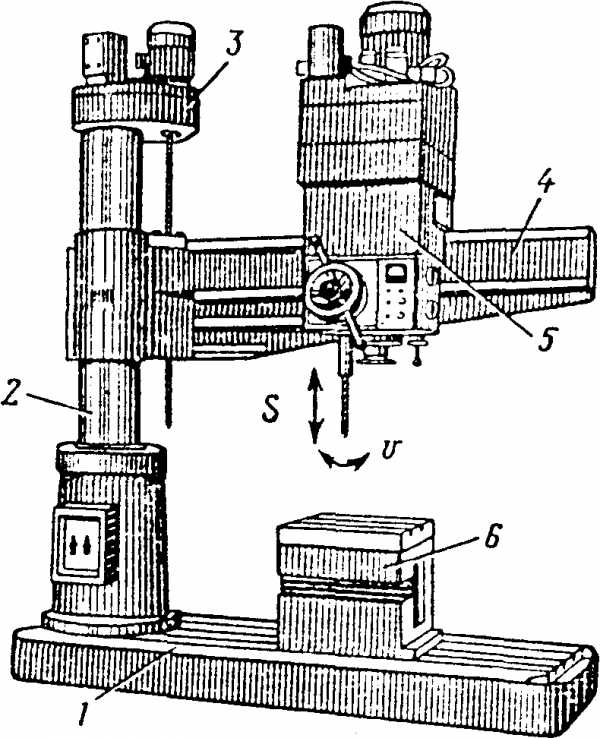
Рис. 3.9. Общий вид радиально-сверлильного станка 2М55
Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.




Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
Эксплуатация и ремонт
Эксплуатация аппарата начинается с его колонны, которая выполняет функцию его фиксации на поверхности пола. Колонна делается из чугуна. Рабочий стол, который крепится к колонне, вместе со сверлильной головкой перемещается при помощи ручного привода.
Перемещение происходит вдоль самой колонны. Плита, играющая роль основания, имеет внутреннюю полость, в которой располагается специальная жидкость для охлаждения. Там же устанавливается отстойник. В верхней части плиты-основания крепится электрическая насосная система, с помощью которой при работе станка происходит подвод охлаждающей жидкости к обрабатываемым изделиям.
Коробка подач устанавливается отдельно в специальном корпусе, расположенном в рабочей головке.
Вторая главная техника эксплуатации станка 2н135 включает в себя работу устройства подачи. В ее состав входят такие элементы:
- муфты в количестве 2 штук, одна из которых храповая, другая — обгонная;
- штурвал для управления;
- шестерня реечного типа, находящаяся на горизонтальном валу;
- червячная передача;
- лимба, имеющая деления.

Благодаря устройству подачи схема работ со станком подразумевает широкий диапазон действий:
- выключение, включение подачи;
- нарезание резьбы на самом изделии способом ручной подачи;
- отвод шпинделя вверх от обрабатываемого изделия;
- подвод обрабатывающего инструмента к изделию ручным способом;
- осуществление опережения подачи ручным способом.
Работа механизма заключается в следующем: кулачковая муфта приводится в движение вращающимся штурвалом. Затем муфта приводит в действие шестерню, которая соединена с рейкой, благодаря которой происходит подача шпинделя.
Все это выполняется в ручном режиме. Когда инструмент для обработки воздействует на изделие, то шестерня вращается. Возникает движение вдоль оси вала до момента, когда кулачки самой муфты не встанут напротив друг друга. В этот момент муфта делает поворот на 2000.
В тех случаях, когда проводился ремонт станка, необходима проверка его узлов
Важно следить за тем, чтобы на аппарате не присутствовали следы коррозии. После ремонтных работ агрегат проходит холостой ход, при этом режущий инструмент не устанавливается
При пробном пуске работа устройства сверяется с данными его технического паспорта.
Архив на станки
Станок универсальный горизонтально-расточной 2А614-1 предназначен для обработки корпусных деталей с точными отверстиями. связанными между собой точными межосевыми расстояниями.
Наибольшая масса обрабатываемых деталей 2000 кг.
Станок 2А614-1 в отличие от станка 2А615-1 оснащен встроенной планшайбой с радиальным суппортом.
Станки обладают большой универсальностью. На них можно производить сверление, растачивание, зенкерование и развертывание отверстий, фрезерование плоскостей и пазов, а также обтачивание торцов, растачивание отверстий и обработку кольцевых канавок радиальным суппортом планшайбы.
- Станок 2А614-1 по заказу потребителя может быть изготовлен с резьбонарезным устройством.
- Наличие механизированного зажима инструмента, жесткость, виброустойчивость, быстроходность и удобство управления станком позволяют вести на них точную производительную обработку с наименьшей затратой машинного и вспомогательного времени.
- Станки предназначены для работы в инструментальных и механических цехах.
Технические характеристики горизонтально-расточного станка 2А614-1
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станках. Для горизонтально-расточных станков основными характеристиками является:
- Размер рабочей поверхности стола
- Диаметр выдвижного шпинделя
- Наибольшее продольное перемещение шпинделя
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками координатно-расточного станка 2А614-1. Более подробно технические характеристики станка можно посмотреть в паспорте станка 2А614-1 расположенном ниже.
| Наименование параметров | Ед.изм. | Величины |
| Класс точности станка по ГОСТ 8-77 | Н | |
| Диаметр выдвижного шпинделя | мм | 80 |
| Конец выдвижного шпинделя с конусом для крепления инструмента | 40АТ5, Морзе 5 | |
| Размеры встроенного поворотного стола (Д х Ш) | мм | 1000×1000 |
| Вертикальное перемещение шпиндельной бабки | мм | 800 |
| Продольное перемещение выдвижного шпинделя | мм | 500 |
| Продольное перемещение встроенного поворотного стола | мм | 1000 |
| Поперечное перемещение встроенного поворотного стола | мм | 1000 |
| Радиальное перемещение суппорта встроенной планшайбы | мм | 125 |
| Частота вращения выдвижного шпинделя | об/мин | 20…1600 |
| Частота вращения планшайбы | об/мин | 6,3…200 |
| Пределы подач рабочих органов | мм/об | 0,02…8 |
| Пределы подач выдвижного шпинделя, шпиндельной бабки, стола в обоих направл. | мм/мин | 1,26…2000 |
| Пределы подач суппорта встроенной планшайбы | мм/мин | 0,5…800 |
| Скорость быстрых установочных перемещений шпинделя выдвижного, бабки, стола | мм/мин | 5000 |
| Скорость быстрых установочных перемещений суппорта встроенной планшайбы | мм/мин | 2000 |
| Наибольший допустимый крутящий момент на выдвижном шпинделе | Нм | 865 |
| Наибольший допустимый крутящий момент на строенной планшайбе | Нм | 1300 |
| Наибольшее допустимое усилие подачи шпинделя | кН | 7,5 |
| Наибольшее допустимое усилие подачи стола | кН | 10 |
| Наибольшая масса обрабатываемого изделия | кг | 2000 |
| Габаритные размеры станков без приставного оборудования (ДхШхВ) | мм | 4518х2590х2585 |
| Масса станков без электрооборудования и принадлежностей | кг | 8500 |
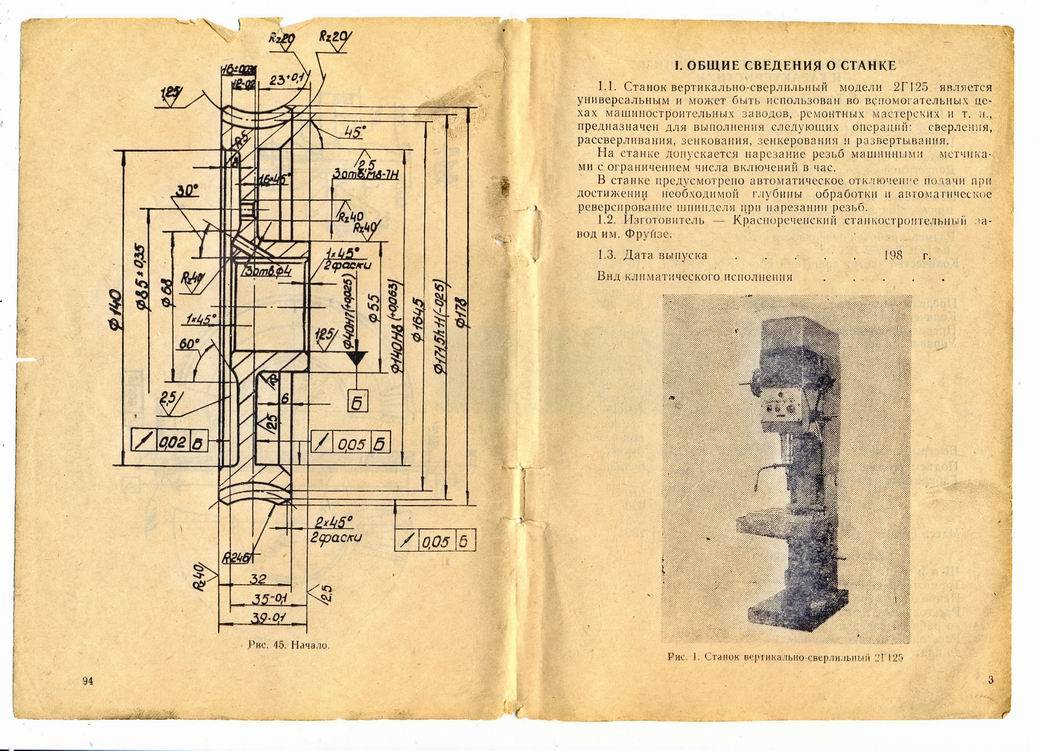
Шпиндель в сборе вертикально-сверлильного станка 2Н135
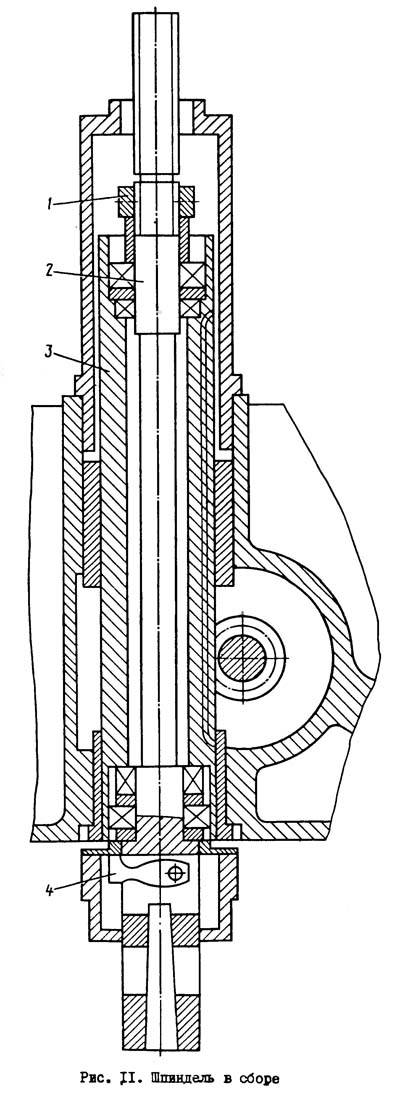
Чертеж шпинделя в сборе сверлильного станка 2Н135
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента – верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
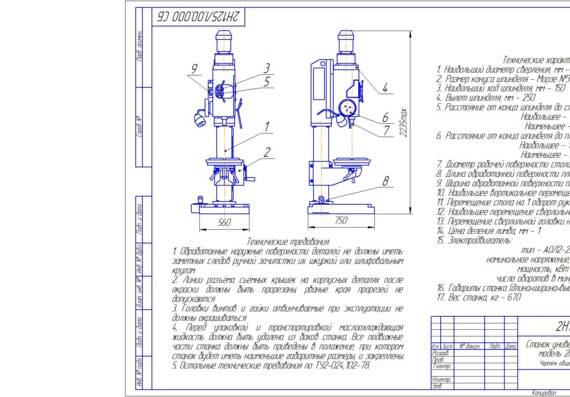
Универсальный вертикально-сверлильный станок 2С132
Сверлильный станок 2С132 (SB50) предназначен для сверления, зенкерования, развёртывания отверстий, нарезания разных резьб в заготовках из различных конструкционных материалов.
Расшифровка станка:
- 2 — сверлильная группа
- С — модернизация
- 132 — максимальный диаметр сверления.
Основные составляющие элементы станка: привод, система охлаждения, сверлильная головка, электрическая схема, шпиндельная бабка, плита, коробки подач и скоростей, а также механизм их управления.
Вертикально-сверлильный станок оснащен подъёмным столом и фундаментной плитой. Наличие стола откидного типа позволяет обрабатывать детали больших размеров и расширяет возможности при применении различных приспособлений и инструментов. Плавающий стол используется для обработки деталей по копиру или разметке.
Реверсирование электродвигателя главного движения позволяет производить нарезание резьбы машинными метчиками.
Станок 2С132 обладает следующими основными конструктивными особенностями:
- имеется устройство для контроля глубины сверления;
- рабочий стол оснащен механизмом для регулировки высоты;
- электрическое оборудование встроено в колонну;
- подача СОЖ осуществляется из бака, который встроен в основание станка;
- корпус из литых чугунных деталей повышенной жесткости.
Класс точности 2С132 Н (нормальная точность) по ГОСТ 8-82Е. Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Комплектация станка дополнительными приспособлениями и инструментами расширяют технологические возможности.
Применяется в промышленном производстве, на малых предприятиях и в мастерских.Технические характеристики 2С132
| параметр | значение |
| Основные параметры | |
| Диапазон сверления в стали, мм | 3-32 (50)** |
| Диапазон нарезаемой резьбы | M3-M33 |
| Установочное перемещение сверлильной головки, мм. | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Рабочий стол | |
| Размер рабочей поверхности стола, мм | 500х500 |
| Количество Т-образных пазов | 3 |
| Ширина направляющего паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъём стола, мм | 300 |
| Шпиндель | |
| Расстояние от оси шпинделя до колоны, мм | 300 |
| Конус шпинделя | Moрзе 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | 12 (15)* |
| Частоты вращения шпинделя, об/мин | 31,5…1400 (2000, 4000)* |
| Крутящий момент, не более, Нм | 400 |
| Осевое усилие на шпинделе, не более, Н | 15000 |
| Количество механических подач пиноли шпинделя | 9 |
| Диапазон механических подач пиноли шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Электрооборудование | |
| Мощность двигателя главного движения, кВт | 4 |
| Габариты, масса | |
| Масса, кг (с упаковкой) | 1500 |
| Масса, кг (без упаковкой) | 1200 |
| Габаритные размеры, мм (с упаковкой) | 1350x1100x2370 |
| Габаритные размеры, мм (без упаковкой) | 870x1110x2700 |
* опция ** при минимальных подачах и оборотах
Комплект поставки станка 2С132
- клинья к инструменту;
- втулки переходные;
- лампа КМ24-90;
- шприц под масленку;
- масленка;
- ключ к электрическому шкафу;
- рукоятка для подъема стола;
- вставки плавкие;
- пробки транспортные.
Расположение составных частей 2с132.
- Привод
- Коробка скоростей
- Насос плунжерный
- Коробка подач
- Основание
- Механизм управления скоростями и подачами
- Шпиндель
- Электрооборудование
- Сверлильная головка
- Система охлаждения
- Ограждение зоны резания
Эскизы шпинделя и подъемного стола 2С132
Габариты рабочего пространства 2с132
Видео. Работа станка 2С132
Достоинства и недостатки
На протяжении 50-ти лет вертикально-сверлильные станки 2А135 работают в цехах предприятий и в мастерских. Этому способствует заложенный советскими конструкторами запас прочности. Современные модели требуют дорогого ремонта уже по истечении 5-и лет активного использования.
К достоинствам следует отнести:
- Длительный срок эксплуатирования.
- Стоимость. Покупка бывшего в употреблении оборудования, по сравнению с современными аналогами, стоит гораздо дешевле. При поломке стоимость деталей и их изготовление не высока. Доступные и недорогие материалы.
- Простое управление. Отсутствие электронной начинки позволяет работать на станке после вводного курса обучения.