Подготовка труб
Нарезка по размеру
Трубы можно нарезать по размеру прямых участков будущего водопровода заранее, а можно просто отрезать по месту при монтаже.
Второй вариант, как правило, дает лучшие результаты. Для отрезки полипропиленовых водопроводных труб используются специальные ножницы, дающие идеально ровный срез.
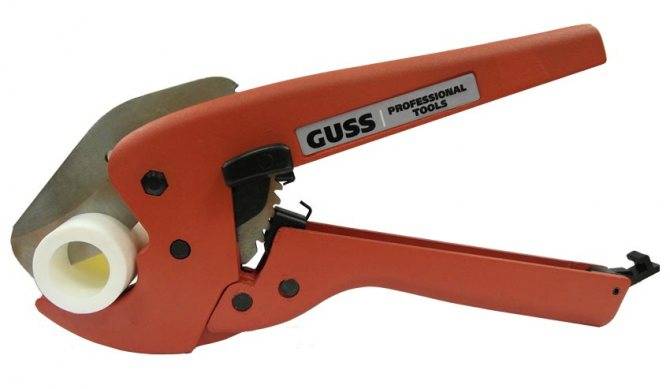
Например, такие
Однако если их нет в хозяйстве, едва ли стоит покупать инструмент ради одноразового ремонта. Отрезать трубу с таким же успехом можно турбинкой или обычной ножовкой по металлу. Во втором случае придется, разумеется, аккуратно зачистить напильником неизбежные заусенцы.
Снятие фасок
На трубах перед тем, как соединять их с фитингами, желательно снять фаски с наружной стороны. Зачем это нужно? Дело в том, что труба с оплавленной поверхностью должна вставляться в фитинг легко, без усилий и ни в коем случае не цепляясь краями.
Иначе она легко может деформироваться: материал-то в разогретом состоянии очень пластичен! Отсюда — плохо проваренное соединение и неровная, собранная гармошкой поверхность трубы внутри фитинга, что уменьшит проходимость водопровода.
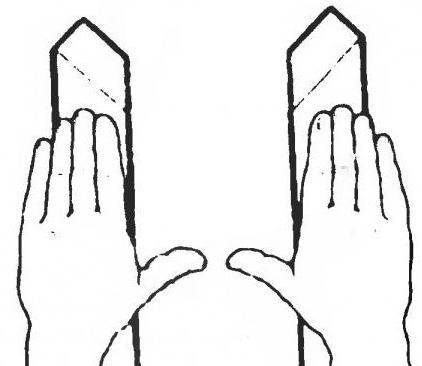
Снять фаску можно обычным ножом.

Острый нож из хорошей стали всегда пригодится
Можно с таким же успехом обточить край трубы на наждаке или любом диске ручной турбинки. Это займет всего несколько секунд на каждый конец трубы.
Зачистка
Армированные трубы с алюминиевой армирующей пленкой нуждаются в зачистке, и вот здесь без специального инструмента уже не обойтись.
В зависимости от того, как расположена алюминиевая фольга — снаружи трубы или между слоями полипропилена — нам понадобится зачистка для полипропиленовых труб для наружной поверхности или торцеватель.
Впрочем, расходы на этот инструмент невелики: он не содержит сложной механики или большого количества дорогой инструментальной стали, а раз так — стоит буквально копейки.

Не забудьте: только для труб, армированных алюминием
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.

Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.

Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.

Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.

Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.

Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.









Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

Муфты ПНД для труб: компрессионные, сварные, элестросварные, переходные,соединительные, защитные, что это и различия в установке ПНД муфта (фитинг из полиэтилена низкого давления) — это крепёжное устройство, служащее для соединения труб. Изготавливается из полиэтилена методом прессования под большим давлением. Используется при…
С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:
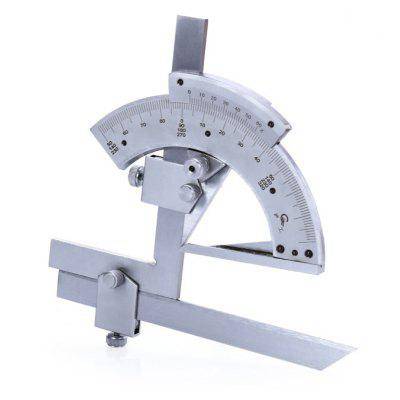
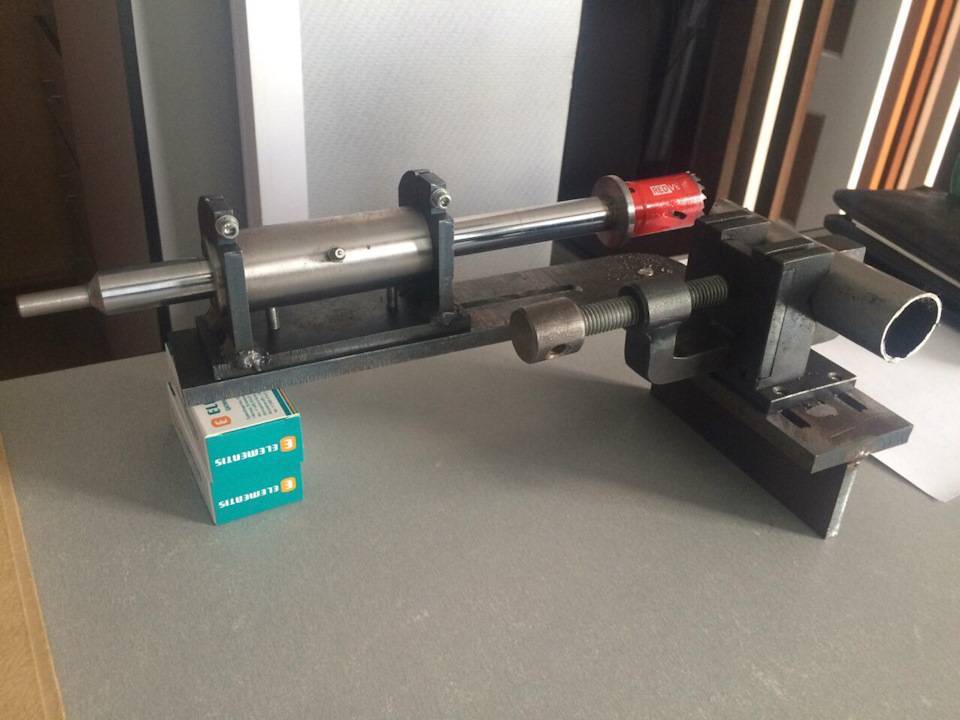
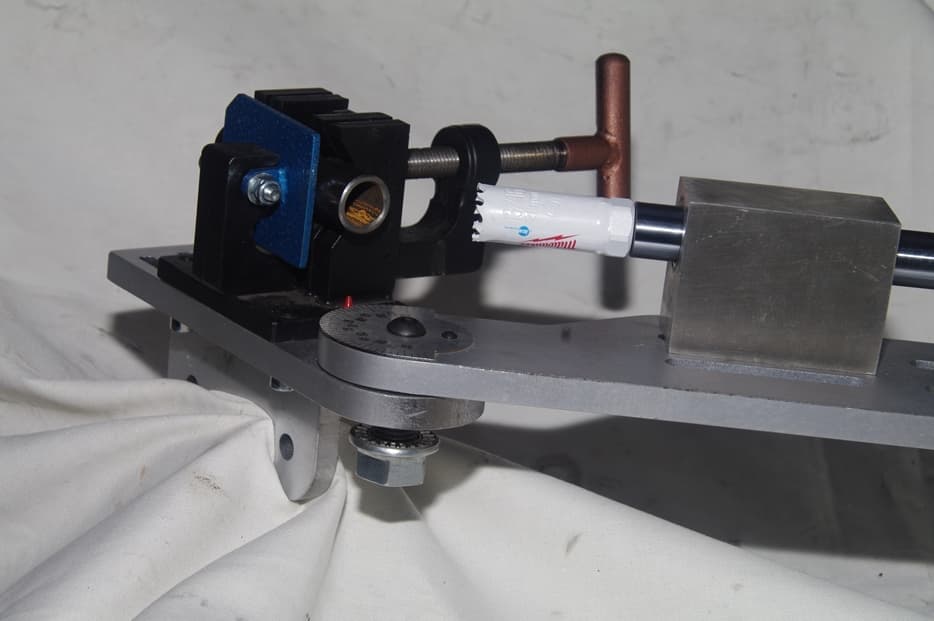
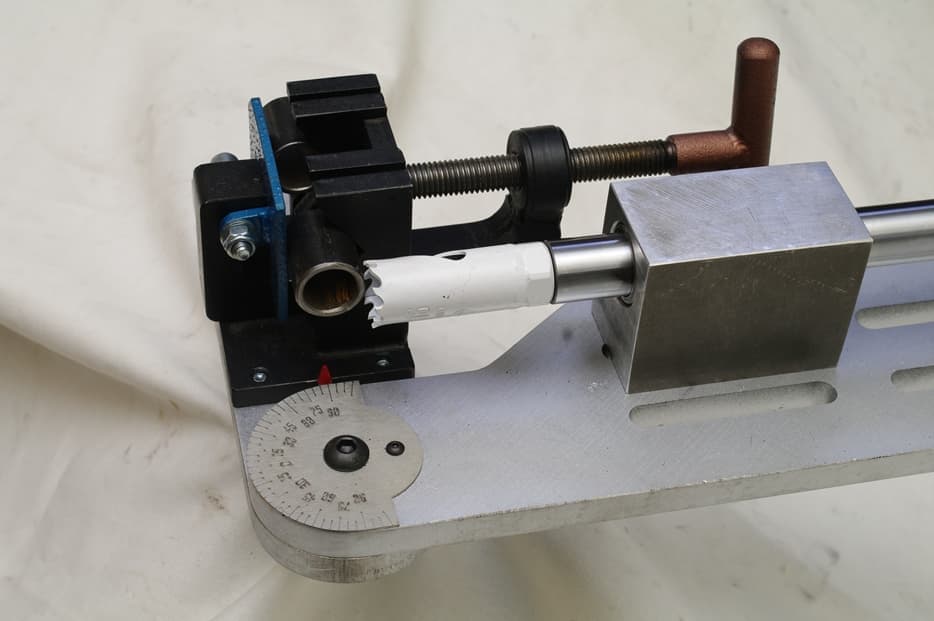
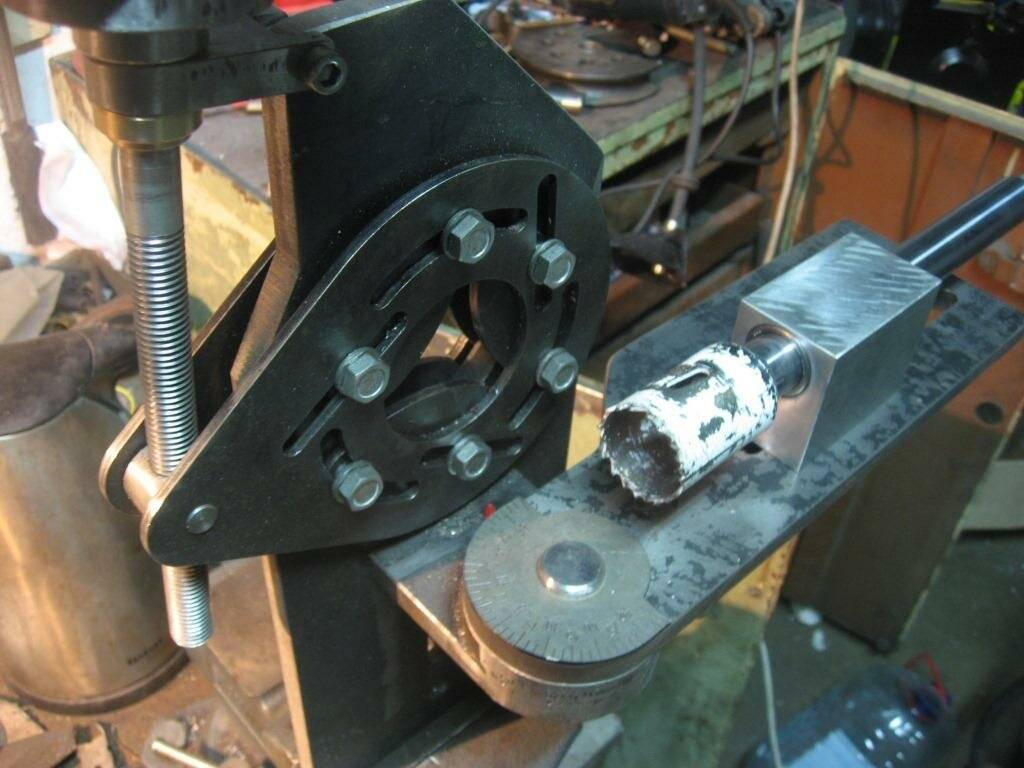
Принцип действия торцевателя для металлических труб
Задача торцевателя труб – минимизировать зазоры, которые неизбежно получаются при подгонке торцов вручную, а также придать сварному соединению достаточную эстетичность.
Известно, что при соединении и врезке стальных труб, в зависимости от угла их взаимного наклона и диаметра кривая взаимного сопряжения может быть параболой, дугой или даже прямой. Поэтому аналитическим расчётом выполнить удачное сопряжение очень сложно. Проблему можно решить пространственным 3D-моделированием, используя известные программы КОМПАС или AutoCAD, однако на практике поступают иначе.
В серийном производстве торцевание труб производят при помощи фрезерного станка, оснащённого делительной головкой. Метод точен, однако требует наличия соответствующего оборудования, которое не всегда имеется в распоряжении домашнего мастера. В то же время, располагая мощной дрелью по металлу (от 1000 Вт) и корончатой фрезой, можно быстро отпрофилировать торец любой трубы.

Промышленные варианты таких приспособлений в специальной литературе именуются tube notcher (прорезатели пазов, хотя способны выполнять и криволинейные контуры).
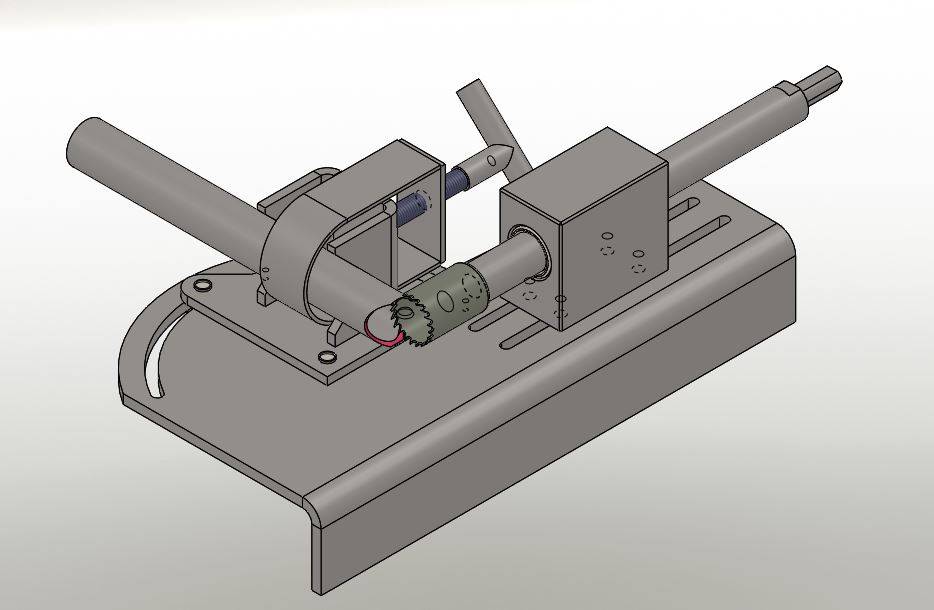
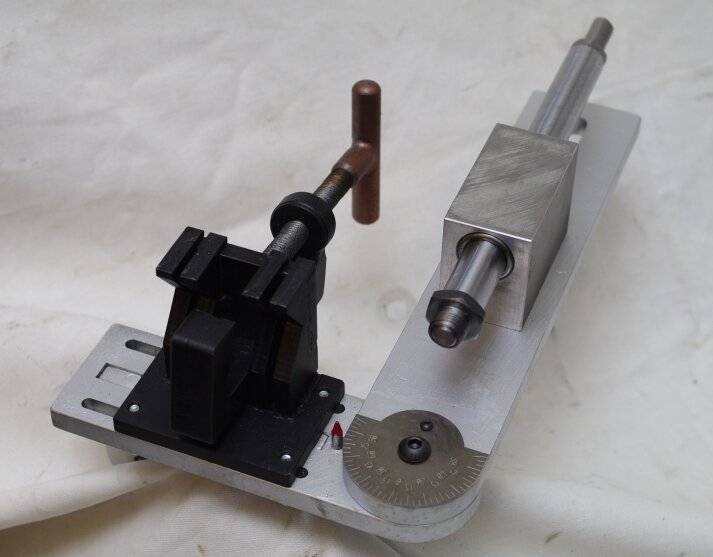
Торцеватель для труб включает в себя:
- Вал, на одном из концов которого имеется посадочное место под патрон дрели, а на втором – посадочное место под корончатую фрезу.
- Подшипниковый узел, вращаясь в котором, вал получает необходимую жёсткость.
- Корпус, иногда — с тисками для зажима трубчатой заготовки.
- Поворотное приспособление, при помощи которого заготовку можно располагать под необходимым углом.
- Регулировочный винт.

При помощи рассматриваемых торцевателей можно выполнять сопряжения труб диаметром 6…75 мм, чего в большинстве случаев бывает вполне достаточно. Диапазон изменения углов сопряжения составляет от 45 до 210. Следует отметить, что корончатая фреза в комплект устройства не входит.
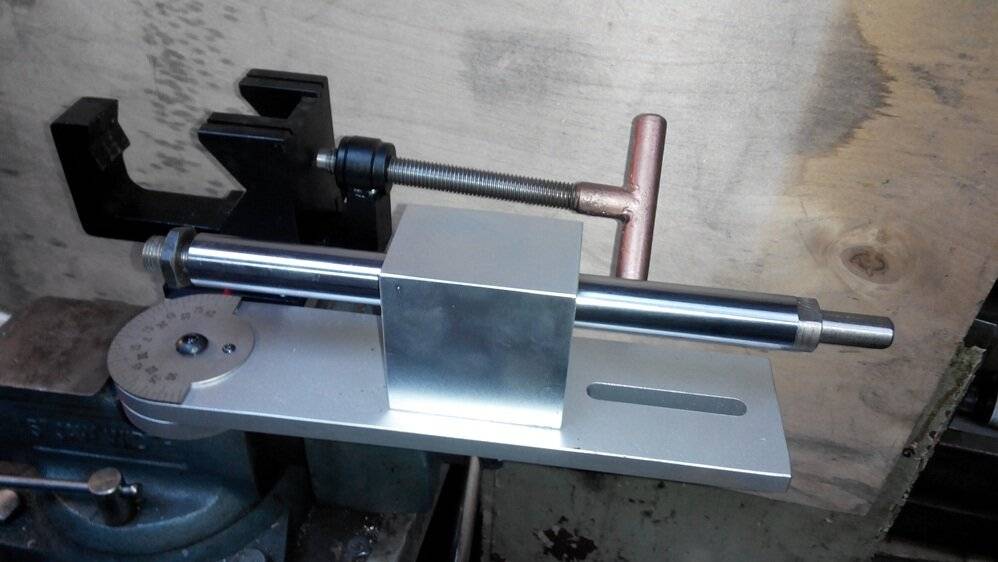
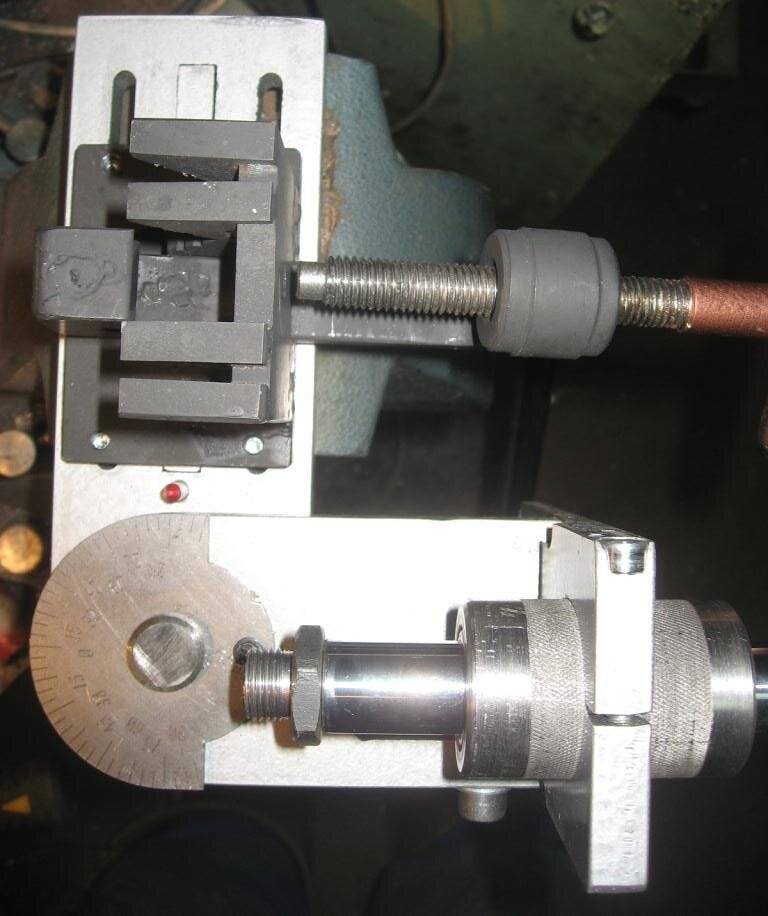
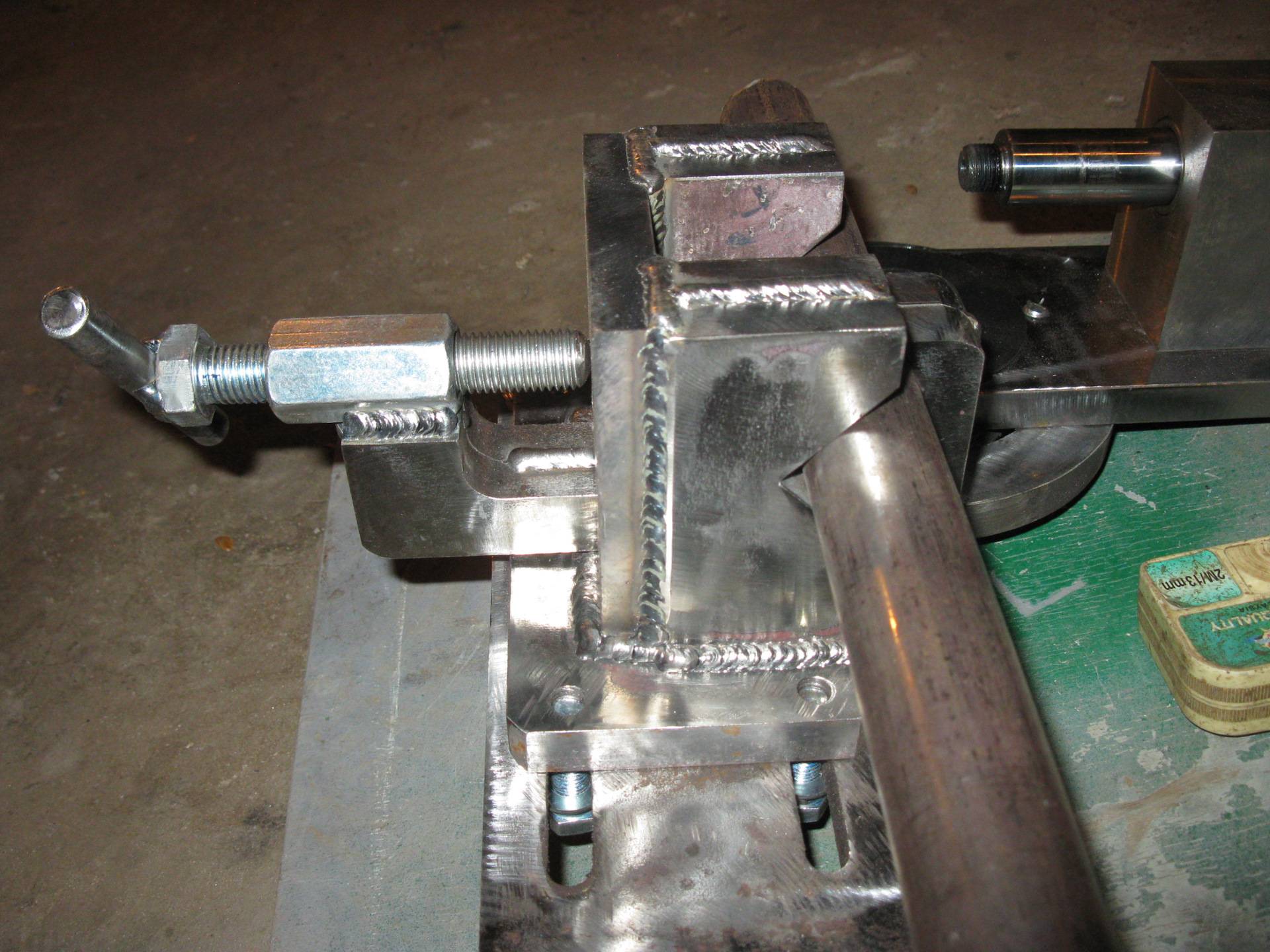
Для обработки длинных труб используются ручные торцеватели труб с цепным зажимом, а для коротких изделий опорная и направляющие части устройства совмещаются в одном узле. Безопасность работ обеспечивается наличием стопорных колец, которые ограничивают продольное перемещение вала.
Вал является наиболее конструктивно сложным элементом торцевателя. Во-первых, он должен получать продольное перемещение по мере внедрения фрезы в металл трубы. Во-вторых, при фрезеровании создаются вибрации, которые обусловлены резким колебанием вращающего момента базового электроинструмента. Поэтому вал изготавливается полированным, имеет скользящую посадку высокого квалитета точности, а применяемые подшипники – игольчатого типа, которые допускают компенсацию осевых и радиальных нагрузок.
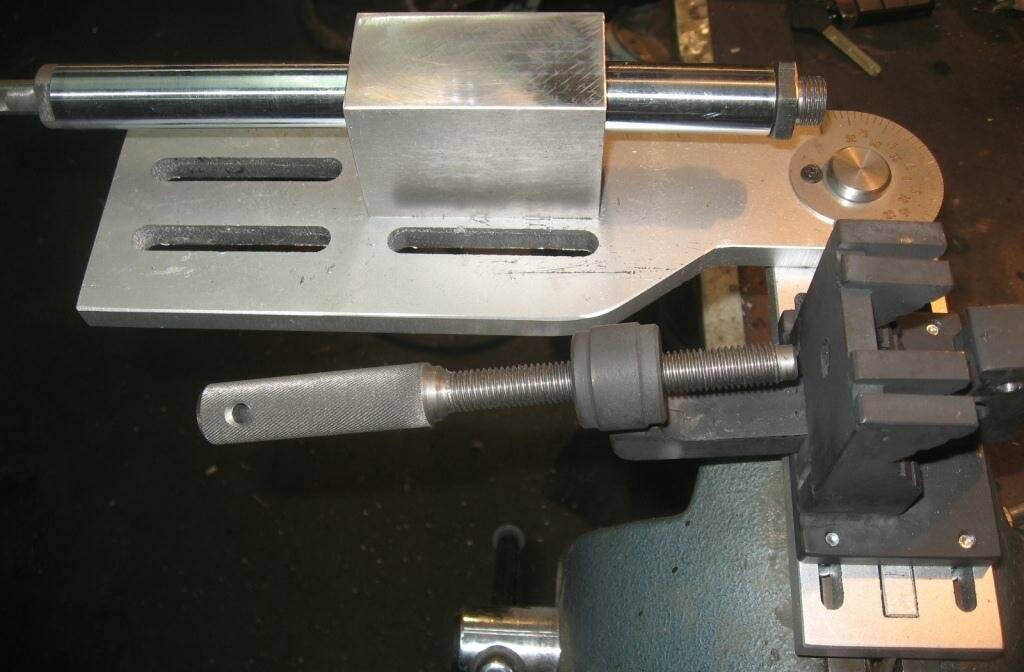
Цена таких устройств от 8000 до 50000 руб. Вместе с тем все торцеватели для труб размерной линейки ТТ – достаточно компактные приспособления, которые закрепляются в патроне токарного станка. Аналогично закрепляется и электродрель. При обработке труб небольшого диаметра устройство можно упирать прямо в пол мастерской.
Необходимость армирования
Каким же образом армируются полипропиленовые трубы? Существует два варианта исполнения:
- армирование алюминиевой фольгой;
- армирование стекловолокном.
В первом случае на внутреннюю или внешнюю поверхность трубы наносится слой алюминиевой фольги, который ни в коем случае не должен контактировать с водой. Избежать этого контакта может помочь шейвер для полипропиленовых труб. В случае, когда вода все же вступает в контакт с фольгой, конструкция труб постепенно разрушается, что требует осуществления ремонта.
Соединение пластиковых труб между собой производится посредством фитингов и клея. При склеивании поверхность полипропилена и фитинга несколько растворяется, что при застывании создает однородную прочную массу, которая по характеристикам не уступает цельной полипропиленовой трубе. Примесь алюминия в этой массе ухудшает прочностные показатели конструкции, поэтому допускать попадания фольги нельзя.
Во втором случае монтаж трубопроводной системы осуществляется без каких-либо проблем, поскольку стекловолоконная сетка надежно располагается между двумя слоями полипропилена. Здесь никакого контакта с водой не может произойти, поэтому применение шейвера не требуется.
Шейвер для полипропиленовых труб
Зачистка полипропиленовых труб
Имеется несколько способов зачистки, каждый из них предназначен для конкретного армирующего слоя.
Внешний слой. Если армирование наносится в качестве верхнего слоя полипропиленовой трубы, то оно станет помехой при соединении конструкции с фитингом. Тогда входящий в него участок трубы плавится во время монтажа. Если же преминуть зачисткой, то расплавленный алюминий не сможет скрепиться с расплавленным полимером. В таком случае ничего не будет обеспечивать герметичность соединения. Она нарушится сразу после пуска системы.
Внутренний слой. Несмотря на то что расположенный между полипропиленовыми слоями алюминий не используется при сварке, ему все равно нужна качественная зачистка. Она необходима для того, чтобы препятствовать взаимодействию алюминия и воды. Если в трубопроводе произойдет скачок потенциалов, то есть риск возникновения электрохимических процессов. Они могут целиком разрушить алюминиевый слой.

Армирование стекловолокном. В таком варианте не требуется зачистка для полипропиленовых труб своими руками. Между слоями полипропилена размещается тонкая стенка стекловолокна. Она не контактирует с фитингом, также не испытывает воздействие жидкости. Одним из преимуществ такого метода является то, что надежное крепление труб достигается без дополнительных работ. Но отсюда вытекает один недостаток — на такие изделия резкие температурные перепады оказывают большее воздействие, чем на варианты с алюминиевым армированием.
Особенности армирования полипропиленовых труб
Высокие эксплуатационные свойства полипропиленовых труб достигаются благодаря их покрытию защитным слоем. Если речь идет об изделиях, предназначенных для бытового применения, то обычно его толщина не больше 0.1 мм.
Преимущества армированных труб:
- Уменьшение воздействия высоких температур на изделие. Обычная полипропиленовая труба предназначена для эксплуатирования в условиях, когда температура не превышает 95 градусов. Обычно этого достаточно для монтажа систем отопления или водопроводов бытового назначения. Однако в определенных ситуациях, например, аварийных, температура транспортируемой жидкости может превышать максимально допустимое значение. Такой режим эксплуатации ведет к тому, что участки трубопровода деформируются или полностью выходят из строя. Армирование позволяет уменьшить воздействие высоких температур на изделие, препятствуя разрывам системы.
- Повышенная устойчивость к температурным перепадам. Одним из основных минусов обычных полипропиленовых труб является подверженность температурным перепадам. Результатом становится их резкое расширение и сужение. Изделие плохо переносит такие деформации, постепенно теряя свои первоначальные свойства. Со временем трубы просто выйдут из строя. Чтобы избежать такой ситуации, их дополнительно армируют.

Однако армирование обладает одним существенным недостатком. Оно в некоторой степени усложняет сварку полипропиленовых соединений. По этой причине предварительно требуется зачистка для труб. Процедура предельно проста: удаление верхнего тонкого слоя алюминия с изделия. Если этого не сделать, то снизится качество сварки, что приведет к снижению срока службы всего трубопровода.
Инструмент для монтажа полипропиленовых и металлопластиковых труб

Современные полипропиленовые трубы широко используются в строительстве, при выполнении ремонтных работ, реконструкции зданий и сооружений. За счет практичности, доступной стоимости, износостойкости, большого срока службы, низкого сопротивления, отсутствия отложений на стенках и множества других преимуществ они стали альтернативной обычным стальным трубопроводам.
Технология соединения полипропиленовых труб для формирования прочных, надежных и герметичных систем отличается от способов монтажа труб, изготовленных из стали. Поэтому, прежде чем приступить к работе, стоит купить специальный инструмент – набор оборудования и приспособлений, облегчающих и ускоряющих монтаж трубопроводов.







Зачистной инструмент для труб из полипропилена
Полипропиленовая труба – это сложная многослойная конструкция, включающая алюминиевую армирующую прослойку толщиной 0,1–0,5 мм. Армирование алюминием защищает трубы от механических повреждений и исключает температурные деформации трубопроводов при нагреве, вызванные прокачкой по них горячих жидкостей.
Перед сваркой трубы с фитингом тонкую алюминиевую оболочку необходимо зачистить, потому что:
- расплав полипропилена не сваривается с металлом – соединение получится непрочным;
- электрохимические процессы, возникающие при контакте алюминия с водой, приводят к постепенному ослаблению места спайки.
Инструмент для зачистки труб из полипропилена выпускается в виде насадок для дрели или ручных приспособлений.
- Насадки для электроинструмента обеспечивают высокую производительность, но, используя их, сложнее контролировать качество зачистки. Они подходят для профессионалов, ежедневно соединяющих большое количество труб с фитингами.
- Ручные зачистки – это простые и недорогие стальные муфты, которыми легко пользоваться даже неопытным монтажникам. Несколько поворотов инструмента – и внешний армирующий слой удален. Они часто бывают двусторонними – для работы с трубами двух разных диаметров.
Внутренний армирующий слой из алюминия зачищается с помощью торцевателей – аналогичного инструмента, отличающегося от зачисток расположением ножей для съема металла.
Аппараты для сварки полипропиленовых труб
Сварочный аппарат для соединения полипропиленовых трубопроводов – это комплект, состоящий из нагревательного прибора и набора насадок разного диаметра, включающего все основные типоразмеры труб и фитингов: муфт, тройников, переходников, уголков, обводов, шаровых кранов и заглушек.
Аппарат для сварки труб – это большой паяльник оригинальной конструкции. Принцип его работы состоит в одновременном нагреве двух будущих элементов соединения:
- внешней поверхности трубы из ПП;
- внутренней поверхности фитинга.
Время нагрева труб и фитингов разного диаметра отличается, поэтому перед свариванием необходимо воспользоваться справочной таблицей из инструкции по эксплуатации оборудования, чтобы настроить аппарат на оптимальный режим работы. При недостаточном нагреве детали плохо склеятся между собой, и соединение трубы с фитингом станет потенциальным местом протечек и источником проблем при эксплуатации трубопровода. При перегреве выше рекомендованных температур полипропилен расплавится и потечет. Результатом может стать уменьшение внутреннего диаметра или полное отсутствие отверстия в трубопроводе.
Насадки для сварочных аппаратов обрабатываются тефлоном. Антипригарное покрытие не дает пластику прилипать к поверхности насадки при нагреве, позволяя быстро снимать трубы и фитинги с аппарата для их соединения.
Принцип действия торцевателя для металлических труб
Основная задача, которую выполняет любой торцеватель, заключается в минимизации зазоров, что возникают при подгонке различных элементов ручным способом. Стоит понимать, что они появляются в любом случае, каким бы профессиональным и опытным не был мастер. Также дополнительно торцеватели позволяют сделать сварное соединение труб эстетичным во внешнем его виде.
Специалисты отмечают, что в зависимости от угла взаимного наклона, а также диаметра труб, их соединение может происходить по параболической, дуговой и прямой линии. Именно поэтому, осуществляя только лишь анализ имеющейся ситуации, невозможность четко определить, какое конкретно сопряжение будет наиболее удачным. Данную программу обычно решают при помощи программного 3D-моделирования. Для этого используют всем известные и популярные программы, такие как КОМПАС и AutoCAD. Но на практике их применение довольно узкое ввиду того, что для работы с ними нужно иметь соответствующие знания и оборудование.
Когда происходит серийное производство труб, то в таких случаях используется специальный фрезерный станок, оснащение которого является делительная головка. Такой метод имеет весь хорошую точность выполнения, но подобное оборудование в домашних условиях практически ни у кого не встречается.
В это же время в качестве альтернативы используется обычная мощная дрель (до 1000 Вт) и корончатая резьба. Данный способ также позволяет отшлифовать торцы труб соответствующим образом. Обычный торцеватель для труб состоит из нескольких важных элементов, которые и влияют на его эффективность использования.

Среди них специалисты выделяют такие:
- Вал. На одном его конце расположено посадочное место для патрона дрели, а на втором — посадочная зона под корончатую фрезу;
- Узел с подшипниками. В нем вращается вал, вследствие чего он получает необходимую жесткость;
- Корпус. Иногда на нем располагаются тиски для осуществления зажима трубчатой головки;
- Поворотное приспособление. Оно создано для того, чтобы в конкретных условиях расположить заготовку под тем углом, который является необходимым;
- Регулировочный винт. Он позволяет откорректировать настройки приспособления.
Торцеватель для металлических труб позволяет осуществить сопряжение изделий, диаметр которых находится в пределах от 6 до 75 миллиметров. Этого в большинстве случаев является достаточно. Изменение углов находится в диапазоне от 45 до 2100. При этом чаще всего корончатая фреза в комплект инструмента не входит. Ее необходимо приобретать отдельно.
При работе с длинными трубами
Для того чтобы обработать длинные трубы, нужно использовать ручные торцеватели, имеющие цепной зажим. Короткие же изделия требуют всего лишь совмещения в одном узле опорной и направляющей части устройства. Для того чтобы обеспечить при работе должный уровень безопасности, используются стопорные кольца. Они предназначены для того чтобы ограничить продольное перемещение вала.
Будет интересным: Как самостоятельно устранить шум и гул в трубе водоснабжения
Считается, что в плане своей конструкции наиболее сложной деталью торцевателя считается вал. Связано это с такими факторами, как:
- Вал должен перемещаться в продольной плоскости только лишь в соответствии с врезанием фрезы в металл трубы;
- Во время фрезеровки происходят вибрации, которые связанны с довольно резким колебанием вращающегося момента базового электрического инструмента.
Вследствие вышеперечисленных причин производитель изготавливает вал полированным. Также данный элемент имеет скользящую посадку. Применяемые в нем подшипники относятся к игольчатому типу. Вследствие этого они допускают компенсирование, как осевых, так и радиальных нагрузок.
Стоимость торцевателя по металлу может быть разной. Зачастую цена находится в пределах от 8 до 50 тысяч рублей. Стоит отметить также то, что практически все торцеватели для труб изготовляемых типов, являются весьма компактными. Они могут закрепляться прямо в патроне токарного станка. Таким же образом крепится и электрическая дрель. Если нужно обрабатывать трубы с малым диаметром, то приспособление можно упирать во что угодно.
Способы и технология зачистки
Приступая к монтажу армированных труб, необходимо предварительно подобрать инструмент для зачистки. Это могут быть, как ручные, так и механические приспособления.
Инструменты для работы
Зачистка из пропиленовых труб выполняется либо с помощью ручных приспособлений, либо посредством механических насадок. Выбор определяется навыками исполнителя, опытом и масштабом работы.
Когда работа выполняется впервые, то правильнее будет остановиться на ручных инструментах. Это позволяет контролировать процесс и выполнить зачистку более точно. Механические приспособления применяются чаще для выполнения более масштабных объемов работы.
Чтобы получить ровный, обработанный срез, для зачистки рекомендуется выбирать приспособления из нержавеющей стали, изготовленные методом опрессовки.
Для ручной зачистки применяются двухсторонние инструменты, что позволяет осуществлять зачистку труб разных диаметров. Для удобства в работе предусмотрены съемные ручки.
Потребуются инструменты:
- Карандаш для нанесения разметки уровня слоя, который нужно убрать;
- Ножницы или резак. С их помощью отрезается участок трубы;
- Калибр с зенкером. Калибр помогает восстановить геометрию трубопровода, ровняет место среза, а зенкер делает фаску и убирает лишние заусенцы;
- Кондуктор или трубогиб. Если необходимо делать по проекту углы поворота, то с помощью таких механизмов, труба гнется под определенным радиусом;
- Зачистные муфты. Чтобы убрать металлическую оболочку на трубу надевается муфта. И при ее повороте, находящиеся посредине лезвия убирают внешний слой алюминия. Съемные ручки делают этот процесс быстрым и аккуратным;
- Торцеватель. Лезвия находятся во внутреннем торце приспособления. Идеальный срез получается после нескольких оборотов торцевателя по трубе. Его лезвия убирают средний слой внутри трубы. Процесс выглядит так: надевается торцеватель, делается несколько оборотов, и можно сразу приступать к пайке. Пользоваться торцевателем можно для обработки обычной пластиковой трубы без усиливающего слоя;
- Шейвер. Бывает разным по калибру, в зависимости от диаметра трубы. Обработка выполняется при помощи дрели, на которую вместо биты устанавливается насадка. При этом обороты дрели необходимо тщательно контролировать. Насадки удаляют, как внутренний, так и наружный слой фольги. Выбирать насадку следует в соответствии с типом армирования трубы. После обработки шейвером, можно к дальнейшей работе.
Способы зачистки
Способы зачистки различаются в зависимости от способа армирования, и, соответственно, от того, где располагается укрепляющий армированный слой: снаружи или внутри. Каждый способ зачистки выполняется разными инструментами.
Зачистка внешнего слоя
Если усиление трубы идет за счет нанесения внешнего армирующего слоя, соединение с помощью фитингов возможно только, когда этот внешний слой расплавить, а потом зачистить.
Пренебрегая зачисткой, расплавленная алюминиевая фольга не сможет сцепиться с полипропиленом, и соединение будет ненадежным. Суть зачистки — очищение верхнего слоя на глубину, которая необходима для хорошего сцепления с полипропиленом. Работа выполняется с помощью муфт.
Зачистка внутреннего слоя
В этом случае зачистка необходима, чтобы не допустить взаимодействия алюминия с водой, и как следствие, развития электрохимических процессов, которые разрушат алюминиевый слой в местах соединения трубы с фитингом.
Приступаем к зачистке
Если опыта мало, и планируется зачистка своими руками, лучше воспользоваться ручными инструментами. Работа не требует владения специальных навыков, поэтому новичок с помощью предварительных рекомендаций сможет легко удалить армирующий слой.
Чтобы зачистить край трубы, подбирается муфта необходимого диаметра, фиксируется на трубе, и поворачивается с помощью ручек несколько раз.
На данном этапе – зачистка выполнена, есть ровный край среза.
Ножи удаляют фольгу на глубину около 2 мм всего за несколько секунд.
Справиться с такой задачей может и один человек, использование особых знаний, навыков, дорогостоящего оборудования не нужно, при этом всегда есть возможность демонтажа соединения в случае необходимости.





Как выбрать
Изделие выбирается
, в соответствии с типом труб, и зажимается в патрон. В высокой скорости вращения кроется недостаток – необходимо, постоянно, вести контроль над процессом. В противном случае можно повредить трубу.
Хотите узнать, как безупречно зачистить торец трубы перед сваркой, посмотрите видеоролик.
Довольно часто с людьми происходят нелепые ситуации. К примеру, затевая ремонт трубопровода в доме, владелец вызывает монтажников. Разумеется, за свою работу специалисты берут определенную сумму денег. Окончательная цена формируется из количества потраченных материалов, а также действий, которые они выполняли. Начиная разбираться, заказчик не всегда понимает, что за действия и для чего они были совершены специалистами, в результате затевая спор.
Несомненно, в данной ситуации заказчик выглядит нелепо, так как, не разобравшись, оспаривает итоговую стоимость. Во избежание такой ситуации, особенно касательно замены старых труб на новые, полипропиленовые, следует самостоятельно разобраться, что же собой представляет торцеватель для полипропиленовых труб и зачем он необходим.
Несомненно, являются сегодня самыми востребованными, так как наделены рядом преимуществ. Однако помимо большого количества достоинств, полипропилен имеет и ряд особенностей, которые следует учитывать при выборе данного материала. Не стоит забывать два очень важных фактора при выборе данных труб:
- максимальная температура жидкости не должна превышать 95 градусов. Исходя из действующих стандартов, такие трубы могут быть применены для прокладки горячего водоснабжения, поскольку температура воды, согласно им, ограничена именно этой отметкой. Однако случаются и непредвиденные обстоятельства, но редко;
- тепловое расширение имеет высокий коэффициент. Гибкость материала способна компенсировать этот фактор, однако в определенных случаях деформация трубы может негативно сказываться. В пример можно привести спрятанные трубы под штукатуркой.
Армирование позволяет в некоторой степени решить обе проблемы. Само собой, армирование хорошо справляется с тепловым расширением, помимо этого, оно также не дает пластику размягчиться и деформироваться при высокой температуре нагрева. Однако правильный монтаж трубопровода из требует некоторых знаний, в том числе и как пользоваться торцевателем.
На сегодняшний день существует два варианта армирования полипропиленовой трубы:
- с помощью алюминиевой фольги. В этом случае алюминиевая прослойка варьируется между показателями 0,1 мм и 0,5 мм. Эта прослойка может располагаться как снаружи изделия, так и внутри него. Соединен алюминий с пластиком посредством клея;
- с помощью сетки из стекловолокна. Конструкция таких труб состоит из трех слоев – полипропилен, смесь стекловолокна и полипропилена, полипропилен.
Для чего она нужна?
Инструменты для работы
Монтажный процесс армированного трубопровода начинается с подготовки инструмента. Зачистку для полипропиленовых труб можно приобрести в собственность, взять в аренду или у знакомых монтажников.
 Инструмент для зачистки полипропиленовых армированных труб
Инструмент для зачистки полипропиленовых армированных труб
Производители выпускают торцеватели ручного и механического типа. Выбор приспособления рекомендуется выполнять, учитывая объем работ и навыки монтажника.
Инструмент ручного типа лучше использовать не опытным людям. Такие торцеватели для полипропиленовых труб позволяют проводить высокоточные и подконтрольные операции. Механический инструмент поможет ускоренно выполнять большое количество работ.
Лучше использовать нержавеющие шейверы для полипропиленовых труб. Эти устройства позволяют делать срез без заусенцев.
При ручной обработке лучшее использовать двусторонний инструмент, позволяющий осуществлять зачистку двух трубных изделий разного диаметра. Эти устройства обычно оснащаются съемными ручками в виде двух стержней.
Рекомендуемый набор
Для монтажа армированных полимерных систем понадобятся следующие приспособления:
- карандаш или маркер для разметки глубины удаляемого слоя;
- резак или специальные ножницы для отрезки части ПП трубопроката;
- калибр для восстановления геометрии и зенкер для удаления фасок и заусенцев с тортов;
- трубогиб или кондуктор, когда требуется по проекту изгибать трубы под определенными углами и с радиусами, не превышающими допустимые значения;
- торцовки для полипропиленовых труб в виде зачистных муфт, торцевателей или шейверов для удаления металлического слоя.
Инструмент в виде торцовки для полипропиленовых труб подбирается в зависимости от особенностей армирования изделий и финансовых возможностей исполнителя.
Зачистные муфты имеют лезвия, расположенные посередине. Приспособления надеваются на торцы трубопроката и поворачиваются по ходу движения часовых стрелок. Они позволяют аккуратно и достаточно быстро удалить внешний слой из алюминия.
Торцеватели с внутренними лезвиями позволяют после 2-3 оборотов сделать ровный срез. Этот вид инструмента удаляет на глубину от 1 до 2 мм алюминий, расположенный в середине трубной стенки. Торцевателями при необходимости можно обрабатывать не усиленные полимерные трубопроводы.
Шейверы выпускаются для труб различного круглого сечения. Инструмент нередко используется, как насадка на электродрель. При таком применение необходимо обязательно контролировать обороты электрического инструмента.
Шейверы производятся для снятия алюминиевого слоя, расположенного снаружи и внутри трубной стенки.