ПАСПОРТИЗАЦИЯ
Назначение технического устройства.
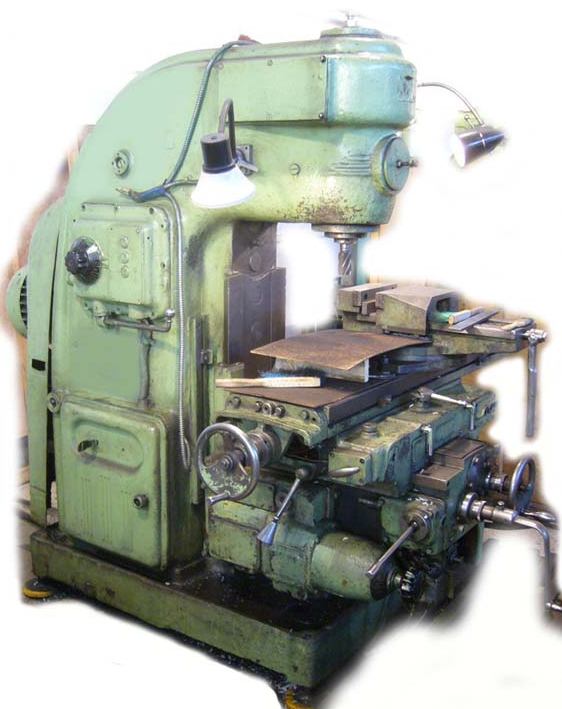
Вертикальные консольно-фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б предназначены для фрезерования всевозможных деталей из стали, чугуна, и цветных металлов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
На станках 6Р12Б и 6Р13Б можно обрабатывать детали из легких сплавов.
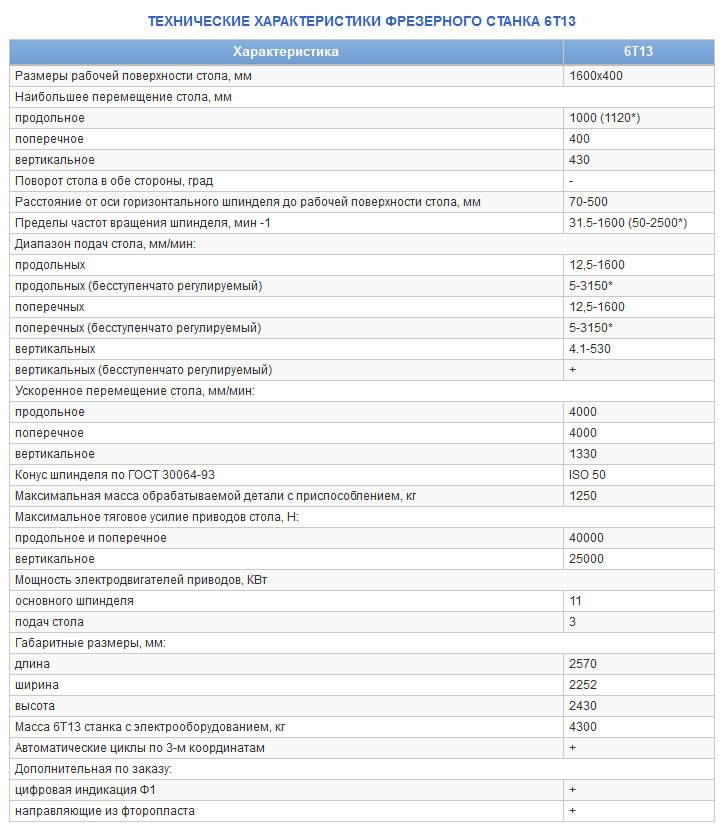
Технические характеристики.
Класс точности по ГОСТ 8-71 – Н.
Размеры рабочей поверхности, мм – 1250х320 для 6Р12, 6Р12Б (1600х40 для 6Р13, 6Р13Б)
Число Т-образных пазов – 3
Наибольшее перемещение стола, мм:
продольное механическое – 800 для 6Р12, 6Р12Б (1000 для 6Р13, 6Р13Б)
продольное вручную – 800 для 6Р12, 6Р12Б (1000 для 6Р13, 6Р13Б)
поперечное механическое – 240 для 6Р12, 6Р12Б (300 для 6Р13, 6Р13Б)
поперечное вручную – 250 для 6Р12, 6Р12Б (320 для 6Р13, 6Р13Б)
вертикальное механическое – 410
вертикальное вручную – 420
Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм – 30-450 для 6Р12, 6Р12Б (30-500 для 6Р13, 6Р13Б)
Расстояние от оси шпинделя до вертикальных направляющих станины, мм — 350 для 6Р12, 6Р12Б (420 для 6Р13, 6Р13Б)
Перемещение стола на одно деление лимба, мм – 0,05
Перемещение стола на 1 оборот лимба, мм:
продольное и поперечное – 6
вертикальное – 2
Наибольшая масса обрабатываемой детали, кг — 250 для 6Р12, 6Р12Б (300 для 6Р13, 6Р13Б)
Габариты станка, мм:
длина — 2305(6Р12); 2340(6Р12Б); 2560(6Р13); 2600(6Р13Б)
ширина -1950(6Р12); 1950(6Р12Б); 2260(6Р13); 2260(6Р13Б)
высота — 20206Р12); 2020(6Р12Б); 2120(6Р13); 2120(6Р13Б)
Масса станка, т – 3,12(6Р12); 3,18(6Р12Б); 4,20(6Р13); 4,27(6Р13Б)
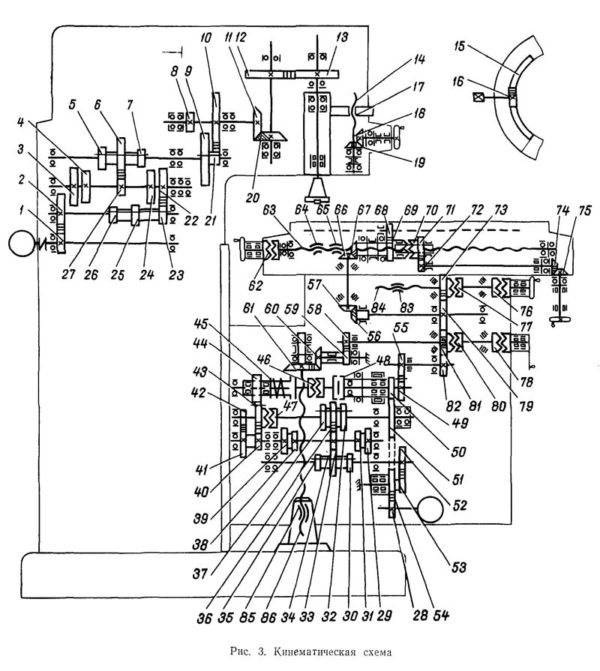
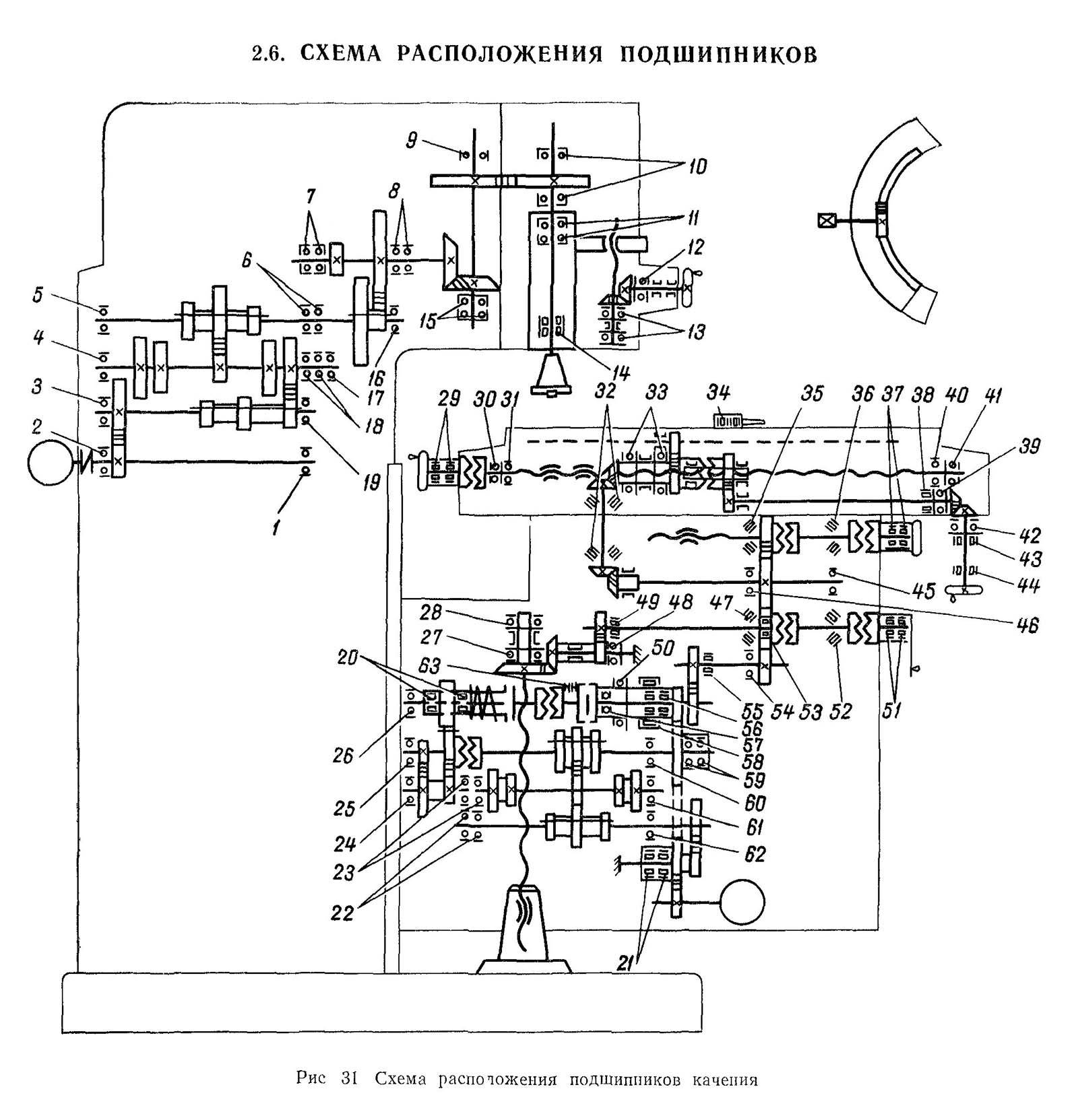
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
1 Вертикально-фрезерный станок 6Р12 – коротко о главном
Интересующее нас оборудование имеет высокие технические и эксплуатационные характеристики. Именно благодаря им на станке допускается производить обработку разнообразных изделий из чугуна, сплавов цветных металлов, стали. Причем станок с легкостью работает как с простыми по форме заготовками, так и со сложными. В большинстве случаев фрезерование изделий ведется концевыми и торцовыми фрезами.
Агрегат располагает пинольным вертикальным шпинделем, рабочим столом, который передвигается по горизонтали. Стол закреплен на консоли, передвигающейся в вертикальном направлении по специальным направляющим. На 6Р12 имеется простой числовой программный комплекс и копировальный механизм. Последний позволяет работать с криволинейными заготовками.
Шпиндельная головка агрегата (она является поворотной) снабжена устройством осевого ручного передвижения гильзы. За счет этой конструктивной особенности на 6Р12 можно обрабатывать отверстия с осями, которые по отношению к столу размещаются под углом от -45 до +45 градусов.






Криволинейные поверхности на станке фрезеруют по копирам. Их контур анализируется электроконтактным датчиком (точнее его подвижным наконечником). Конструкция агрегата жесткая, благодаря этому на него можно устанавливать фрезы из быстрорежущих сталей и разнообразных синтетических композиций твердой и сверхтвердой группы.
Станок 6Р12, имеющий класс точности “Н”, рекомендован для использования в серийном и единичном производстве. И в первом, и во втором случае он демонстрирует высокую эффективность выполнения фрезерных и иных операций. Добавим, что ремонт данного оборудования сравнительно прост, что обусловлено отсутствием сверхсложного ЧПУ, а также наличием запасных частей.
Схема станка унифицирована, для замены вышедших из строя деталей допускается применять запчасти с других агрегатов Горьковского и других станкостроительных комбинатов. Понятно, что при таких условиях ремонт 6Р12 особых проблем не вызывает.
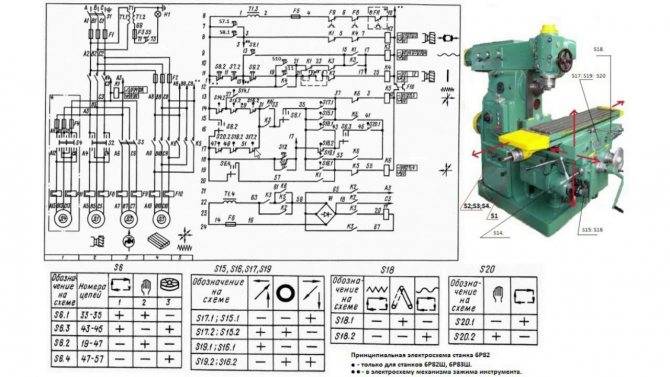
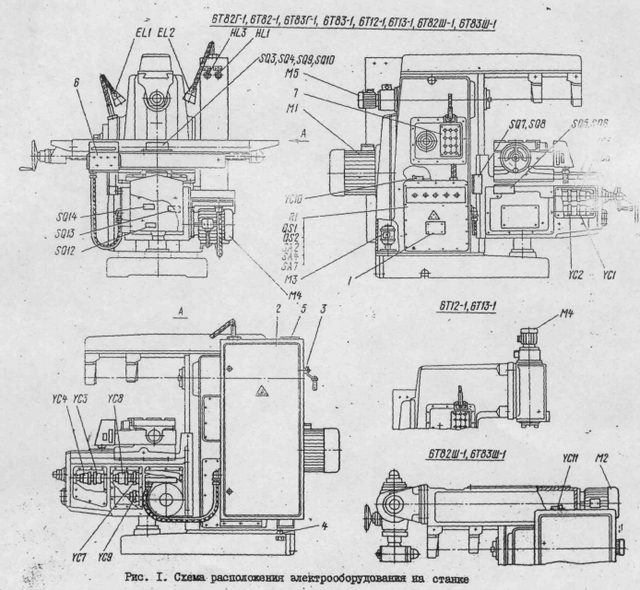
3 Электрическая схема 6Р12
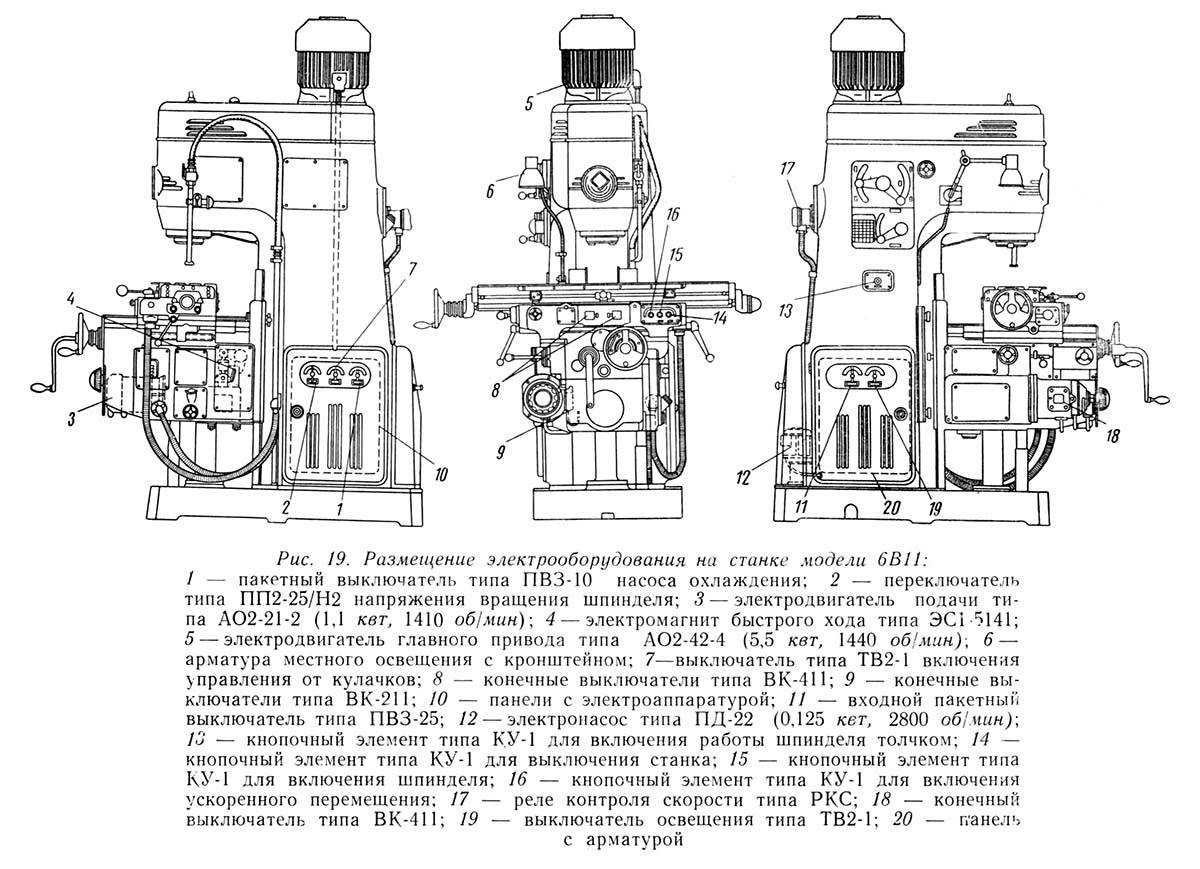
Станок оснащен электродвигателем с частотой вращения 1460 оборотов в минуту мощностью 7,5 киловатт. Также имеется двигатель подачи (его частота равняется 1430 оборотам в минуту, мощность – 2,2 киловаттам). Электрическая схема агрегата позволяет оператору выбрать один из трех режимов его функционирования:
- управление в автоматическом режиме, когда стол перемещается продольно;
- управление при помощи кнопок и рукояток;
- режим круглого стола.
С целью упрощения переключения скоростей подачи и вращения шпинделя станок снабдили устройством импульсного запуска двигателя. Если же оператор использует рукоятки, схема работает за счет замыкания требуемых кнопок и конечных выключателей.

Шпиндель включается при нажатии кнопки “ПУСК”, останавливается кнопкой “СТОП”. Причем при активации второй кнопки останавливается и двигатель подачи. Для перевода станка в режим быстрого хода электрическая схема предусматривает отдельную управляющую кнопку.
При выборе одной из доступных подач оператор не может включить другую подачу, схема агрегата просто-напросто блокирует подобную возможность.
Торможение двигателя, который вращает шпиндельный узел, происходит по электродинамическому принципу. Электрическая схема, кроме того, включает в себя специальное реле, необходимое для предохранения от пробоя селеновых выпрямителей. Такой пробой вполне может возникнуть при отключении двигателя.

В автоматическом цикле электросхема фрезерного агрегата функционирует следующим образом:
- быстрый подвод;
- подача (рабочая);
- быстрый отвод.
При эксплуатации режима “Круглый стол” оператор не имеет возможности запустить какие-либо подачи, так как они заблокированы. Осуществляется режим за счет двигателя подач, допускается включение быстрого хода “Круглого стола”.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Можно ли ее собрать своими руками?
До самостоятельной сборки схемы своими руками прежде всего необходимо помнить, что предстоящая работа связана с электроэнергией, и соблюдение правил безопасности при ее производстве крайне важно!
Необходимые материалы и инструменты
Что нам понадобится:
- сама принципиальная схема;
- набор составляющих элементов (магнитные пускатели, концевые выключатели, трансформаторы, кнопки управления, тумблеры, реле и т. п.;
- набор электромонтажника, в который входят необходимые элементы (пассатижи, отвертки, маркеры, изолента и т. д.);
- кабельная продукция (кабели, монтажные провода разных сечений);
- тестер или мультиметр электрических сигналов.
Пошаговая сборка
Сборку желательно начинать с монтажа основных составляющих, тесть сначала смонтировать кабели к электроприводам, провода к магнитным пускателям. Затем постепенно переходить к вторичным цепям управления, цепям блокировки, сигнализации, защиты.
Концы кабелей и жил проводов необходимо оконцевать и промаркировать, согласуясь с принципиальной схемой
Это крайне важно, потому что сбережет выше время и силы при пусконаладочных работах. Да и о тех, кто будет эксплуатировать станок после вас, необходимо помнить
Подключение и проверка исправности
После монтажа нужно убедиться, что все основные работы закончены и все посторонние предметы удалены из зоны действия станка.
После подачи питания на станок можно приступить к проверке его работоспособности. Проверить, управляется ли он от рукояток и кнопок управления, действует ли торможение электродвигателя шпинделя, управляется ли продольное перемещение стола и т. д.
Возможные ошибки и способы их исправления
- двигатель гудит при пуске, но не вращается — отсутствие напряжения в одной из фаз электросети — проверить мультиметром, где произошел обрыв (плавкие вставки, автоматический выключатель, тепловое реле, соединительный кабель);
- при вращении электродвигатель гудит и перегревается — межвитковое замыкание, короткое замыкание между фазами — заменить электродвигатель или отремонтировать обмотку;
- срабатывает тепловая защита — перегрузка электродвигателя — снизить нагрузку до номинальной.
Более подробные неисправности относятся к пусконаладочным работам, их множество и это материал для статьи другого профиля.
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
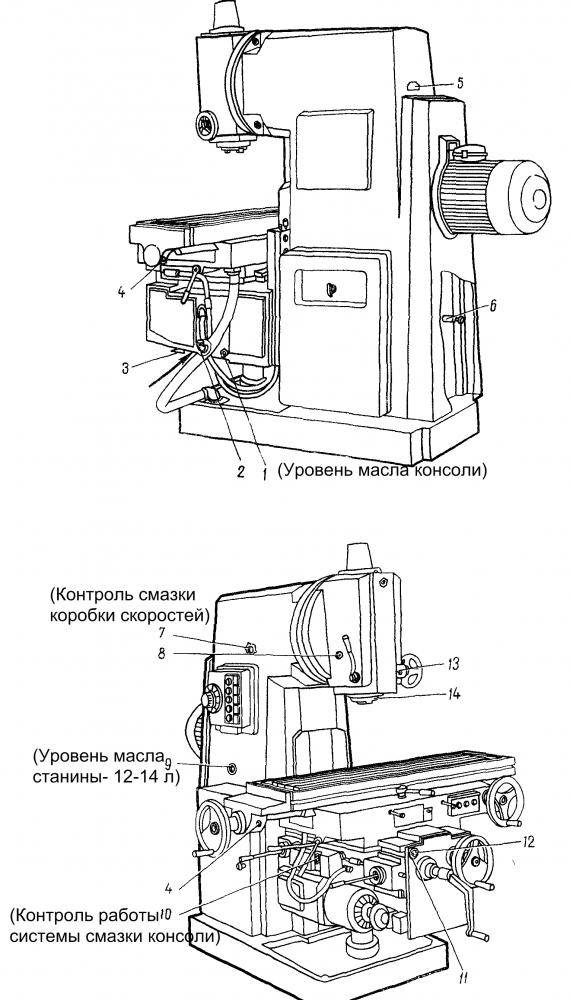
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора;
- смазка элементов аппарата в соответствии с требованиями паспорта;
- установка защитного ограждения после фиксации фрезы;
- обязательная проверка работы устройства на холостом ходу.
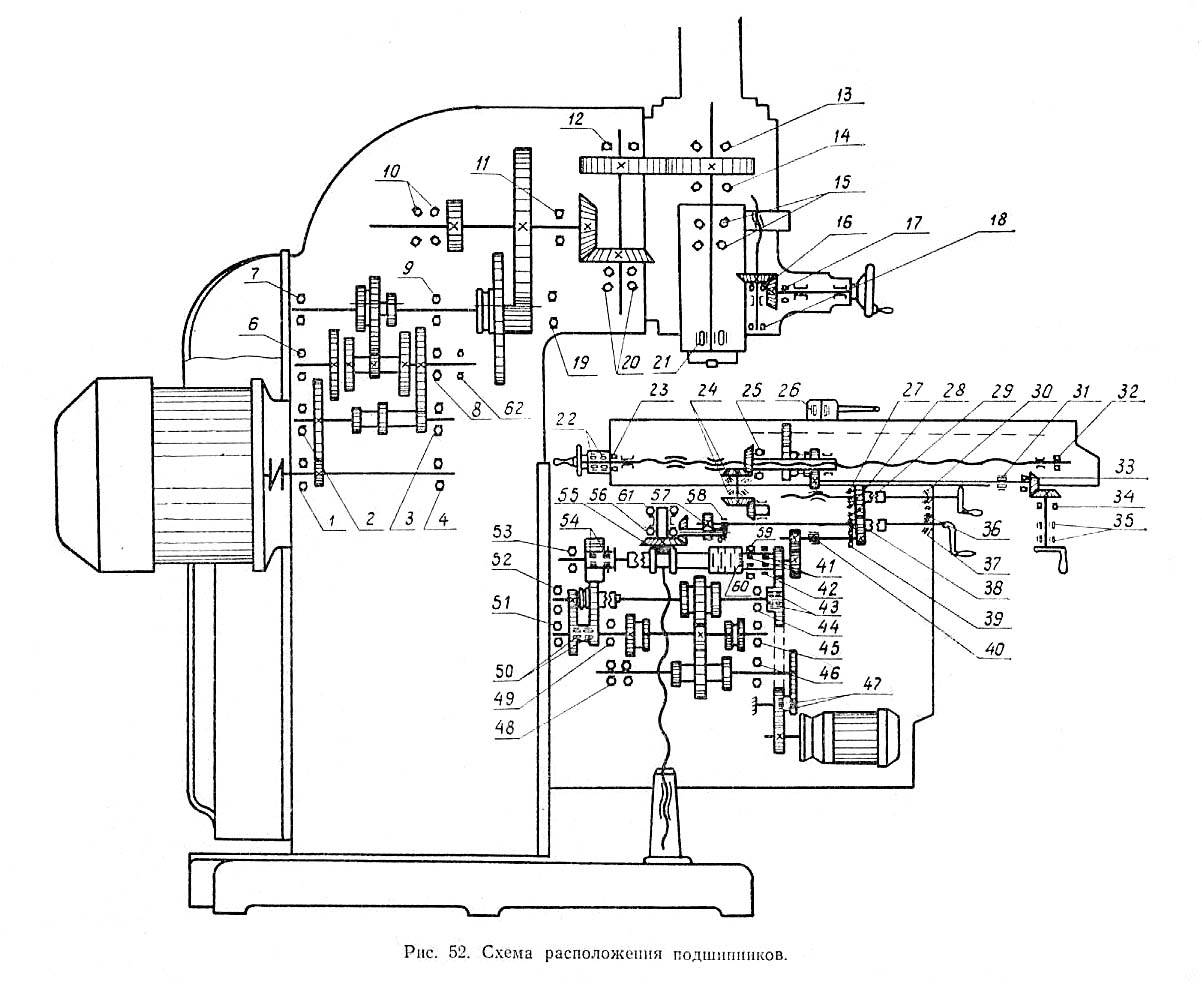
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена;
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Особенности электросхемы
Включить вращение шпинделя можно кнопкой «ПУСК», для его остановки достаточно нажать кнопку «СТОП». Стоит учитывать, что при нажатии второй кнопки останавливается и подача. Есть у модели и режим быстрого хода, который выбирается через специальную кнопку.
Важным моментом является то, что оператор может выбирать только одну подачу: во время выбора другая отключается автоматически. Торможения установленного электродвигателя проводится по электродинамическому принципу.
Устанавливается и специальный предохранитель, который исключает вероятность пробоя селеновый выпрямителей. Пробой, как правило, возникает в случае непредвиденной установки мотора.







Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
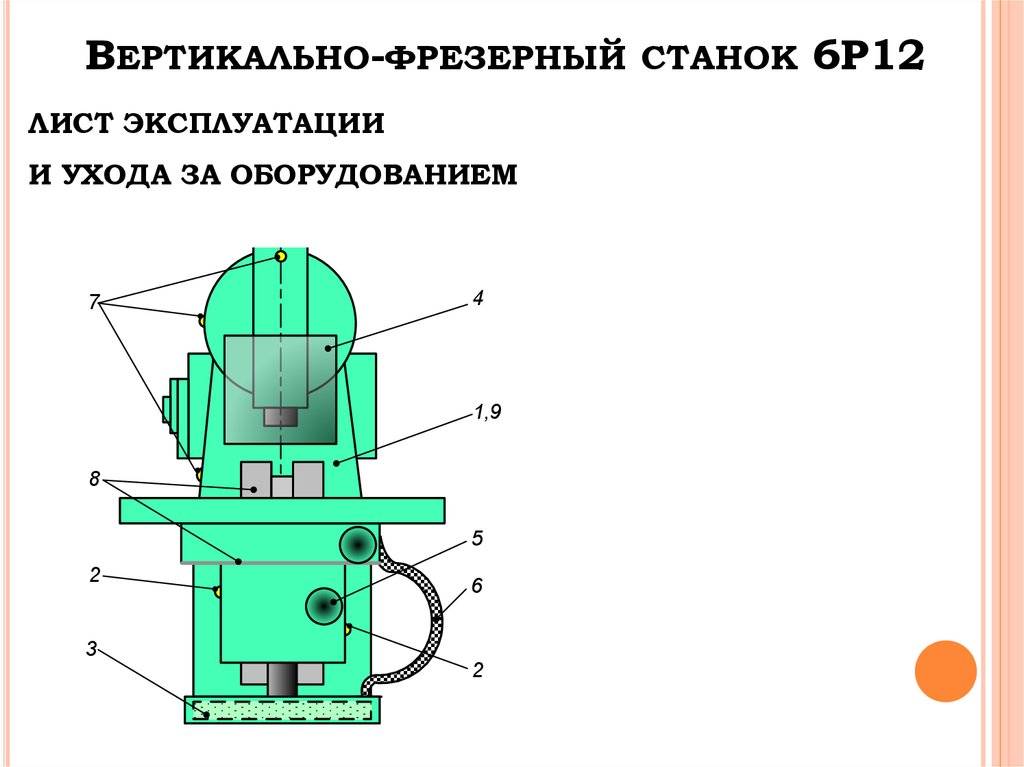
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
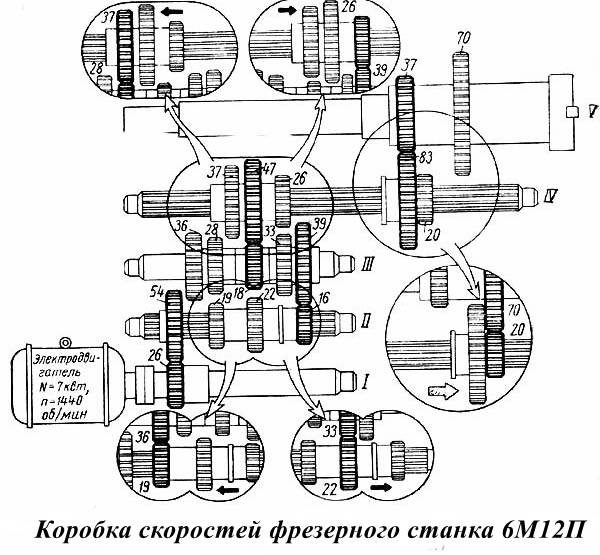
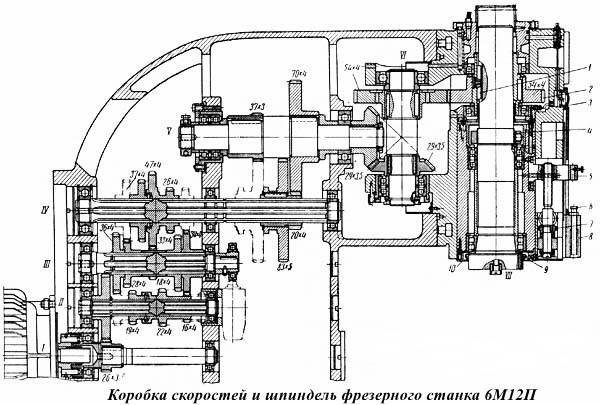
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
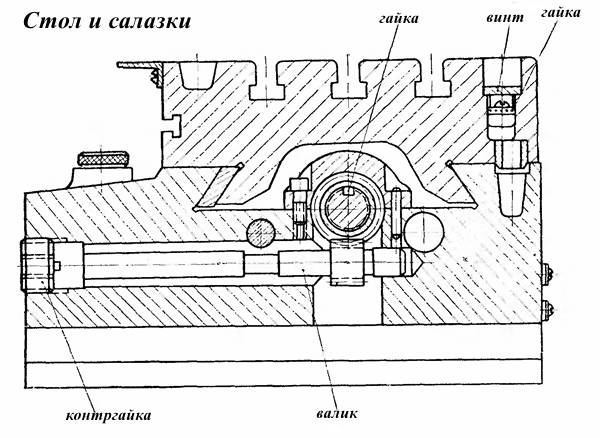
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
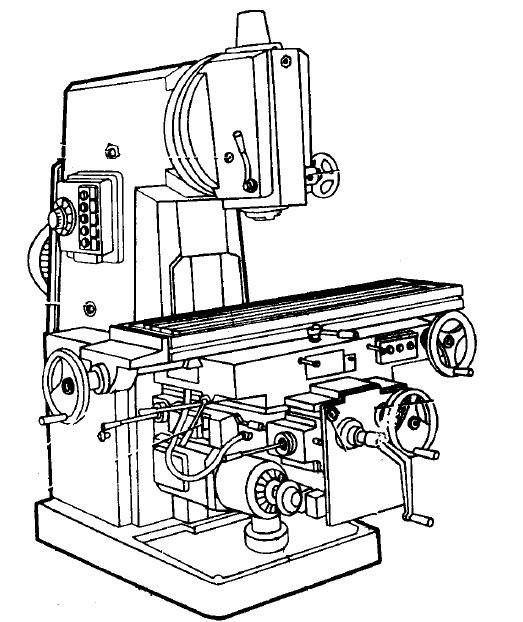
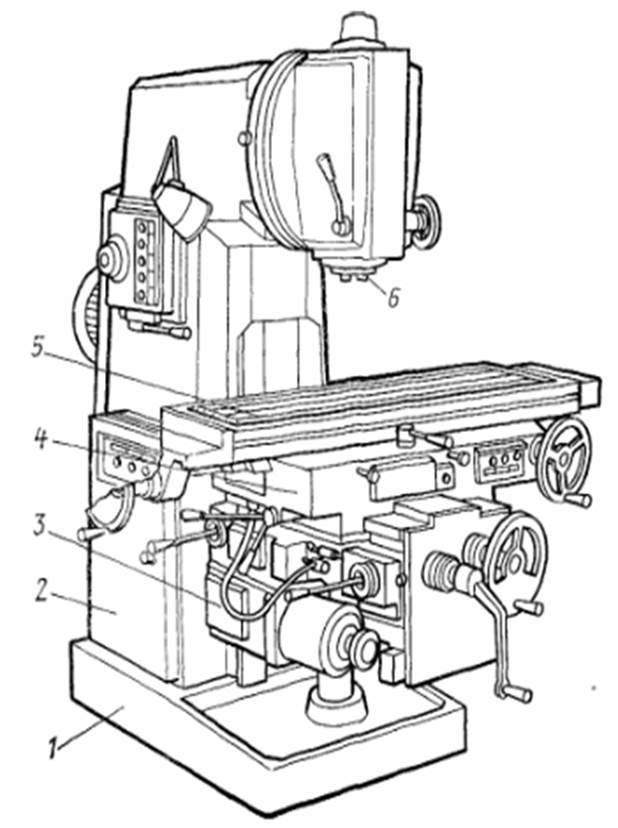
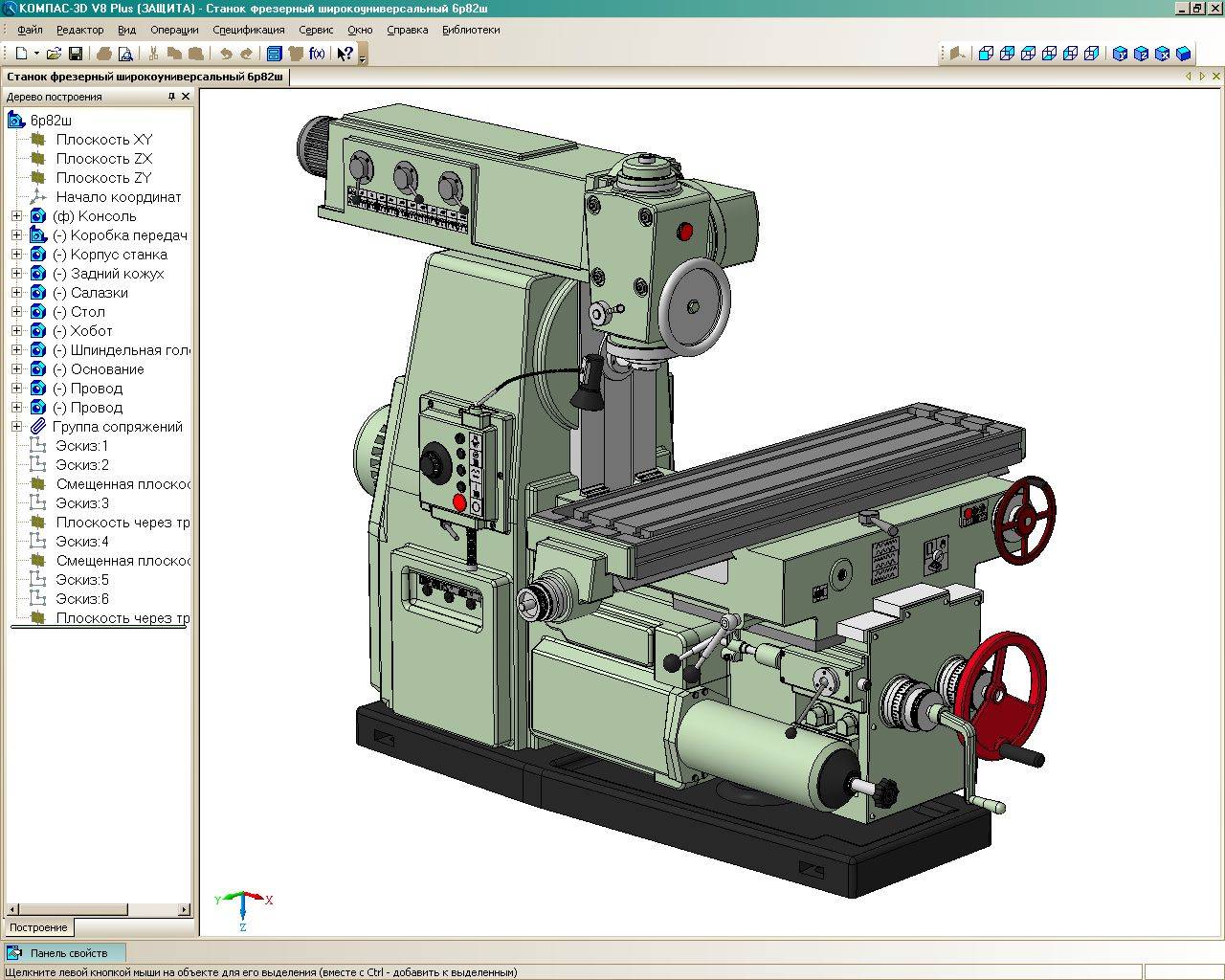
Вертикально-фрезерный станок 6Р12,6Р13
- Устройство вертикально-фрезерного станка
- Органы управления вертикально-фрезерного станка
- Кинематическая схема вертикально-фрезерного станка
- Коробка скоростей вертикально-фрезерного станка
- Коробка подач вертикально-фрезерного станка
- Консоль вертикально-фрезерного станка
- Техническая характеристика вертикально-фрезерного станка
Вертикально-фрезерный станок моделей 6р12,6р13 предназначен для выполнение разнообразных фрезерных работ любой сложности на деталях из стали, чугуна и цветных металлов. Он не менее популярен, чем фрезерно гравировальный станок с чпу. С применением делительной головки и поворотного стола, увеличиваются его технологические возможности, позволяющие обрабатывать наклонные плоскости, углы и зубчатые колеса. Применяется в условиях индивидуального и серийного производства.
6Р12Б и 6Р13Б – быстроходные станки, отличающейся особенностью этих станков является повышенный диапазон частоты вращения шпинделя, подач стола и увеличенная мощность электродвигателя главного движения.
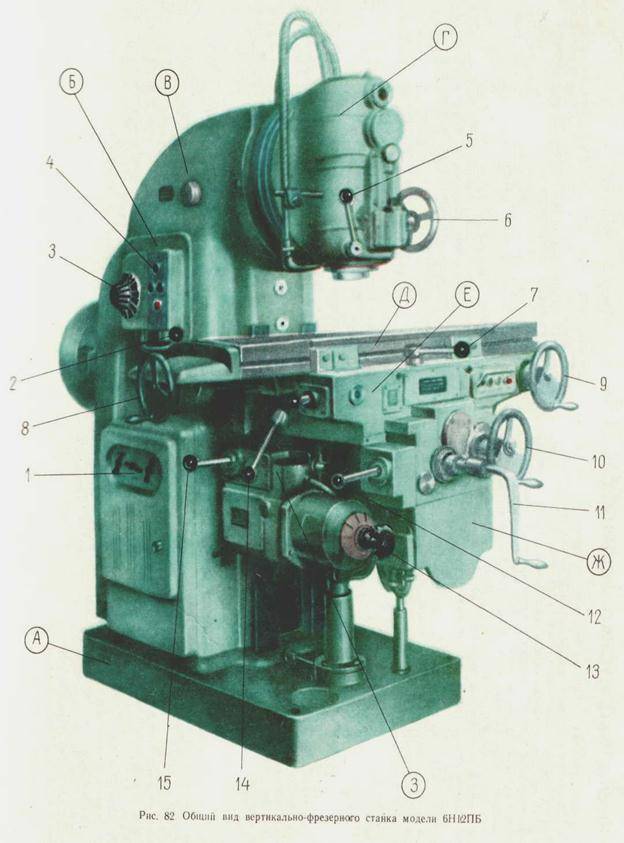
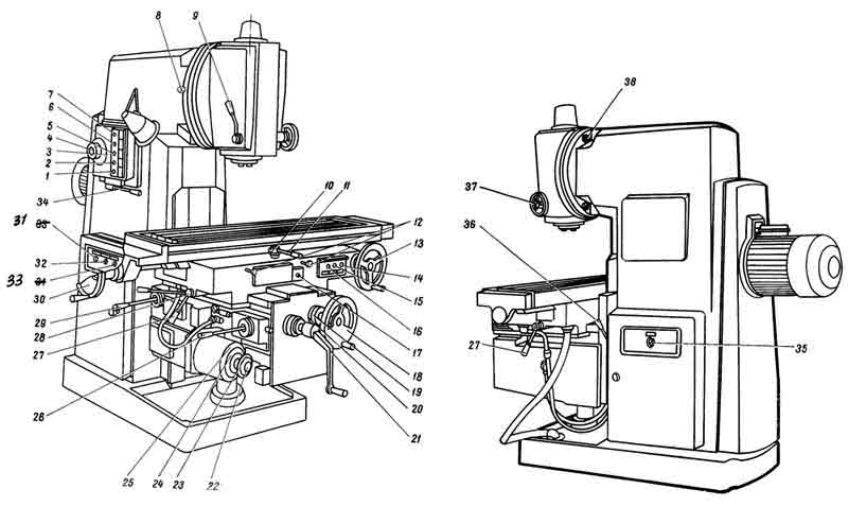
Органы управления вертикально-фрезерного станка моделей 6р12,6р13
- Кнопка “Стоп”;
- Кнопка “Пуск шпинделя”;
- Стрелка-указатель оборотов шпинделя;
- Указатель частоты вращения шпинделя;
- Кнопка “Быстрый стол”;
- Кнопка “Импульс шпинделя”;
- Освещение;
- Поворот головки;
- Зажим гильзы шпинделя;
- Механизм автоматического цикла;
- Включение продольных перемещений стола;
- Зажим стола;
- Продольное перемещение стола;
- Кнопка “Ускоренный стол”;
- Кнопка “Пуск шпинделя”;
- Кнопка “Стоп”;
- Ручное и автоматическое управление продольным перемещением стола;
- Ручное продольное перемещение стола;
- Механизм поперечных перемещений стола;
- Нониус;
- Ручное вертикальное перемещение стола;
- Фиксация грибка переключения подач;
- Грибок переключения подач;
- Указатель подач стола;
- Стрелка-указатель подач стола;
- Включение вертикальных подач стола;
- Зажим салазок;
- Включение продольных перемещений стола;
- Включение вертикальных подач стола (дублирующие);
- Ручное продольное перемещения стола (дублирующие);
- Переключения направления вращения шпинделя;
- Включения насоса охлаждения;
- Переключатель ввода;
- Переключение скоростей шпинделя;
- Автоматическое и ручное управления работой круглого стола;
- Зажим консоли;
- Выдвижение гильзы с шпинделя;
- Зажим головки;
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.
Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Скорость работы определяет сферу использования и эффективность работы станка
Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.
6р12 Не работает подача стола.
Нажимая на кнопку, Вы, снимаете фиксацию и поворачиваете диск, вибирая необходимую подачу, после чего досылаете грибок до упора.
На одной оси с грибком посажен диск с отверстиями, в которые входят концы (в виде ступенчатых штифтов) зубчатых поршень-реек. Поворот грибка приводит во вращение диск и сообщает движение парам реек, связанных через посаженные на них вилки с блоками зубчатых колес. При плохой смазке, засорении, износе или деформации механизмов коробки переключения грибок не досылается.





Грибок может досылаться, но отжиматься, если неисправен пружинно-шариковый фиксатор. Недовод грибка ведет к неполному зацеплению колес и неравномерному износу (по краям) или поломке зубьев, а также отключению рабочей подачи (кулачковая муфта не сцепляется по этой же причине). Иногда фрезеровщик прижимает грибок ногой, но конечно так работать нельзя.
Отладьте фиксацию: снимите грибок, ослабьте контрящий винт и отвинтите втулку, выпадут шарики и пружина. На грибке есть винт-фиксатор штока кнопки, тоже следует разобрать. Почистив, смажьте индустриальным маслом и соберите. Ввинчивают втулку до положения, в котором при нажиме на кнопку, шток фиксируется шариками (на штоке есть проточка), но не намертво, после чего втулка законтривается.
Разбирать всю коробку переключения подач без крайней необходимости не следует- довольно сложно.
Смазка поршень-реек, реечных колес, вилок коробки переключения происходит разбрызгиванием и затекающим маслом при работающей системе смазки коробки подач.
Крайние положения стола при продольной подаче ограничиваются упорами, нажимающими на рукоятку продольных перемещений. Упоры перемещаются по боковому пазу стола и ограничены винтами, предотвращающими их установку на расстоянии большем хода. Аналогично работают упоры поперечной и вертикальной подачи.
Концевые поперечной и вертикальной подачи стоят с левой стороны консоли под рукояткой включения данных подач (в нише между корпусом узла рукоятки и коробкой переключения подач). Основная рукоятка механически связана с дублирующей.
Примерно по центру салазок есть крышка, кажется пластиковая, сняв которую, увидите два конечных выключателя продольной подачи, на них через коромысло производится давление от центральной рукоятки включения продольной подачи или от боковой дублирующей.
Внутри коробки переключения подач тоже есть микрик (доступ к нему через окно в цилиндрическом корпусе). При досылании грибка диск давит на микрик и отключает рабочую подачу, чтобы зубчатые колеса вошли в зацепление без усилия, вращаясь по инерции.
Извиняйте, что много текста, проще Вам по паспорту разобраться, на сайте есть для моделей разных лет выпуска, правда принципиальных отличий я не заметил.Изменено 8 сентября, 2015 пользователем Morygin
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Система ЧПУ
Фрезерный станок с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 оснащался заводом-изготовителем системой ЧПУ модели НЗЗ-2М. ЧПУ позволяет вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной, поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом). Программируемое вертикальное перемещение (координата Z) осуществляется движением ползуна. Консоль фрезерного станка с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 имеет только установочное перемещение, исключающее позиционирование и работу в следящем режиме консоли, имеющей значительную массу. Повышается точность обработки, так как в процессе резания консоль всегда зажата.
Приводы станка
Фрезерный станок с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 оснащен следяще-регулируемыми приводами подач с высокомоментными электродвигателями постоянного тока. Применение следящих регулируемых приводов с двигателями постоянного тока обеспечивает скорость быстрого перемещения стола до 4,8 м/мин и исключает брак детали при контурной обработке в случае отказа привода подач по одной из координат. Введена централизованная смазка направляющих. В станке применяется электромеханическое устройство зажима инструмента, обеспечивающее стабильное усилие зажима 2000 кг. Для выносного оборудования имеется готовая электропроводка со штепсельными разъемами.
Обозначение
Буквенно-цифирный индекс фрезерного станка с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 обозначает следующее: цифра 6 — это фрезерный станок; буква Р, Т, М – модификация станка, цифра 1 – обозначает вертикальный фрезерный станок, цифра 3 – типоразмер станка (размер стола), Ф3 — наличие системы ЧПУ.
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 400 х 1600 |
| Класс точности по ГОСТ 8-71 | П |
| Шероховатость обработанной поверхности Rz, мкм | 20 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3 — 4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Расстояние от торца шпинделя до стола, мм | 70 — 490 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 500 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Частота вращения шпинделя, мин-1 | 40 — 2000 |
| Количество скоростей шпинделя | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 |
| Конец шпинделя ГОСТ 836-72 | 7:24 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель смазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габаритные размеры станка (Д х Ш х В), мм | 3450 х 3970 х 2965 |
| Масса станка с электрооборудованием, кг | 4450 |