Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Процесс ручного затачивания по типу резца

Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
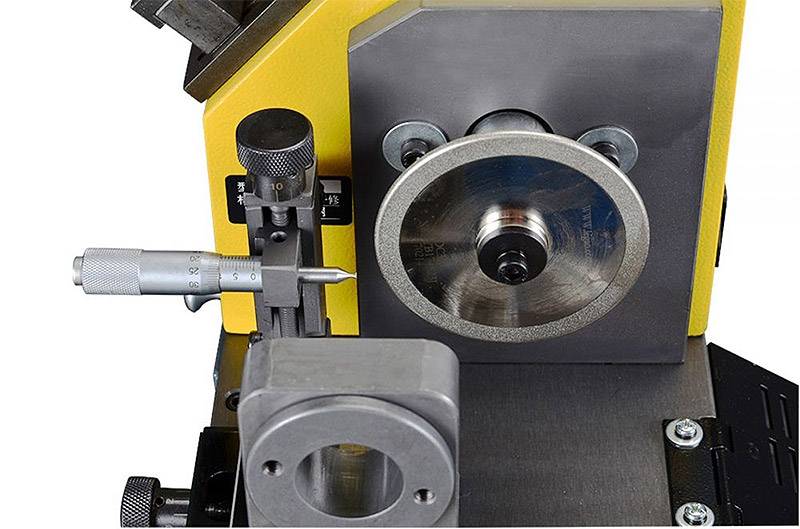
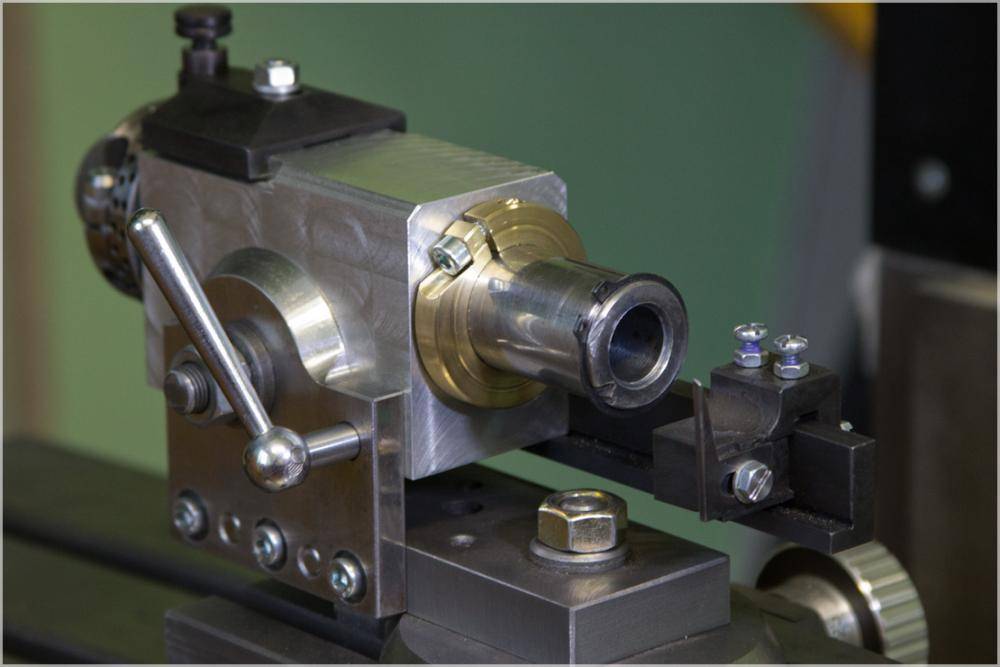
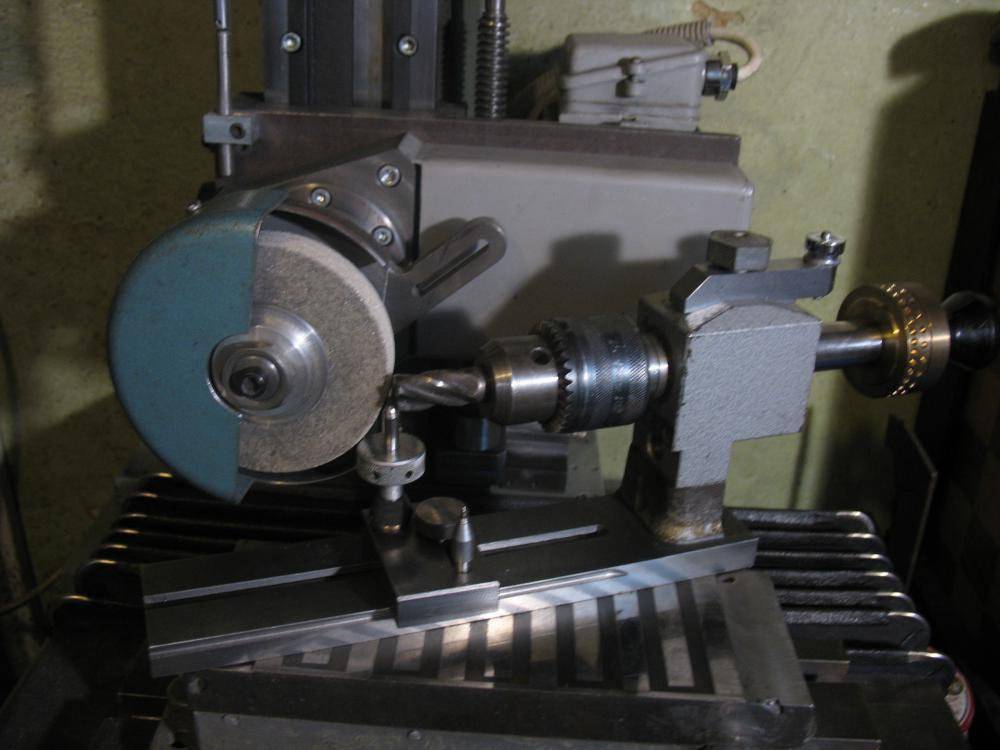
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые

Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:
- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
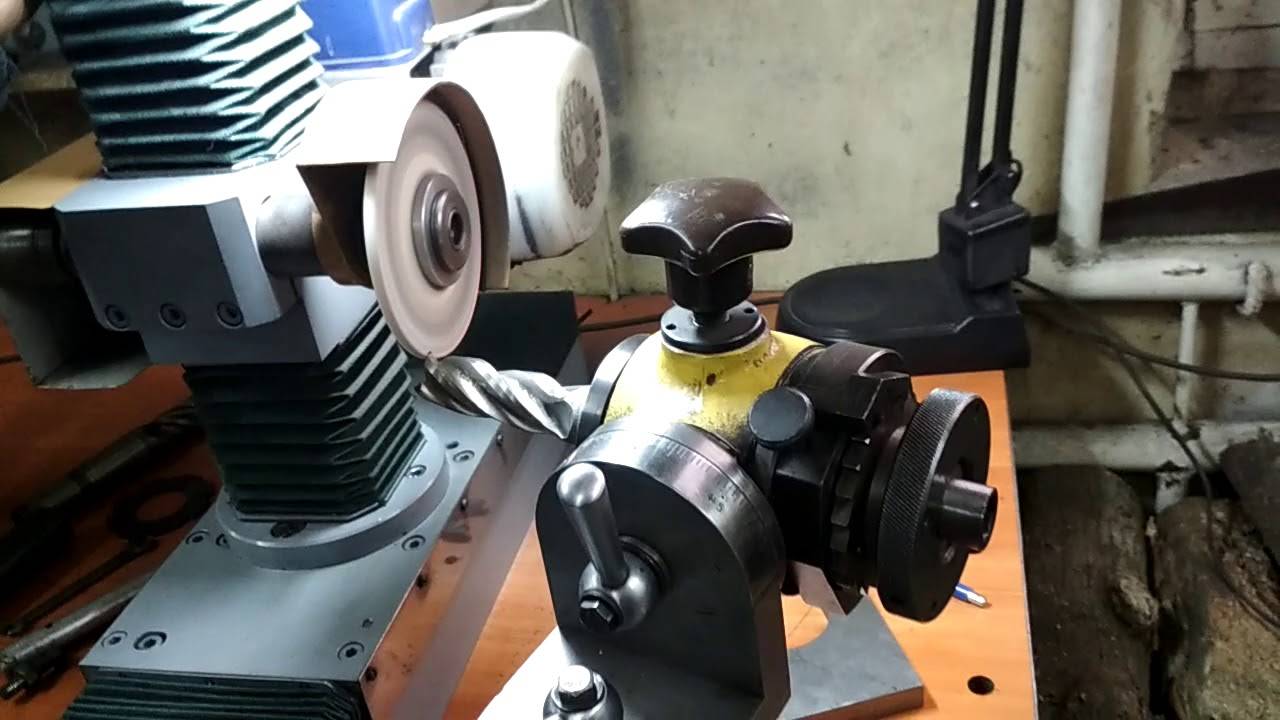
Заточка концевых (пальчиковых) фрез

Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.
Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг
Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.
Оборудование и методы заточки фрез
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
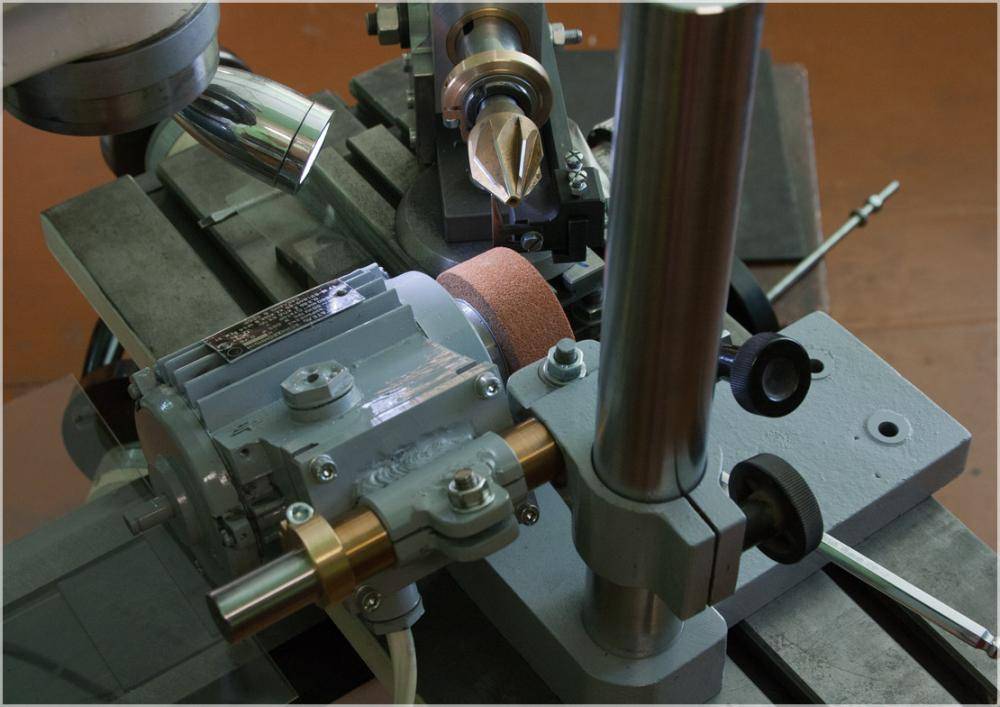
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.

В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.

После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
 Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.




У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
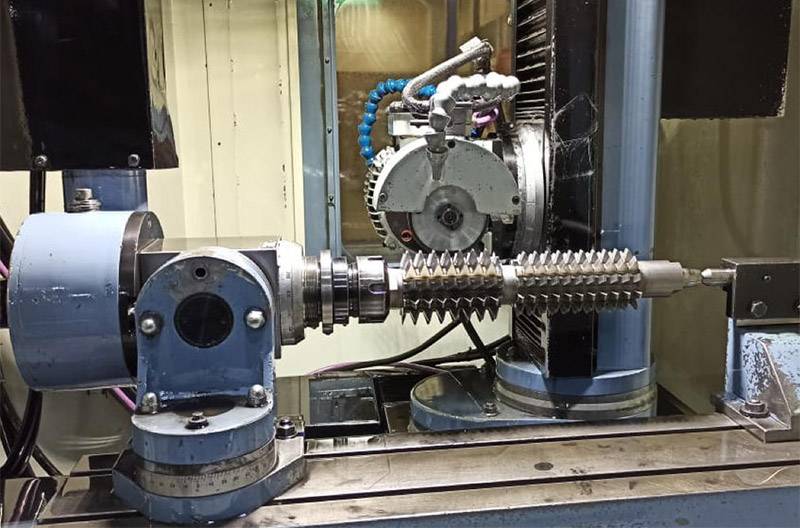
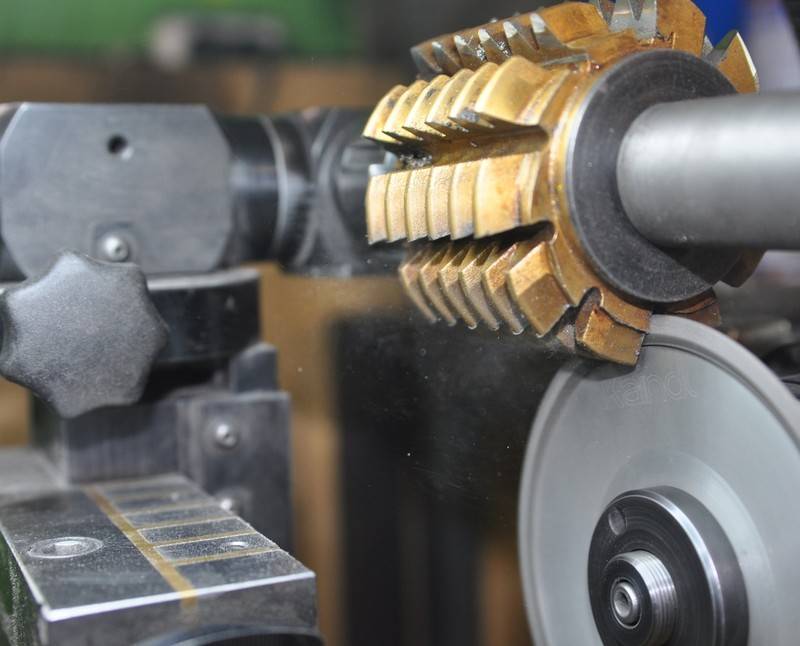
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
При обработке заготовок часто используются червячные фрезы.
Характеристики фрез строго прописаны ГОСТом 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, выполненными из быстрорежущей литой стали или коваными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются по разному на разных участках.
Для повышения срока использования червячных фрез можно использовать метод высотной коррекции за счет изменения формы пространственной кривой, по которой идет рабочий процесс. Применяется и метод осевых смещений инструмента, повышающий скорость проведения операций с увеличением срока использования фрез.
Процесс заточки затылованных червячных фрез производится по передней части, а острозаточенных по задней поверхности зуба. После завершения процесса производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Углы заточки концевых фрез
Чтобы правильно выполнить заточку концевой фрезы в первую очередь необходимо изучить геометрию зубьев. Они бывают затылованными и остроконечными.
Изображение №1: остроконечный (а) и затылованный (б) зубья
У затылованных зубьев задние поверхности выполнены по архимедовым спиралям. Заточка таких фрез происходит по передним поверхностям.
У остроконечных зубьев части задних поверхностей представляют собой плоскости. Чаще всего такие фрезы затачивают по задним поверхностям. Передние обрабатывают в случае необходимости.
Расскажем о геометрии зубьев в деталях. Каждый из них имеет 4 важных параметра.
Изображение №2: геометрия зубьев
Поверхности и углы заточки концевых фрез.
- Площадка f. Именно она подвергается основному износу и затачивается при обработке задней поверхности. Размер площадки напрямую влияет на силу трения между инструментом и заготовкой. Поэтому ширину необходимо поддерживать в определенном диапазоне.
- Вспомогательный задний угол α1. По нему фрезы затачивают при определенных величинах износа и сильном увеличении размеров площадок f.
- Главный задний угол α. Это угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. Задача этого угла — уменьшить трение между инструментом и заготовкой.
- Главный передний угол γ. Расположен между осевой плоскостью и касательной к передней поверхности. У фрез, предназначенных для обработки вязких материалов, размер этого угла варьируется в пределах от 15 до 20°. У фрез для обработки сталей — от 0 до 5°.
Обратите внимание! Зубья бывают прямыми и винтовыми. Величина наклона характеризуется углом λ
Он расположен между осью и развернутыми винтовыми кромками.
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.




Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:
- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
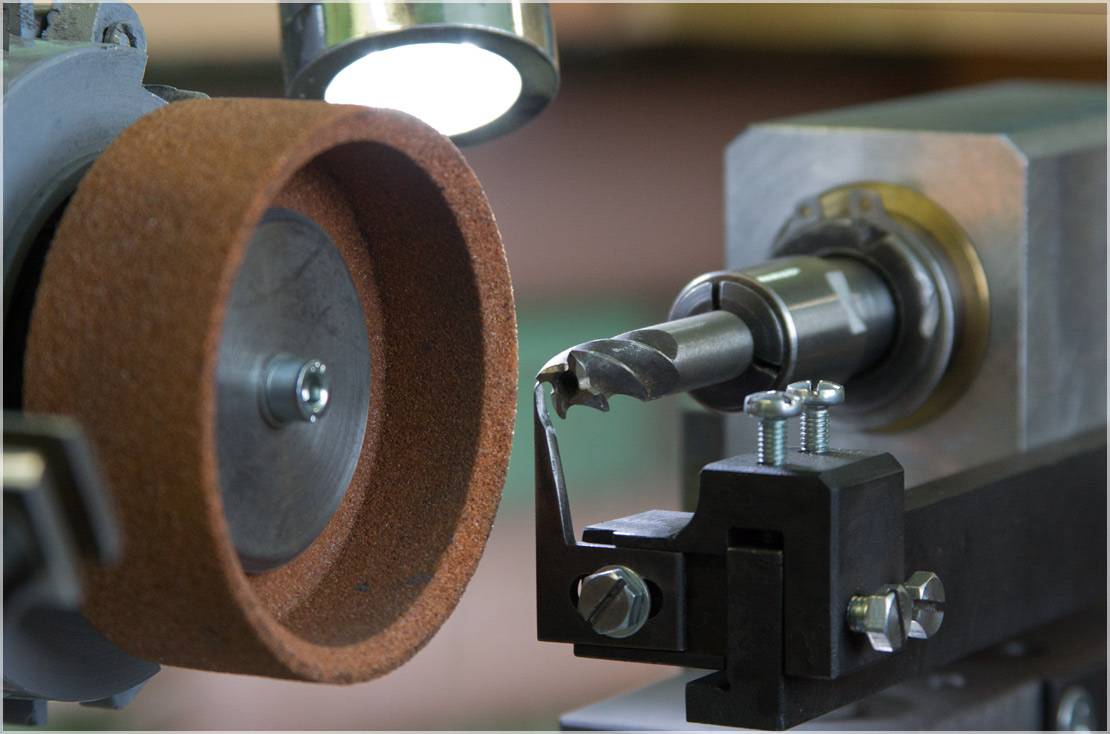
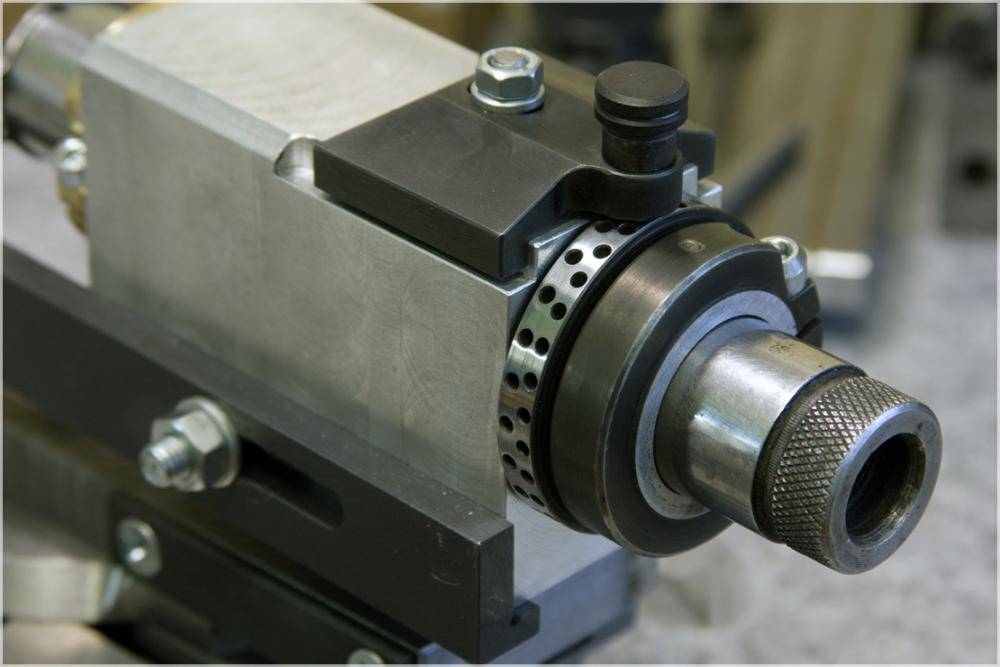
Заточка корончатых сверл
предоставляет профессиональную Ø 10-60 мм. Кроме коронок из быстрорежущей стали — HSS, к заточке принимаются сверла корончатые твердосплавные — ТСТ. Как правило, сверление отверстий большого диаметра производится с помощью дорогостоящего сверлильного оборудования, срок службы которого во многом зависит от качества применяемых сверл. Именно поэтому своевременная заточка сверл позволит не только значительно увеличить ресурс расходных материалов, но и на дольше сберечь ваш сверлильный станок. Кольцевое сверло является сложным концевым инструментом с двухфазной заточкой и качественно заточить его без применения специального оборудования не под силу даже опытному специалисту. Выдержать правильный угол заточки зубьев возможно лишь с помощью предназначенных для этого фиксаторов — цанговых зажимов с тонкой регулировкой угла. Наши специалисты выполняют заточку кольцевых фрез на современном профессиональном оборудовании с последующей шлифовкой для уменьшения силы трения, что позволяет гарантировать высокое качество результата.
Восстановление коронки по металлу во многом зависит от степени ее износа. При незначительном износе, неглубоких сколах и перегреве режущей кромки мы можем гарантировать высокий результат заточки. Поэтому необходимо следить за состоянием инструмента и вовремя производить профессиональную заточку. Интенсивность износа сверла зависит от многих факторов: частоты использования, материала подвергаемого сверлению, исправности сверлильного оборудования и соблюдения рекомендаций производителя режущего инструмента. Но, к сожалению, даже при правильном использовании кольцевой фрезы рано или поздно появляются первичные признаки износа. Характерный свистящий звук, быстрый перегрев и увеличение времени сверления свидетельствуют о необходимости заточки инструмента или его замены.
Что же экономически выгодней: заточка или все-таки замена? Математика здесь простая. Восстановленная коронка, обладающая режущими качествами, как и новая, получает 70% изначального ресурса, а стоимость заточки приблизительно в 4 раза дешевле по сравнению с покупкой нового сверлящего элемента. Учитывая, что затачиваются корончатые сверла до 10 раз позволят вам ощутимо сэкономить финансовые средства без потери качества. Мы также поможем вам с доставкой сверл, своевременно выполнив заказ в точно установленные сроки.
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную

Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание! Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять. В попытке сэкономить время вы можете испортить его и всю фрезу
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ
При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак. Ниже приведена таблица таких величин
Ниже приведена таблица таких величин.
Классификация
Условно можно провести следующую классификацию:
- Универсальный станок подходит для заточки не только фрез, но и других режущих инструментов.
- Специализированный станок применяется для обработки инструмента только одного вида, к примеру, фрез.
Универсальный станок комплектуется нормальными и специальными приспособлениями, которые используются для закрепления и установки инструмента, дополнительных измерительных механизмов, которые позволяют выдерживать угол заточки фрез.

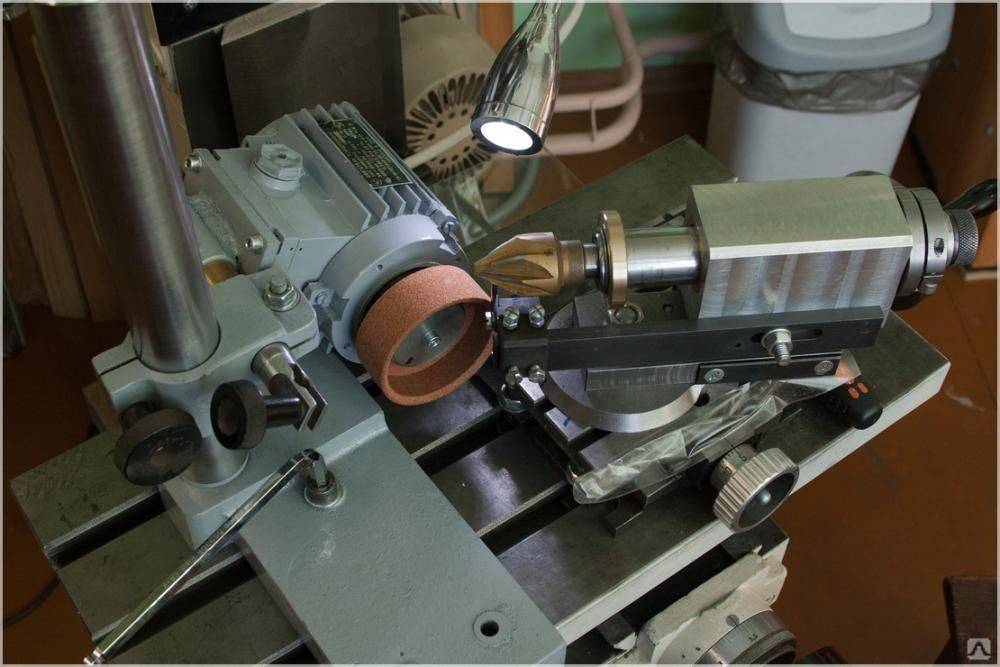
Универсальный заточной станок с приспособлениями для заточки фрез

Специализированный заточной станок для заточки концевых и цилиндрических фрез
Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.

Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.

Заточка – червячная фреза
Заточка червячных фрез, имеющих винтовые канавки, осуществляется конической поверхностью круга с углом профиля 15 – 20 И более.
| Заточка зуборезного инструмента. |
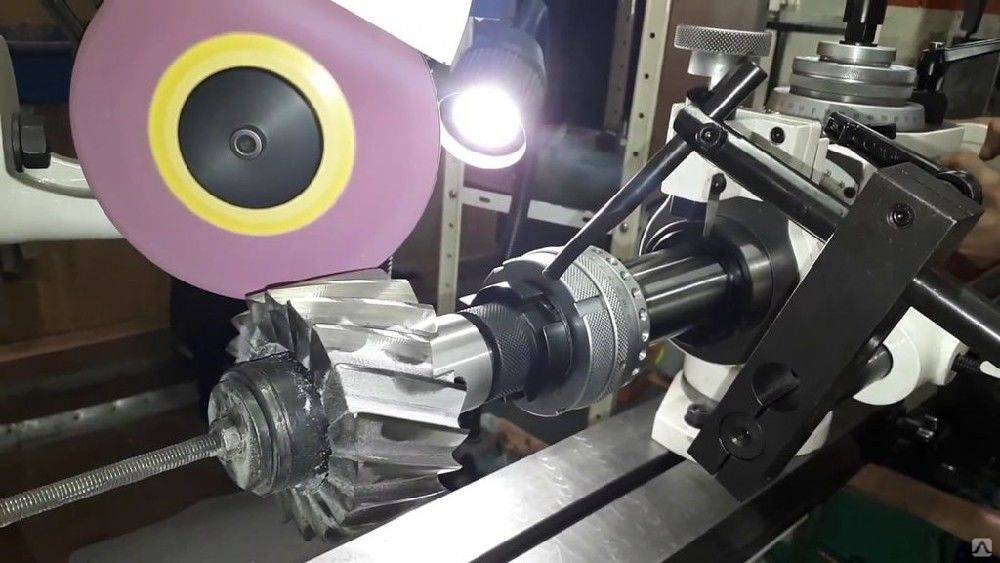
Заточка червячных фрез производится по передней поверхности зубьев ( рис. 90, а) на специальных заточных станках двумя основными методами: маятниковым – шлифовальными кругами тарельчатой формы на керамической связке и глубинным-шлифовальными кругами из эльбора и алмаза.






| Приспособление для заточки резцов по задней поверхности. |
Заточка червячных фрез ведется по передней поверхности зуба шлифовальным кругом тарельчатой формы.
Заточка червячных фрез выполняется по передней грани и может производиться как на специальном оборудовании, так и на универсально-заточных станках со специальными приспособлениями.
| Расположение шлифовального круга и чистовой червячной фрезы при заточке червячных фрез.| Положение шлифовального круга при заточке протяжек по передней поверхности. |
Заточку червячных фрез ( рис. 95) производят на специальных автоматических станках, которые настраивают на определенный угол подъема и шаг винтовой канавки фрезы.
Заточку червячных фрез по архимедовой винтовой поверхности ведут конической стороной шлифовального круга.
| Определение профиля винтовой канавки. |
Заточку червячных фрез по архимедовой винтовой поверхности ведут конической стороной шлифовального круга. При со 5 заточка коническим кругом приводит к значительному отклонению от радиальности передней поверхности. Величина непрямолинейности образующей стружечной канавки при заточке коническим, кругом приближенно может быть определена по методике, разработанной д-ром техн.
Для заточки червячных фрез, шлицевых протяжек, разверток, зенкеров, сверл эффективны высокоструктурные круги из электрокорунда белого ( 25А и 24А) на керамической боросодержащей связке К5 зернистостью 16 – 25, твердостью СМ1 – С1, 8 – 10 – й структур. Круги из эльбора на керамической связке типа СЮ, наиболее эффективны для чистовой заточки инструментов из высоколегированных ванадием, кобальтом и молибденом быстрорежущих сталей.
Погрешности заточки червячной фрезы, являющейся затыло-ванным инструментом, приводят к отклонениям профиля и основного шага нарезаемого колеса.
Контроль заточки червячных фрез осуществляется особенно тщательно. Основные контролируемые параметры – радиальность передних граней, окружной шаг винтовой канавки, конусность, биение по наружному диаметру для фрез классов А и В – записываются в индивидуальный паспорт фрезы.
Качество заточки червячных фрез оказывает большое влияние на их стойкость, точность обработки и шероховатость обработанной поверхности, в том числе поверхности впадин зубьев. Фрезы затачивают по передним поверхностям на специальных станках, данные о которых приведены в табл. 4.17. Эти станки имеют механизмы деления и доворота затачиваемого инструмента при продольном перемещении круга.
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H
(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
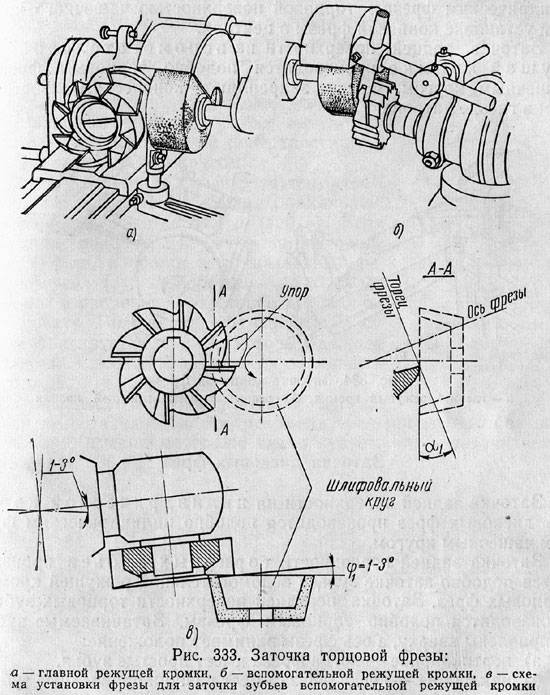
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.