Параметры резьбы и ее разновидности
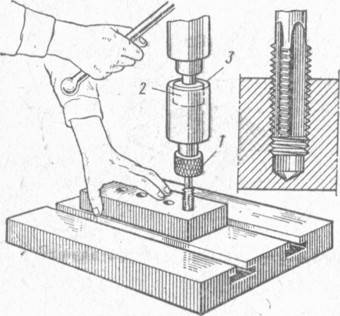
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу;
в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко;
важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы);
по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки;
уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии);
по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок);
назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм;
D – наружный диаметр резьбы на гайке, мм;
d₂ – значение среднего диаметра на болте, мм;
D₂ – размер среднего диаметра гайки, мм;
D₁ – диаметр гайки внутри канавок, мм;
d₁ – диаметр болта по внутренней поверхности винтовой линии, мм;
D₁ – минимальный диаметр канавки на гайках, мм;
d₃ – минимальный диаметр болта по канавкам, мм;
Р – резьбовой шаг, мм;
Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов;
G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная;
Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий;
Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции;
Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике;
S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение;
BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии;
NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
Основные типы резьбы по ГОСТ и отраслевым стандартам
Нарезание резьбы резцами
Широко распространенным элементом деталей машин является наружная и внутренняя резьбы В машиностроении применяются крепежные резьбы с треугольным профилем, ходовые с прямоугольным и трапецеидальным профилем и конические резьбы.
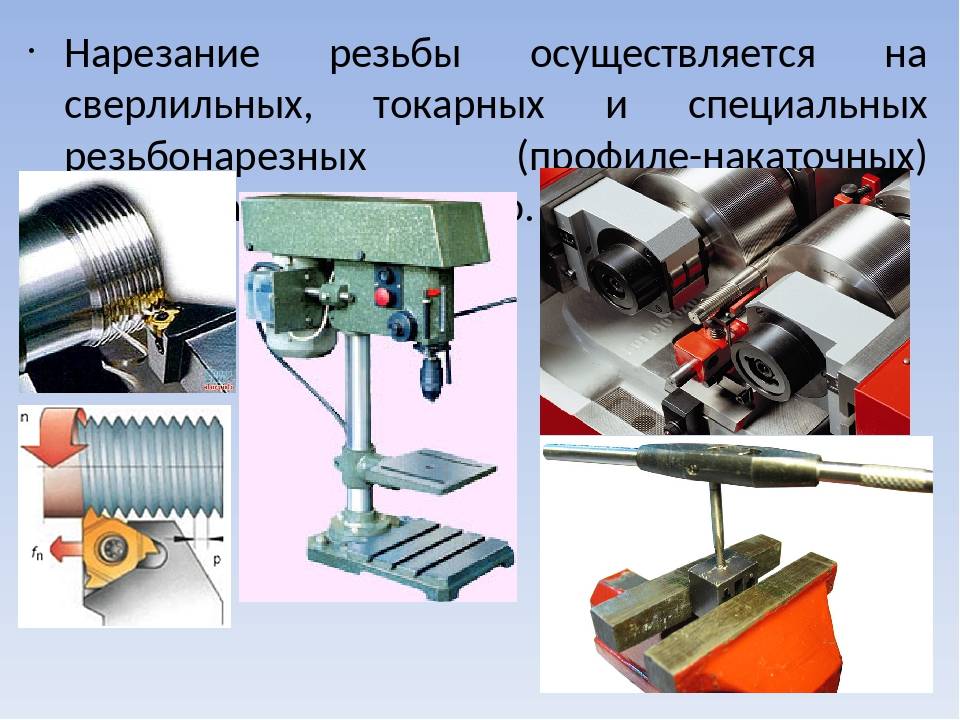
Нарезание резьбы производится резцами (неподвижными и вращающимися), гребенками, плашками, резьбонарезными головками, резьбовыми фрезами и метчиками, отделочная обработка резьбы – шлифовальными кругами. Широко применяется изготовление резьбы методом пластической деформации – накатывания плашками и роликами.
Нарезание резьбы резцами
Нарезание резьбы резцами производится на токарно-винторезных станках.
Деталь, установленная в патроне или центрах, вращается, а резец, закрепленный в резцедержателе, перемещается вдоль образующей резьбы, причем эти движения строго согласованы: за один оборот детали резец перемещается на величину шага резьбы.
Движение суппорта при нарезании резьбы передается от ходового винта, который через коробку передач соединен со шпинделем (передаточное отношение равно отношению шага нарезаемой резьбы к шагу ходового винта).
|
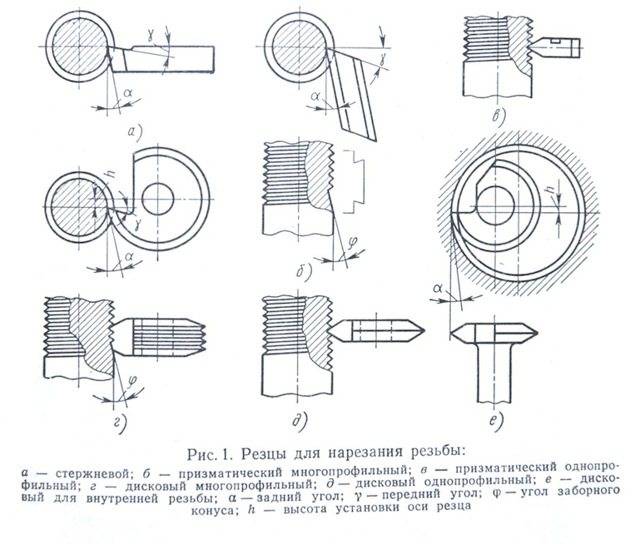
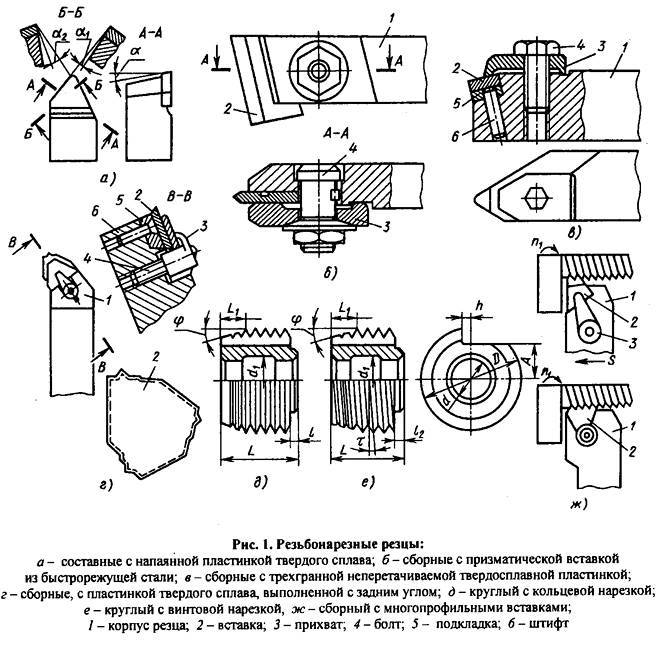
Применяются плоские, тангенциальные и дисковые однопрофильные или многопрофильные (гребенки) резцы (рисунок 1). Профиль резца соответствует профилю впадины резьбы.
Для предотвращения искажения профиля резьбы обычно затачивают с передним углом, равным нулю, и устанавливают так, чтобы передняя грань находилась на высоте центров.
Подача резца производится двумя способами: перпендикулярно оси детали (рисунок 2 а), причем резец работает всем профилем, и параллельно образующей резьбы (рисунок 2б); в этом случае резец работает одной режущей кромкой.
При нарезании резьбы с крупным шагом предварительную обработку производят прорезным резцом с углом профиля, отличающимся от угла профиля резьбы на 5-10?. На токарных станках производят нарезание резьбы на длинных деталях или в тех случаях, когда резьба должна быть строго концентрична с другими поверхностями, обрабатываемыми в этой же установке.
Производительность труда при этом невысокая, так как нарезание производится в пять-десять и более проходов, много времени затрачивается на обратный ход и установку резца на размер. Кроме того, эта работа выполняется рабочими высокой квалификации и требует напряженного внимания, особенно при нарезании внутренней резьбы.
Патрон сверлильный
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.






При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
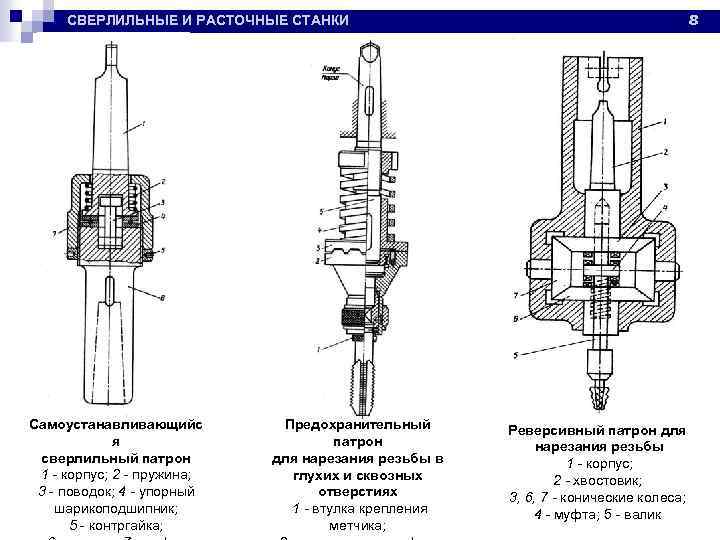
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.
Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
Перед сверлением отметьте керном центр будущего отверстия.
При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм
Для высокоточного сверления используйте прецизионные патроны.
Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.
Параметры соединения
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный — 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
Как нарезать резьбу в отверстии, используя магнитный сверлильный станок
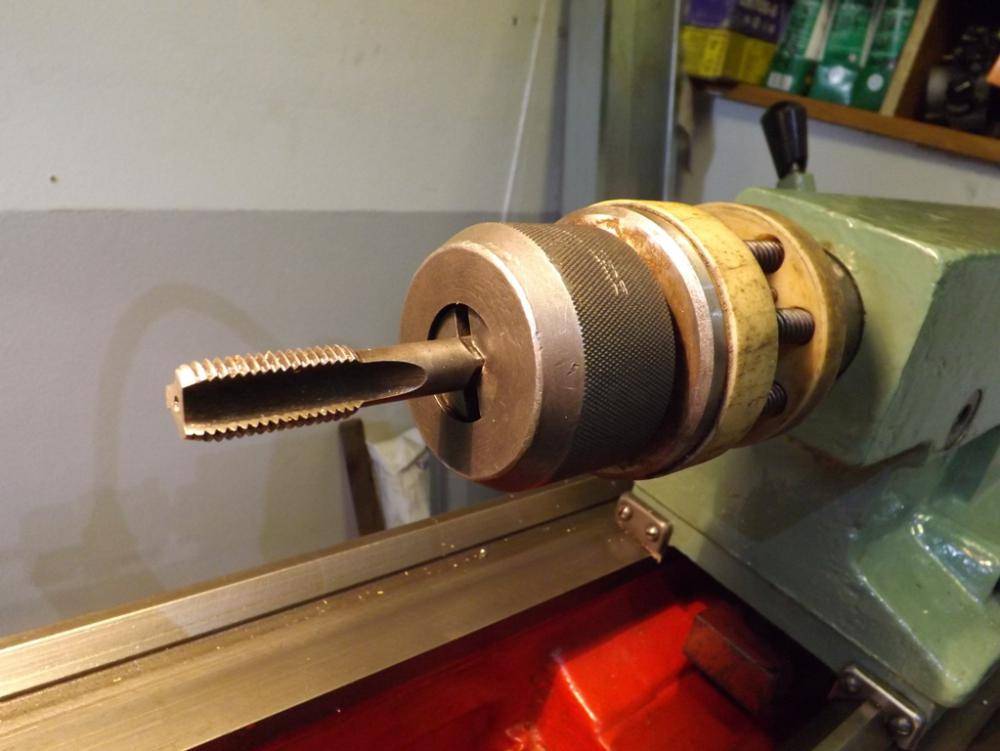
Для нарезания резьбы в отверстии магнитным сверлильным станком используются метчики и резьбонарезной патрон, или держатель метчика. Мы рекомендуем использовать специальный резьбонарезной патрон с предохранительными головками, потому как при нарезании резьбы есть риск поломки метчика в заготовке и выхода из строя оборудования от возникшей нагрузки. В процессе нарезания резьбы в резьбонарезном патроне идет ограничение крутящего момента и срабатывает предохранительный механизм при заклинивании метчика.
Метчики

Метчик – это резьбонарезной металлорежущий инструмент. Для нарезания резьбы в отверстиях с помощью магнитных сверлильных станков вы можете использовать метчики:
- машинно-ручные, они же однопроходные, то есть резьба нарезается с первого раза;
- ручные, состоящие из комплекта 2 или 3 шт. Первый номер в комплекте необходим для черновой, а последний — для чистовой нарезки резьбы.
В зависимости от обрабатываемой детали на метчике, форма канавок
может быть прямой или винтовой и с укороченными канавками,расположение зубьев по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут. Метчики для глухих отверстий имеют спиральные канавки, что позволяет легко выводить стружку наверх. У метчика для сквозных отверстий прямая канавка.
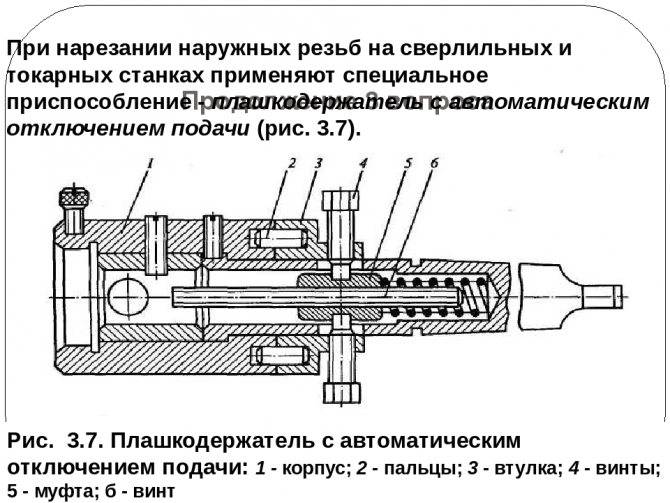
Резьбонарезной патрон

Резьбонарезной патрон предназначен для нарезания резьбы метчиком.
Состоит собственно из патрона, с коническим хвостовиком и набора предохранительных резьбонарезных головок, настроенных под необходимое усилие нарезаемой резьбы. Учтите конусность станка при подборе патрона. Резьбонарезной патрон имеет компенсацию по длине инструмента, те нет необходимости давить на метчик при работе. Метчик в патроне надежно фиксируется и легко устанавливается.
Патрон предполагает систему защиты от перегрузок и осевую компенсацию шага резьбы. При увеличении крутящего момента метчик останавливается, патрон прокручивается.
Из плюсов резьбонарезного патрона выделим следующие:
- быстрота смены метчика вместе с предохранительной головкой,
- защита от поломки и метчика и двигателя магнитного станка,
- нарезать резьбу может мастер, не имеющий высокой квалификации.
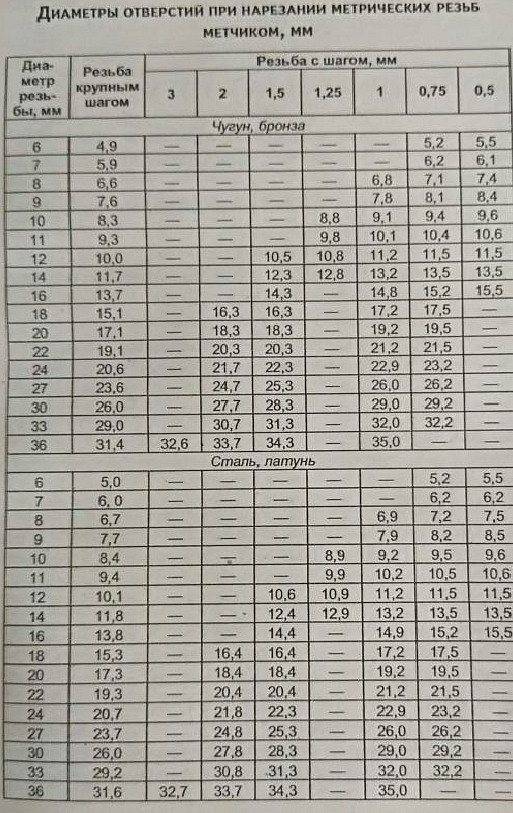
Соответствие диаметра отверстия необходимой резьбе
Для того, чтобы просверлить правильный диаметр отверстия под нужную резьбу, воспользуйтесь сводными таблицами. Ниже приводим стандартную таблицу соответствия метчиков и диаметров отверстий для внутренней метрической резьбы.
Реверсивный станок на магнитном основании AT-S SU-48R
Оснащен электронным реверсом, который позволяет нарезать резьбу и в глухих, и в сквозных отверстиях.
Магнитные сверлильные станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Для нарезания резьбы в сквозных отверстиях вы можете использовать любые магнитные сверлильные станки. Для глухих отверстий нужна опция реверса.
Многофункциональный магнитный станок SU-48R промышленного назначения отличается особыми преимуществами:
- наличие реверса,
- двухскоростной привод со шпинделем Конус Морзе 2,
- малый размер,
- легкий вес,
- высокая эффективность,
- плавная регулировка скорости.
Помимо этого мощный двигатель поддерживает постоянную мощность, имеет механизм плавного пуска, электронное ступенчатое управление скоростью и систему предохранения от перегрузки.
Редуктор привода станка имеет масляную ванну, что обеспечивает лучшую смазку, своевременное охлаждение и увеличивает срок службы станка. Пониженная передача и наличие реверса позволяют нарезать с помощью станка резьбу в сквозных и глухих отверстиях. Станок может выполнять несколько функций: сверление корончатыми и спиральными сверлами, резьбонарезание в глухих и сквозных отверстиях и снятие фаски отверстия зенкером. Особые положительные отзывы в условиях пониженной t °C.






Подробнее о станке
Нарезание резьбы в отверстии
- используйте низкие обороты,
- старайтесь вводить метчик в металл плавно и постепенно, после закрепления метчика в отверстии нарезание продолжится постепенно за счет компенсации в резьбонарезном патроне;
- глухая резьба выполняется только на станках с реверсивным ходом. После прохода метчиком глухого или сквозного отверстия, включите реверс и выведите метчик,
- после исполнения резьбы в сквозном отверстии на безреверсивном станке извлеките метчик и затем поднимите привод.
- ВСЕГДА: используйте охлаждающие и смазывающие средства.

Технология и приемы нарезания резьбы вручную
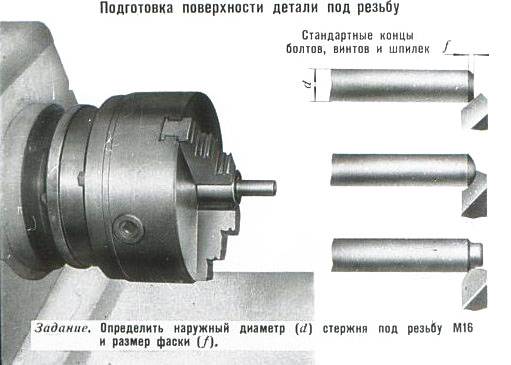
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
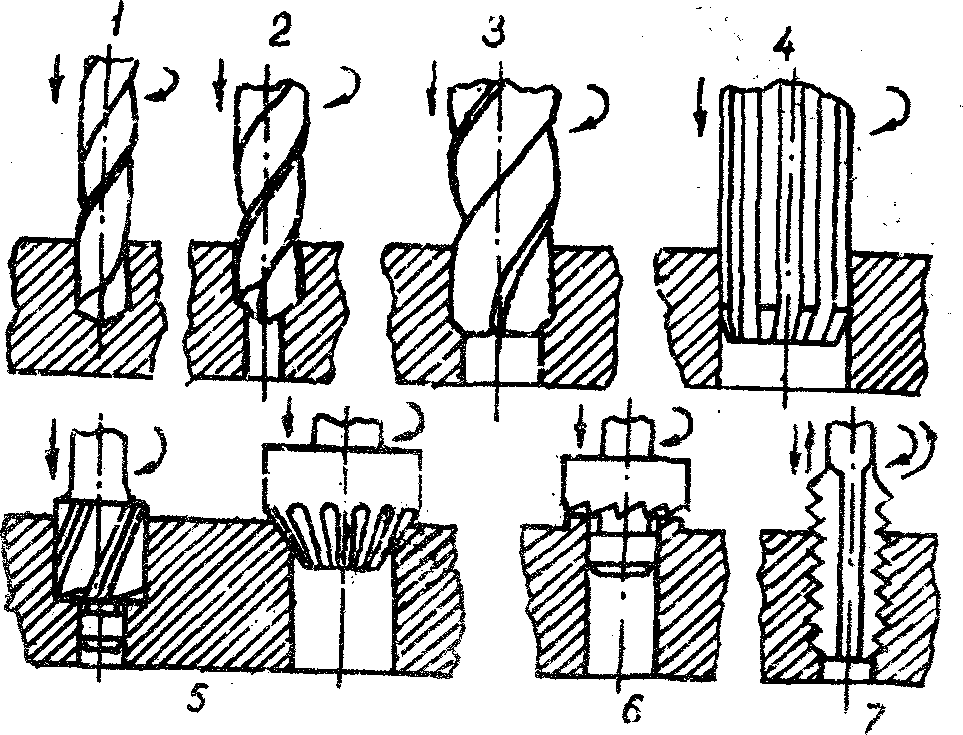
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 13 647
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие :
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Контроль качества нарезания резьбы
Станочник проверяет первую деталь на соответствие чертежу. Простейшее контрольное приспособление — шаблон. Для ходовых метрических и дюймовых типов резьбы шаблоны сгруппированы в набор. На просвет при наложении на деталь видны несоответствия профиля.








Калибром (в комплекте проходной и непроходной) комплексно оцениваются параметры профиля. Редкие виды специальной резьбы, изготовленные в единичном экземпляре, проверяются по ответной детали.
Создание внутренней и наружной возможно выполнить вручную. Остальные режутся только на станке с использованием резьбонарезного резца необходимого профиля.
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
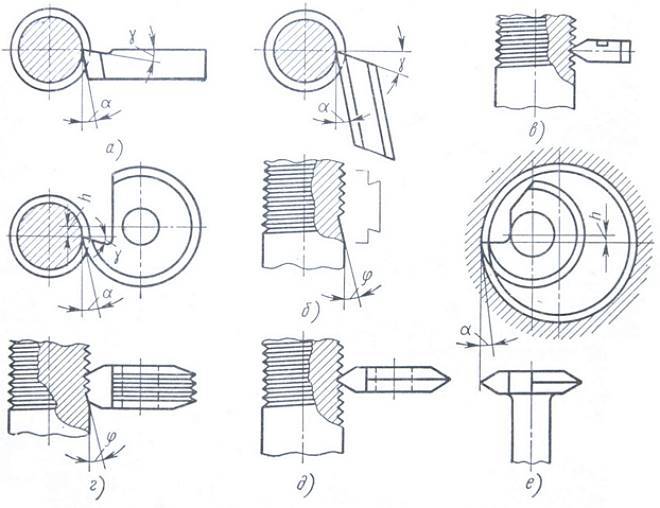
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Резьбонарезные резцы