Стамеска и резец по дереву
Фото 1
Фото 2
Фото 3
Фото 4
Фото 5
Фото 6
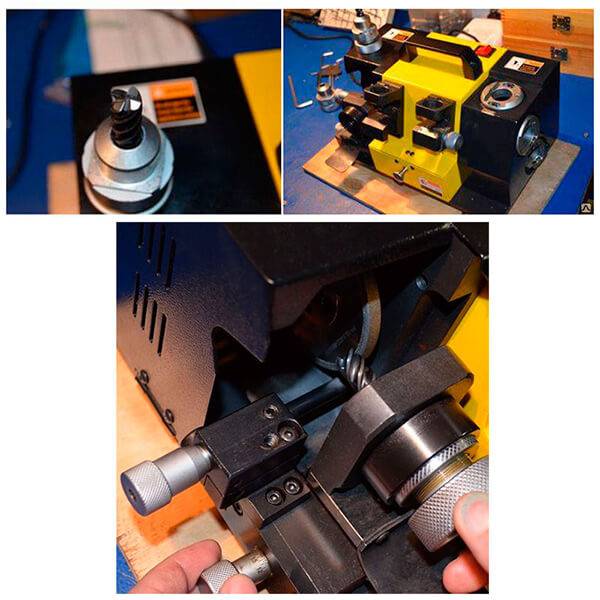
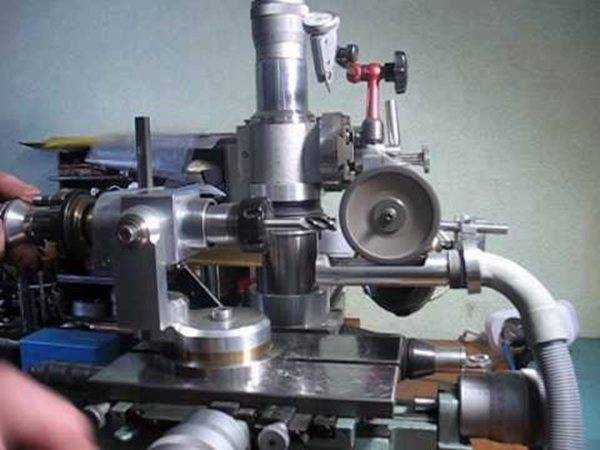
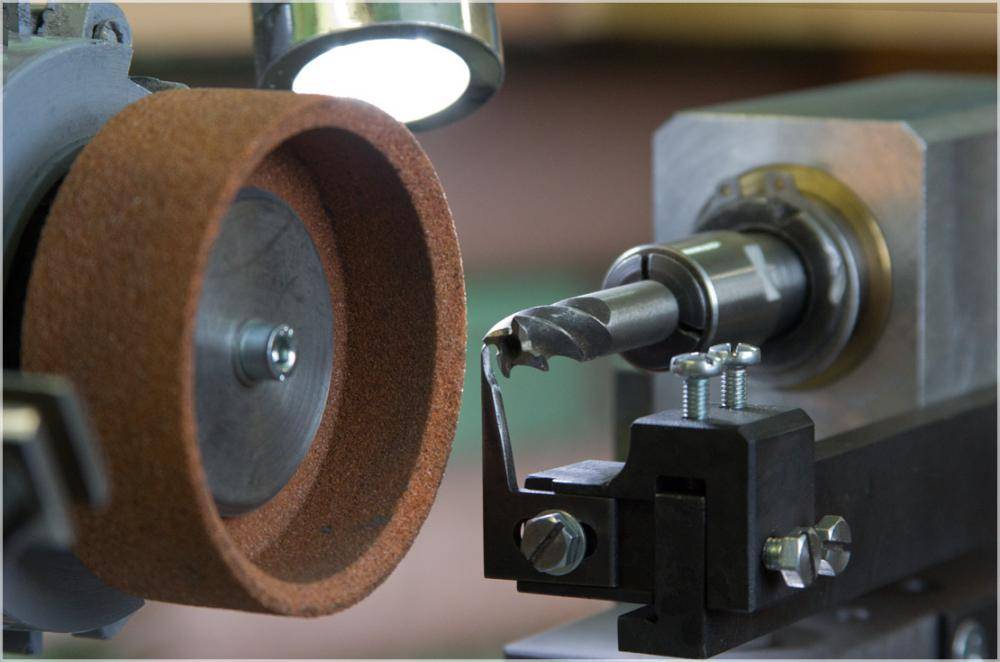
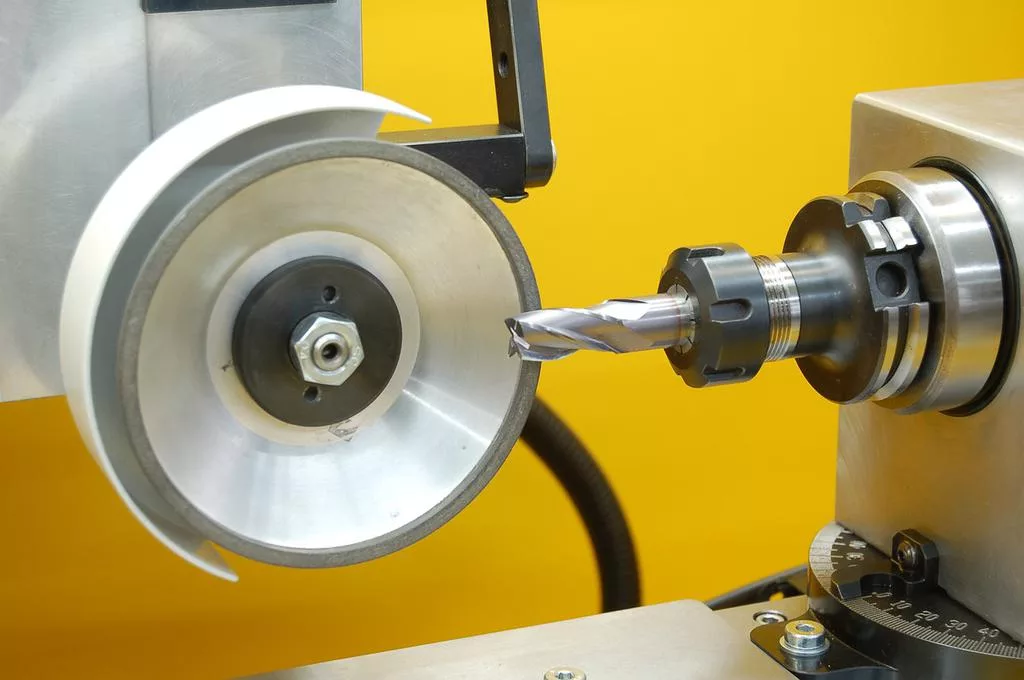
Эти классические инструменты для деревообработки схожи по внешнему виду и состоят из стального стержня плоского или полукруглого (желобчатого) сечения с заточенным лезвием на одном конце и длинной деревянной или пластиковой ручкой на другом. Разница между инструментами заключается лишь в назначении и способе применения. Стамеска используется в плотницких и столярных работах для выборки небольших углублений, зачистки пазов и снятия фасок в древесине, а резцы по дереву — при домашнем ремонте, декоративном оформлении или занятиях хобби, для изготовления точеных деталей из древесины (березы, липы, бука, осины, клена и т.п.).
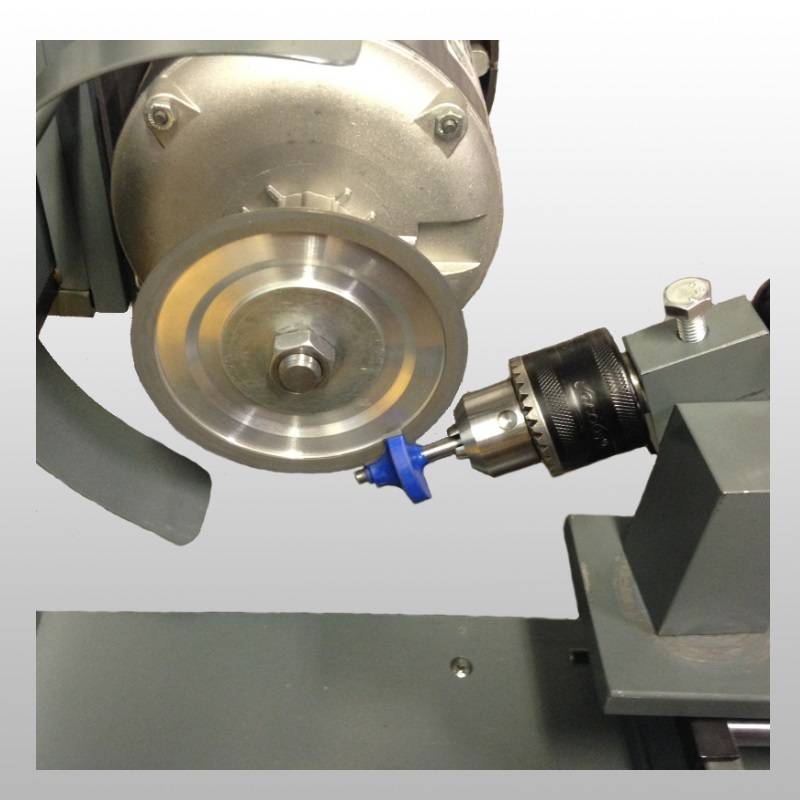
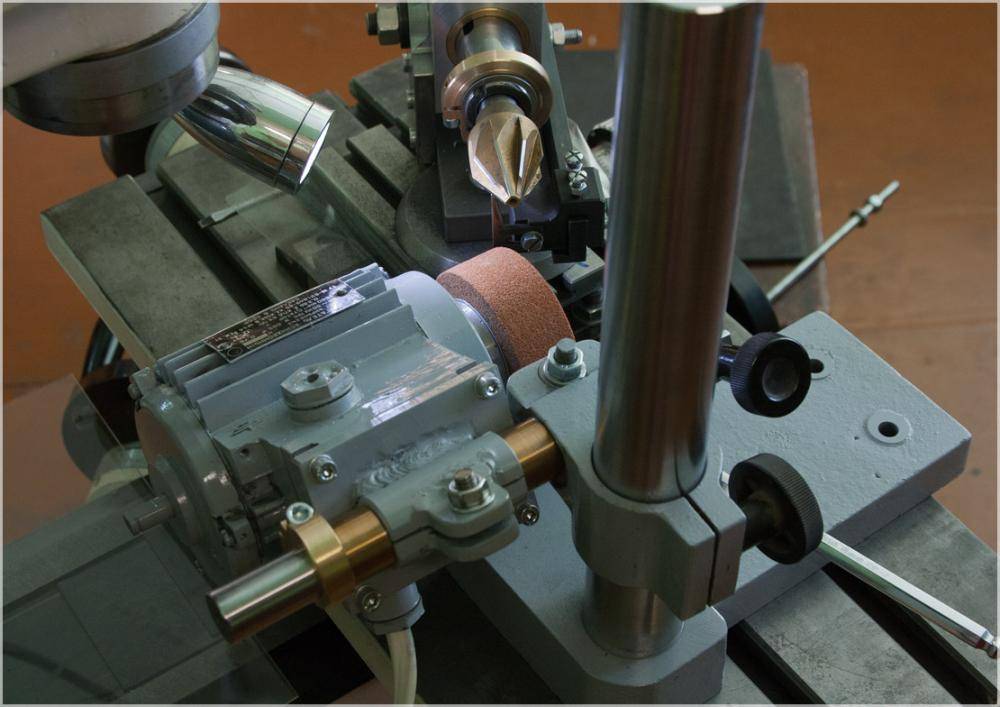
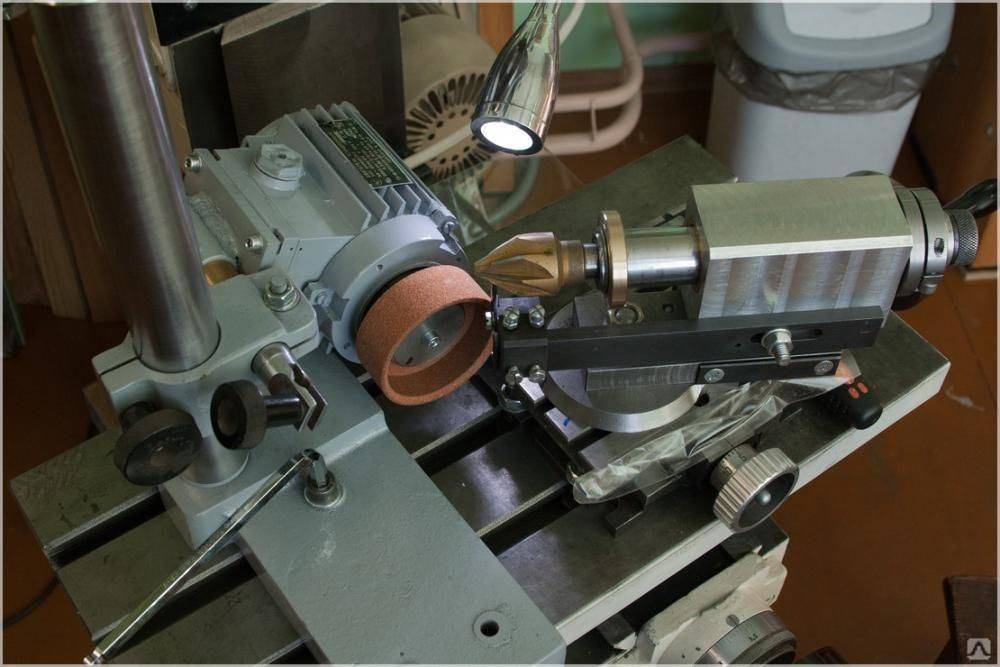
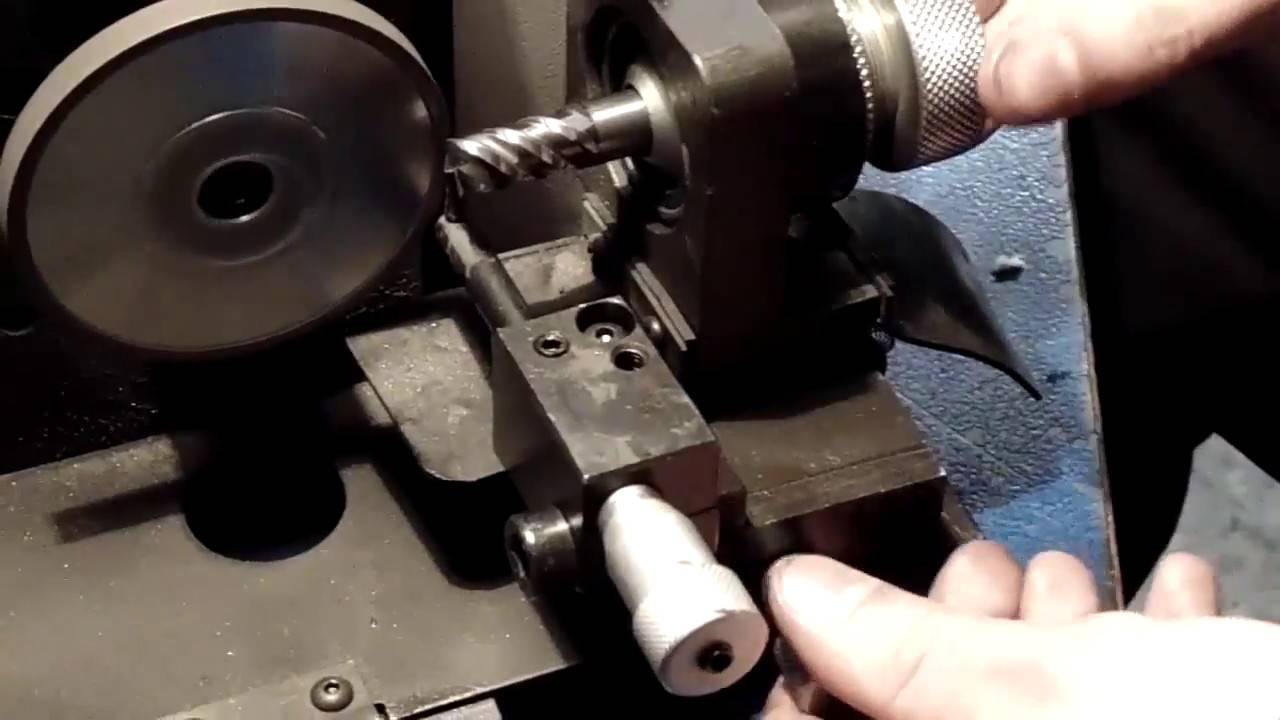
При работе на стамеску нажимают рукой или слегка ударяют киянкой по торцу ручки, а резец по дереву кладут на специальный упор токарного станка и обрабатывают вращающуюся в зажимном устройстве деталь. Шлифовка плоской стамески довольно проста и аналогична шлифовке ножа рубанка: рабочую часть равномерно прижимают к абразивному слою круга вначале всей поверхностью задней скошенной части лезвия (фаски), затем передней стороной. При этом необходимо следить, чтобы режущая кромка лезвия была строго перпендикулярна его боковым граням, и не допускать ее перекоса. Отличие от шлифовки ножа рубанка состоит в том, что не производится закругление боковых углов режущей кромки стамески.
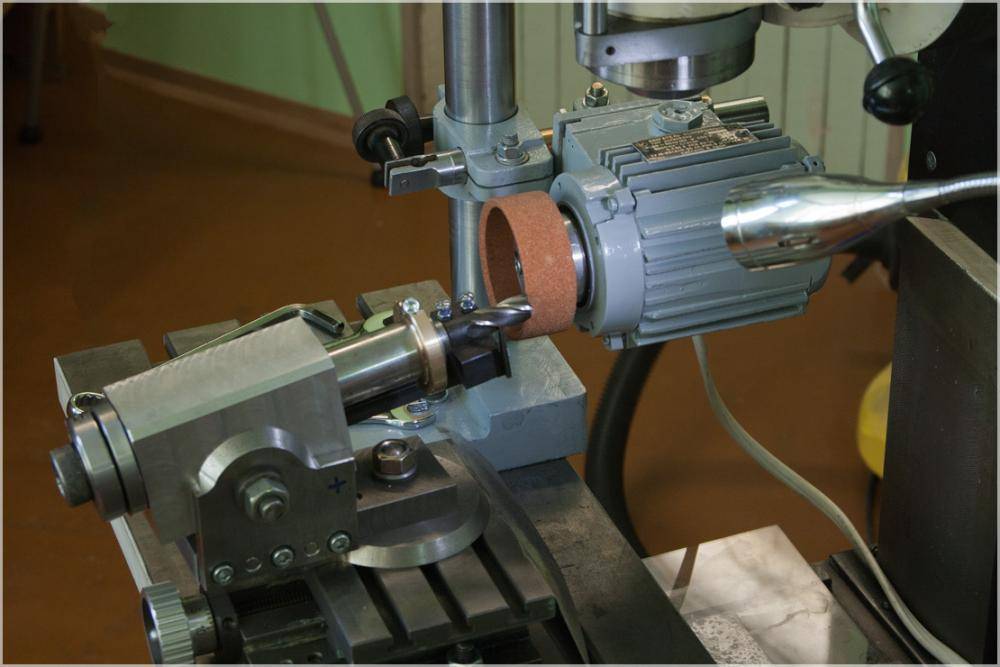
Шлифовка полукруглого токарного резца по дереву более сложна и состоит из трех этапов. Вначале на шлифовальном круге зернистостью 100 производят шлифовку внутренней поверхности желобчатого лезвия, для чего используется самый край абразивного круга. Затем шлифуют наружный слой.
И в том, и в другом случае инструмент слегка вращают вдоль его оси влево-вправо, поворачивая рукоятку правой рукой для равномерной обработки изогнутой поверхности. Затем меняют шлифовальный круг (с 100-го на 320-й) или, пользуясь преимуществом запатентованной системы крепления, наклеивают новый прямо поверх прежнего, после чего повторяют процесс в том же порядке. Третий этап — полировка лезвия — производится на торцевой поверхности опорного диска, изготовленной из прочного полимера, который в данном случае выполняет ту же роль, что кожаный или брезентовый ремень при правке бритвы. Полировка производится легким касанием в течение буквально нескольких секунд.
Оборудование и методы заточки фрез
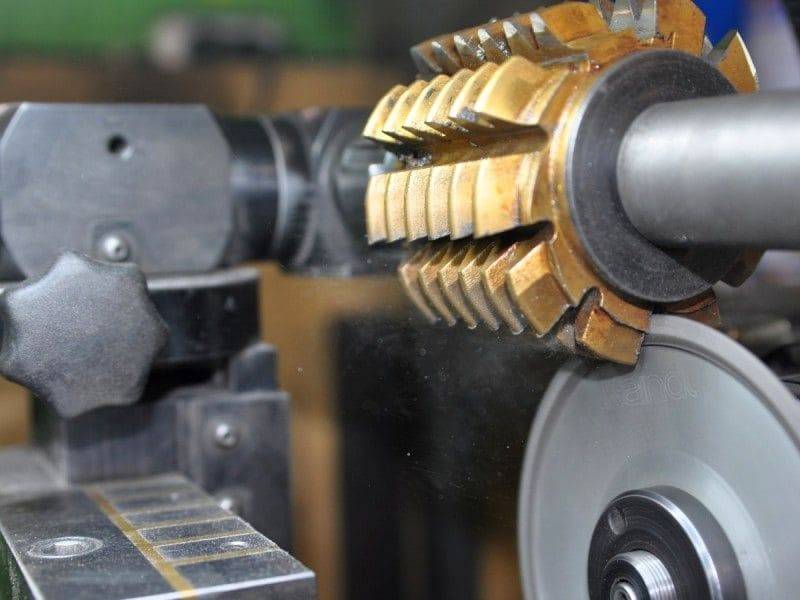
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
Оборудование и методы заточки фрез
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
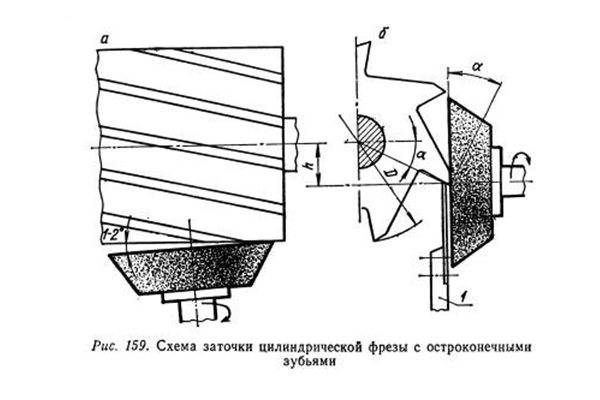
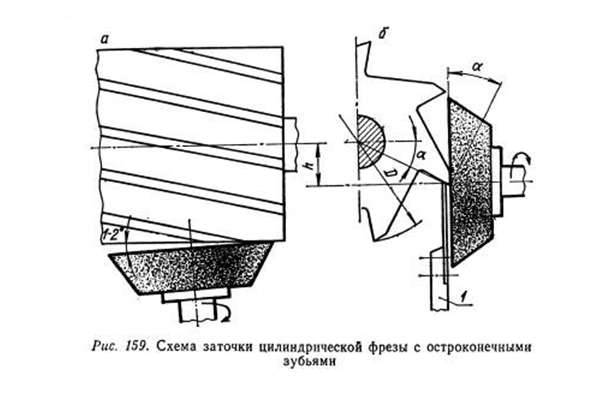
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями. При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных. При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Читать также: Чем отличается технологическая карта от технологического процесса
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.





Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки это снять поврежденный слой. Это первостепенная задача, вторая это повысить чистоту поверхности рабочей кромки, третья придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.
Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
Фрезы по металлу
Большое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
- Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
- Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
- Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.
Концевые фрезы для копировально-фрезерных станков Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
Концевые фрезы по металлу
Что касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
Концевые фрезы по металлу
Как добиться высокого качества заточки концевых фрез
Перечисленные ниже правила направлены на соблюдение установленных норм допускаемых биений и получение инструментов без дефектов.
- Суммарное биение шпинделя станка, оправки и приспособления должно быть меньше допустимого биения затачиваемой фрезы.
- Необходимо обеспечить точную посадку заточного круга. В противном случае вибрации не только приведут к дефектам заточки, но и ускорят износ абразивного приспособления.
- Механизмы подач не должны заедать.
- Закрепленную фрезу необходимо перемещать максимально плавно.
- Шпиндели станков должны обладать достаточной виброустойчивостью.
- Их нужно хорошо смазывать для обеспечения максимально легкого вращения.
- Осевое и радиальное биение не должно превышать 0,01 мм.
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.






Виды режущих элементов

Фрезерная обработка – тонкий процесс, требующий особого подхода, поэтому мастера очень тщательно выбирают оснастку, ориентируясь на разные нужды. В зависимости от обрабатываемого материала, бывают:
- по металлу;
- по дереву;
- по пластмассе;
- по стеклу.
Вторая важная особенность – это предназначение, различают фрезы:
- угловые (для углов);
- фасонные – в зависимости от детали, которая подвергается обработке;
- шпоночные – для создания специального паза с соответствующим названием;
- для углублений в материале в форме буквы «Т»;
- отрезные для разделения образца на части и пр.
Также при покупке изделий обычно первым делом называют форму резца, он может быть:
- цилиндрический;
- конический;
- дисковый;
- концевой;
- червячный и т.д.

Сложно перечислить все виды, поскольку для каждой процедуры фрезерования может быть куплен или даже выточен самостоятельно свой инструмент. Всего наименований насчитывается несколько десятков тысяч, и их номенклатура постоянно растет вместе с увеличением производственных потребностей. В каждой разновидности режущее основание достаточно большое по протяженности, вне зависимости от того, как оно расположено. Поэтому очень сложно обеспечить правильное и равномерное затачивание. Иногда для этого нужны специальные инструменты, в других случаях больше подходит скрупулезное шлифование вручную. Отсутствие опыта или выполненная плохо по иным причинам работа может привести к образованию на режущей кромке сколов, царапин и трещин на поверхности.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
Для заточки концевых фрез на станки чаще всего устанавливают приспособления, изготовленные из следующих материалов.
- Алмаз и зеленый карбид кремния. Выполненные из этих материалов круги подходят для заточки твердосплавных инструментов.
- Эльбор. Это сверхтвердый материал на основе кубической сфалеритной модификации нитрита бора. Эльборовые круги применяют для заточки фрез из быстрорежущих сталей повышенной производительности.
- Электрокорунд. Это химически стойкий твердый материал на основе оксида алюминия. Электрокорундовые круги используют для заточки фрез, изготовленных из инструментальных и быстрорежущих сталей нормальной производительности.
- Перечислим характеристики приспособлений, которые нужно обязательно учесть при выборе.
- Термостойкость. С повышением температуры микротвердость абразивных материалов снижается. Поэтому заточка концевых фрез на станках в обязательном порядке требует использования СОЖ. Обычная вода не подойдет. Ее использование приведет к коррозии элементов станка. В воду добавляют мыло и различные дополнительные добавки (кальцинированная сода, силикат натрия, нитрит калия и пр.). Термостойкость материалов, применяемых для изготовления абразивных кругов, смотрите в таблице ниже.
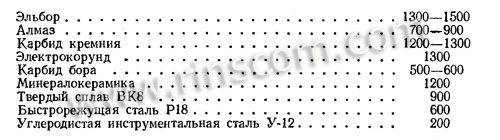
Изображение №5: термостойкость материалов, применяемых для изготовления абразивных кругов
- Зернистость. Ее выбирают в зависимости от требуемого класса чистоты затачиваемой поверхности. Чем выше зернистость, тем лучше производительность кругов. При этом увеличивается срок службы приспособлений.
- Форма. Для заточки передних углов концевых фрез используют тарельчатые или плоские приспособления. Задние углы обрабатывают чашечными и тарельчатыми моделями.
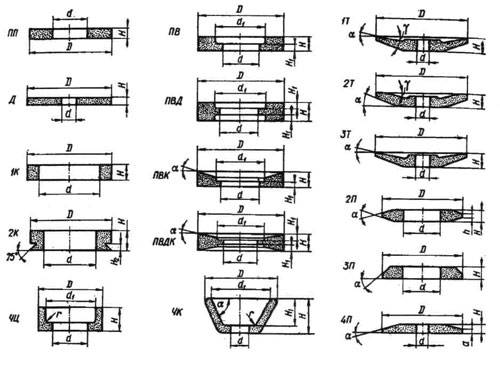
Изображение №6: формы шлифовальных кругов, применяемых для заточки концевых фрез
Еще один важный параметр заточки концевых фрез — скорость вращения кругов. Твердосплавные инструменты обрабатывают на высоких скоростях, а фрезы, изготовленные из быстрорежущих и инструментальных сталей — на более низких.
Виды режущих элементов
Фрезерная обработка – тонкий процесс, требующий особого подхода, поэтому мастера очень тщательно выбирают оснастку, ориентируясь на разные нужды. В зависимости от обрабатываемого материала, бывают:
- по металлу;
- по дереву;
- по пластмассе;
- по стеклу.
Вторая важная особенность – это предназначение, различают фрезы:
- угловые (для углов);
- фасонные – в зависимости от детали, которая подвергается обработке;
- шпоночные – для создания специального паза с соответствующим названием;
- для углублений в материале в форме буквы «Т»;
- отрезные для разделения образца на части и пр.
Также при покупке изделий обычно первым делом называют форму резца, он может быть:
- цилиндрический;
- конический;
- дисковый;
- концевой;
- червячный и т.д.
Сложно перечислить все виды, поскольку для каждой процедуры фрезерования может быть куплен или даже выточен самостоятельно свой инструмент. Всего наименований насчитывается несколько десятков тысяч, и их номенклатура постоянно растет вместе с увеличением производственных потребностей. В каждой разновидности режущее основание достаточно большое по протяженности, вне зависимости от того, как оно расположено. Поэтому очень сложно обеспечить правильное и равномерное затачивание. Иногда для этого нужны специальные инструменты, в других случаях больше подходит скрупулезное шлифование вручную. Отсутствие опыта или выполненная плохо по иным причинам работа может привести к образованию на режущей кромке сколов, царапин и трещин на поверхности.
Заточка специального инструмента
Заточка специального инструмента имеет свои объективные отличия, связанные с дополнительными этапами технологического процесса переточки.
Идентификация и описание инструмента
Первым шагом заточки специального инструментов является правильное измерение и расчёт необходимых параметров геометрии инструмента. Проведение таких измерений возможно только на специализированных измерительных центрах, таких как ZOLLER Genius3 и WALTER Helicheck.

Измерительные центры этого сегмента – мощные универсальные измерительные приборы для всех типов режущего инструмента.
- Пять осей, управляемых ЧПУ, позволяют выполнять комплексные, точные и полностью автоматические измерения без влияния человеческого фактора
- Быстрая и высокоточная проверка геометрии инструмента
- Подробный отчёт о результатах измерений
- Передача данных на шлифовальный станок без участия оператора
Разработка комплекта чертежей и программы заточки
Информация, полученная в результате измерения, обрабатывается и передаётся в систему разработки программы заточки инструмента. Опытные конструктора выполняют все необходимые расчёты и моделирование инструмента с использованием средств 3D-проектирования и осуществляют симуляцию и тестовые прогоны программы на точных моделях шлифовального станка.
Заточка на шлифовальном станке с ЧПУ
Далее программа заточки отправляется в шлифовальный центр где оператор осуществляет наладку и шлифовку.
Для затачивания используются станки известных мировых лидеров таких как Reinecker, SAACKE, Deckel, ANCA. Благодаря своевременному обслуживанию и обновлению, а также благодаря профессионализму наших операторов ЧПУ мы гарантируем заказчикам необходимую точность и качество шлифовки.
Покрытие
Совместно с нашими партнёрами, мы наносим на инструмент износостойкое покрытие методом PVD (ионно-плазменное напыление в вакууме). Результат – увеличение стойкости и качества обработки.
Без сомнений мы поможем Вам в выборе подходящего покрытия для вашего инструмента, наши специалисты подберут оптимальный тип покрытия для вашей конкретной задачи металлообработки и материала.
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.







Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.
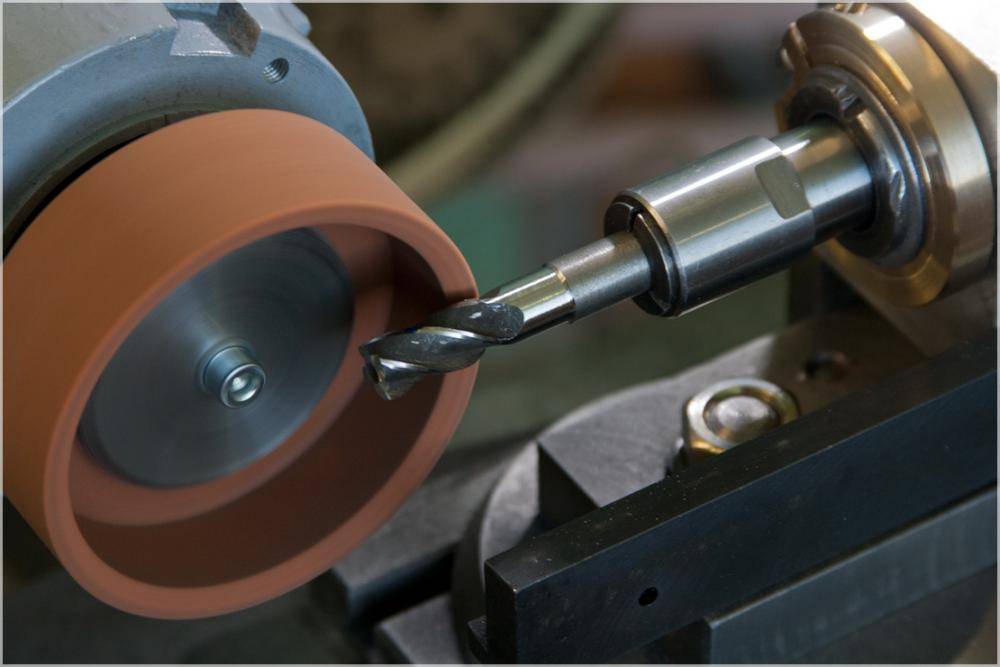
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.
В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.
После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.