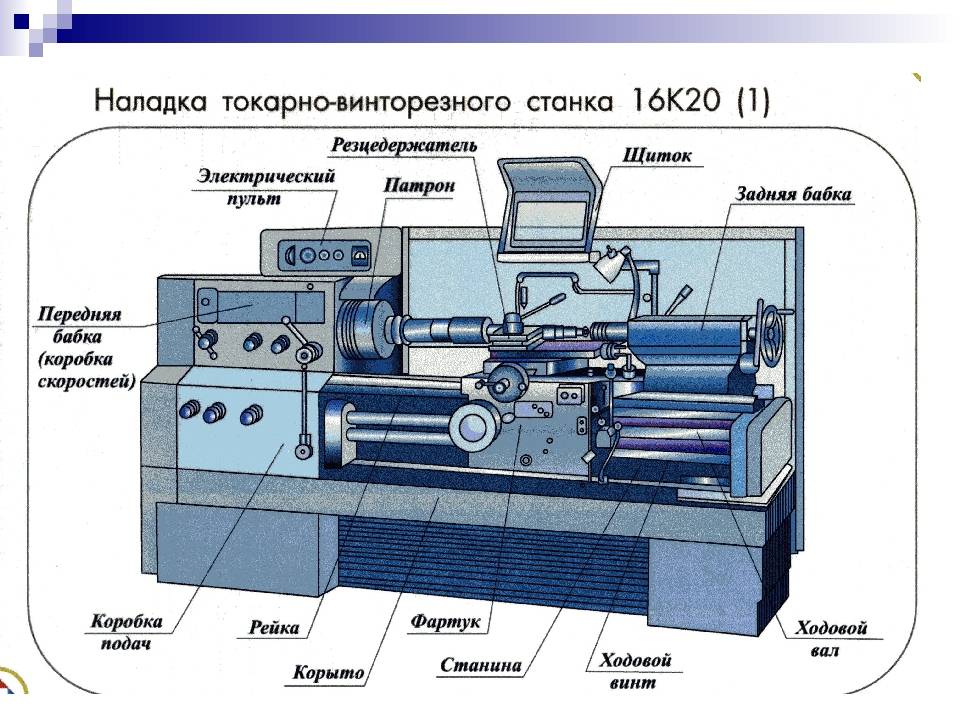
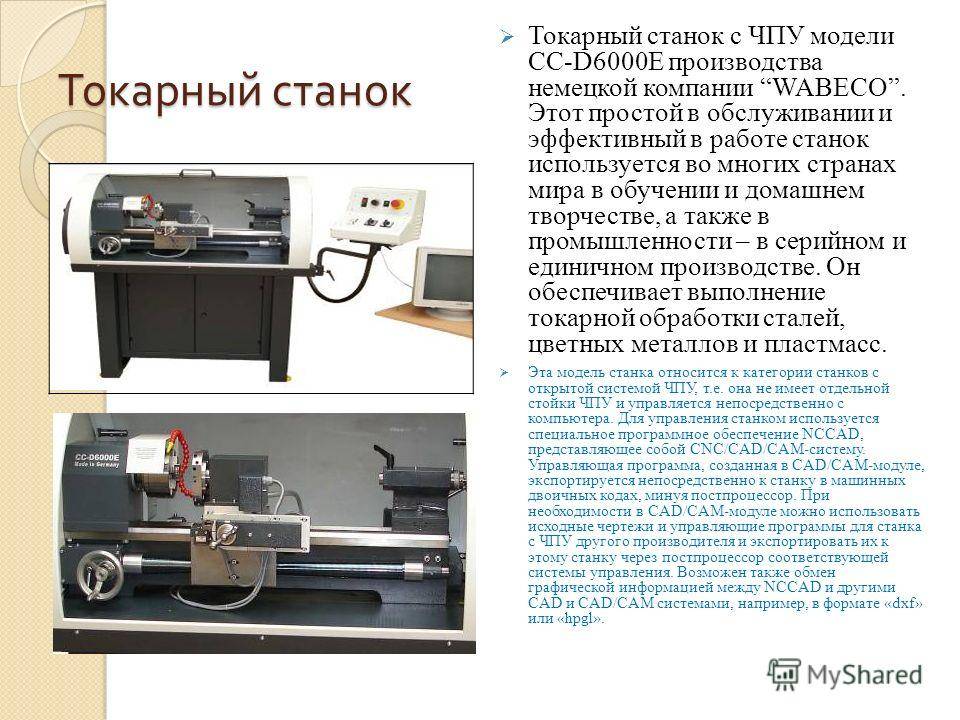
Типы токарных станков
Токарные станки, широкий ассортимент которых предлагает компания Союзпромкомплект, относятся к первой категории оборудования. Это значит, что они предназначены для обработки металлических заготовок различными способами. В связи с этим различают следующие типы токарных станков:
- Одношпиндельные автоматы и полуавтоматы;
- Многошпиндельные автоматические и полуавтоматические агрегаты;
- Револьверные станки;
- Отрезные модели;
- Карусельные станки;
- Лобовые агрегаты и винторезное оборудование;
- Многорезцовые и полировальные модели станков;
- Обычные и автоматические специализированные станки;
- Агрегаты специального назначения.
Обзор современных моделей станков токарной группы с ЧПУ
По сравнению с более старыми моделями современные токарные станки стали более простыми в использовании, стали выполнять гораздо больше функций. Работа таких станков стала быстрее и лучше, предоставляя лучшее качество и меньшее количество бракованных изделий.
Таким образом, можно сказать, что за токарными станками с числовым программным управлением будущее. Благодаря ему количество брака вследствие недоработок человека стал практически нулевым, притом, что рабочие места никто не потерял — просто теперь специалисты, которые раньше работали на станках, теперь за работой этих станков следят, исправляя поломки и давая им новые программы.
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
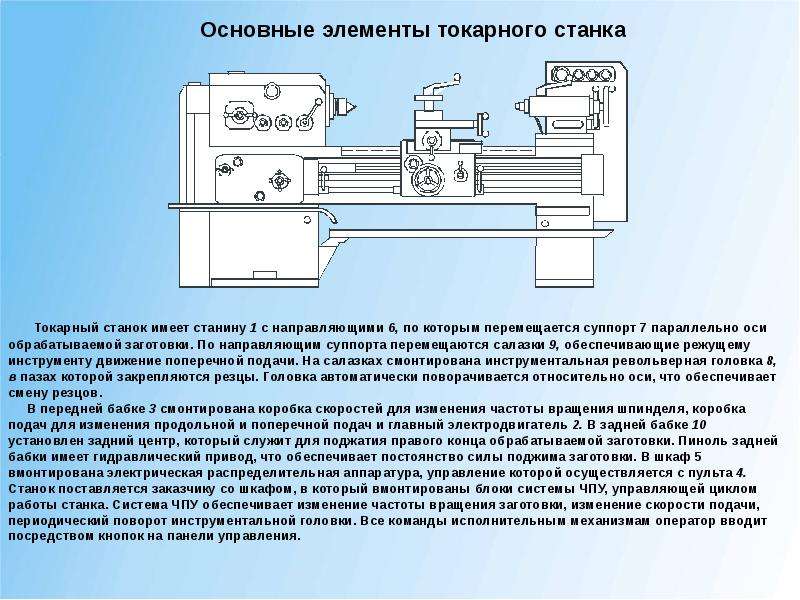
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.

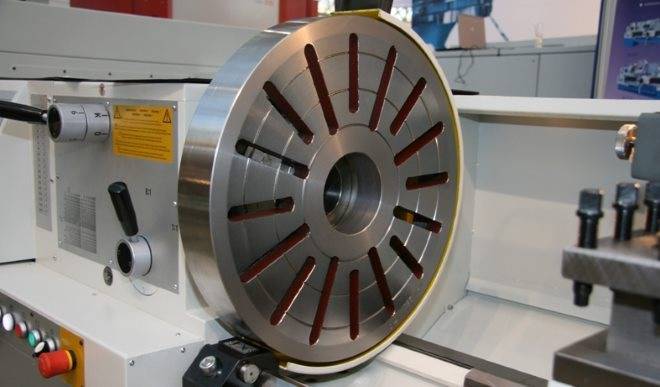
Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Что такое станки с ЧПУ
Название это присвоено оборудованию, операции на котором производятся под контролем особого компьютерного узла с ПО. Перед началом выполнения работ по изготовлению детали оператор просто задает станку программу с указанием необходимых размеров, скорости обработки и т. д. Чаще всего такое оборудование используется на производстве и представляет собой целые технологические линии. Работать запрограммированные станки могут в том числе и в ночное время, а также в выходные под руководством всего лишь одного оператора. Узел частичного программного управления в таком оборудовании подключается к электродвигателю, отвечающему за функционирование рабочего органа.

В последнее время производители токарного оборудования начали выпускать модели, предназначенные в том числе и для использования в быту. Такие станки действительно очень удобны и производительны, но стоят дороже обычных.
Устройство оборудования
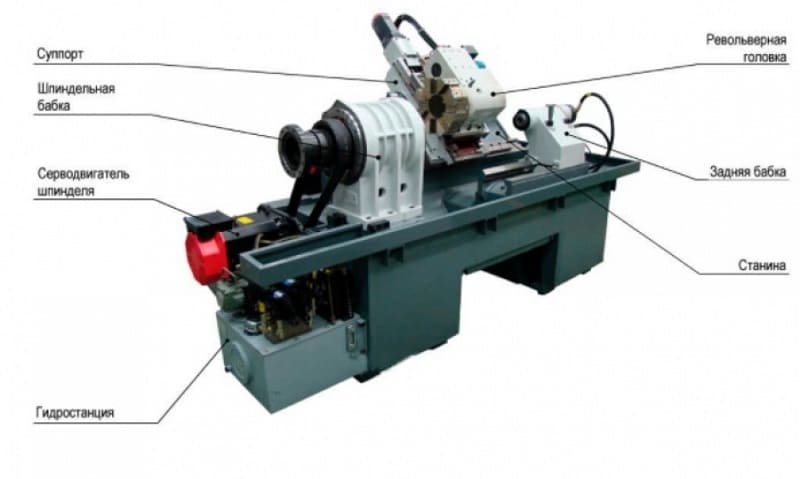
Токарный автомат, как и другое промышленное оборудование, состоит из нескольких узлов. Все они связаны между собой дополнительными механизмами и элементами (ремни, провода, шестерни, валы). Обработка заготовки происходит при помощи шпинделя и зажима для детали (суппорта). Станки, оборудованные системой ЧПУ, имеют такую конструкцию:
- Основанием для расположения остальные деталей является литая станина. На ней закрепляются направляющие для движения передней бабки.
- Подвижная бабка, на которой закрепляется полый шпиндель и цанговый зажим.
- Неподвижные суппорта для закрепления резцов.
- Устройство, через которые подаются прутковые заготовки.
В современных станках присутствуют дополнительные элементы:
- магазин заготовок;
- охлаждающая система;
- модернизированная система управления;
- механизм для стружкоудаления;
- конвейер, по которому перемещаются готовые заготовки.
К дополнительным элементам относятся защитные щитки, подсветка, револьверная головка для выполнения дополнительных операций с заготовками. Это может быть сверление, точение, фрезерование и нарезание резьбы.
Особенности программирования станков
Чтобы использование токарных станков, оснащенных системой ЧПУ, было максимально эффективным, необходимо тщательно разработать технологический процесс обработки, а также составить программу, которая будет управлять работой оборудования. При решении этих вопросов надо учитывать ряд важных параметров: необходимость увязки систем координат оборудования, расположения на нем обрабатываемой заготовки и исходного положения рабочего инструмента с его дальнейшими перемещениями, которые он должен автоматически совершать в процессе работы.

Принцип числового программного управления токарным станком
При составлении программы для такого станка принимают во внимание, что рабочий инструмент перемещается по координатным осям обрабатываемой детали, которая находится в неподвижном состоянии
Что важно, он перемещается в прямолинейном направлении по осям, параллельным осям обрабатываемой заготовки
При составлении такой программы придерживаются следующего алгоритма.
- Технологический процесс делится на три этапа: черновая, чистовая и отделочная обработка. Чтобы повысить производительность выполнения работ и снизить их трудоемкость, черновые и чистовые операции стараются объединить.
- Чтобы минимизировать погрешности фиксации и базирования обрабатываемой детали, ее технологические и конструкторские базы совмещают по определенным правилам.
- Полную обточку детали желательно выполнить с минимальным количеством ее установок.
- Необходимо придерживаться рационального подхода к вопросам обработки заготовок. Это предполагает, к примеру, обточку частей цилиндрических и конических заготовок с небольшой жесткостью только после того, как выполнена обработка их участков, отличающихся достаточной жесткостью.
В технологическом процессе, который предполагает использование для обработки токарных станков, оснащенных ЧПУ, под отдельной операцией понимается обработка, выполняемая на одном станке. При этом такие операции могут разделяться на отдельные переходы, подразделяемые на самостоятельные проходы.
Существуют определенные правила разработки программ последовательности работы с обрабатываемой заготовкой, придерживаясь которых можно обеспечить высокое качество готового изделия. В соответствии с этими правилами, в компьютерной программе для токарного станка задаются следующие параметры: число переходов и проходов, общее количество установок, вид обработки, которой подвергают заготовку, количество режущих элементов и их типоразмеры. Если технические возможности оборудования позволяют, то желательно все инструменты, участвующие в работе, помещать в один резцедержатель.
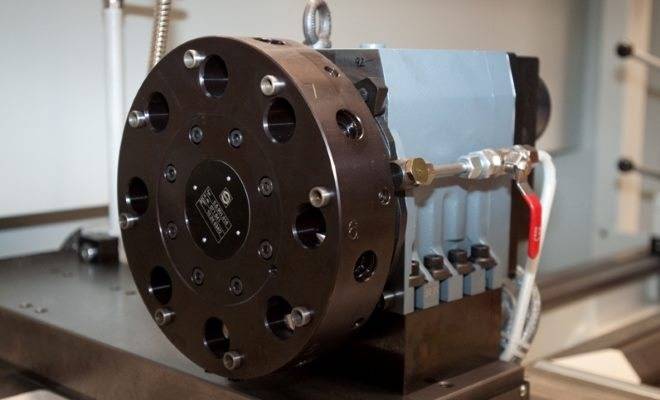
Револьверная головка SAUTER для токарного станка с ЧПУ
Но не всегда резцедержатели агрегата позволяют установить в них все элементы, которые участвуют в обработке. В таких случаях, не являющейся большой редкостью, в управляющей программе предусматривают приостановку работы, которая необходима для замены инструмента. Кроме того, при использовании таких станков можно разбить процесс обработки на несколько частей, чтобы не приостанавливать его для замены инструмента. Большая часть моделей токарных станков с системами ЧПУ оснащена резцедержателями, в которых можно зафиксировать ограниченный набор режущих инструментов. В большинстве случаев для работы таких устройств используют инструмент, оснащенный многогранными режущими пластинами. Чтобы быстро привести его в порядок, если режущая грань износилась, достаточно просто повернуть пластину и продолжить работу.




Среди наиболее распространенных инструментов, которыми оснащаются токарные агрегаты с ЧПУ, можно отметить следующие: для растачивания — резцы, режущие пластины которых наплавлены или закреплены механическим способом; для нарезания резьбы — трехгранные сборные резцы; для обработки отверстий и выполнения подрезки — ромбические резцы с твердосплавными пластинами. Все инструменты устанавливаются в резцедержателе в той последовательности, в которой они участвуют в обработке. Точкой отсчета, задаваемой в компьютерной программе управления, является закругление при вершине резца или сама его вершина.

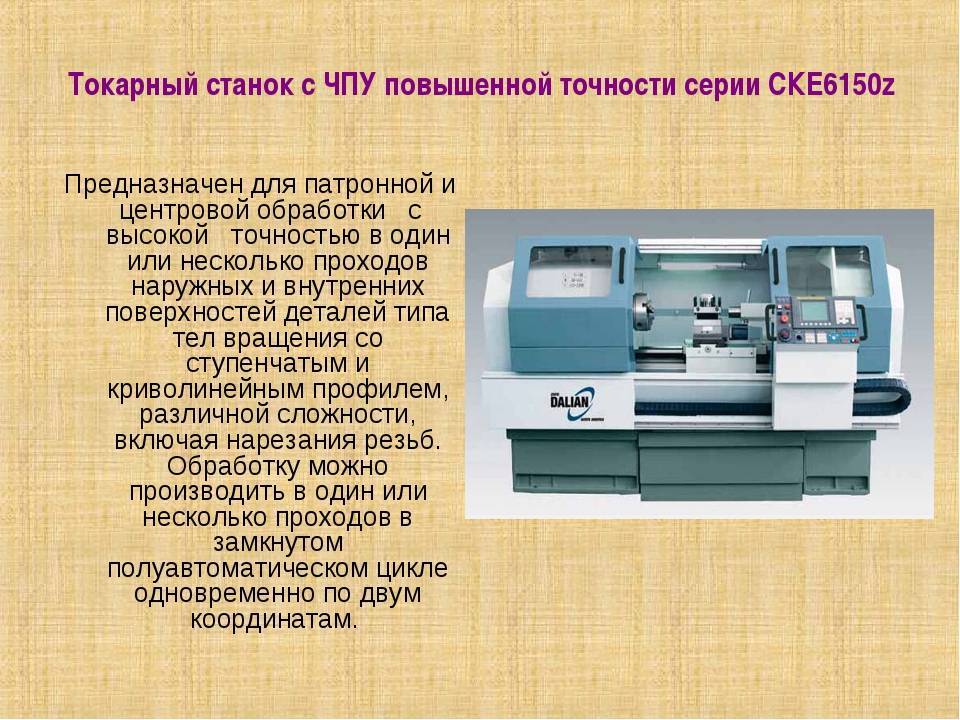
Токарный станок с ЧПУ DMTG модель CKE6150Z
Наиболее востребованные станки с ЧПУ
Обрабатывающие центры TRENS
универсальные установки
Из наиболее востребованных моделей станков TRENS выделяются:
- SBL 500A. Он нужен для фрезерования и точения деталей весом до 1050 кг. Установка оснащена электроприводом марки Fagor или Siemens, противошпинделем, легкой в настройке, но мощной системой ЧПУ. У станка имеется гидропривод бабки и гидравлический механизм для фиксации деталей при обработке. Есть дополнительные возможности для выполнения особых операций, которые производятся за одну установку заготовки, например, внеосевое сверление.
- SBL 300. Данный станок является более простым, чем предыдущая модель. Он может произвести нарезку резьбы, выполнить основные фрезерные процедуры, обработать и довести сложные изделия, к примеру, фланцы, валы. Высоким уровнем жесткости отличается шпиндель устройства. Он может эксплуатироваться без перерыва довольно длительно, причем на максимальной скорости выполнения рабочих операций. С-ось станка отвечает за отличный крутящий момент и мгновенное переключение режимов работы благодаря особой системе фиксации дискового типа.
- SBL 700. Это самый современный на сегодняшний день обрабатывающий станок бренда TRENS. Он осуществляет обработку заготовок с криволинейным, ступенчатым, прямолинейным профилем весом до 2500 кг. Данный агрегат оснащен ЧПУ устройством от компании Siemens, безупречно контролирующее работу приспособлений, а также описывается простым 3D-программированием, дает возможность подключить станок к ПК.
Токарно-фрезерный центр 1728С
широкий спектр обрабатывающих операций
- Повышенной виброустойчивостью и жесткостью основных узлов.
- Подшипниками высокой точности.
- В нем находятся термосимметричные элементы, благодаря которым нивелируется воздействие температурных деформаций.
- Активными контролирующими органами, которые следят за работой инструмента.
- Качественной системой ЧПУ.
Данная модель осуществляет работу с заготовками, которые имеют размер до 40 сантиметров в диаметре и длиной до 3 метров. Оснащена шпинделем с величиной конца А8, патроном с сечением 40 см и отверстием 9,7 см.
Благодаря синтезу производимых работ, этот станок с ЧПУ позволяет существенно снизить затраты.
Другие центры с ЧПУ по обработке металла
серии LS, EX,LA, NEX
Модели 4500ТТ, 4500S и 4500ST пользуются особым спросом. Так как приобретение этих станков гарантирует осуществление фрезерных и токарных работ с максимальной точностью. Ведь агрегаты оборудованы двумя шпиндельными токарными узлами и фрезерным. Также снабжены магазином, в котором 90 позиций для рабочих приспособлений и револьверной головкой.
Испанские центры фирмы GMTK также являются популярными, особенно серия HR с модельным рядом станков 800, 1000, 1200, 1500. Они позволяют осуществлять обработку заготовок со сложной конфигурацией и высокой точностью. Такие устройства оснащены уникальной системой, способной стабилизировать температуру. Также имеются направляющие гидростатического типа, у которых оптимизированы показатели. Обеспечены сменщиком головок и инструмента.
Обычно испанские токарно-фрезерные станки покупают предприятия, специализирующиеся на выпуске по-настоящему сложных деталей. Эти обрабатывающие металл центры стали идеальными для таких условий производства.
Следующие агрегаты с ЧПУ по обработке металла также работают эффективно:
- Станки Victor принадлежат тайваньской компании, которая на протяжении белее чем 70 лет поставляет модели, отличающиеся высокой надежностью, на Российский рынок. Их модели имеют надежную и технологичную конструкцию, качественные комплектующие, станины из особого чугуна.
- Станки MULTICUT — это многооперационные центры с ЧПУ, оборудованные задней бабкой или правым шпинделем. Они позволяют выполнить фрезерную обработку по 5 координатам. Также способны растачивать, прорезать, точить, шлифовать, фрезеровать кулачки и делать множество других операций.
- Южнокорейские центры DMC являются высокопроизводительными обрабатывающими центрами класса люкс.
Особенности конструкции станков
Продуктивность и надежность нынешних токарных станков обусловлены особенностями конструкции. К ним относятся:
- предварительный разогрев узлов агрегата снижает тепловые деформации при обработке;
- эффективная виброизоляция;
- передаточные устройства в приводах токарных агрегатов лишены каких-либо зазоров;
- длина кинематических цепей и число механических передач существенно меньше;
- оснащение сигнализаторами обратной связи.
Для подобных устройств характерна высокая точность движений всех механизмов благодаря наличию износостойких направляющих с маленькой силой трения.
Основные элементы конструкции станков имеют коробчатую форму и поперечные ребра. В последнее время иностранные производители начинают использовать полимерный бетон и синтетический гранит для изготовления станин, салазок и колонн токарных станков, для обеспечения максимальной жесткости и виброизоляции.
Шпиндели и шпиндельные узлы тоже модернизируются по сравнению с моделями обычных станков. Узловые опоры оснащаются износостойкими подшипниками, а конструкция шпинделей становится более сложной, с автоматическими фиксаторами и индикаторами для диагностики и мониторинга рабочего процесса.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
Разновидности
Разновидностей токарных станков хватает для выполнения самых разнообразных работ. Всего их бывает пять штук:
- горизонтально токарно-револьверные;
- токорно-лобовые;
- токарно-карусельные;
- многошпиндельные;
- токарно-фрезерные.
Сейчас будет рассказано о всех по отдельности.
Горизонтально токарно-револьверные
Предназначены в основном для серийного производства деталей. При помощи патрона устанавливаются детали, которые и будут обрабатывать заготовку до того, как она станет деталью.
Токорно-лобовые
Этот станок используется для обработки деталей, диаметр которых превышает размер заготовки. В основном это железнодорожные колёса, маховики и прочие. Также он может удалять торцы, делать детали цилиндрической формы, протачивать канавки и так далее.
Токарно-карусельные
Такие станки предназначены для заготовок, которые весят по несколько тонн. Также заготовки для такого станка имеют диаметр больше их высоты. Благодаря патрону и установленным на него режущим частям есть возможность нанести резьбу на заготовку или сверлить отверстия.
Многошпиндельные
Как ясно из названия — в конструкции этого станка находятся несколько шпинделей, которые обеспечивают обработку заготовки до состояния детали в нескольких местах либо одновременно, либо посменно через каждый определённый промежуток времени.
Токарно-фрезерные
Токарно-фрезерные станки с установленным ЧПУ — универсальны. Они могут выполнять самые разнообразные работы с изделиями. Всё будет зависеть от того, какая программа была установлена в компьютер числового программного управления и от того, какие инструменты были установлены на патроны.






Данный станок может выполнять любые функции узконаправленной аппаратуры, будь то токарное, сверлильное, фрезерное. Он справится с любым типом работ.
Токарно-револьверные станки с ручным управлением
Токарно-револьверные станки используются в серийном производстве для выпуска деталей тяжелой конфигурации из штучных заготовок или прутка. Исходя из этих факторов станки делятся на патронные и прутковые.
 Структура токарно-револьверных станков
Структура токарно-револьверных станков
Отличительной чертой структуры токарно-револьверных станков есть присутствие поворотной, изредка линейно перемещаемой револьверной головки, в которой находятся нужные для обработки комплекты инструментов в необходимой последовательности. В таких станках, обычно, нет задней бабки.
Местонахождение оси поворота револьверной головки 4 определяет компоновку токарно-револьверных станков: с горизонтальной осью и вертикальной осью револьверной головки.
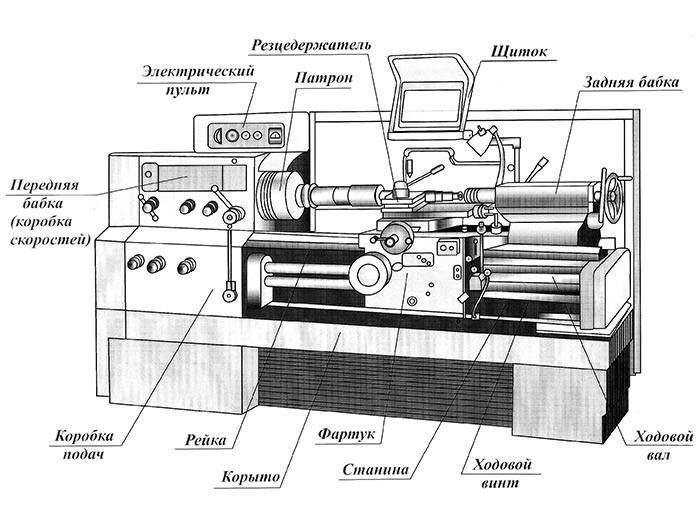
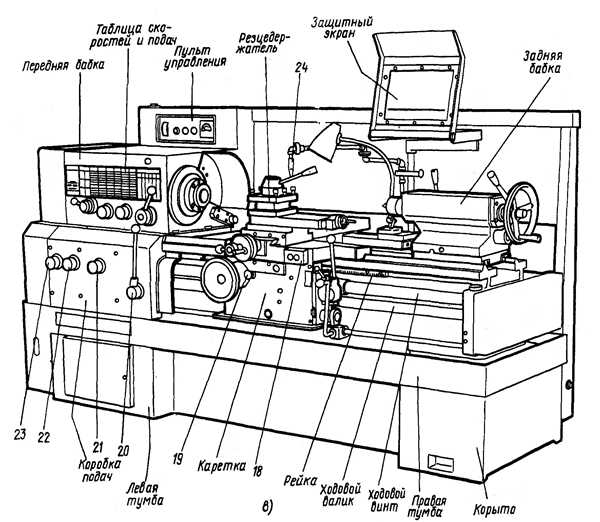
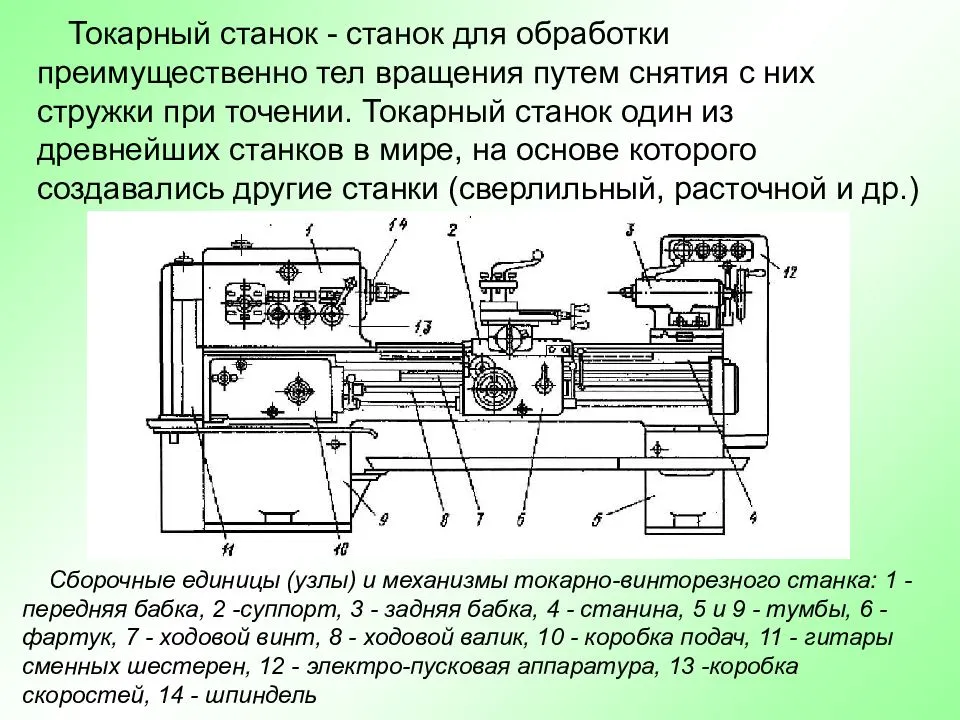
Суппорты, которые сообщают инструменту движение подачи 3 и 5 передвигаются по направляющим 6 станины, шпиндельная бабка 2 крепится на станине 7. Поддон 10 используется для сбора стружки. Рукоятки управления находятся на фартуках 8 и 9. 1 — коробка подач; 2 — шпиндельная бабка; 3 — поперечный суппорт; 4 — револьверная головка; 5— продольный суппорт; 6 — направляющая; 7— станина; 8, 9 — фартуки поперечного и продольного суппортов; 10 — поддон; 11 — упор.
На токарно-револьверном станке можно сразу производить обработку инструментами, которые закреплены в поперечном суппорте 3 и в револьверной головке 4, что дает возможность повысить производительность с помощью параллельной обработки плоскостей несколькими инструментами. Увеличению рентабельности и производительности станков содействует его начальная настройка на обработку заданной заготовки и последующая работа по упорам 11.
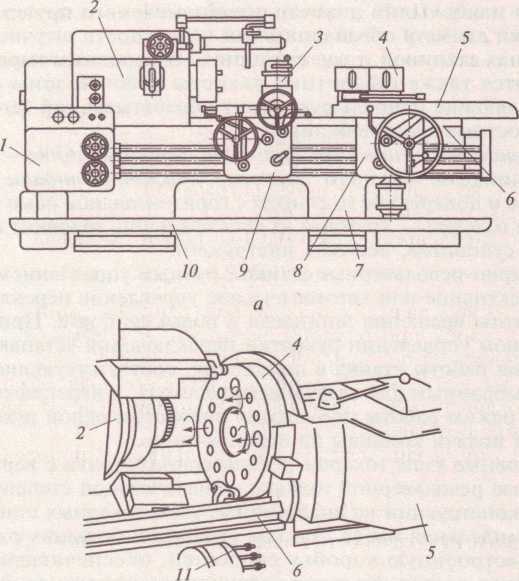
Схема: Токарно-револьверный станок
Виды токарно-револьверных станков
По форме револьверные головки делятся на призматические и цилиндрические (чаще всего шестью гранями). После каждого рабочего хода револьверная головка поворачивается, и рабочую позицию занимает следующий режущий инструмент или группа инструментов, которые расположены на специальной оправке.
Основные параметры
Главными параметрами токарно-револьверных станков есть максимальный диаметр обрабатываемого прутка и максимальный диаметр обрабатываемой плоскости штучной заготовки над суппортом и над станиной. К основным параметрам включают также габаритные размеры рабочей зоны станка, которые определяют максимальную длину обрабатываемой детали, и скоростные характеристики.
Главное движение
Главное движение в токарно-револьверном станке — движения подачи: поперечное и продольное (в станках с горизонтальной осью револьверной головки — круговое за счет вращения головки) передвижение суппортов, которые несут инструмент; движение шпинделя, который несет заготовку.
Токарно-револьверные станки с ручным управлением имеют автоматическое или преселективное управление переключением частоты подач суппорта и движения шпинделя. При преселективном управлении рукоятки переключения настривают во время работы станка в положения, которые соответствуют режимам, выбранным для следующего перехода, а переключение на новый режим работы осуществляется поворотом одной рукоятки в момент подачи команды на переключение.
Основные узлы
Основные узлы токарно-револьверного станка с вертикальной осью револьверной головки в главной степени такие же по конструкции как узлы токарных станков.
Шпиндельная бабка станков больших и средних размеров имеет встроенную коробку скоростей, которая обеспечивает в сравнении с таким же узлом токарного станка малый диапазон регулирования и малое число ступеней частоты вращения шпинделя. В шпиндельной бабке станков небольшого размера устанавливается только шпиндель. Частота вращения шпинделя настраивается с помощью редуктора, который устанавливается в основании станка и связанного со шпинделем ременной передачей.
Коробка подач 1 по структуре проще коробки подач токарно-винторезных станков, так как токарно-револьверные станки обладают меньшим диапазоном настройки частоты вращения и меньшим числом ступеней подач. Помимо этого, в коробке подач нет элементов, которые требуются для нарезания резьбы резцом с помощью ходового винта.
Токарно-револьверный станок с ручным управлением считается универсальным станком. На таком станке можно производить детали из прутка и из штучных заготовок, которые закрепляются в патроне. Станок оборудуется гидравлическим приводом для зажима и подачи прутка в цанговом патроне (с допуском прутка ±1 мм). Зажим штучных заготовок осуществляется с помощью прилагаемого к станку специального патрона.
Классификация оборудования с числовым программным управлением

В зависимости от способа обработки материала, ЧПУ-станки бывают:
- Сверлильными. Сверло вращается и перемещается вокруг блока исходного материала и в контакте с ним.
- Токарными. Блоки сырьевых материалов вращаются против головок бура.
- Фрезерными. Материал удаляют из заготовок с помощью вращающихся режущих инструментов.
- Оснащенными иными режущими инструментами. Резка может выполняться с помощью лазера, плазмы, кислорода либо водоструйной технологии.
- Для химической и электрической обработки. Материал можно резать посредством следующих типов обработки: электрохимической, электронно-лучевой, электроэрозионной, фотохимической, ультразвуковой.
ЧПУ-станки применяются для обработки обширного разнообразия материалов: стали, дерева, титана, меди, латуни, алюминия, стекловолокна, полипропилена, пластмассы.
Фрезерный станок с ЧПУ

Фрезерные ЧПУ-станки способны заменить собой до 300 инструментов. Они режут заготовки любых форм, в том числе сложных пространственных, раскраивают металлические листы, выбирают пазы, загибают углы. Расположение шпинделя у них бывает горизонтальным либо вертикальным. Станки для фрезеровки могут быть консольными либо нет, с одной или несколькими деталями. Контроль может осуществляться одновременно по двум, трем или более координатам. На позиционных фрезерных станках выполняют сверлильные работы, на контурных — обрабатывают криволинейные поверхности сложных форм, с помощью комбинированных — решают комплексные задачи.
ЧПУ-станки для фрезеровки обладают мощными корпусами и станинами. Ребра жесткости придают их шпинделям повышенную прочность. Чтобы инструменты быстро перемещались по горизонтали, в комплекте к таким устройствам идут рельсы и точные винты.
Токарный станок с ЧПУ

Такие устройства оснащены резцами со сменными пластинами. На центровых токарных станках точат фасонные поверхности, конические и цилиндрические заготовки. На патронных — зенкеруют, создают резьбу, обтачивают внутренние и внешние плоскости под втулки, диски, шестерни и фланцы. На универсальных моделях выполняют операции, свойственные обоим вышеперечисленным типам станков. На карусельных — обрабатывают крупногабаритные и неправильные по форме элементы. Компоновка станков бывает вертикальной или с крутым наклоном.
Шлифовальный станок с ЧПУ
С помощью таких станков различные поверхности подвергают обработке абразивными материалами. При шлифовке снимается гораздо больший объем металла или иного вещества, чем при обтачивании и фрезеровке. Только такой способ обработки позволяет выполнять хрупкие детали для электронных и точных вычислительных приборов.
Зубообрабатывающий станок с ЧПУ

На таких станках нарезают и отделывают зубья для колес различных передач. Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Многоцелевой станок с ЧПУ

Такие устройства предназначены для комплексных обработок заготовок и оснащены комбинированными системами программного обеспечения. Они одинаково успешно обработают как плоскую, так и сложную криволинейную форму, нарежут фаски и резьбу, выполнят расточку и раскрой, осуществят фрезерование. Ради облегчения предварительной настройки инструментов многоцелевые станки укомплектовывают сменными магазинами. Компоновка таких устройств может быть горизонтальной либо вертикальной.
Маркировка токарных станков
Зная, как расшифровывается маркировка токарного станка, вы легко сможете понять, к какому типу оборудования он относится. Цифра 1, с которой начинается шифр, обозначает принадлежность к токарному оборудованию. Далее маркировка состоит из следующих обозначений:
- Следом за цифрой 1 может стоять буква «М». Это значит, что станок подвергался модернизации.
- Следующая цифра указывает на тип токарного агрегата. Например, если за цифрой 1 следует 6, это значит, что оборудование относится к типу лобовых и винторезных станков.
- Третья (в некоторых моделях также и четвертая) цифра говорит о высоте центров установки. То есть цифра 32 расшифровывается как 320 мм, 20 — 200 мм. и т.д.
Обратите внимание! Помимо «М», в маркировке станка могут встречаться и другие буквенные обозначения. Например, о повышенной точности изготавливаемых деталей скажет буква «П», а «Ф» в конце говорит о том, что станок оборудован ЧПУ:
- Ф1-станок с преднабором программы;
- Ф2 — позиционная система ЧПУ;
- Ф3 — контурная система ЧПУ;
- Ф4 — обрабатывающий центр.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.




Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.