Изготовление станины для вакуумного пресса
Перед тем как начать делать станину для пресса, нужно подобрать оптимальный тип нагревательного узла, поскольку это повлияет не только на конструкцию станины, но и других элементов пресса. При сборке своими руками лучше всего выбирать откатной термомодуль, который прост в сборке и удобен в применении, однако он имеет крупные габариты. Для изготовления станины вам потребуются:
- стальная профилированная труба;
- рельсы для термомодуля.
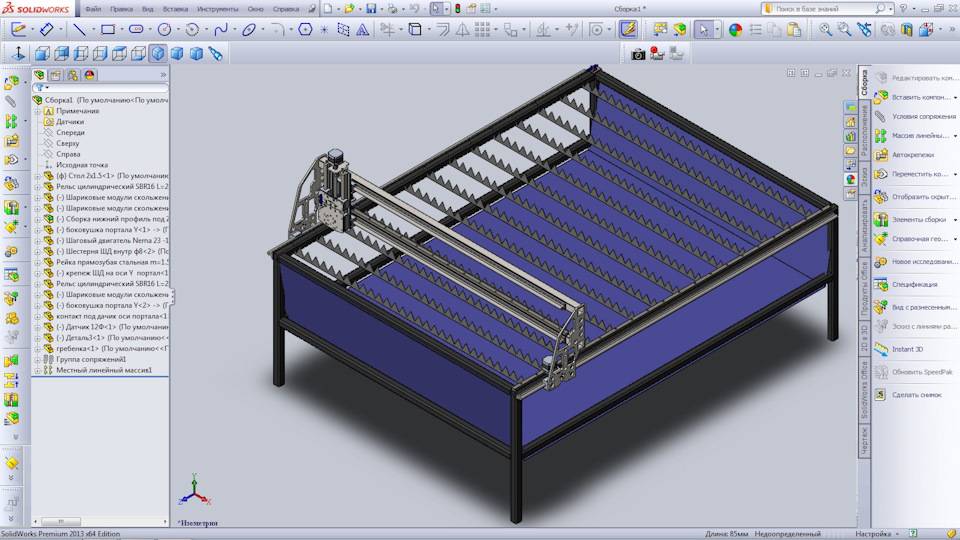
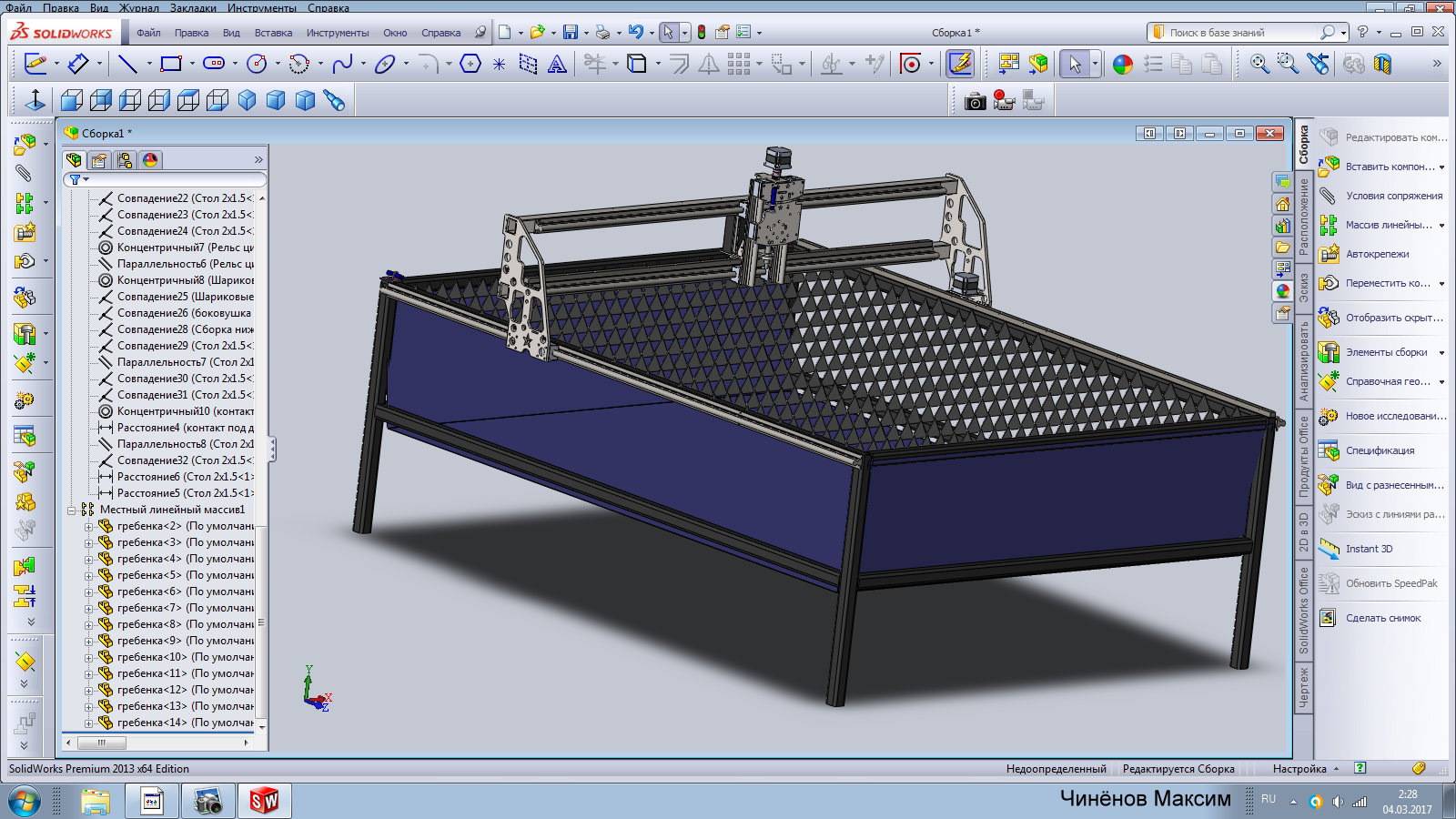
Проект станины лучше всего моделировать на компьютере посредством специальных программ по 3 D -моделированию.
Для работы потребуется следующий набор инструментов:
- малая одноручная угловая шлифовальная машина, диаметр диска которой составляет 115 или 125 мм;
- сварочный аппарат;
- электродрель;
- слесарный набор, включающий молоток, гаечный ключ, карандаш, рулетку и т.д.
Этапы работы по сборке станины будут такими:
- порежьте стальной профиль на детали согласно картам раскроя;
- на ровной поверхности выложите их в соответствии с проектом, выровняйте и зафиксируйте посредством струбцин;
- прихватите места соединения деталей с учетом окончательной проварки со всех сторон или полной проваркой швов без прихваток;
- сбейте шлак со швов и проверьте их качество;
- при необходимости зачистите их болгаркой со шлифовальным кругом;
- просверлите отверстия;
- зачистите поверхность металлической щеткой от ржавчины;
- загрунтуйте поверхность;
- покрасьте ее кистью или баллончиком.
Для работы сварочный аппарат можно выбирать на основе трансформатора переменного тока, прибор инверторного типа или полуавтоматический прибор.
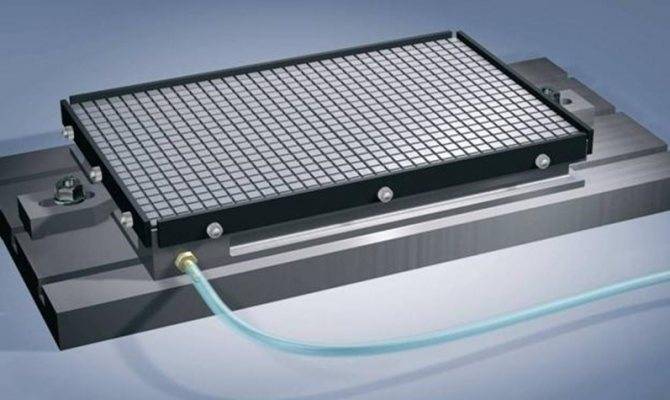
Вакуумные столы FLIP-POD
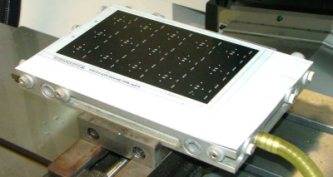
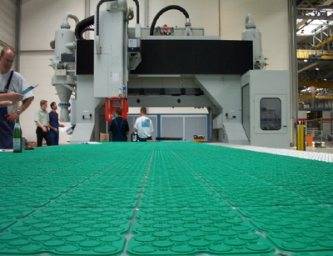
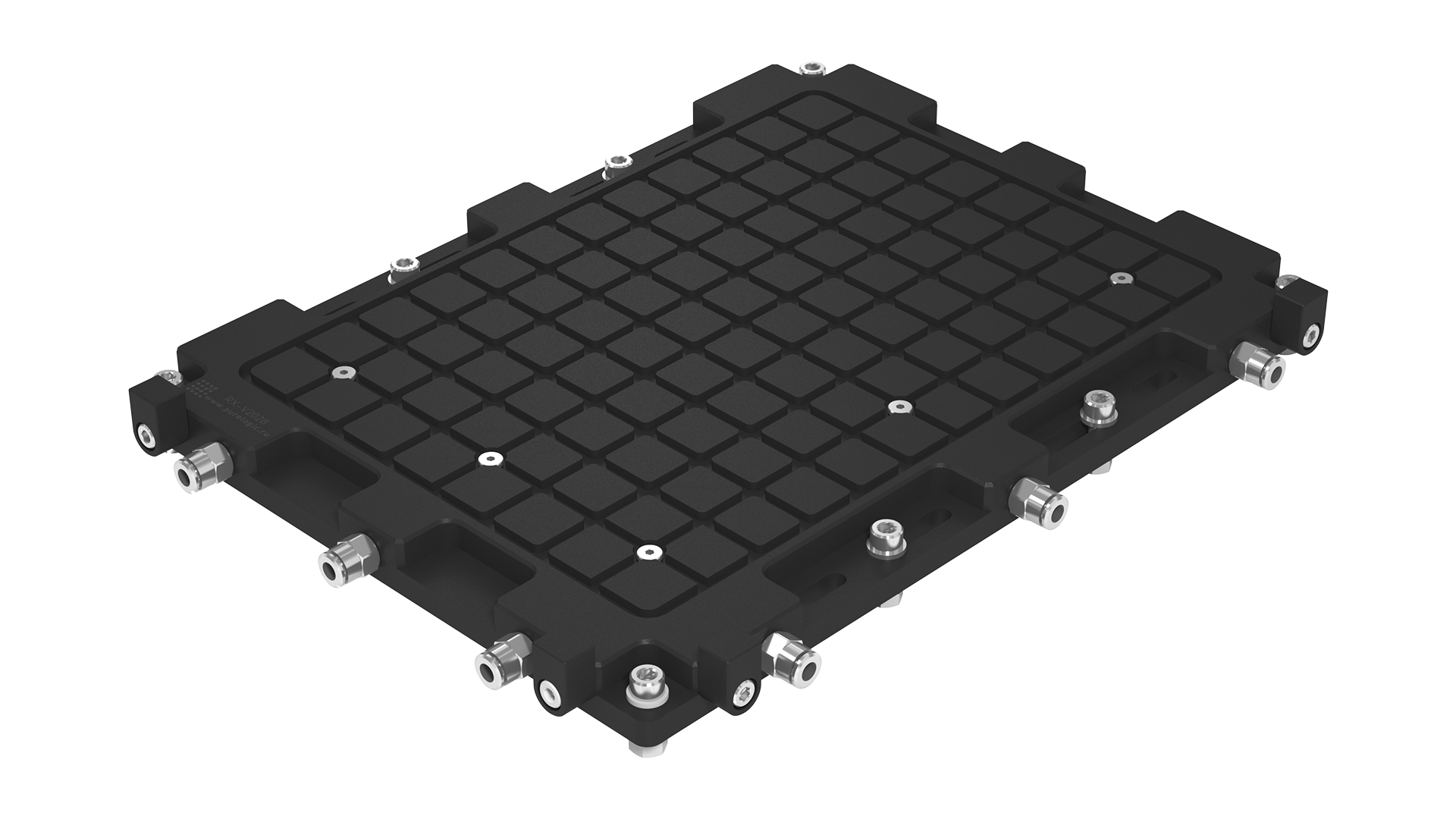
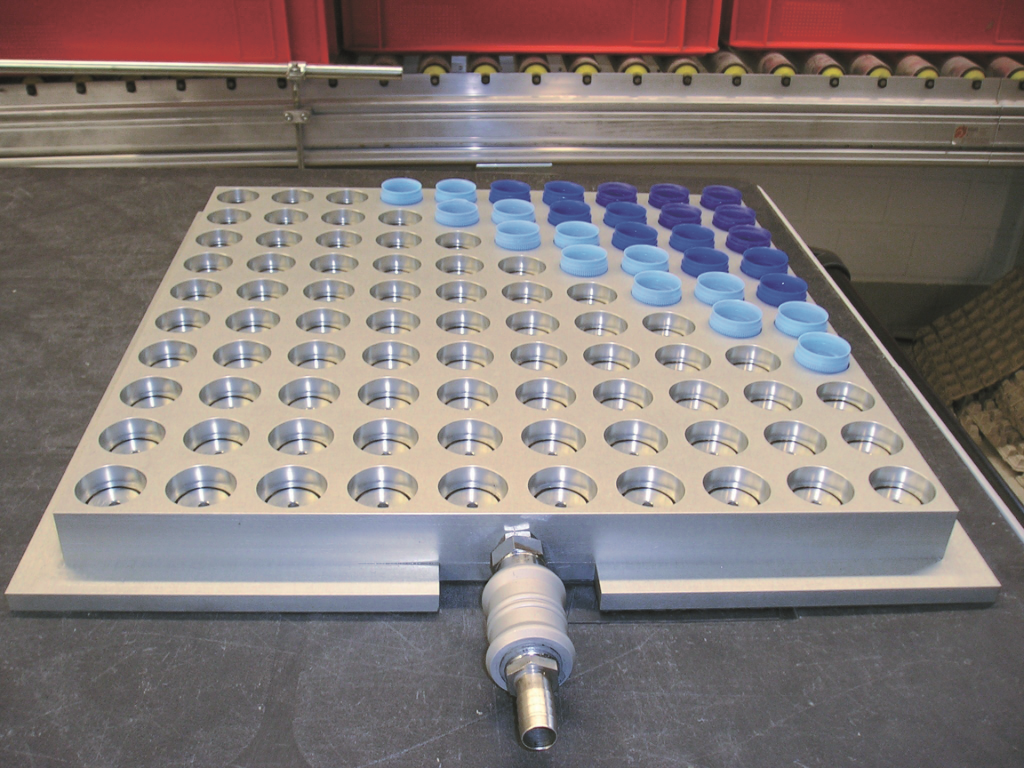
Вакуумные столы FLIP-POD были разработаны для закрепления крупных заготовок. Зажим с помощью данной системы позволяет производить обработку торцевых поверхностей заготовок за счет вакуумных присосов (элементов FP).
Каждый вакуумный элемент FP работает как самостоятельный клапан. Когда элемент перевернут в положение присосом вверх, происходит включение его в вакуумный канал (рабочее положение), в положении присосом вниз элемент FP занимает свое место внутри стола и выключает подачу вакуума. Элементы FP, регулируемые по высоте, позволяют расширить номенклатуру закрепляемых заготовок.
Размеры плат и расположение элементов FP выбираются на основании данных по столу станка и выполняемой на нем задаче. Существуют различные виды дополнительных элементов для базирования заготовок. Вакуумный стол может крепиться к столу станка при помощи боковых прижимов либо непосредственно через специальные крепежные отверстия.
|
|
|
|
|






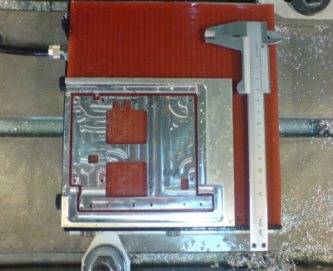
Вакуумные столы из пористых материалов предназначены для обработки без использования СОЖ тонких листовых материалов вплоть до фольги. Однородная пористая структура рабочей поверхности вакуумных столов образует площадь, в пределах которой можно выставить по упорам и закрепить заготовку без дополнительных операций по переналадке стола на данную форму детали. Заготовка может быть любой конфигурации. Прижимающее усилие в этом случае будет зависеть от суммарной площади контактной поверхности заготовки и платы, а также от качества обработки базовой поверхности заготовки.
Пористые блоки столов выполнены из различных материалов, разных по структуре и свойствам (спрессованные материалы с однородной пористой структурой и спеченные металлы: бронза, сталь, алюминий). Подбор материала выполняется специалистами на основе данных об обрабатываемых заготовках. Возможно выполнение вакуумных плат с допуском рабочей поверхности по плоскости 5 мкр. Платы могут быть выполнены по заданному размеру или в виде объединяемых модулей. Пористые материалы могут поставляться отдельно в виде блоков максимального размера 500х500х400 мм. При необходимости получения большего размера блоки могут склеиваться в листы. После склеивания листы подвергаются вторичной механической обработке для получения требуемой точности поверхности.
Данный тип плат хорошо зарекомендовал себя при проведении высокоточной гравировки тонких пластин и закреплении фольги при производстве и сборке печатных плат, солнечных батарей и радиоэлектронных компонентов. Фольга надежно закрепляется, расправляясь на рабочей поверхности платы с допуском по плоскости до 2 мкр.
|
|
|
|
|



Виды вакуумных столов
Цена на вакуумный стол для ЧПУ зависит от вида изделия:
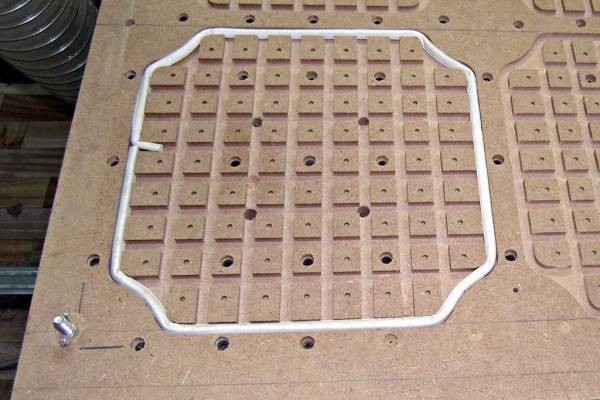
- Решетчатый. Является самым востребованным типом конструкции. Он оснащен специальной матрицей, представляющей внешне решетку. Она обеспечивает возможность установки материала с изолирующими качествами. Этим материалом по периметру обрабатывается заготовка, образуя замкнутый контур. Из него при помощи вакуумного насоса производится откачка воздуха, что обеспечивает плотное прилегание обрабатываемого материала к столу. Купить вакуумный стол для фрезера с ЧПУ такого типа можно у официальных представителей производителей.
- Типа «Вак-Мат». Стол представлен специальной конструкцией, представляющей собой ряд небольших ячеек. Материалом служит полимер, из которого сооружается жесткий каркас. Вакуумный насос имеет силу действия одинаковую для всех ячеек стола одновременно. Отличительной чертой данного стола служит отсутствие риска разгерметизации вследствие сквозной работы фрезерного станка.
- Шлицевый. По принципу действия и конструкции этот вакуумный стол схож с предыдущим. Отличие заключается в возможности создавать вакуум на небольших площадях обрабатываемого материала. Если требуется произвести работу с заготовкой, которая имеет множество отверстий или желобков, шлицевый вакуумный стол – идеальный вариант для закрепления детали. При совпадении ячейки оборудования и целой поверхности изделия происходит точечное прижатие вакуумом материала к рабочей поверхности.
- Синусный. Оборудование позволяет произвести крепление обрабатываемой детали под заданным углом наклона рабочей поверхности. Эта особенность обеспечивает расширение диапазона использования стола. Жесткое крепление изделия к рабочему столу обуславливает высокую точность обработки. Синусный стол может выполняться в нескольких вариациях: круглый (для обработки по дуге), с функцией вертикального наклона, с функцией горизонтального наклона.
- Пористые платы не соединенные в цельную конструкцию. Нашли широкое применение при изготовлении и обработки материалов с очень маленькой толщиной. Структура рабочей поверхности представлена блоками, чем обеспечивается возможность повторения точных контуров обрабатываемого материала. Сила прижима детали к столу напрямую зависит от задействованной площади рабочего стола. Вакуумные платы, составляющие блоки, произведены из специального материала с пористой структурой. Это обуславливает высокую степень точности обработки изделия, а также отсутствие заданных погрешностей для процесса.
- Платы «Флип-Под». Конструктивная особенность этого вакуумного стола заключается в наличии множества специальных «присасывающихся» клапанов, не соединенных друг с другом. Они обуславливают возможность крепления крупных заготовок с большим весом с высокой степенью надежности. Также имеется возможность обработки поверхности по торцам в связи с тем, что рабочий стол захватывает не всю площадь заготовки.
Количество видов вакуумных столов для ЧПУ обеспечивает возможность выбора оборудования для каждого процесса и размера заготовки.

Комплектующие элементы вакуумных систем
Подбор вакуумной системы заключается в выборе или проектировании зажимного устройства (платы) вышеописанных типов, в соответствии с техническим заданием; правильным выбором вакуумного насоса или модульного устройства и остальных элементов, обеспечивающих надежный подвод низкого давления от насоса к плате.
ООО «ПТЦ «ВЕКТОР» является официальным представителем ведущего мирового производителя подобных систем вакуумного закрепления компании HORST WITTE GERÄTEBAU (Германия). Наши специалисты обладают значительным опытом, накопленным за время внедрения этих систем на предприятиях России. Мы готовы ответить на любые вопросы и оказать квалифицированную помощь в решении сложных технологических вопросов.
| |
|
|
|
|



ТЕХНОЛОГИЯ ЗАКРЕПЛЕНИЯ ХОЛОДОМ
Технология закрепления заготовок холодом — инновационный подход для решения сложных задач по фиксации заготовок без механического воздействия:
- хрупкие заготовки (керамика, пластик, стекло, полимерные материалы и т.п.);
- мелкие заготовки из любых материалов;
- ячеистые материалы из алюминия и стекловолокна, применяемые в авиастроении.
Закрепление производится на замораживающей плате, на рабочую поверхность которой предварительно распылен тонкий слой воды или нанесен специальный гель. Во время процесса закрепления происходит замораживание водного слоя и образуется тонкая ледяная пленка, которая прочно удерживает заготовку на рабочей поверхности платы. При этом заготовка не испытывает механических нагрузок и не деформируется. Для снятия заготовки достаточно перевести приспособление на режим нагрева рабочей поверхности.





Данная технология успешно используется при механической обработке на фрезерном, токарном и гравировальном оборудовании. Для всех устройств существует одно ограничение, — при использовании запрещена подача СОЖ в зону обработки. Компанией HORST WITTE разработаны два типа систем закрепления холодом:
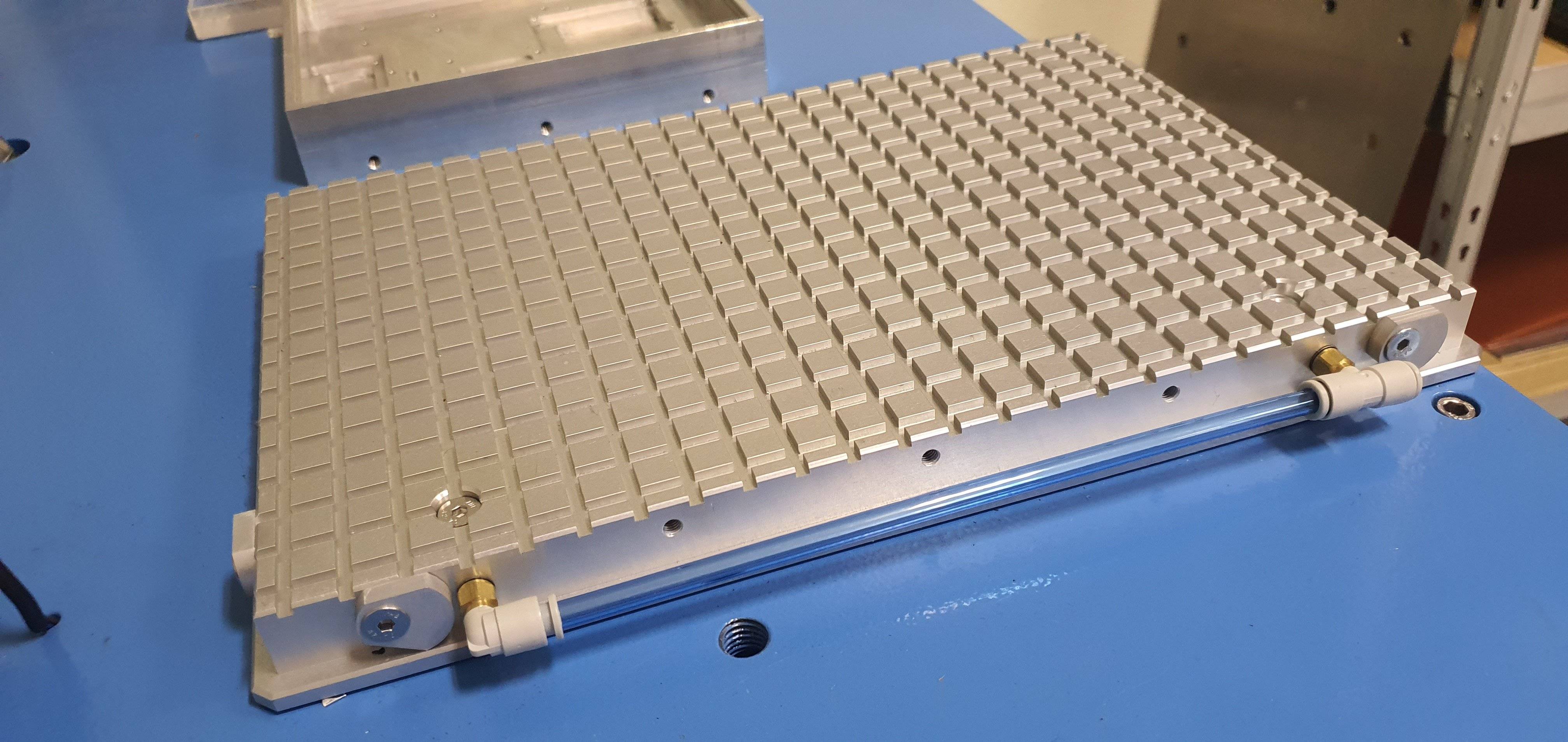
Системы AFP (Air Freeze Platte)
Охлаждение рабочей поверхности платы происходит за счет термодинамического процесса, протекающего внутри платы при подводе давления в 6 атм. При этом не требуется дополнительных охлаждающих станций. Система состоит из замораживающего устройства и полимерной трубки. Размер рабочего поля устройства составляет от 100х140 мм до 140х150 мм. Диапазон температуры в режимах охлаждения/нагрева -10/+10˚С. Для удобства смены заготовок, охлаждающих пластин в комплекте одного устройства может быть несколько. Они легко заменяются на приспособлении.

Системы ICE-VICE
Охлаждение рабочей поверхности платы происходит за счет антифриза, циркулирующего между платой и охладительной установкой. Для одной системы с охлаждающей установкой возможно использование 1-2 замораживающих плат с рабочим полем от 125х150 мм до 500х500 мм. Диапазон температуры в режимах охлаждения/нагрева -35/+35˚С. Автоматика охлаждающего устройства контролирует и поддерживает заданные температурные режимы.
Описание систем закрепления холодом можно увидеть на страницах каталога «Технология вакуумного закрепления».
|
|


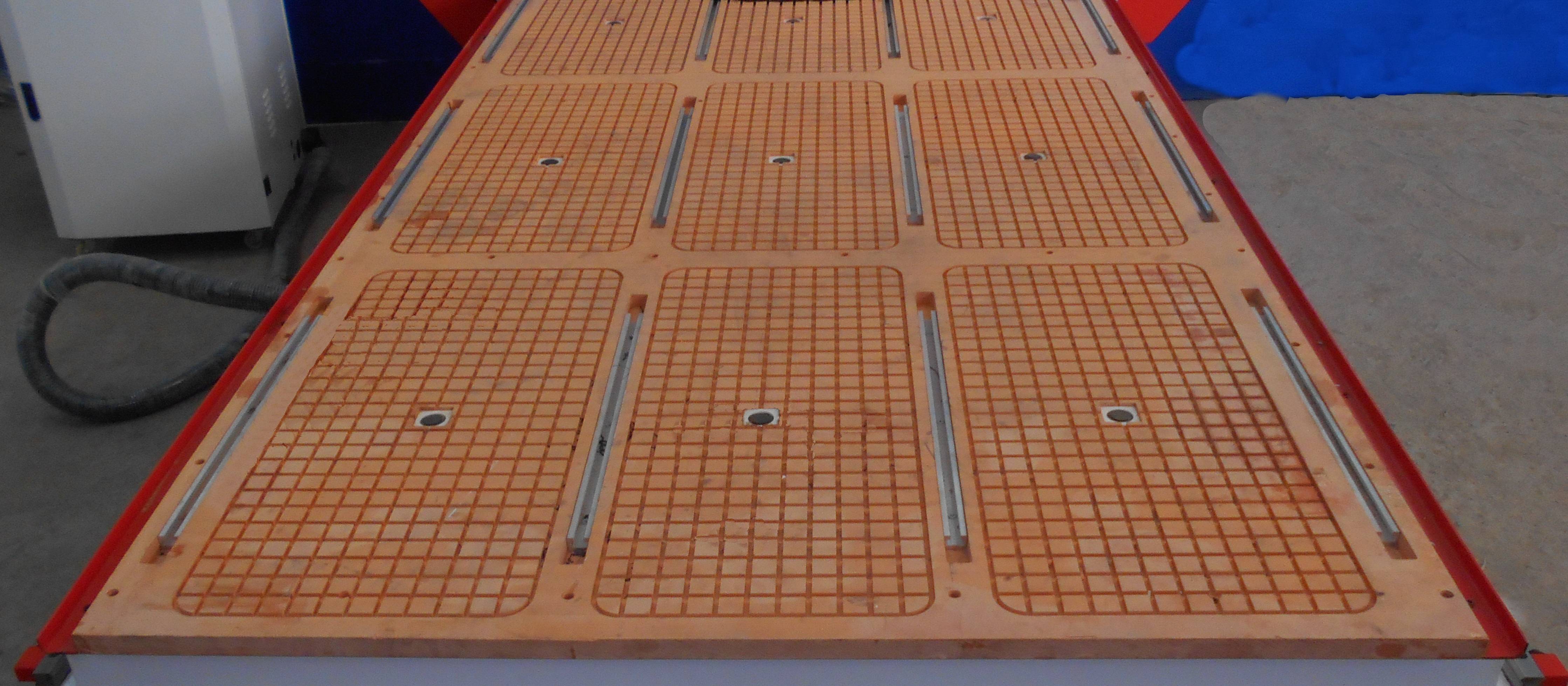
Вакуумный стол из МДФ
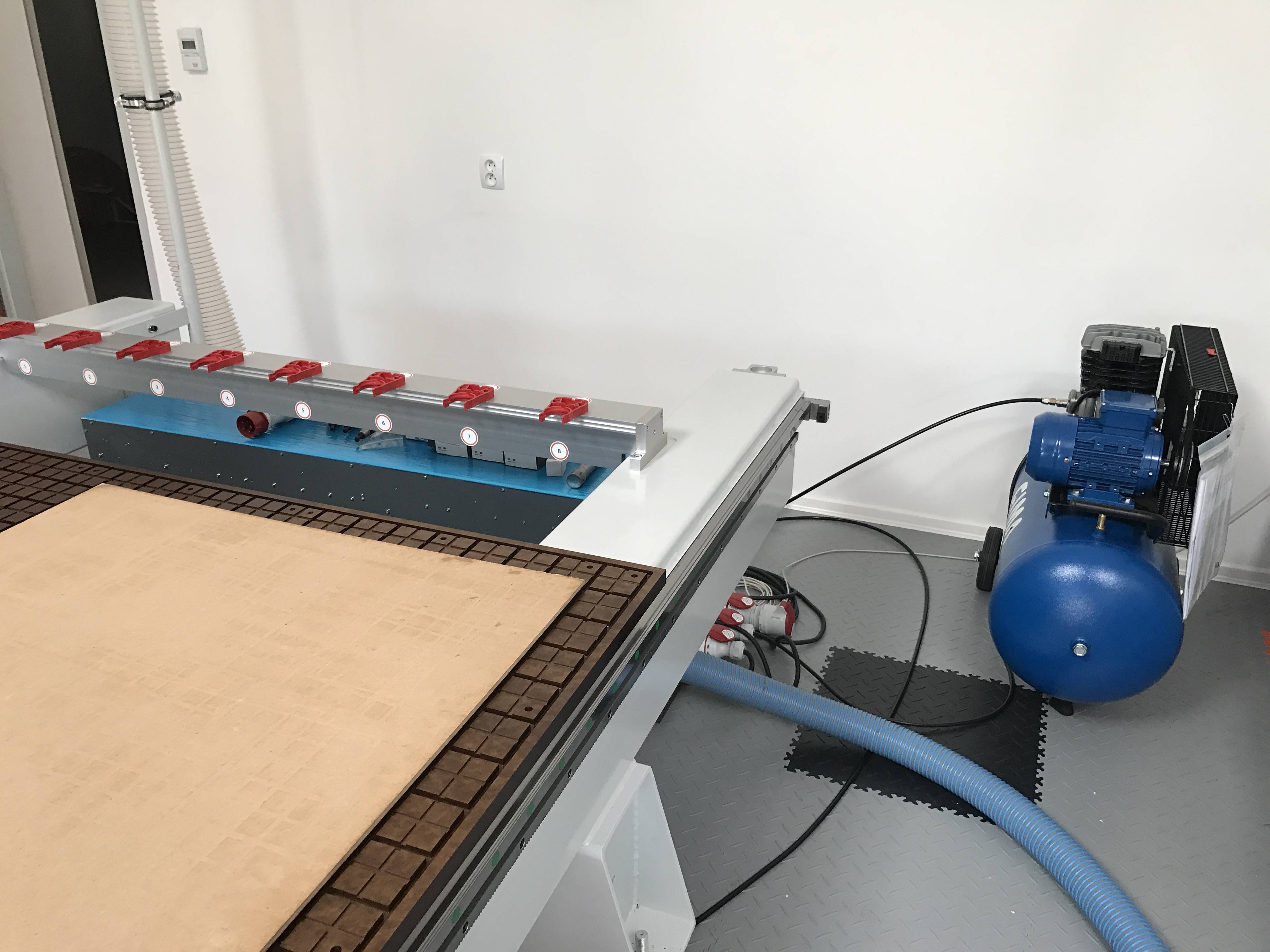
Вакуумный стол позволяет значительно упростить и ускорить установку на стол фрезерного станка с ЧПУ листовых материалов. Это могут быть и листы МДФ, и акрила. При этом, если лист выгнут, то вакуумное крепление позволяет его выровнять на время работы. Если на станке регулярно обрабатывается МДФ, то наверняка станок оснащен мощной вытяжкой (пылесосом для сбора стружки и древесной пыли – см. фото ниже). Такая вытяжка, мощностью 2,2 кВт способна не только удалять опилки из зоны резания, но и обеспечивать работу вакуумного стола.

Пылесос для сбора стружки и древесной пыли Корвет 65

Шильдик с указанием параметров пылесоса
ВНИМАНИЕ! Безопасность работы гарантирована только при определенных условиях: размер фрез должен быть не более допустимого усилием прижима заготовки, режим резания – только опробированный с имеющимся вакуумным столом. Иначе возможен отрыв заготовки в процессе обработки, что чревато травмами с тяжестью вплоть до фатального исхода
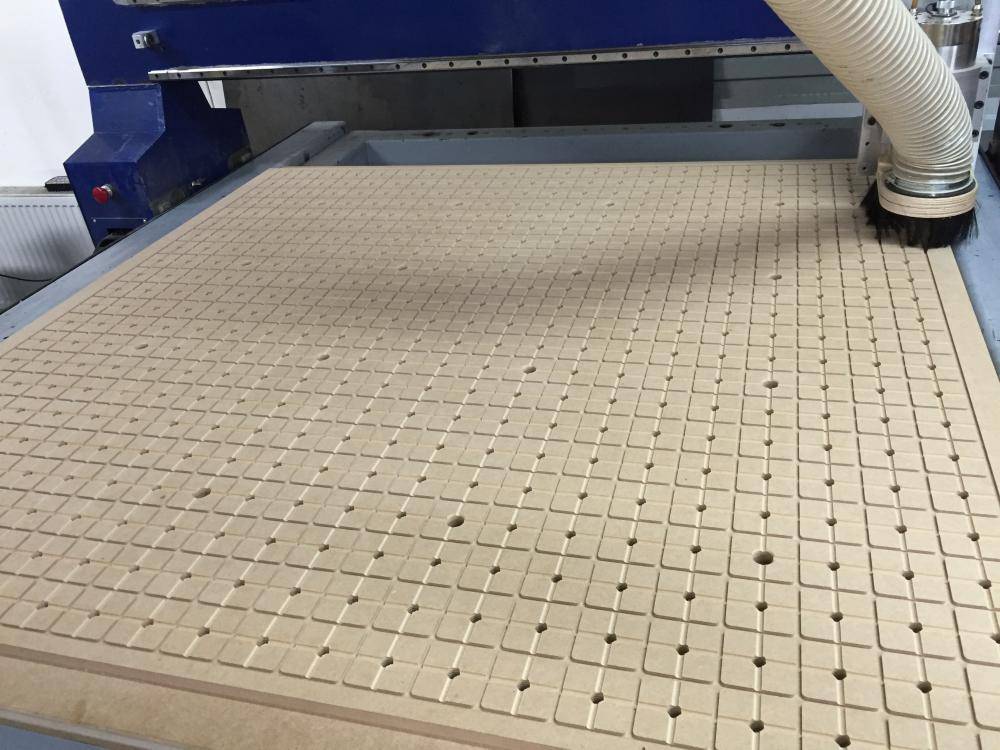
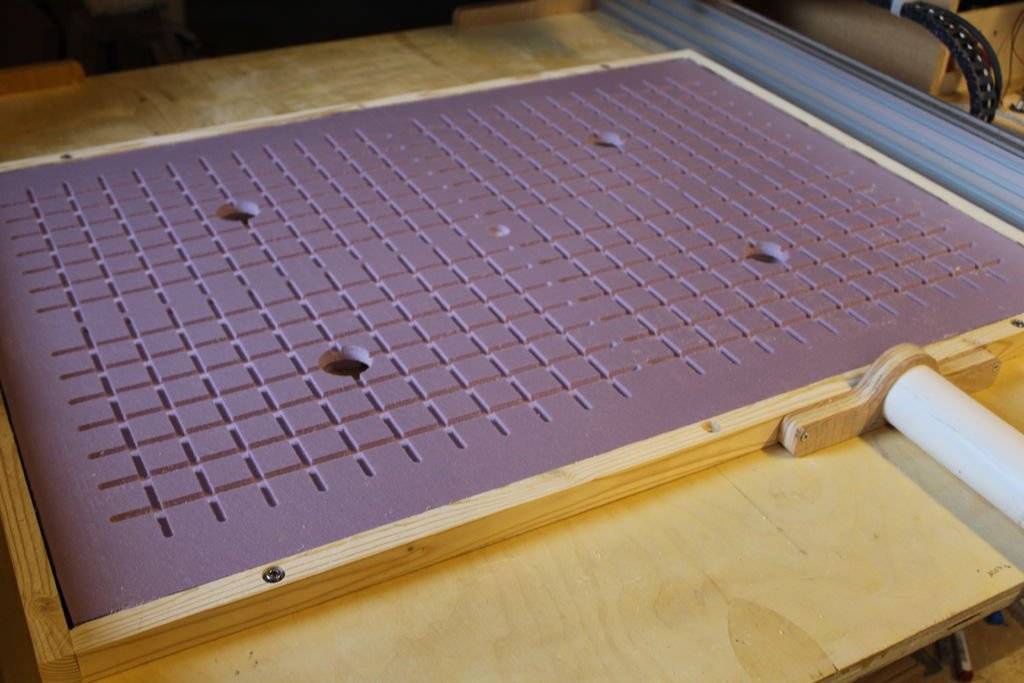
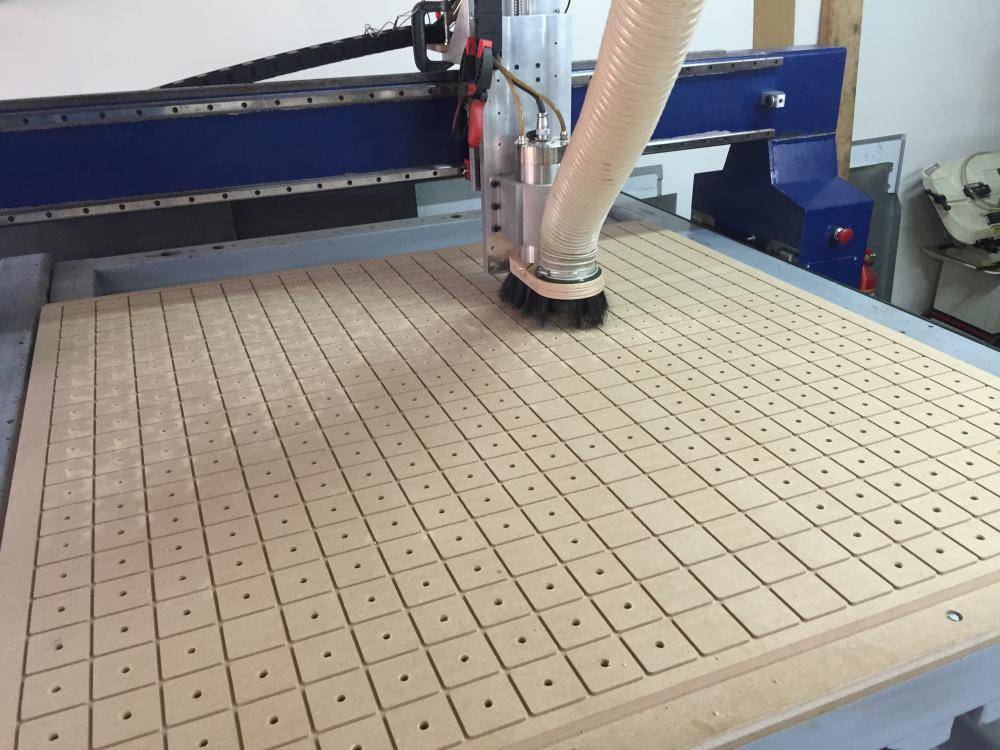
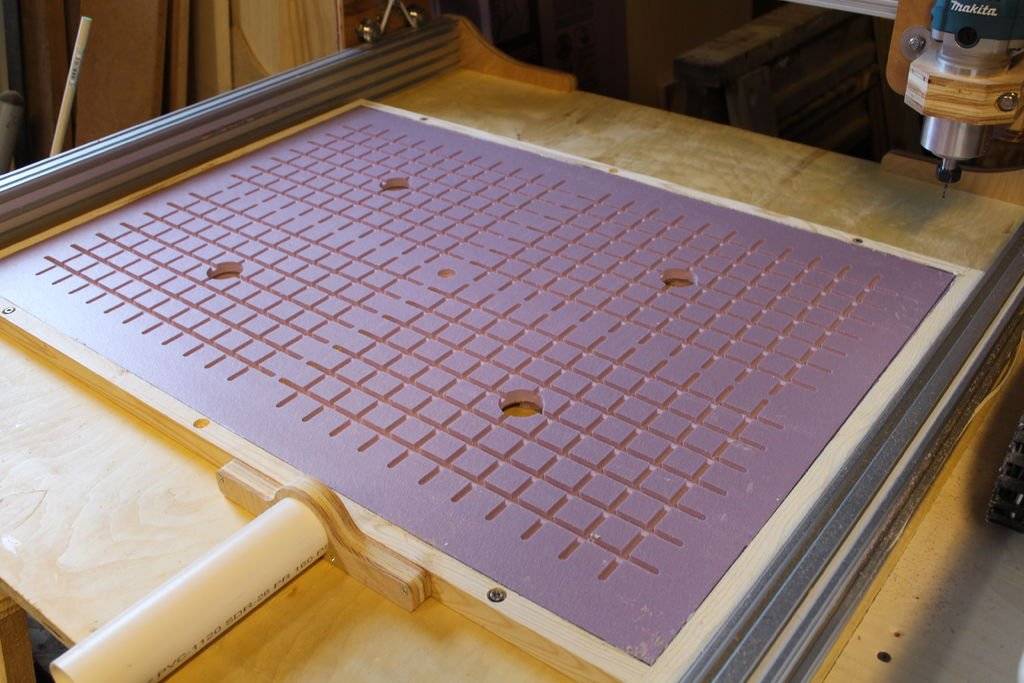
Вакуумный стол выполнен из двух слоев МДФ толщиной 20мм. Верхний слой – лицевой – нужен для присасывания листов обрабатываемого материала. Каналы на нем разделены на шесть зон (см. фото ниже), которые за необходимостью можно по одной заглушить в зависимости от размера и конфигурации обрабатываемой заготовки. Сечение каналов выбрано таким, чтобы при необходимости каждую зону можно было уплотнить по контуру с помощью бытовой уплотнительной резиновой ленты D-образного сечения (лента для уплотнения окон и дверей). Лента снабжена самоклеящимся слоем и хорошо фиксируется в каналах. Глубина каналов подобрана так, чтобы заготовка при включении вакуумного стола легла на поверхность стола, придавив уплонительную ленту.

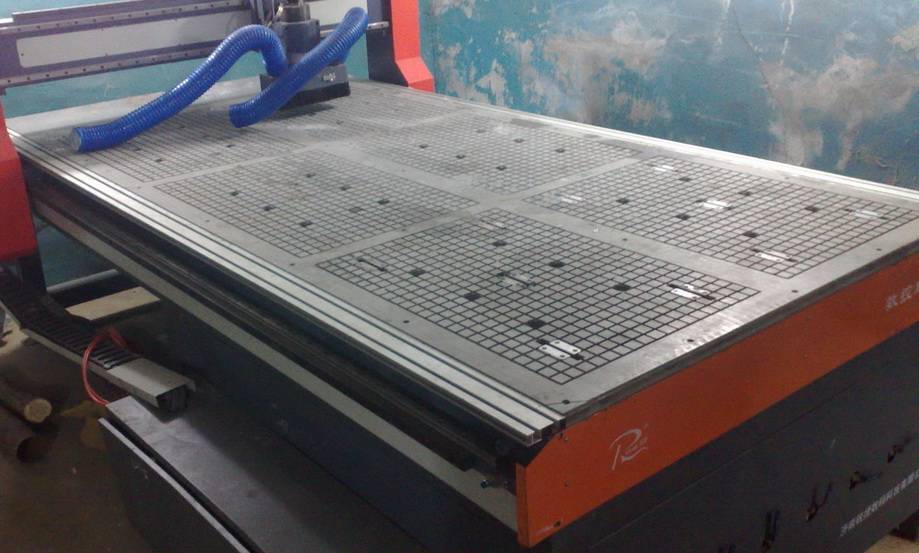
Вакуумный стол после монтажа на станке
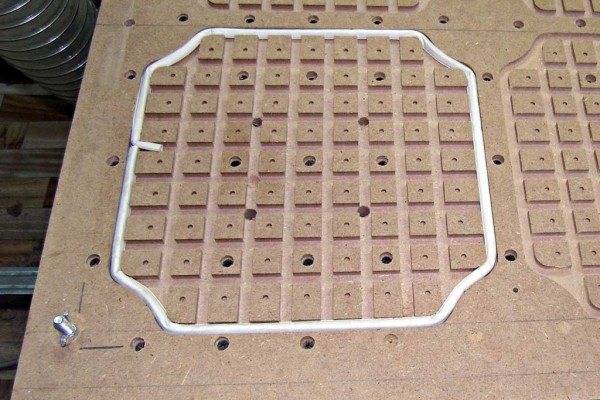
Ячейка вакуумного стола
Нижний слой вакуумного стола служит для подвода разрежения поотдельности к каждой зоне верхнего слоя стола. В каналах верхнего слоя выполнены вертикальные отверстия для перепуска разрежения из каналов нижнего слоя в каналы верхнего. Таких отверстий по 4 шт. на каждую зону. Впрочем чем больше их количество – тем лучше.
Подключить вакуумный стол к пылесосу проще всего с помощью повсеместно распространенного трубопровода, например канализационного (см. фото ниже). Это и дешевле, и технологично. На фото видно, что для подвода разрежения к станку использована труба канализационная диаметром 110 мм. Непосредственно к станку разрежение подводится шестью гофрошлангами диаметром 50 мм. Каждый гофрошланг пристыкован к вакуумному столу посредством вкрученного в стол штуцера. Все соединения герметично уплотнены либо стандартными уплотнениями, либо хомутами (желательно с применением герметика).

Нижний слой вакуумного стола

Подключение вакуумного стола к пылесосу
Перед сборкой стола все его каналы следует обработать клеем ПВА или грунтовкой, чтобы обеспечить непроницаемость МДФ для воздуха (МДФ действительно обладает неплохой воздухопрницаемостью). Верхний слой вакуумного стола прикручен к нижнему саморезами. Чтобы шляпки саморезов не мешали работе со столом, в его поверхности выполнены отверстия, в которые шляпки утапливаются. После сборки стола его поверхность следует обработать фрезой, чтобы обеспечить плоскостность поверхности.
Как выглядит вакуумный стол?
Данное приспособление представляет собой поверхность для обработки с разделенным на сектора покрытием. По площади устройства равномерно распределены специальные присоски и канавки, которые крепят заготовку в необходимом положении. Чем больше площадь вакуумного стола, тем он функциональнее и дороже.
Обрабатываемые детали фиксируются благодаря специальному вакуумному насосу. Именно он отвечает за надежное крепление заготовки к поверхности стола. Благодаря такому изобретению стала возможной криволинейная обработка листовых деталей с большими размерами.
Примечательно, что вакуумные пылесосы применяют предпочтительно для обработки деревянных заготовок. Если есть необходимость выполнить похожие работы с металлом, то в этих целях используют магнитные столы.
Стоит отметить, что в зависимости от размеров и функциональных способностей, цена на вакуумные столы может существенно колебаться. В то же время даже наиболее дешевый заводской вакуумный стол обойдется покупателю минимум в 150-170 долларов.
Также можно приобрести подержанный аппарат, но качество такого стола будет всегда под вопросом. Именно из-за перечисленных выше факторов многие умельцы создают вакуумные столы в домашних условиях.
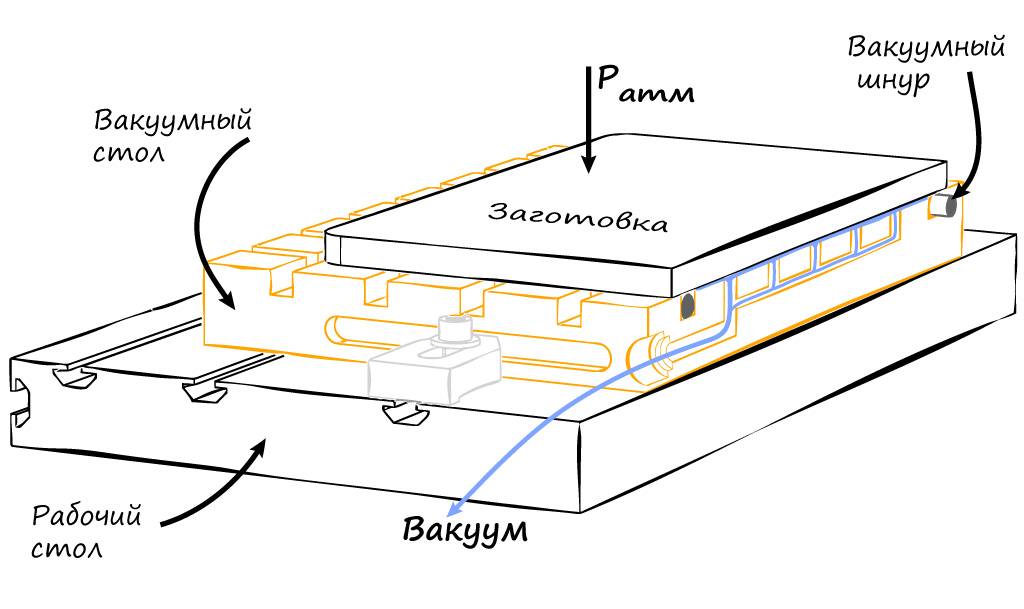
Особенности конструкции и принцип работы
Вакуум – термин, характеризующий область разрежения, которая формируется между вакуумным столом и закрепленной на нем заготовкой. По факту на деталь действует не вакуум, а атмосферное давление. Оно прижимает заготовку к поверхности стола.
Сила вакуума может отличаться в зависимости от мощности установленного насоса, но она никогда не будет больше атмосферного давления. На данный момент существует несколько разновидностей вакуумных столов.
Решетчатый
Это приспособление создает замкнутый контур для рабочей заготовки. Канавки на рабочей стороне выполнены в виде решеток. Подходит для несквозной обработки деталей. Решетчатый стол включает в себя плиту из алюминиевого сплава с решеткой из канавок на рабочей стороне, а также специальное отверстие для откачки воздуха из-под детали и разряжения.

Поворотный для ЧПУ
По принципу работы не отличается от предыдущей модели, но устроен так, что может поворачиваться. Это значительно ускоряет и упрощает рабочий процесс. Вакуумный шланг есть возможность подключить как в центральной части плиты, так и с ее торца.
Это позволяет на обрабатываемой поверхности делать вертикальные, поперечные и продольные движения. Также такая модель плиты может создать нужный угол наклона. это позволяет работать с круглой или спиралевидной болванкой в разных плоскостях.

Шлицевый
Этот стол необходим для работы с мелкими болванками, а также с деталями, которые имеют множество отверстий. Отличается данный стол повышенным коэффициентом трения, что и создает высокое вакуумное усилие. Это позволяет снизить возможность сдвига болванки в процессе работы и повышает точность ее обработки.




С пористыми вставками
Плита данного стола рассчитана на болванку любой формы и размера. Сила закрепления зависит от площади обрабатываемой поверхности. Пористые блоки плиты могут быть изготовлены из алюминия, стали или бронзы и позволяют не использовать в процессе работы фольгу или другой тонкий материал. Также нет необходимости перенастраивать стол при изменении вида работ.

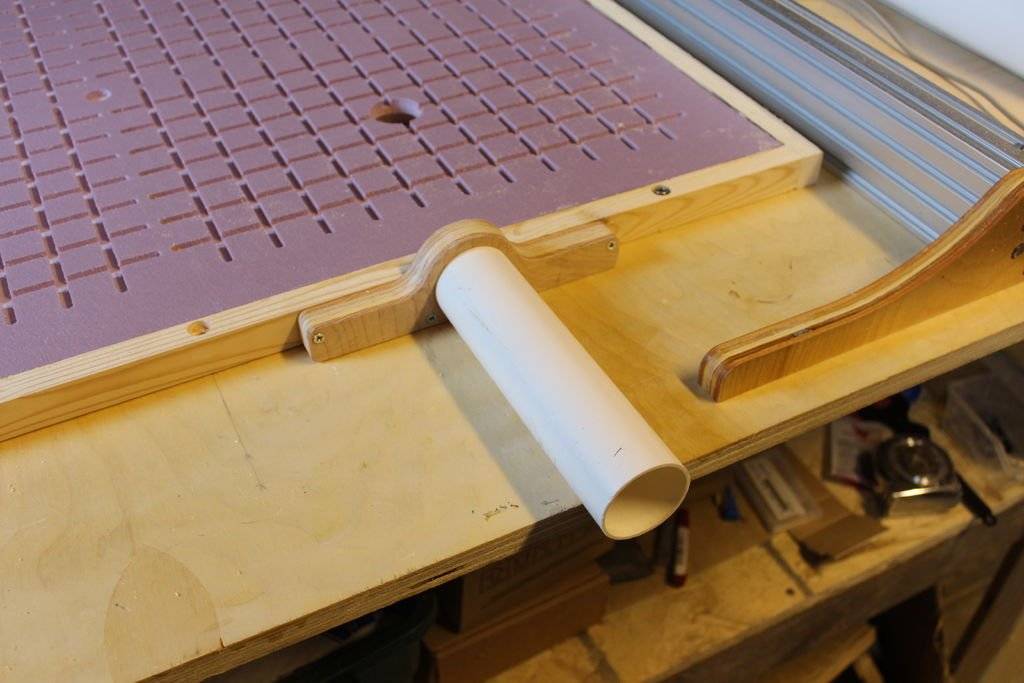
Вакуумный стол из МДФ. Использование зон.
Если у вас есть стол большего размера, и вы разделяете камеру статического давления на отдельные зоны, вам понадобится способ их деления и включать и выключать разные зоны. Лучшее решение — это простая 2-дюймовая ПВХ труба из любого строительного магазина. Используйте шаровые краны, чтобы контролировать различные зоны, и добавьте в систему манометр, чтобы вы могли оптимизировать воздушный поток и давление вакуума.
Вакуумная сантехника
При прокладке водопровода избегайте множества крутых поворотов, так как это может привести к ограничению доступа воздуха и снижению производительности. Используйте Y-образные соединители вместо тройников и совместите все расположенные под углом порты, чтобы поток проходил в том же направлении, что и воздух.
Если вы обнаружите, что не получаете достаточной отдачи от двигателя, вы можете добавить второй, удвоив мощность.
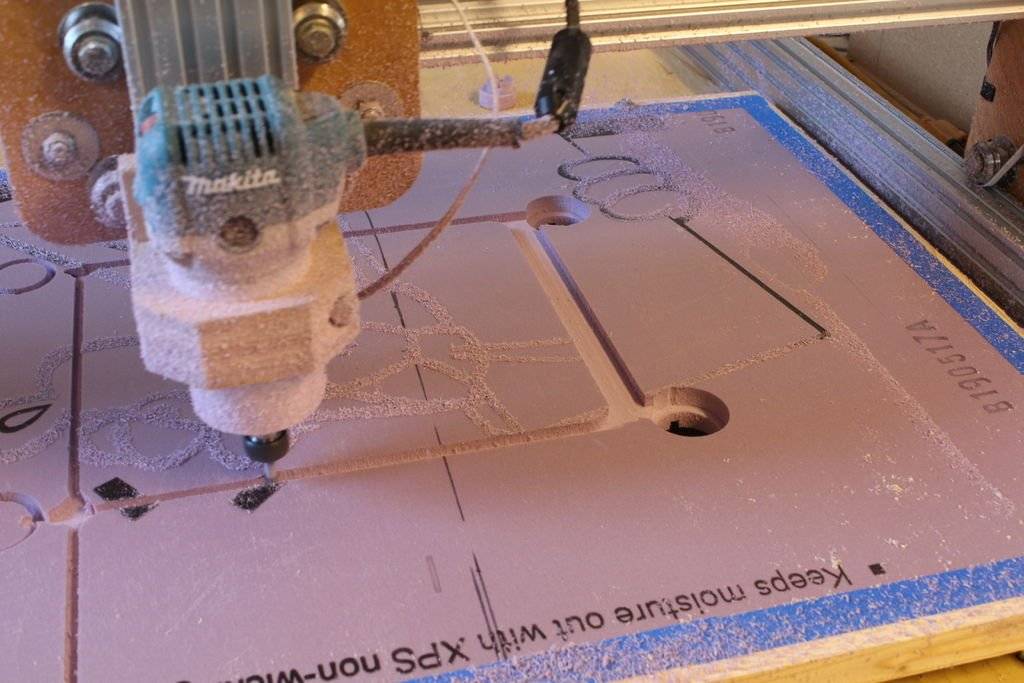
Перемещение частей
Если вы беспокоитесь о смещении деталей при прорезании всего материала, вот небольшая хитрость. На первом проходе оставьте тонкий кусок материала (он же «луковая кожура») внизу разреза, чтобы удерживать разрезы на месте, пока режется остальная часть. Это будет поддерживать сильный вакуум, чтобы ваши ранее обработанные детали не сдвигались.
Как только большая часть материала будет удалена, вернитесь и выполните последний проход, чтобы прорезать полностью. Ваши первые резы значительно снизили силу резания и трение (которые уменьшаются с глубиной резания из-за небольшого количества оставшегося материала), поэтому вероятность смещения ваших деталей гораздо меньше
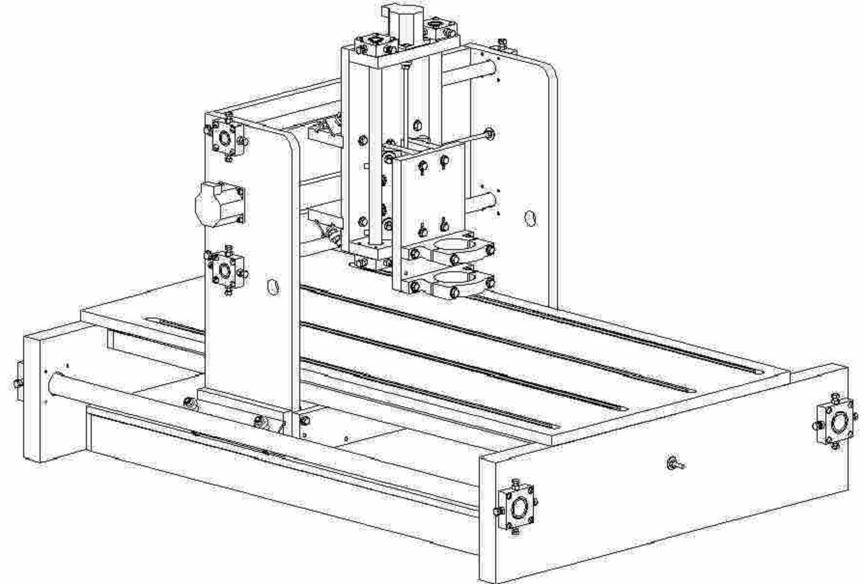
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
Нужен ли вакуумный стол для фрезерного станка с ЧПУ?
Фрезерные станки с ЧПУ являются «классическими» представителями оборудования для контактной механической обработки заготовок резанием. При помощи фрезерных станков с ЧПУ производится огромное количество различных изделий – из дерева, металла, пластика, камня, стекла. Благодаря специальным техническим решениям (высокая жёсткость станины, применение лёгких сплавов для подвижного инструментального портала, использование высококачественных подшипников скольжения и т.п.) фрезерные станки с ЧПУ могут поддерживать высокий темп обработки. А применение программного управления, с одной стороны обеспечивает высокое качество и точность обработки, а с другой стороны – делает фрезерный станок универсальным, легко переналаживаемым оборудованием.
Универсальность фрезерного оборудования предполагает не только наличие возможности обрабатывать заготовки из разного материала, но и обеспечивать лёгкую смену режущего инструмента, а также быстрое и надёжное крепление заготовки на рабочем столе
Последнее качество очень важно – как обеспечивающее сам принцип фрезерования
Механическое крепление заготовок
Современные фрезерные станки с ЧПУ имеют консольную конструкцию – заготовка располагается на рабочем столе, а сверху подводится фреза, закреплённая во вращающемся патроне шпинделя. Шпиндель крепиться на скользящем инструментальном портале, чем обеспечивается перемещение фрезы относительно поверхности заготовки. Горизонтальная плоскость рабочего стола служит опорой для заготовки. А её крепление может осуществляться струбцинами при помощи стандартных болтов, вставляемых в Т-образные пазы, которыми снабжён рабочий стол.
Недостатки подобной схемы очевидны. Во-первых, заготовка может иметь сложную геометрию и не всегда можно равномерно расположить струбцины «по краям» для надёжного закрепления. Во-вторых, механический прижим и значительное усилие затяжки струбцин (которое требуется для компенсации высокого крутящего момента фрезы – особенно для станков с мощным шпинделем) может повредить поверхность заготовки. Что совершенно недопустимо при обработке стеклянных или тонких композитных панелей.
И в-третьих, механическим креплением не всегда удаётся создать надёжный прижим. К примеру, при обработке тонких металлических пластин большой площади, при касании фрезой участка достаточно удалённого от крепёжной струбцины, заготовка может прогибаться, «играть», нарушая точность обработки. В таком случае для надёжного закрепления требуется как можно больше струбцин – буквально «в каждой точке». На практике осуществить это механическим способом практически невозможно.
Вакуумное крепление заготовок
В ряде случаев (при обработке тонких стеклянных, композитных или металлических панелей большой площади) вакуумный стол является единственным средством надёжного крепления заготовок. Практически все производители либо серийно комплектуют вакуумным столом свои модели фрезерных станков с ЧПУ, либо допускают его установку в качестве дополнительного оборудования (как собственного производства, так и стороннего выпуска).
Плюсы и минусы вакуумного прижима
Каждый, кто задумывался о приобретении вакуумного стола, задавался вопросом: стоит ли переплачивать за дорогую систему? Оправдает ли она затраты в условиях конкретного производства? Какие функции системы будут полезными, а какие окажутся «балластным довеском»?
По удобству и надёжности крепления плоских заготовок вакуумный стол практически не имеет альтернатив. Однако при работе с некоторыми «пористыми» материалами (плиты из МДФ, дерева, ДСП) очень трудно создать нужное разрежение и надёжно прижать заготовку, ведь воздух «просачивается» сквозь саму плиту! Кроме того, вакуумный стол может быть несовместим с рядом дополнительных систем (например, СОЖ). Поскольку обработка некоторых материалов (особенно металлов) без СОЖ является крайне низкопроизводительной, вакуумным прижимом приходится жертвовать.
Эффективность вакуумной системы станка ЧПУ
 В сравнении с другими способами фиксации заготовок деталей на рабочих столах станков ЧПУ при производстве фасадов МДФ вакуумная система обладает следующими преимуществами:
В сравнении с другими способами фиксации заготовок деталей на рабочих столах станков ЧПУ при производстве фасадов МДФ вакуумная система обладает следующими преимуществами:
- Легкость и быстрота монтажа. Оборудование матричного стола и позиционирование присосок происходит на порядок быстрее, чем при использовании любых других типов зажима;
- Легкость и быстрота смены обрабатываемых заготовок. Например, при использовании педали для включения-выключения подачи вакуума, время смены детали может достигать 10-15 секунд;
- Возможность обрабатывать широкоформатные заготовки и детали с необычной геометрией (при наличии хотя бы одной плоской поверхности на них);
- Беспрепятственный доступ инструмента к свободным от захвата сторонам заготовок;
- Бережливая блокировка хрупких и мягких материалов.
Есть у вакуумной системы фиксации деталей для обработки на станке ЧПУ свои минусы. Основной недостаток – это слабая сила зажима мелких деталей и пористых материалов. Возникает необходимость переключаться на использование других устройств фиксации заготовок, в том числе механических или работающих на сжатом воздухе высокого давления.
Другим существенным недостатком является необходимость постоянного поддержания чистоты на вакуумных элементах рабочего стола. С одной стороны это необходимо, чтобы исключить попадание опилок и стружки в вакуумную систему станка ЧПУ, а с другой, – чтобы обеспечить наиболее плотное прилегание заготовок к поверхности вакуумных зажимов.
Этапы изготовления
Проектирование и выбор заготовки
Для того чтобы собрать вакуумный стол для станка с компьютерным управлением самостоятельно, в первую очередь необходимо разработать чертеж. Размеры для его создания можно взять из каталогов, а образцом выбрать любой из продуктов массового производства.
Чаще всего размеры сетки берутся с шагом 12,5 мм, шириной канавки 4 мм и толщиной от 32,5 до 48 мм. Ширина плиты от края до оси первой канавки составляет 6,25 мм, что соответствует ровно половине шага сетки. Горизонтальные размеры устанавливаются произвольно, на основании размеров заготовок, которые будут обрабатываться на станке.
В продаже, как правило, встречаются цельные плиты, состоящие из одного модуля, но при создании собственного вакуумного стола пользователи могут разработать системы с несколькими вакуумными зонами.
В качестве основы могут быть использованы:
- листы фанеры (толщиной от 1,6 до 2 см);
- листы ДСП (ламинированные);
- дюралевые или текстолитовые плиты типа Д16Т или Д16АТ толщиной от 8 до 1,2 мм.

Создание рабочей поверхности и короба
Рабочая поверхность стола должна быть предельно ровной, иначе обрабатываемые детали будут копировать неровности лежащей в основе плиты. После выравнивания на листе в шахматном порядке высверливаются отверстия. Тыльная сторона материала при этом предназначается для примыкания к насосу.

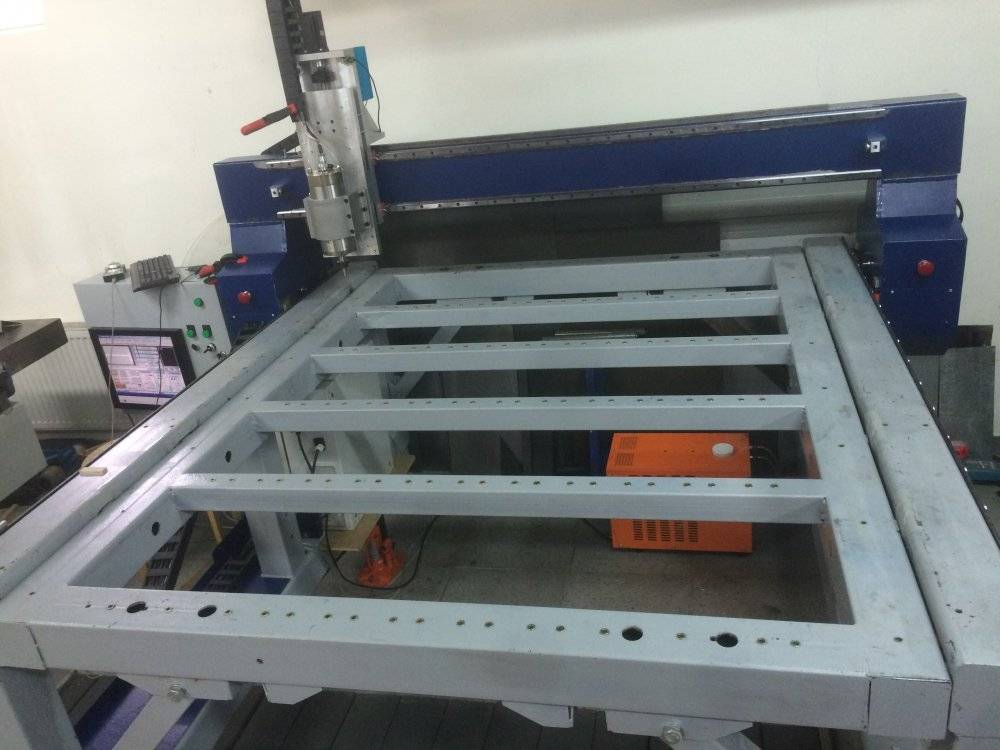


Надежность конструкции обеспечивается за счет установки перегородок. Они позволяют избежать деформации стола во время его эксплуатации.
Следующий шаг – нарезка канавок в соответствии со схемой, выбранной ранее. Оптимальная глубина нарезки на начальном этапе – не более 2,8 мм. После нарезки в канавки закладывается уплотняющий шнур.
Далее идет этап изготовления трассы. Для ее создания потребуется пластиковая труба с диаметром от 2,5 до 3,2 см. Если рабочая поверхность сплошная – плита делается из двух частей, после чего стык надежно герметизируется. Трасса в таком случае подается с торцевой стороны.
Для каждой из зон устанавливается собственный шаровой вентиль, который обеспечивает автономную работу отдельных секторов.
После того как сборка трассы завершена, наступает этап сверления отверстий. Чаще всего высверливаются:
- 1 отверстие на стыке канавок (для обеспечения вакуума);
- в центре квадратов для крепления к штатному столу;
- дополнительные отверстия для фиксации заготовок с торцов.

Коробка
При изготовлении коробки повышенное внимание уделяется определению ее высоты. Это обусловлено тем, что заготовка вакуумного стола предназначается для станков с ЧПУ
Из металлических или деревянных частей создается устойчивая конструкция, на которой будет крепиться рабочая поверхность. Над рабочей зоной при этом устанавливается нагревательный элемент.
При сборке крайне нежелательно использовать подвижные соединения или недолговечные материалы.
Нагревательный элемент
В качестве нагревательного элемента при самостоятельной сборке вакуумного стола лучше всего себя зарекомендовала нихромовая нить, но высокая стоимость не сделала ее популярной в массах. Именно поэтому при самостоятельной сборке пользователи чаще всего применяют галогеновые лампы.
В металлическом листе просверливаются три отверстия, в них крепятся нагревательные элементы и монтируется электрическая часть. Лампы при этом необходимо соединять параллельно друг другу. Соединение обеспечивается спайкой медных проводов. Конструкция световой панели также должна предусматривать возможность ее разбора.
Вакуумный насос
Наиболее важный конструктивный элемент, который обеспечивает создание разреженной среды и надежную фиксацию деталей. Предпочтение при выборе стоит отдавать специализированным генераторам вакуума с манометрами. Если специализированный насос не может быть установлен – возможно использование вакуумных вентиляторов, несмотря на их менее высокую мощность. Если конструкция стола слишком сложна – манометр и регулятор нагрева устанавливаются в управляющий блок.
Блок управления
Электронная составляющая вакуумного стола необходима для того, чтобы обеспечивать эффективную регулировку нагрева рабочей поверхности и наиболее стабильную фиксацию деталей. Для работы потребуется:
- микроконтроллер с дисплеем;
- реле для управляющих блоков;
- датчики температуры и давления.
В минимальной комплектации требуются 2 реле (для включения и выключения насоса, а также контроля над нагреванием панели) и по одному датчику.
Если планируется создание автономно работающих секций – потребуется большее количество реле и более производительный контроллер.