Особенности устройства двигателя
Коробка скоростей представляет собой чугунный корпус, состоящий из двух главных элементов:
- шпиндельного редуктора;
- механизма смены скоростей.
Вертикально расположенный электродвигатель посредством передачи клиноременного типа передает движение на механизм скоростей.
Сам электрический двигатель сверлильного станка фиксируется на кронштейне. Кронштейн в состоянии делать движения вдоль корпусной оси. Благодаря движению кронштейна обеспечивается нужное натяжение ремней.
В передней части шпиндельной бабки имеется отверстие. Через него происходит регулирование шпинделя аппарата. В колонне станка подвешивается груз. Его задача — уравновесить шпиндель. Подшипники шпинделя требуют постоянной смазки. Каждую минуту подшипники смазываются одной каплей смазочного материала.

Условия эксплуатации
Как свидетельствует паспорт, сверлильный станок 2С132л может использоваться при температуре не ниже плюс 1ºC, а также не выше плюс 35ºC. При 25ºC относительная влажность должна составлять до 80%.
Он предназначен для выполнения типичных сверлильных работ, а именно:
- сверление;
- рассверливание;
- развертывание;
- нарезание резьбы;
- зенкерование;
- растачивание отверстий;
- зенкование;
- подрезка торцов.
Также руководство по эксплуатации подтверждает, что устройство может быть произведено по заказу для более жестких эксплуатационных климатических условий: от минус 10 до плюс 45ºC.
Не должно наблюдаться сильных температурных перепадов, а также воздействия прямого местного нагрева. Иначе в первую очередь страдает электрическая схема, а также отдельные узлы.
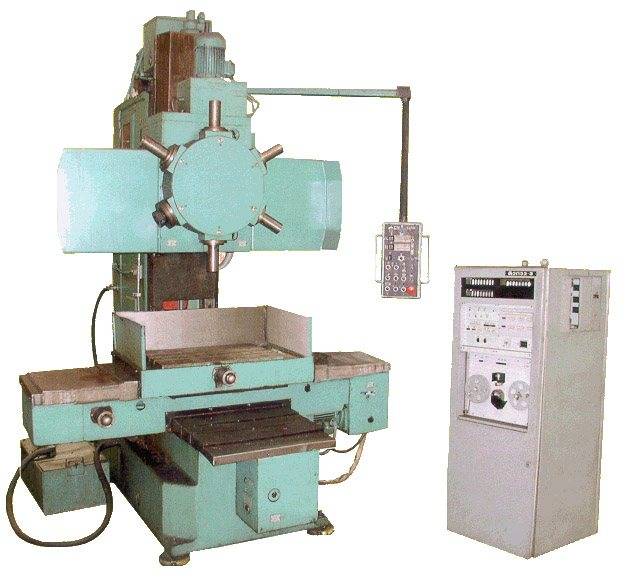
Вертикально-сверлильный станок 2С132 расположенный в цеху
Руководство по эксплуатации гласит, что к техническому обслуживанию, ремонту, эксплуатации, наладке и монтажу допускается квалифицированный персонал, прошедший обучение работе на оборудовании. Квалификация должна быть подтверждена документально.
Обучающийся персонал должен оставаться под наблюдением опытного специалиста, предварительно внимательно изучить паспорт станка. За соблюдением правил безопасность должно следить руководство. к меню
Модификации и особенности
Расшифруем модификацию станка 2С132:
«2» — сверлильная группа станков; «С» — модернизация станка; «132» — главная техническая характеристика станка – максимальный диаметр сверления.
На основе базовой модификации появились такие модели:
- 2C132К – координатный станок с плавающим столом;
- 2С132Ц – с автоматизированным управлением;
- 2С132ПФ2И — с числовым программным управлением (ЧПУ).
Панель управления станком 2С132
Особенности конструкции 2С132:
- высокая жесткость обеспечена чугунными литыми деталями корпуса;
- подача СОЖ с баком, который встроен в основание;
- электрооборудование встроено в колонну;
- рабочий стол имеет механизм регулировки высоты;
- есть узел, позволяющий осуществлять контроль глубины сверления.
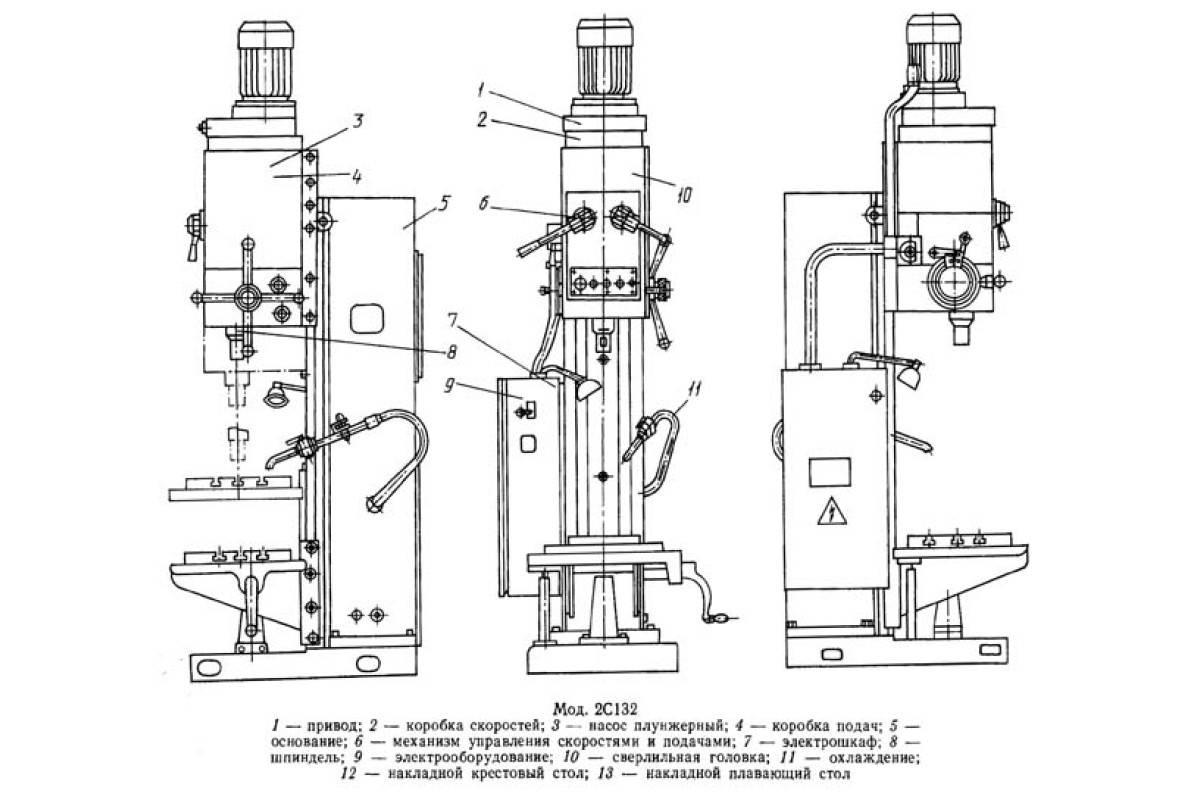
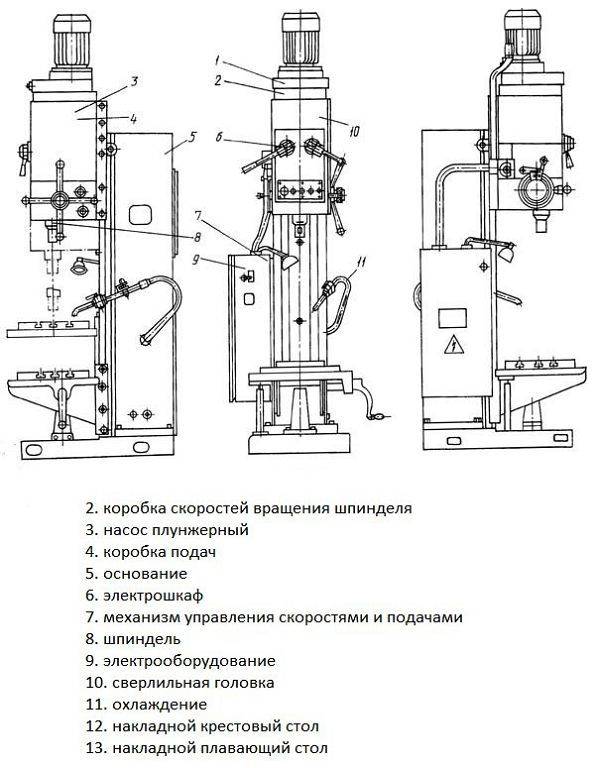
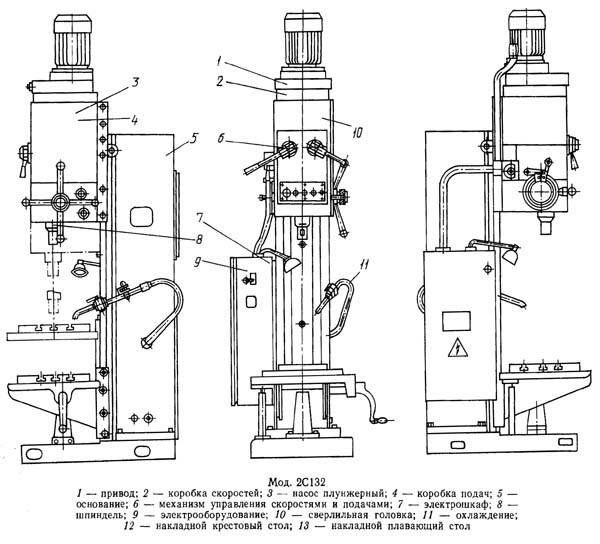
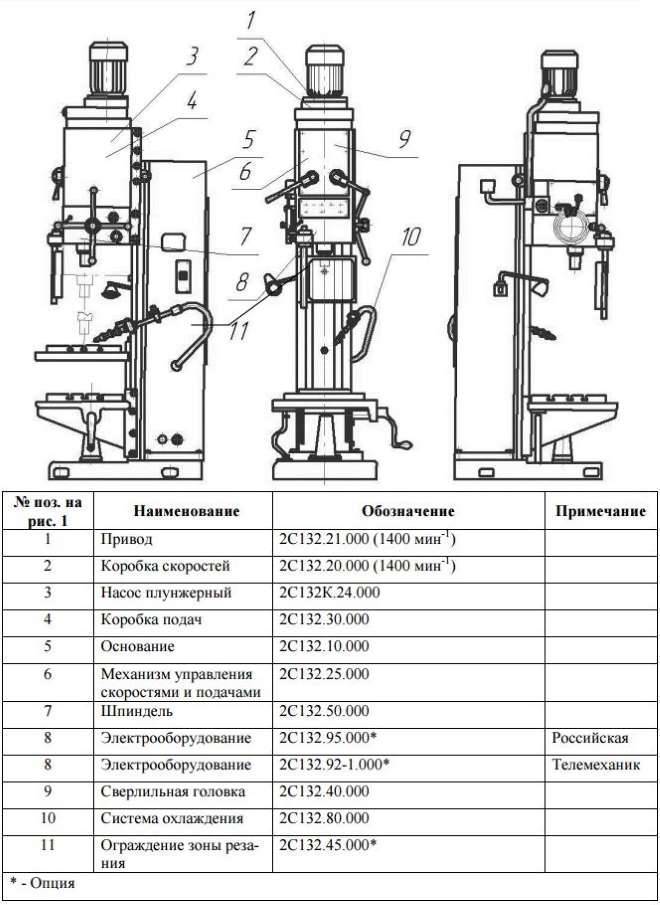
Паспорт указывает на такие основные составляющие оборудования:
- система охлаждения;
- сверлильная головка;
- шпиндельная бабка;
- механизм управления подачами и скоростями;
- плита;
- коробка подач;
- плунжерный насос;
- коробка скоростей;
- привод;
- электрическая схема.
Стойка – пустотелая чугунная отливка, на которой по направляющим двигается стол и головка. На столе имеется три Т-образных паза, позволяющих фиксировать оснастку.
Набор фрез для сверлильного станка
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
На фундаментной плите размещается электронасос для СОЖ. Вверху колоны устанавливается шкаф с электрическим оборудованием.
Еще одной частью является коробка скоростей. Она служит для реализации вращения шпинделя. Электродвигатель через муфту и зубчатую передачу вращает входной вал коробки скоростей. Подвижные блоки могут задавать 12-15 скоростей.
Коробка подач служит для осевого движения шпинделя. Два тройных подвижных блока реализуют девять подач – это подтверждает схема и паспорт станка. Выходной вал узла имеет связь с верхней опорой червяка механизма подач. Ему передается вращение за счет муфты, находящейся на валу. Такова схема работы узла.
Шпиндельная бабка находится на двух подшипниках, находящихся в пиноли, перемещаемой вдоль оси при помощи реечной передачи. Выбивка инструмента из конуса Морзе шпинделя реализуется специальным приспособлением на головке шпинделя.
Схема устройства станка 2С132
Вращая штурвал, поднимается шпиндельная бабка, происходит выбивка. Обойма приспособления контактирует с корпусом головки, а поворот рычага способствует выбиванию режущего инструмента.







Нижний паз крепится шпонкой оправки, в которой находится фреза. Чтобы в процессе работы шпонка не выпадала из паза, имеется втулка, размещенная в пазах стакана. Она используется только при фрезеровании, о чем свидетельствует паспорт устройства. к меню
Плавающий стол
Необходим для сверления изделий, включает такие части:
- стол;
- салазки;
- основание.
Стол двигается продольно с применением игольчатых подшипников. В поперечном направлении осуществляется движение салазок при помощи также игольчатых подшипников. Они делают перемещение плавным и легким, обеспечивая нужное положение стола.
Поверхность плавающего стола на станке 2С132
Его фиксация осуществляется с помощью зажимного устройства, включающего такие элементы:
- эксцентриковый вал;
- нижняя и верхняя тяга;
- два клина.
Винт способствует регулировке зажимного устройства. Обеспечивается надежная схема работы узла. к меню
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл
10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Обзор сверлильного станка 2С132: компоненты, характеристики, особенности
Универсальный сверлильный станок модели 2С132 с вертикальным расположением шпиндельной головки был разработан Стерлитамакским станкостроительным заводом. Он был логическим продолжением линейки подобного оборудования, выпускаемого на предприятии. В 2014 г. изготовление модели было закрыто из-за морального устаревания.
Компоненты оборудования и их особенности

Данный тип оборудования предназначен для формирования отверстий в деталях, изготовленных из различных материалов: металл, дерево или полимеры. Дополнительно на вертикально-сверлильной модели 2С132 можно делать метрическую резьбу.






Для работы на этом станке можно использовать различные типы режущих инструментов, в том числе — с твердосплавными напайками. Оборудование устанавливается для комплектации мелкосерийных и серийных производств. Нередко его применяют в приборостроении. Этому способствуют высокие показатели точности выполнения работ, а также многофункциональность.
Конструктивные особенности и технические характеристики вертикально-сверлильной модели станка 2С132:
- несущая колонна. Соединена с плитой-основанием. По ее направляющим перемещается шпиндельная головка и рабочий стол. Дополнительно фундаментная плита имеет форму чаши для сбора охлаждающей жидкости;
- шпиндельная головка. Она изготовлена из высококачественного чугуна методом отливки. В корпусе находятся основные компоненты станка 2С132 – коробки скоростей и передач, шпиндель, механизмы подачи;
- механизированный стол. Имеет крестообразную форму и предназначен для перемещения заготовки относительно шпинделя сверла по координатам X и Y;
- плавающий стол. С его помощью станок 2С132 выполняет обработку детали по копиру. Салазки имеют игольчатые подшипники с помощью которых происходит смещение в поперечном направлении.
В конструкции блока подачи предусмотрена возможность автоматического или ручного движения шпинделя к поверхности заготовки. Такая же операция есть при отводе режущего инструмента. Для оптимизации рабочего процесса можно воспользоваться функцией опережения подачи.
Лучшей производительностью обладает модель станка 2С132ПФ2И с ЧПУ. Благодаря этому блоку можно существенно увеличить скорость выполнения стандартных операций обработки.
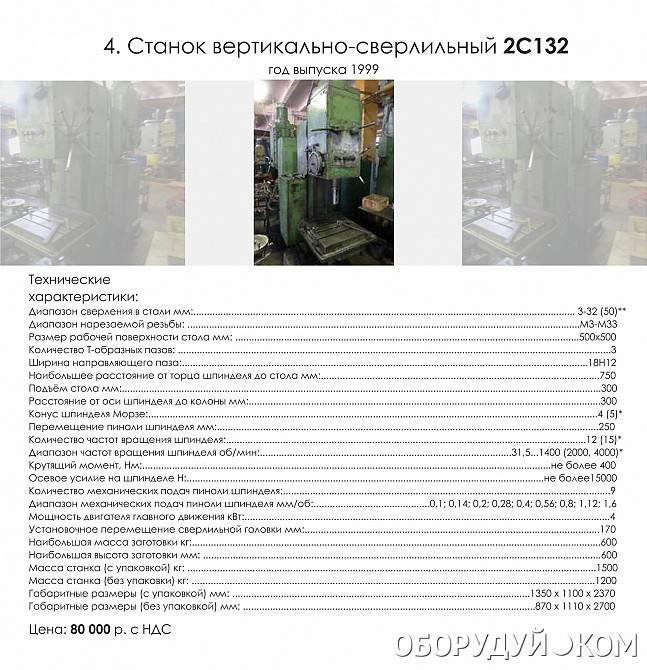
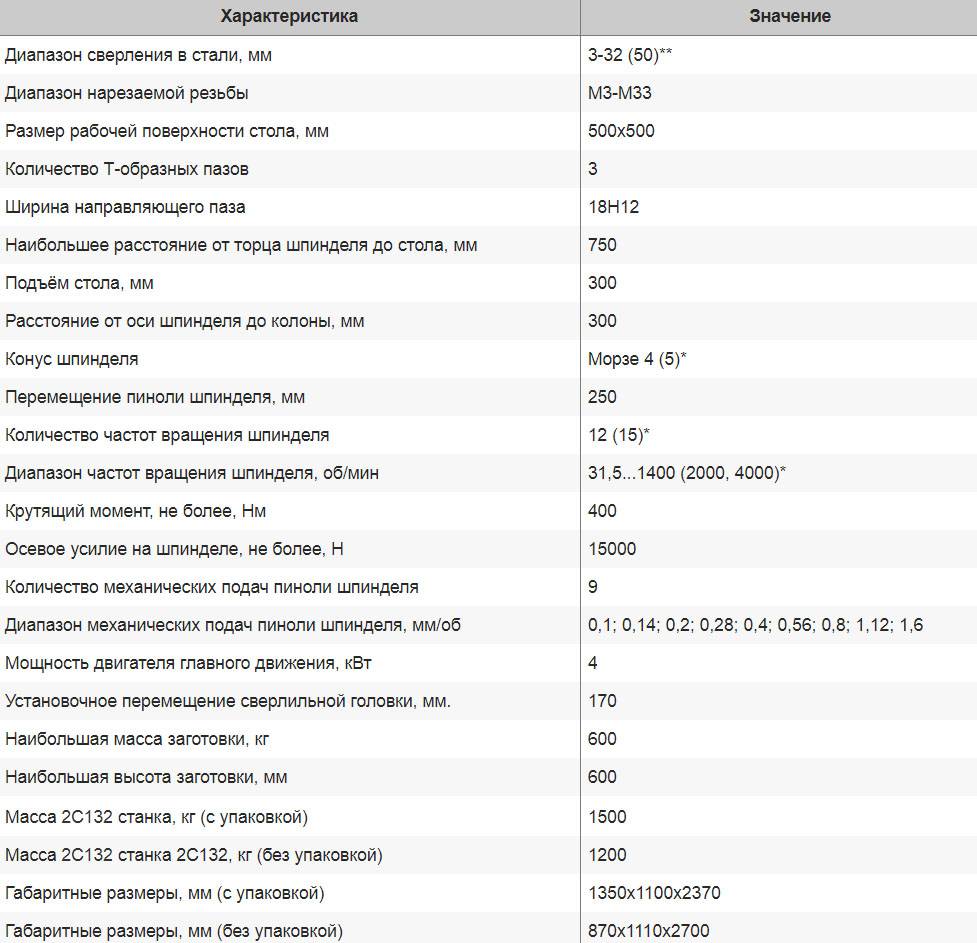
Технические характеристики станка
Для анализа качеств оборудования рекомендуется изучить его эксплуатационные параметры. В большинстве своем они стандарты, но ряд функций и характеристики имеют существенные отличия от аналогичных моделей.
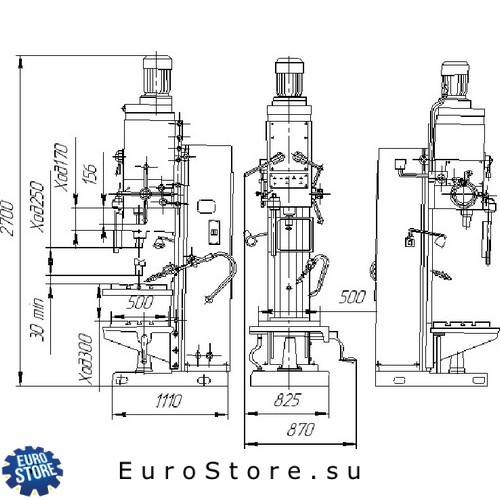
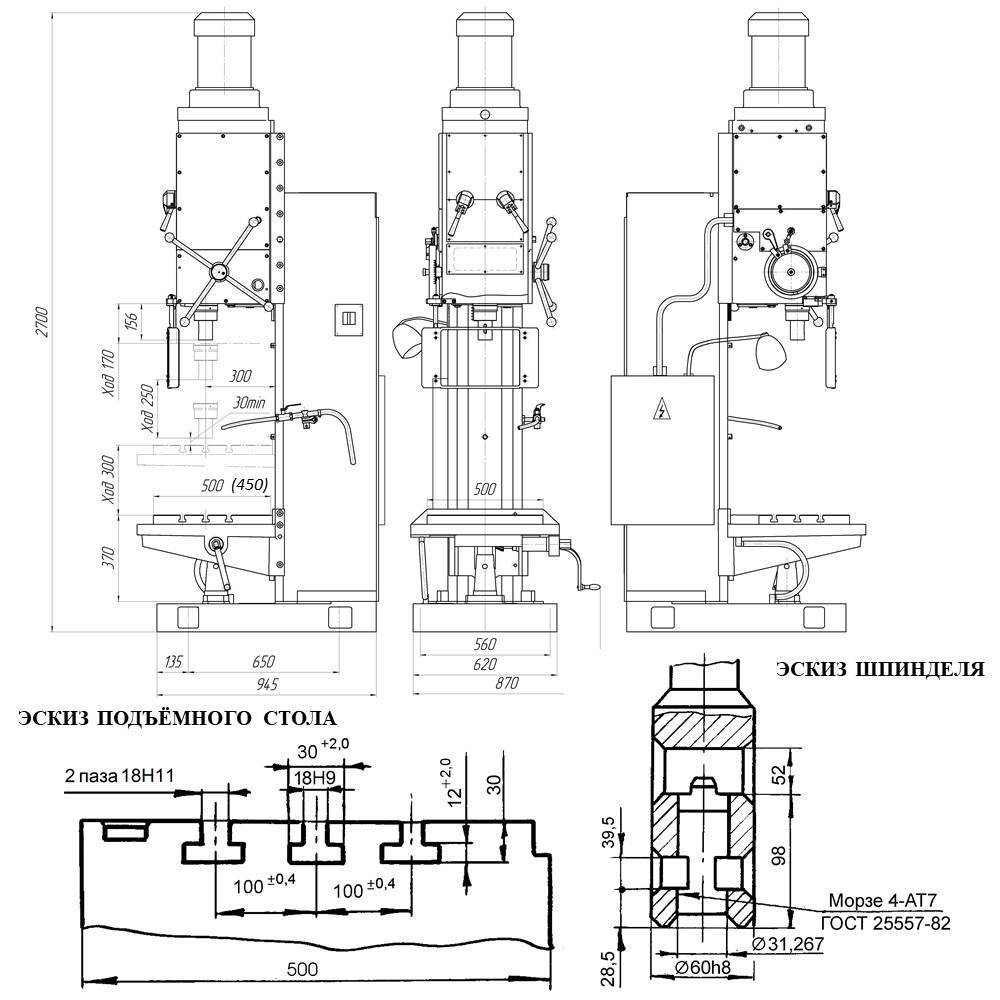
Суммарная масса станка со всеми элементами составляет 1400 кг. При этом его габариты равны 105*85*300 см. Такая компоновка позволяет устанавливать оборудование на ограниченной площади. Исключение составляет относительно небольшая высота, которую необходимо учитывать при выборе места монтажа.
Станок 2С132 с вертикальным расположением компонентов обладает следующими техническими характеристиками:
- максимально допустимый диаметр сверления — 32 мм;
- допустимая высота детали – до 80 см;
- нагрузка на центр рабочего стола не должна превышать показателя 600 кг;
- габариты рабочих столов. Подъемного – 50*50 см; крестового – 32*63 см;
- количество пазов т-образной формы для фиксации заготовки – 3 шт.;
- диапазон расстояний от торца шпиндельной головки до стола – от 50 до 75 см;
- максимально допустимое смещение шпинделя станка 2С132 – 42 см;
- диапазон частот вращения – от 31,5 до 4000 об/мин;
- количество скоростей – 12;
- крутящий момент не должен превышать значение – 400 Нм;
- рабочих подач – 9.
Для функционирования вертикально-сверлильной модели 2С132 в конструкции предусмотрено два электродвигателя. Главное движение осуществляется с помощью силовой установки с мощностью 4кВт. Работа системы охлаждения поддерживается двигателем 0,12 кВт.
В видеоматериале можно увидеть пример работы станка 2С132, его фактические эксплуатационные характеристики:
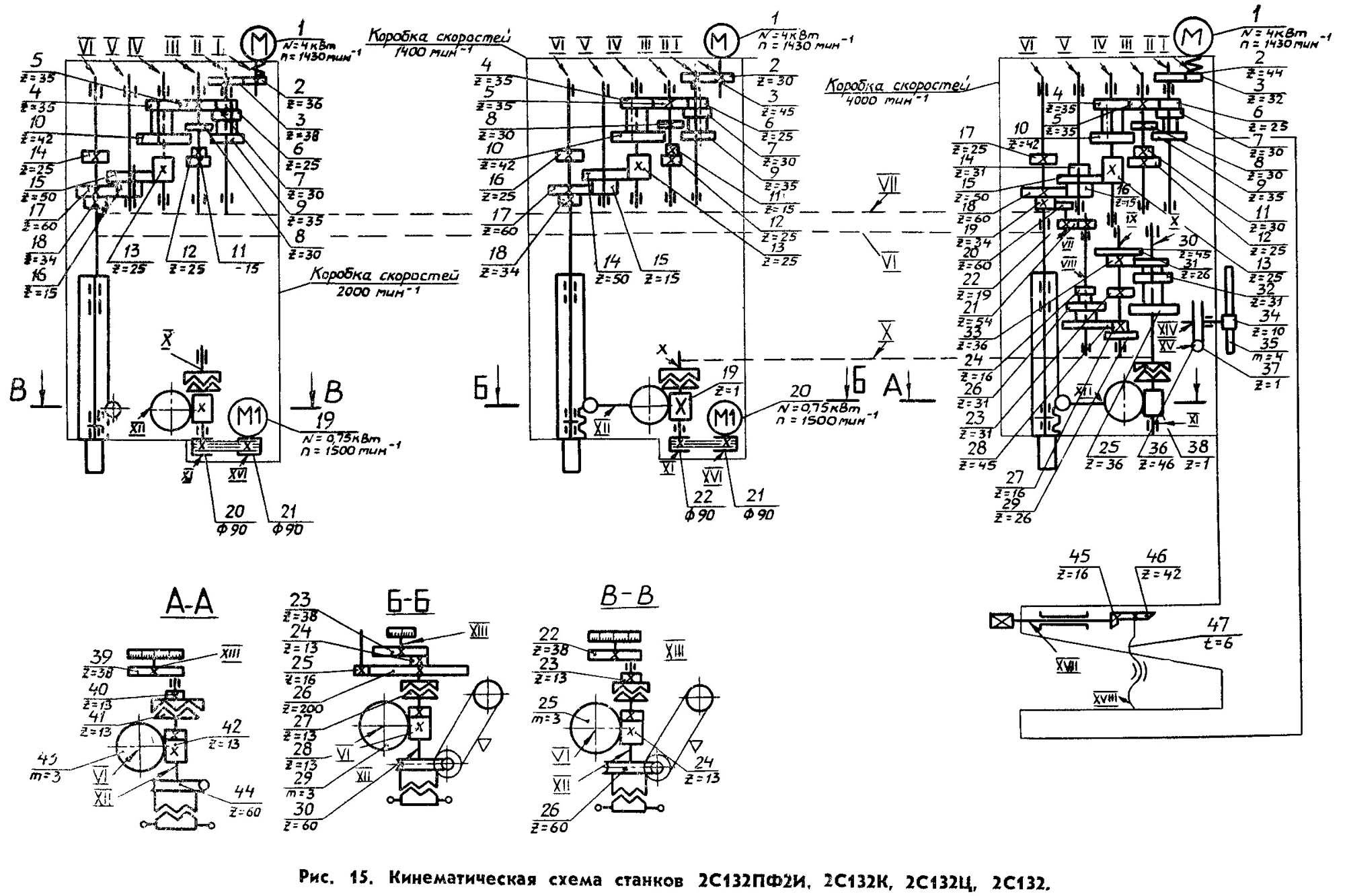
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с режущим инструментом
- Движение подачи — осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
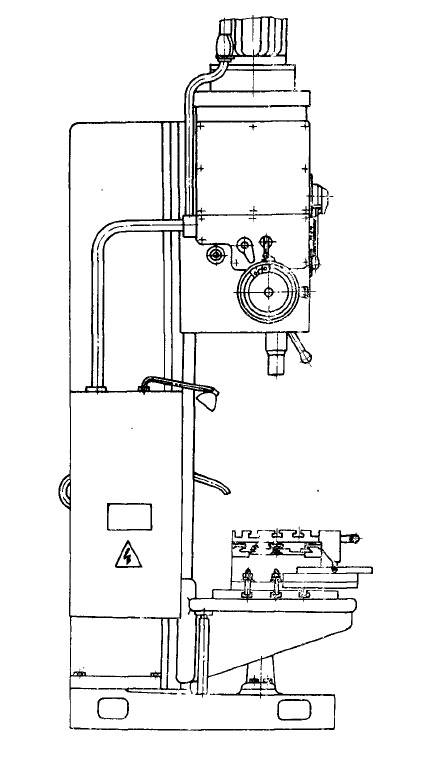
Что представляет собой вертикально-сверлильный станок 2С132
Конструкция станка состоит из колонны, расположенной на основании. Колонна представляет собой пустотелую отливку коробчатой формы, выполненную из чугуна. По направляющим колонны типа ласточкиного хвоста происходит перемещение сверлильного и подъемного стола. Перемещение их осуществляется в ручном режиме. Подъемный стол имеет три Т-образных паза. В них закрепляют различные приспособления, например тиски. Или стол плавающий, или стол крестовой. Внутри колонны на фундаментной плите установлен электронасос, а в нише колонны в верхней части смонтирована панель электрооборудования. В фундаментной плите расположен резервуар для охлаждающей жидкости. На нижней же плите находится плунжерный насос, благодаря которому происходит смазка коробки скоростей и всех частей сверлильной головки. На передней части подмоторной плиты есть специальный маслоуказатель.
Опоры валов коробки скоростей размещены в верхней и нижней плитах и скреплены межу собой четырьмя стяжками.
Коробка скоростей сообщает шпинделю 12 частот вращения с помощью передвижных блоков. А сама она получает вращение от вертикально расположенного электродвигателя через эластичную муфту и зубчатую передачу.
Переключение скоростей так же, как и переключение подач производится рукоятками, расположенными на передней части сверлильной головки.
Коробка подач смонтирована в отдельном корпусе, установлена в сверлильной головке.
Шпиндель смонтирован на двух шарикоподшипниках.
Сверлильная головка представляет собой чугунную отливку коробчатой формы, в которой
монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи состоит из червячной передачи и передачи реечной. Механизм подачи приводится в движение от коробки подач и предназначен:
- для ручного подвода закрепленного в шпинделе инструмента к детали;
- включения рабочей подачи;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подачи, используемой при нарезании резьбы.
Разобраться с тем, как работает оборудование, поможет внимательное изучение руководства по эксплуатации.
Конструкция и технические характеристики
В техпаспорте указаны следующие элементы и узлы агрегата:
- плунжерный насос;
- сверлильная головка;
- охлаждающая система;
- коробка передач (необходима для движения по оси шпинделя);
- плита;
- шпиндельная бабка;
- устройство управления скоростями и подачами;
- привод;
- коробка скоростей (придает вращение шпинделю);
- электросхема.
Расположение основных частей станка 2С132
Особенности конструкции устройства:
- рабочий стол наделен механизмом, позволяющим регулировать высоту;
- чугунные литые части корпуса отвечают за высокую жесткость;
- специальный узел определяет глубину высверливания;
- в колонне уже имеется электрооборудование;
- подача СОЖ с баком, уже имеющимся в основании.
Характеристика сверлильного станка с ЧПУ 2р135ф2
Где применяется сверлильный станок с ЧПУ 2р135ф2? Технические характеристики прибора. Кинематическая основа станка. Такой вид станка как вертикально-сверлильный 2р135ф2 предназначается для разного рода работ:







- изготовление резьбы;
- фрезерования стальных, чугунных деталей;
- развертывания;
- зенкерования.
Такие работы можно производить как в мелкосерийных масштабах, так и серийных.
Крестовый стол обладает специальным программным обеспечением, от которого исходит управление процессами, револьверная головка снабжена функцией автоматической замены инструмента. Такое сочетание обеспечивает координатную обработку нужных элементов.