Станки точны, броня крепка!
Даже с учётом всех специфических особенностей, достоинств и недостатков, область применения ЭШС широка. Более того, благодаря разработке современного оборудования этой технологии находят даже в тех областях производства, где об этом ранее не помышляли.
- В тяжёлом машиностроении, где благодаря электрошлаковой сварке удаётся упростить производство сложных фундаментов и оснований. Раньше станину паровой турбины или высокоточного станка приходилось отливать, а иногда и ковать, тратя драгоценное время на длительную последующую обработку, при которой шла в отходы значительная часть материала. Сегодня подобную деталь можно заранее разбить на несколько более простых для изготовления и обработки частей, соединив их воедино с помощью ЭШС.
- В строительстве, когда необходимо надёжно срастить массивные балки несущих конструкций. Возведённые с помощью такой методики небоскрёбы стоят долго.
- При производстве бронетехники. Ведь, как уже было отмечено выше, именно электрошлаковая сварка используется для сваривания толстых броневых листов, защищающих экипажи и агрегаты боевых машин. Прочность такого соединения практически не отличается от прошедшего сложную обработку материала, способного противостоять различным средствам поражения.
Проверенная годами технология постоянно совершенствуется и, вполне возможно, что когда вы прочитаете эту статью, она уже выйдет на новый уровень!
Подготовка изделия к процессу сваривания
Торец предмета с габаритами не более 20 см обрабатывают газорезателем. Необходимость этой операции возникает из-за нужды откорректировать гребни и выхваты: они обязаны быть 0,2-0,3 см, с отклонением от прямого угла не более 0.4 см. Поверхность более толстых металлических изделий проходит стадию механического воздействия, а весь прокат очищают от окислов и коррозии при помощи наждачной машины. Литьё и ковка обязаны быть обработаны по аналогичной методике, и на расстоянии 8 см от торца.
Если присутствует необходимость в соединении двух прокатов с разными слоями, то в работе используют ступенчатую систему ползунов, либо над поверхностью металла большей толщины проводят удаление необходимого слоя. При скреплении кольцеобразных сплавов разность в диаметре стыка не должна быть больше 0,5, а сдвиг свыше 1 мм. Из вышеперечисленного можно сделать вывод, что такие действия имеют ювелирный характер. Но тут содержится ещё один немаловажный момент: чтобы получилась качественная деталь, всю разметку нужно делать с небольшим отступом в большую сторону. Это необходимо делать из-за деформации, которая возникает в ходе воздействия жаром.
Классификация типов электрошлаковой сварки
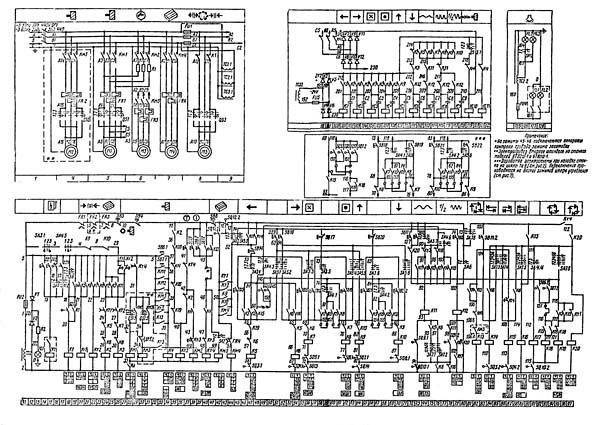
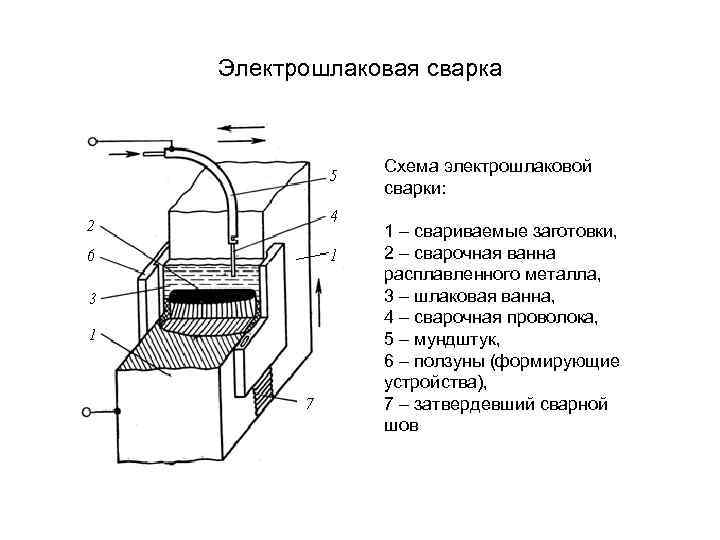
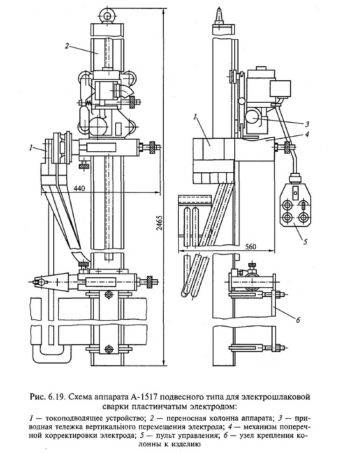 Схема аппарата для электрошлаковой сварки.
Схема аппарата для электрошлаковой сварки.
Электрошлаковая сварка может подразделяться по самым разным критериям.
По типу формирования сварочной ванны:
- свободное формирование ванны;
- принудительное формирование ванны.
Если принять во внимание тип электродов и способ их погружения в сварочную ванну, ЭШС делится на три вида:
ЭШС с проволокой
По данной технологии электродная проволока подается в сварочную шлаковую ванну постепенно, по ходу их расплавления. Электроды передвигаются в горизонтальной плоскости медленно и ровно – их движение поступательное.
В результате обеспечивается ровное нагревание толщины кромок свариваемых металлических заготовок. Немаловажный фактор: для реализации данного способа нужен практический опыт сварщика, новичкам здесь будет непросто.
ЭШС с пластинами
Это метод с использованием электродов в виде пластин и с большим диаметром, который нужен для того, чтобы максимально перекрыть зазор между соединяемыми заготовками. Пластинки электродов фиксируются, чтобы подаваться в ванну через короткие промежутки времени – в зависимости от того, хватает ли расплавленного металла в ванне для заполнения зазора между поверхностями.
Следует ответить, что конструкция аппаратов для ЭШС пластинами или электродами с большим диаметром проще в использовании, чем при ЭШС с помощью проволоки.
Электроды с большим диаметром бывают разной формы: их сечения могут быть прямоугольными или круглыми, если нужно работать с заготовками цилиндрической формы. Они бывают даже полые внутри, заполненные металлической крупкой.
ЭШС плавящимся мундштуком
По своей сути это комбинация двух первых технологий. Пластина из электрода также фиксируется в зазоре, в который подается проволока с помощью направляющих трубок. В процессе сварки пластины неподвижны, потому что расплавленного металла в ванне вполне достаточно за счет подающейся проволоки.
Данная технология может применяться при сварке кромок любой толщины, а шов может достигать в длину трех метров и даже больше. С ее помощью можно варить сложные криволинейные швы.
В аппарат для ЭШС с мундштуком входит специальный переносной механизм для подачи проволоки. Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
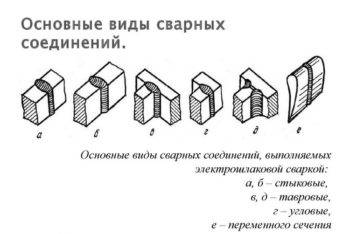 Виды сварных соединений.
Виды сварных соединений.
Какие выводы можно сделать? Для сварки металлических деталей с краями большой толщины нужно использовать либо специальные колебательные движения электродов для постепенности прогревания, либо электроды с пластинами или большого диаметра. А самым лучшим вариантом будет сочетание этих способов.
В промышленности чрезвычайно популярна сварка проволокой. Это швы самой разной формы с любой длиной, края деталей любой толщины: от 20-ти до 600 миллиметров. Если применяются пластины, варить можно швы тоже любой толщины, но с ограниченной длиной до 1,5 метров. Пластинчатая ЭШС возможна с чугунными электродами, ведь из чугуна практически невозможно сделать проволоку.
Подготовка изделия
Кромки стыкуемых деталей не обязательно зачищать. Раскрой металла производится газовым резаком. Допускаются неровности и выступы размером до 3 мм при толщине листа до 200 мм. Отклонение от параллельности кромок сопрягаемых деталей может быть в пределах 4 мм на высоту.

При соединении боковых плоскостей проката, его следует очистить от окалины и ржавчины. Для этого используется обдирочный аппарат или ручная зачистка болгарками с крупнозернистыми кругами.
Литье и поковки в месте соединения должны обрабатываться механическим способом на станках. Если для наращивания глубины ванны применяются медные или стальные пластины, варить можно без обработки.
Перед сваркой деталей разной толщины, кромки выравнивают, сняв под углом часть большей или наращивая полосой металла тонкую.
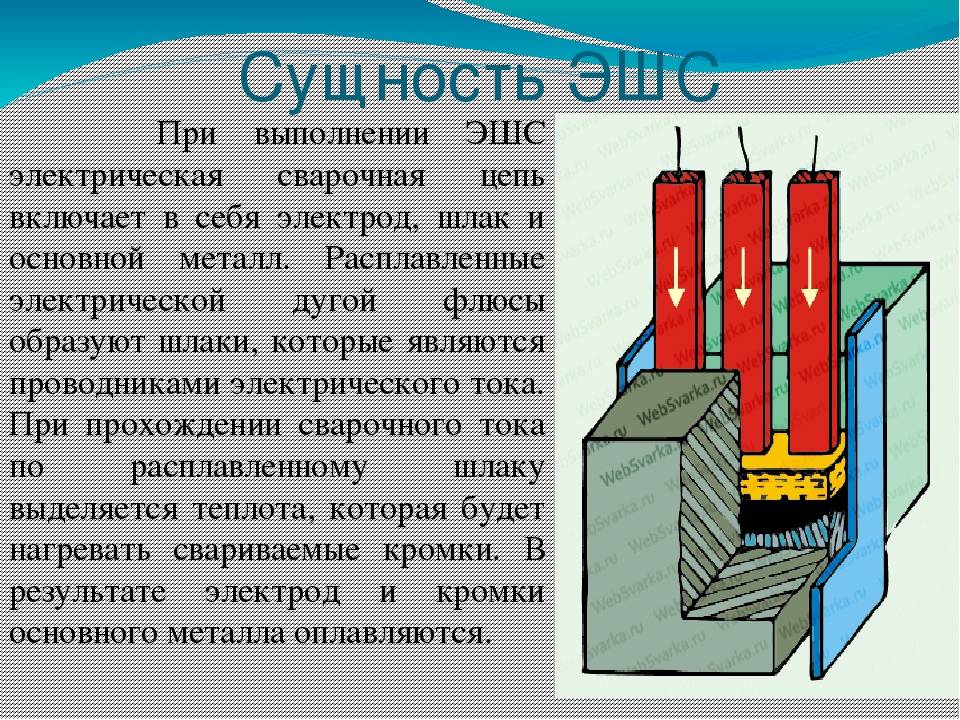
Особенности процесса сваривания и типы ЭШ сварки
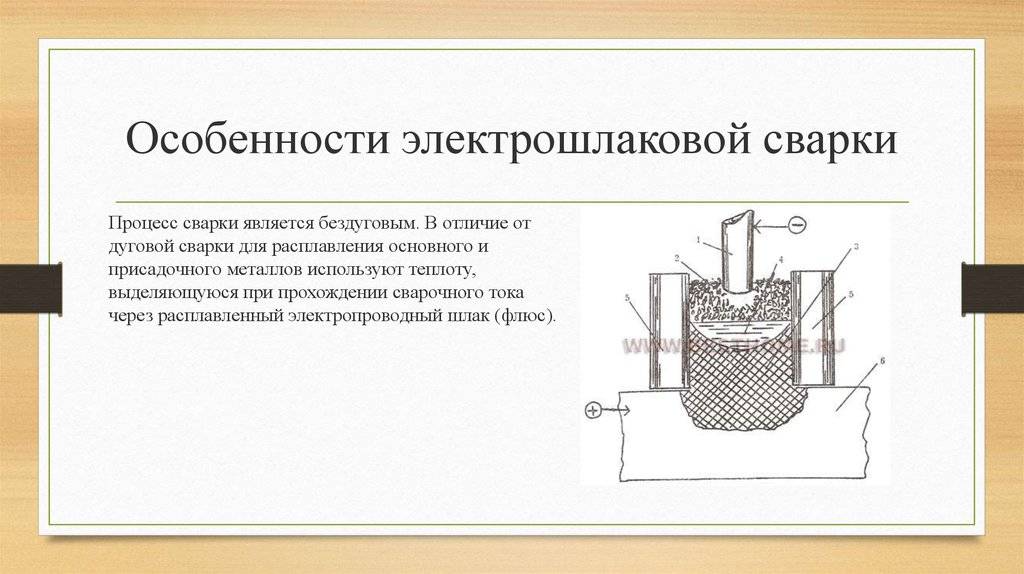
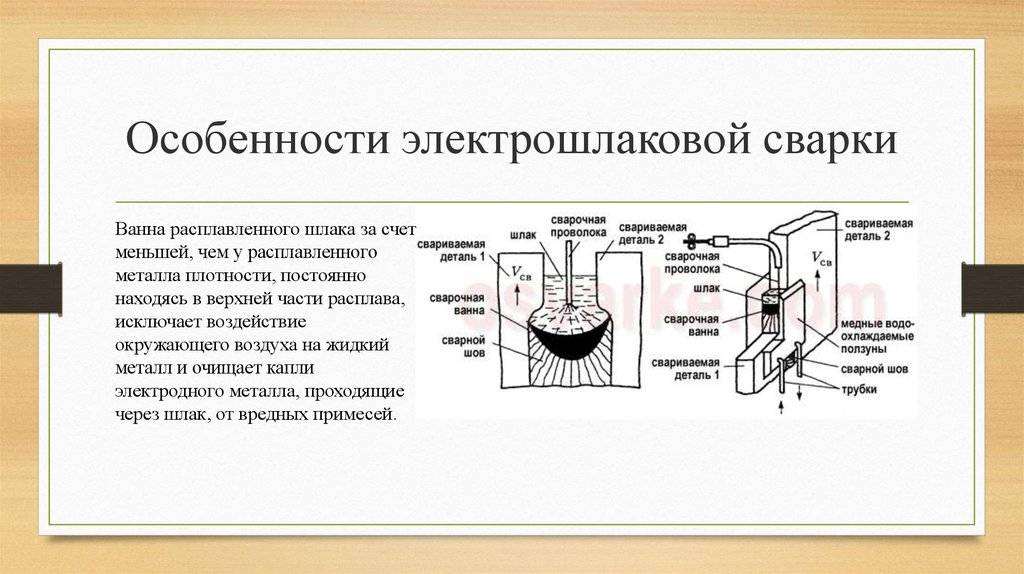
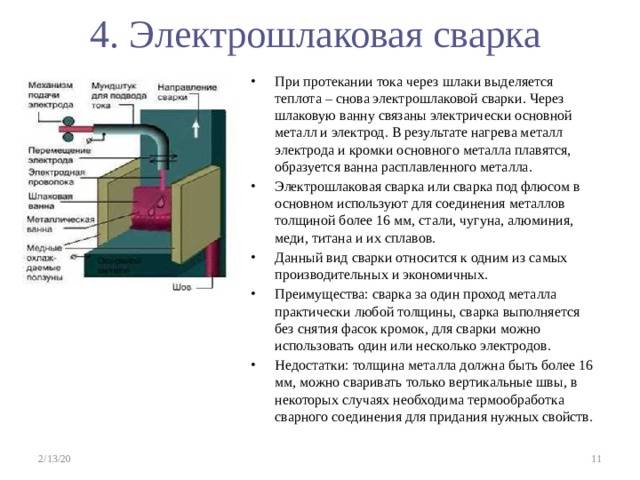
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла. Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак. Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.
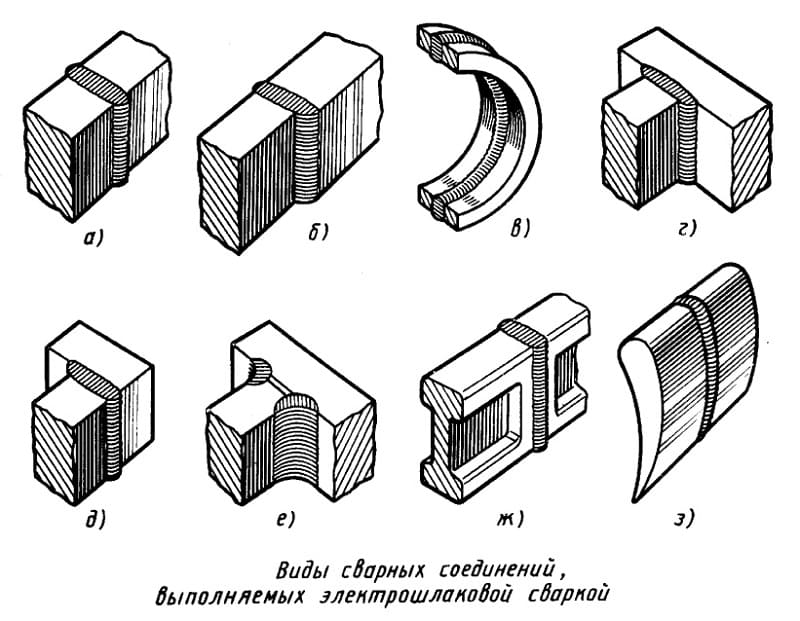
Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
Важный момент! Сущность проведения электрошлаковой сварки заключается в расплавлении и последующем быстром охлаждении листов.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.






Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
https://youtube.com/watch?v=jOYp1X-4EF0
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката. Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов. Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Какие применяют флюсы
Флюс — это, собственно, и есть шлак, основное рабочее вещество электрошлаковой сварки. К нему выдвигаются определенные требования. Флюсы должны обеспечивать:
- максимально быстрый запуск процесса электрошлаковой сварки при любом напряжении (спектр рабочих напряжений достаточно широк);
- максимально эффективное проплавление кромок;
- максимально прочный шов;
- легкое удаление с поверхности после окончания варки.
Для каждого вида металлов предназначены свои флюсы. Так, низколегированные стали и стали с повышенным содержанием углерода варятся с помощью флюсов АН-8, АН-22 или АН-47. Для нержавейки — АН-45.
Для высоколегированных стальных сплавов применяется АН-9, АНФ-1 и АНФ-7. Чаще всего рассматриваемый вид сварки применяют на производстве, в бытовых условиях он встречается редко.
Виды электрошлаковой сварки
Разновидности ЭШС по виду присадки, способу ее подачи:
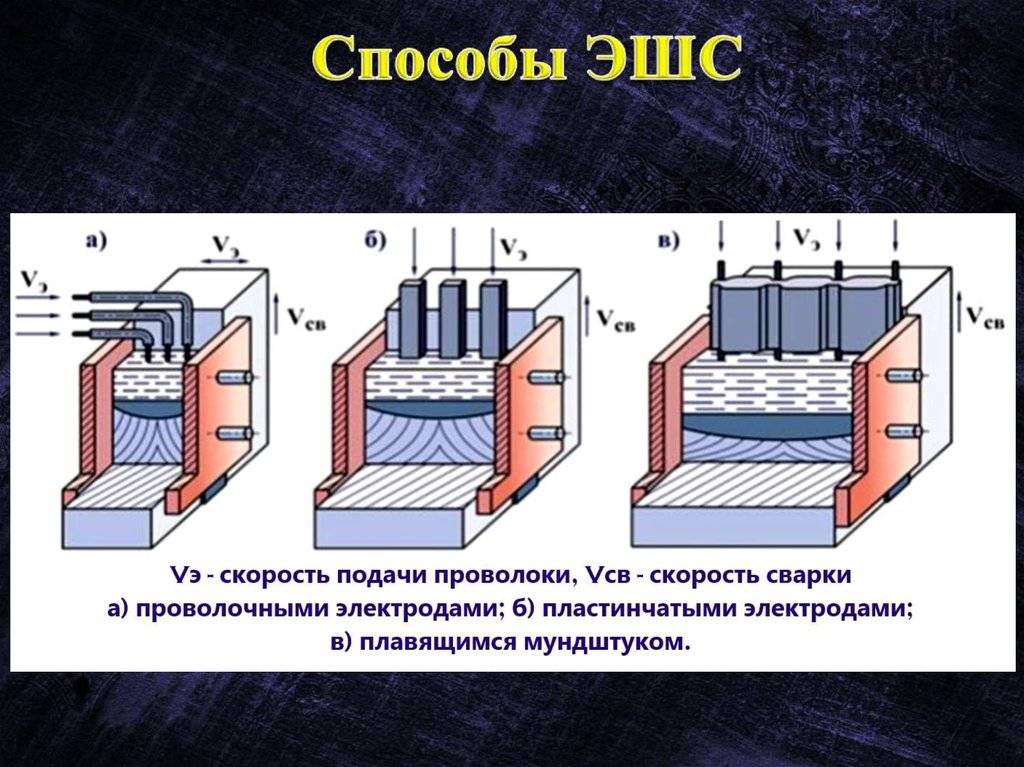
- С использованием проволоки. Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
- С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава.
- С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов.
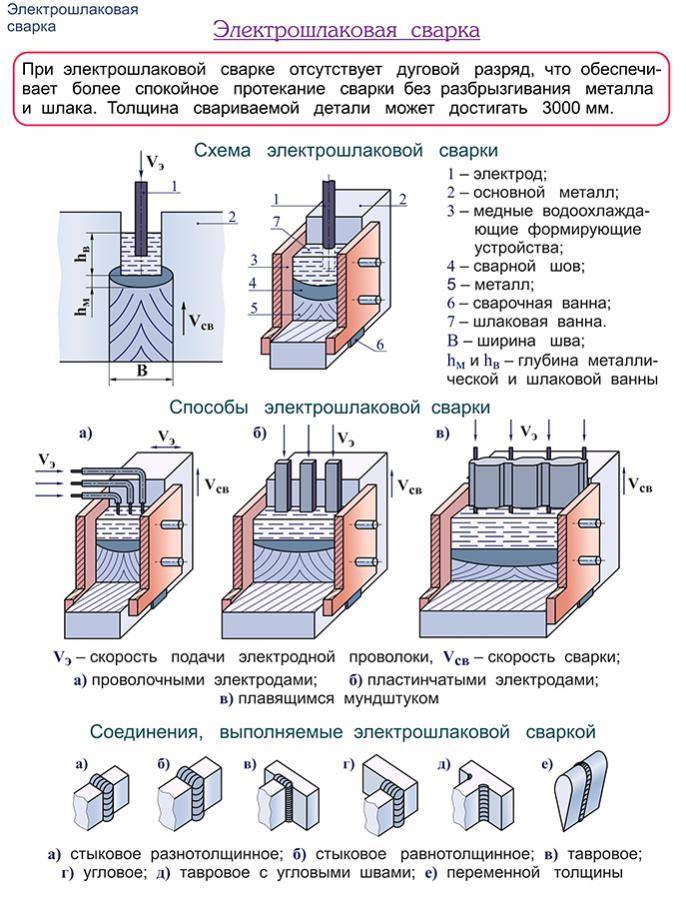
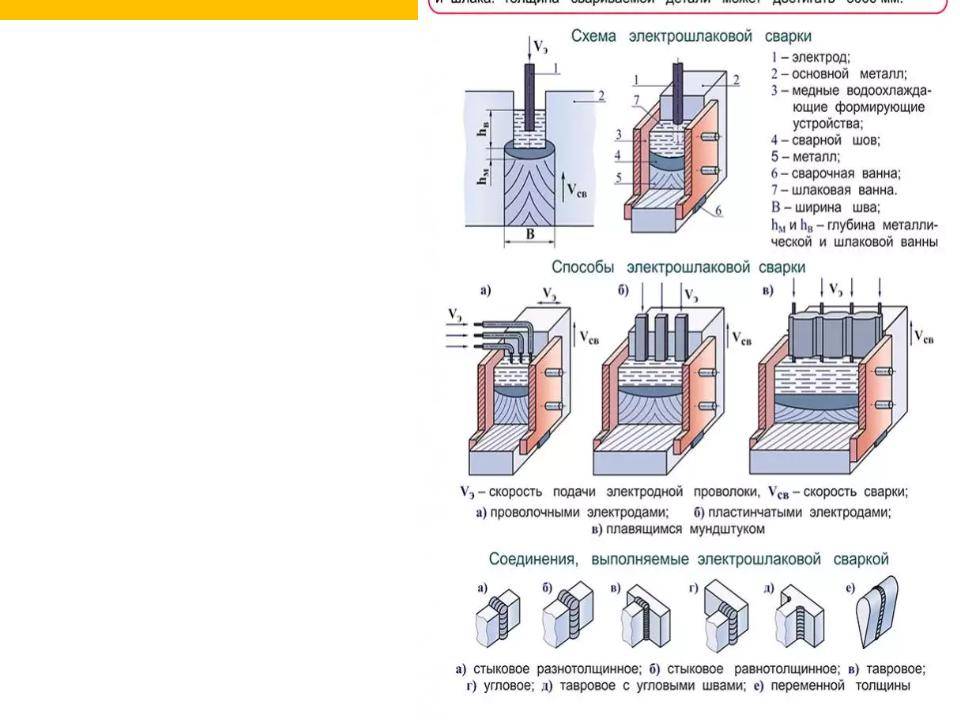
 Способы электрошлаковой сварки: а) с использованием проволоки; б) с использованием пластин и токоподающих электродов; в) с использованием мундштука.
Способы электрошлаковой сварки: а) с использованием проволоки; б) с использованием пластин и токоподающих электродов; в) с использованием мундштука.
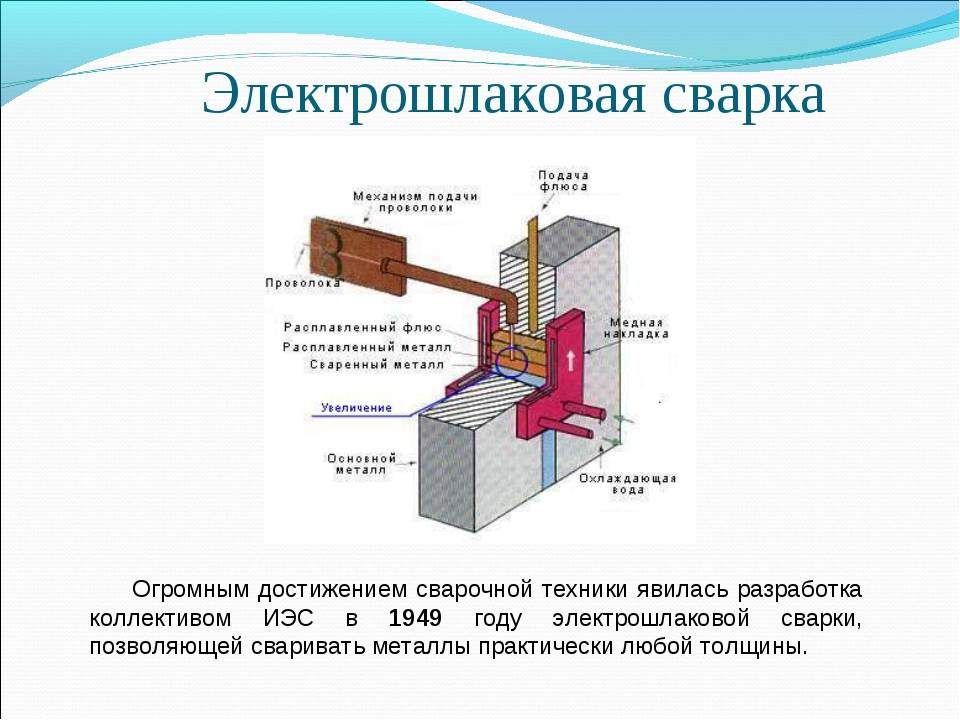
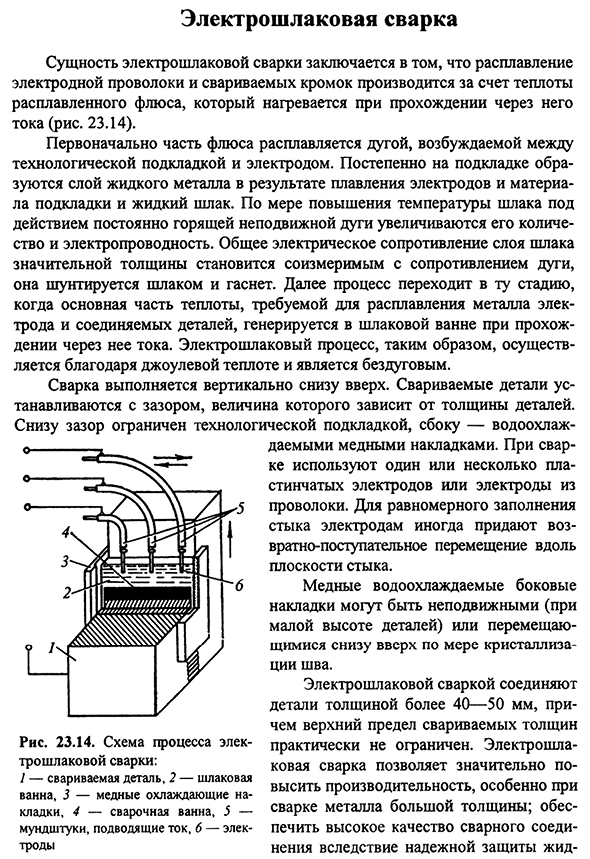
Сущность процесса электрошлаковой сварки
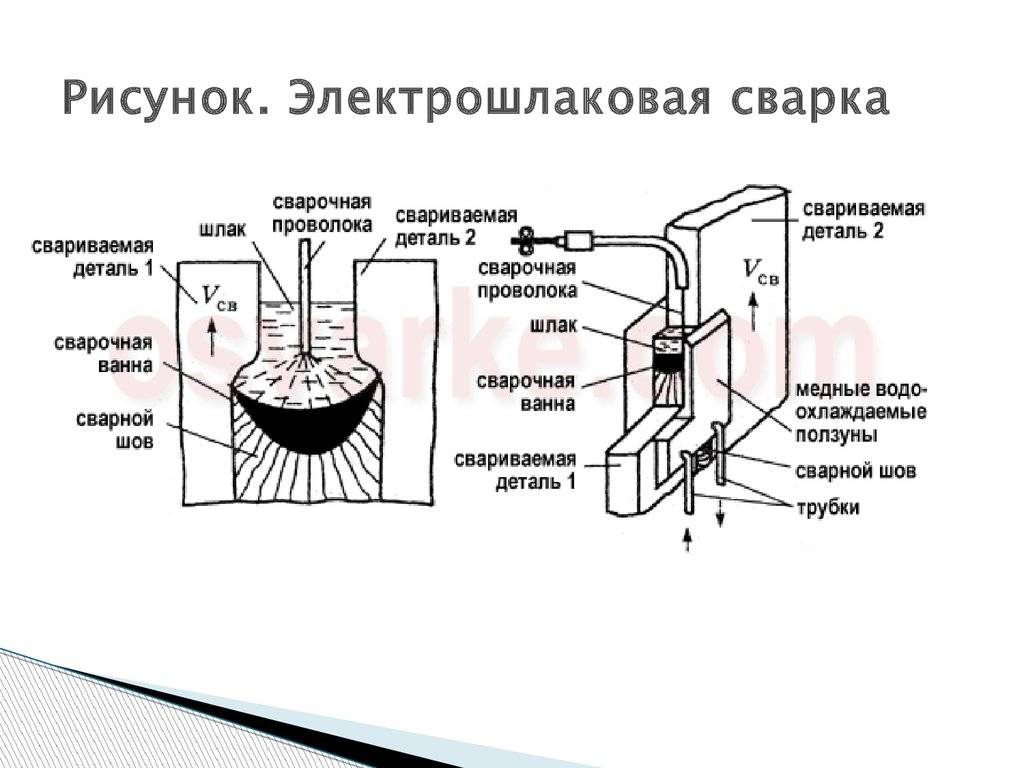
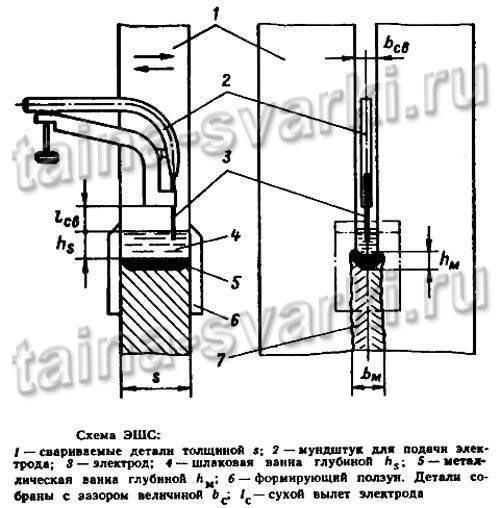
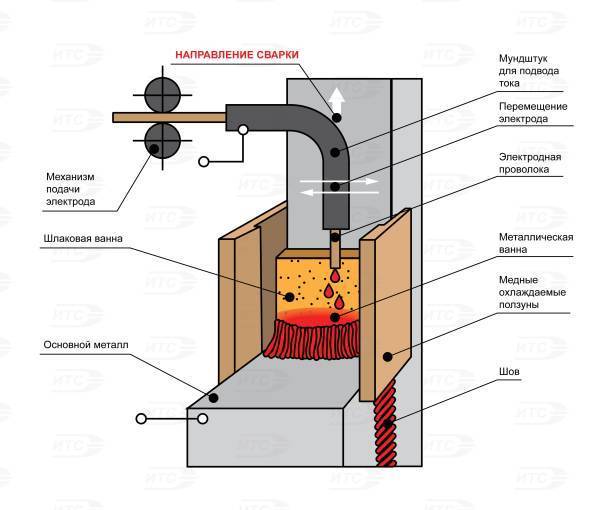
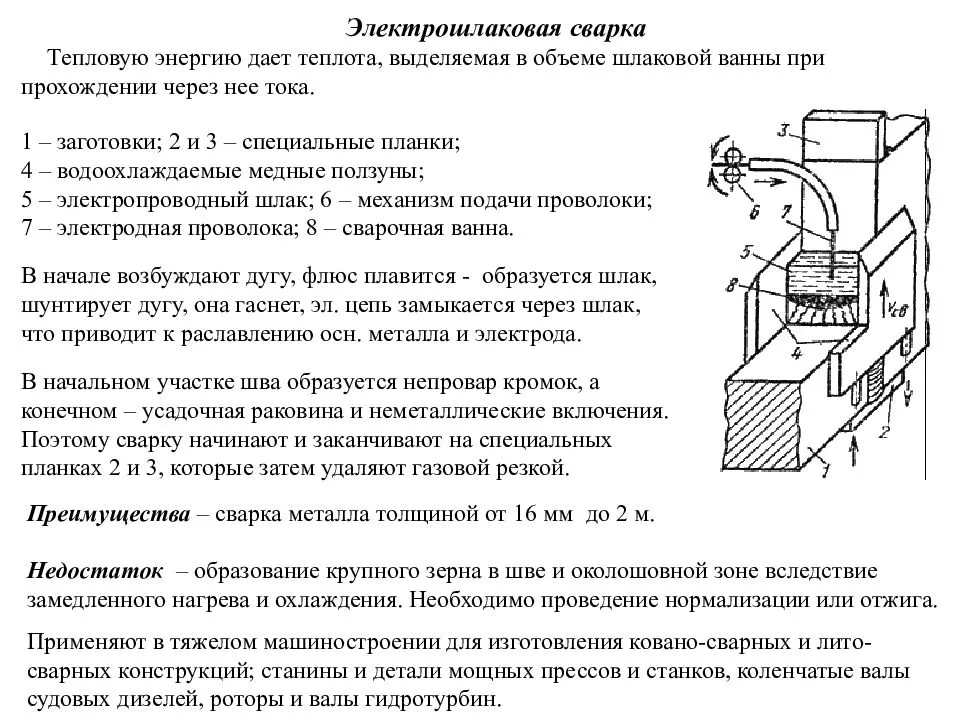
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну расплавленного шлака, расплавляет основной и присадочный металл и поддерживает постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой ванны в пределах 35-60мм. Ванну легче сформировать при вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку выполнять в нижнем положении. Для принудительного охлаждения расплава и формирования сварного шва, в большинстве случаев, применяются медные устройства с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне, а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно только благодаря постоянной температуре расплавленной шлаковой ванны. Температура расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую ванну, а от неё – к свариваемым кромкам через капли электродного металла. Распределение всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60% идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери тепла через ползуны и теплоотвод в свариваемых деталях.
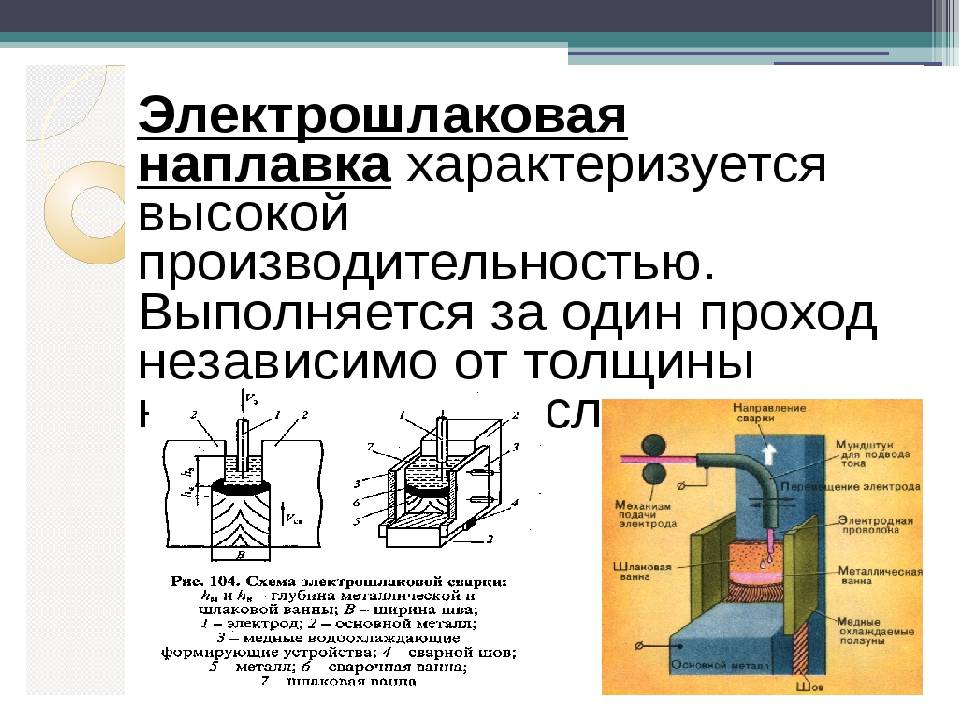
Основные схемы процесса
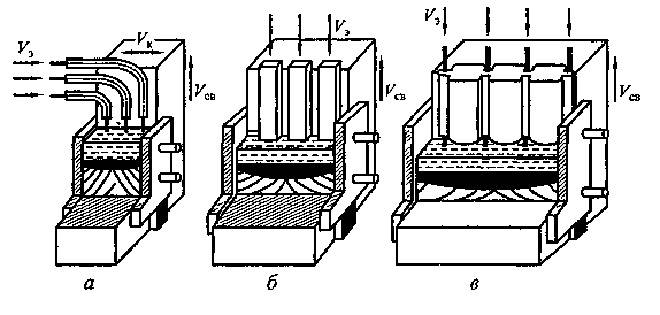
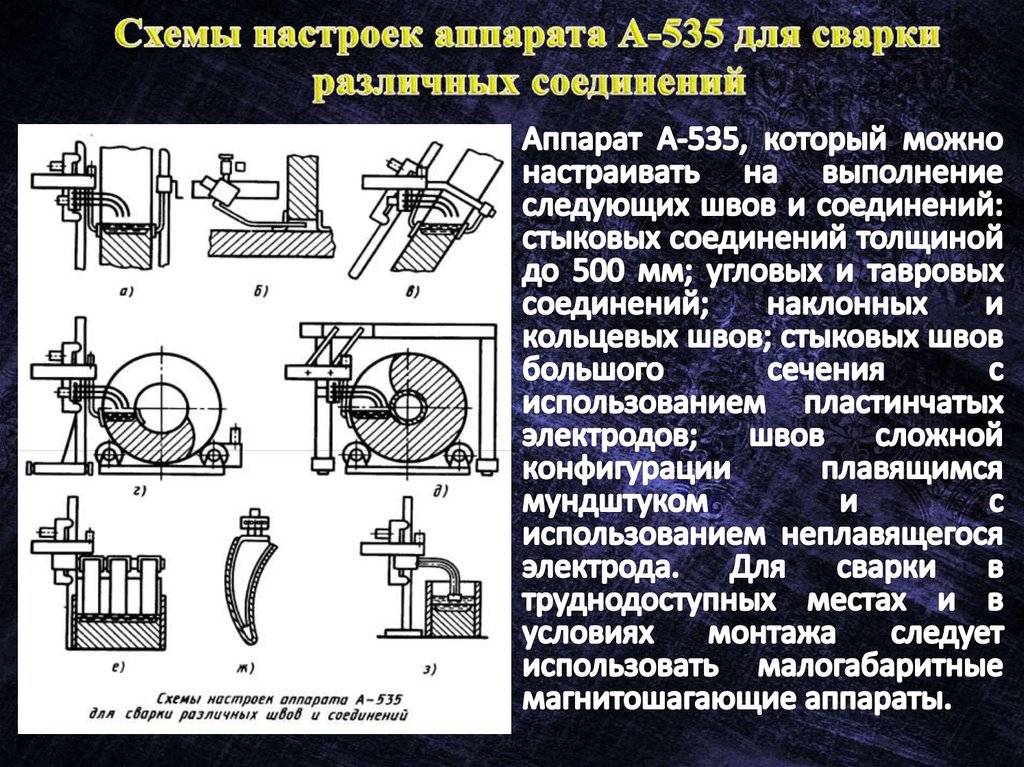
Электрошлаковый процесс может быть применён не только для сварки, но и для наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять проволочными электродами, плавящимся мундштуком, или же электродами большого сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
На практике наибольшее распространение получили схемы а и б, они позволяют сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм. Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2 раза производительнее схем а и б. А схема д узконаправлена и предназначена для сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает высокая производительность и повышенные мех. свойства сварного шва. Все эти схемы можно выполнить на обычном сварочном оборудовании.
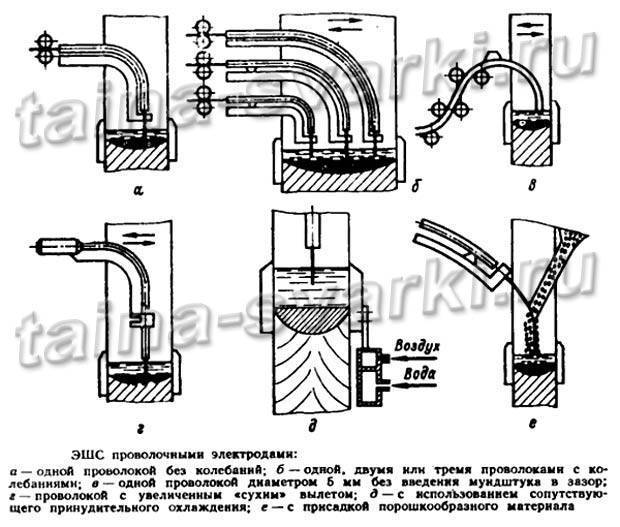
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и электродами большого сечения:
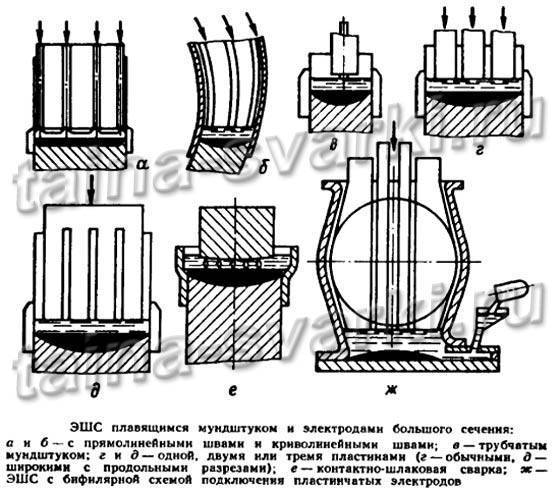
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При сварке сталей и сварке титана этим способом применяется проволока диаметром 3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами, имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной схемой подключения электродов к источнику питания. Такой способ сварки редко применяется для сварки сталей, он получил наибольшее распространение при сварке алюминия, или при сварке меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов, которые можно выполнить при помощи электрошлаковой сварки:
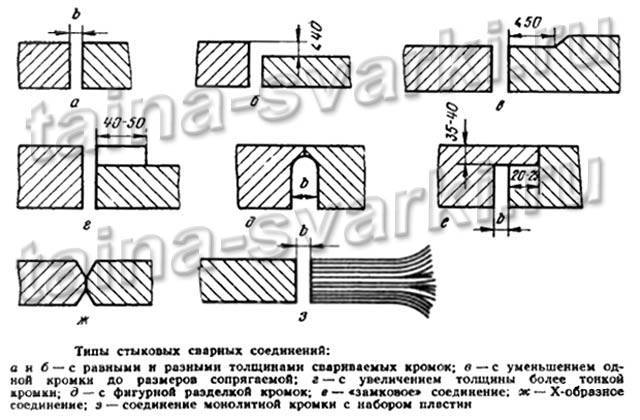
При сварке стыкового шва между двумя кромками, обычно, предусматривается технологический зазор, являющийся одним из важных параметров режима сварки. Все конструктивные элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более толстую кромку, либо к более тонкой приваривают дополнительную пластину для уравнивания толщины.
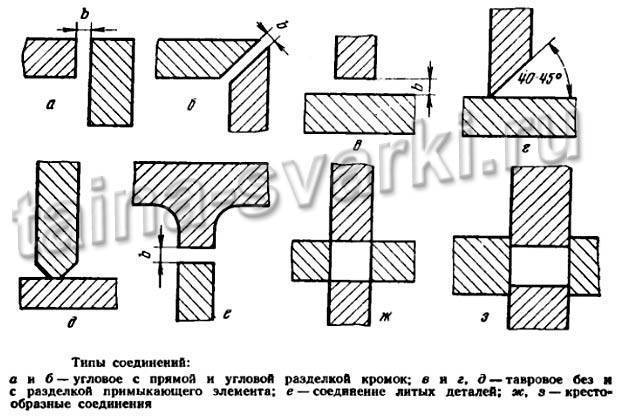
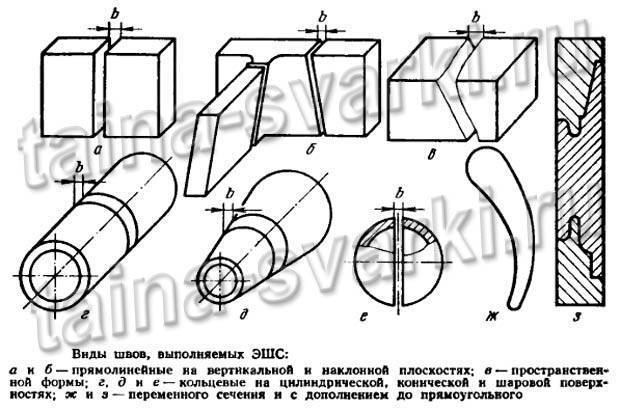
Электрошлаковая сварка угловых соединений и тавровых на практике встречается реже, чем стыковых. Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V- или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении. Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно на цилиндрической, конической или сферической поверхностях.
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оцениваясвариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.



К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва
Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Какие применяются флюсы
Использование флюсов определяется их электропроводностью и вязкостью в жидком состоянии. Качественное и быстрое сваривание среднеуглеродистых и низколегированных сталей проходит под фторидными флюсами, обладающими высокой электропроводностью. Для работы с малыми токами, например сварка высоколегированных сталей, он не подходит из-за высокой вязкости. Он быстро застывает, мешает продвижению электрода, отжимает ползуны.
Цвета побежалости показывают, что прогрев детали вокруг шва не имеет переходных зон.
На отделяемость корки после охлаждения соединения, влияет марганец. Чем меньше его, тем легче удалить шлак. Безмарганцевые низкокремнистые составы применяют для разжигания дуги, их могут засыпать в начале шва. Затем по ходу сварки рекомендуется применение флюсов, образующих хорошее покрытие шва и гарантирующего постепенное остывание:
- низкокремнистые марганцевые,
- высококремнистые марганцевые.
Легированные металлы склонны к образованию трещин при резком остывании. Для них лучше всего использовать высококремнистые марганцевые флюсы, которые обеспечат работу на малых токах и медленное остывание без доступа воздуха.
Начальник ОТК завода СВЭЛ, член аттестационной комиссии сварщиков Братищев А.И.: «При ЭШС следует применять флюсы, изготовленные по ГОСТ 9087-81. Перед работой их следует просушить в печах при температуре 110⁰ – 120⁰C, выдержав не менее 2 часов на 100 мм минимального сечения упаковки, в которой он находится. В противном случае оставшаяся в шлаке влага увеличит электропроводность флюса, уменьшит его нагрев, образует поры в материале шва».
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оцениваясвариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва
Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.




Подготовка деталей к сборке и сварке
Пригодность деталей к ЭШС в основном определяется чистотой обработки торцевых поверхностей свариваемых кромок и состоянием боковых поверхностей кромок, по которым будут перемещаться устройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности кромок подготовляют газорезательными машинами. Величина отдельных гребешков и выхватов не должна превышать 2—3 мм, а максимальное отклонение от прямоугольности реза должна быть не более 4 мм. При толщинах металла свыше 200 мм, а также для кольцевых швов и деталей из легированных сталей в большинстве случаев применяют механическую обработку.
Боковые поверхности деталей, выполненных из проката, обычно зачищают от ржавчины и окалины наждачными кругами. Боковые поверхности литых и кованых деталей подвергают механической обработке на ширину 60—80 мм от торца кромки с чистотой R 80— R 40. В тех случаях, когда применяют для сварки неподвижные формирующие устройства (медные водоохлаждаемые или стальные привариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение кромок (депланация) не должно превышать 2—3 мм. При сварке деталей разной толщины перед сборкой более толстую кромку сострагивают или на тонкую кромку устанавливают по всей длине стыка выравнивающую планку, которую после сварки сострагивают. При сварке деталей разной толщины используют специальные ступенчатые ползуны. Случайные смещения кромок не должны превышать 1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Максимальная разность диаметров стыкуемых деталей не должна превышать ±0,5 мм, а наибольшее смещение кромок при сборке должно быть не более 1 мм. При сварке кольцевых швов цилиндрических изделий большого диаметра с малой толщиной стенки, свальцованных из проката без механической обработки кромок, смещение кромок не должно превышать 3 мм.
При сборке под сварку для уменьшения депланации листов обычно используют шайбы-пластины с двумя круглыми отверстиями или другие приспособления. Эти пластины пропускают в зазор между листами, а в отверстия (диаметром ≈40 мм) забивают цилиндрические клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и заменять закрепляющими устройствами, которыми чаще всего служат скобы, привариваемые с тыльной стороны стыка. При большой толщине листов, когда скорость сварки невелика, вместо скоб можно применять пластины, привариваемые односторонними швами с лицевой стороны и удаляемые в процессе сварки, фиксирующие скобы или пластины устанавливают через 500—800 мм. Пластины приваривают так, чтобы шов заканчивался за 60—80 мм от торцевой поверхности кромок.
Для получения точных размеров готового сварного изделия необходимо собирать детали с зазором, учитывающим деформации соединяемых деталей при сварке. Следует различать расчетный, сварочный и сборочный зазоры. Сварочный зазор обычно принимают на 1—12 мм больше расчетного.
В действительности изделие собирают с большим так называемым сборочным зазором. Сборочный зазор в нижней части стыка равен сварочному зазору. В верхней части стыка сборочный зазор следует увеличивать на 2—4 мм на каждый метр длины стыка.
Электрошлаковые швы формируют с помощью водоохлаждаемых ползунов или медных подкладок, а также приваривающимися подкладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пределы сварного соединения используют входной карман и выходные планки.
Оборудование для электрошлаковой сварки
Автоматы для данного способа сварки отличаются конструктивно и видом источника питания. Специальные устройства перемещают электроды вдоль ванны, что обеспечивает ее равномерный прогрев. Ограничивающие боковые ползуны и мундштук с проволокой по мере формирования шва поднимаются вверх. Особенности конструкции видны на видео. Стабильность процесса обеспечивают источники питания — трехфазные трансформаторы. Их применение дает возможность изменять выходное напряжение в диапазоне 38-54 В.

В СССР были разработаны аппараты трех типов.
- Рельсовые — перемещаются вдоль шва по вертикальным направляющим.
- Безрельсовые — крепятся к обрабатываемому изделию механическим способом и перемещаются непосредственно по нему.
- Шагающие устройства — движутся по конструкции посредством электромагнитов.
Применение специального плавящегося мундштука дало возможность использовать ЭШС для получения швов сложной конфигурации. Для формирования требуемого шва мундштук, который повторяет его форму, плавится вместе с проволокой.
Осуществление возбуждения ЭШ процесса
Эта реакция начинается в самом начале, когда в ванне расплавляется флюс и вся зона разогревается до рабочей температуры. Также на качество оказывает сильное влияние подготовка.
Всего существует два варианта наведения шлаковой ванны:
- твёрдый старт. Здесь плавка осуществляется за счёт электрической дуги, с последующим шунтированием и подсыпанием нового шлака;
- жидкий старт. Тут в рабочее пространство добавляют флюсовую материю в жидком состоянии. Её предварительно расплавляют в печи.
Использование первого пункта требует больше энергетических затрат из-за повышения силы тока. Также на дно планки засыпается перемолотый порошкообразный металл, который способствует получению сварочной дуги. На протяжении всей работы необходимо следить за расходниками, и периодически добавлять их.