Как производится сушка
Для разных электродов температура и время выдержки разные, поэтому прежде чем приступить к сушке внимательно изучите упаковку. Зарубежные производители на своих коробках не всегда указывают параметры сушки, что бы их узнать нужно зайти на сайт производителя, где выложены более подробные технические характеристики. Так как целлюлозные электроды в процессе работы должны иметь наименьшее содержание влаги в покрытии, то их упаковывают в металлические банки и данный вид электродов прокаливать не рекомендуют. На практике же их можно прокаливать при температуре не выше 70 градусов, иначе покрытие разрушится.
Для этого разработаны специальные приспособления:
- печь;
- шкаф;
- пенал.
Кроме этого, существуют «народные» способы – как сушить электроды без применения специального оборудования. Прокалку и просушку рекомендуют проводить не более 3 раз. Практика показала, что при большем количестве прокаливаний обмазка крошится и осыпается.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла
В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
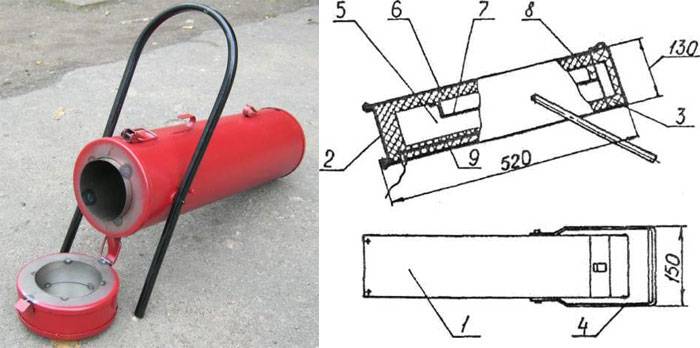
Рис.2 Термопенал (или термос) 1 – корпус, 2 – ручка для переноски, 3 – защелка, 4 – теплоизоляция, 5 – рабочая камера, 6 – дверка, 7 – светосигнальная лампочка, 8 – шнур, 9 – ножки.
Примечание: в термосах (Т) отсутствуют электронагреватели, шнур и светосигнальная лампочка.
6. Подготовка и порядок работы
6.1. На термопенал (или термос) после распаковки установить ножки и ручку, установить на рабочем месте сварщика, включить,
в зависимости от исполнения, в розетку 220В с заземляющим контактом (ТП5/220, ТП10/220) или подключить ко вторичной цепи
сварочного аппарата (ТП5/65, ТП10/65). При включении напряжения питания термопенала загорается сигнальная лампа и начинается нагрев.
При использовании термопенала (или термоса) вне помещения необходимо обеспечить его защиту от атмосферных осадков.
6.2. Загрузить термопенал (или термос), распределив электроды равномерно по внутренней камере. Общий вес электродов зависит от
исполнения термопенала (или термоса) – см. табл.1. В термосы (Т) закладывают предварительно просушенные или прокаленные горячие электроды.
6.3. Закрыть плотно крышку.
6.4. Загрузку и разгрузку термопенала (или термоса) сварочными электродами следует производить без ударов и толчков, в рукавицах.
7. Техническое обслуживание и правила хранения
7.1. Работы по техническому обслуживанию производить только при отключенном от сети термопеналом.
7.2. Термопеналы и термосы должны храниться в помещении при температуре не ниже -45°С и не выше +40°С, относительной влажности
воздуха не более 80% при 25°С и при более низких температурах без конденсации влаги.
8. Гарантии изготовителя
8.1. Изготовитель гарантирует нормальную работу термопенала и термоса при условии соблюдения правил эксплуатации и хранения согласно настоящего документа.
8.2. Гарантийный срок эксплуатации 1 год со дня продажи потребителю, но не более 1,5 лет с даты изготовления.
10. Свидетельство о приемке и продаже
Термопенал (или термос) Т ___________ соответствует ТУ 3443-030-12589972-2012 и признан годным к эксплуатации.
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Что такое термопенал и для чего он нужен?
Специально для этого предусмотрено использование такого оборудования, как термопенал. Отличаются термопеналы от печей наличием незначительного веса, компактностью и небольшой температурой нагрева. Таким образом, сварщик может положить электроды в термопенал и спокойно перемещаться с ними по объекту.

Благодаря термопеналу сварочные электроды сохраняются гораздо дольше при необходимой температуре и влажности. У термопенала две функции. Первая заключается в том, чтобы электроды хранились при допустимой температуре. И вторая функция — их прогревание.
Сегодня в продаже встречается огромное количество термопеналов от разных производителей. На термопеналах обычно присутствует аббревиатура «ТП» либо «П» с определёнными цифрами, по которым определяется масса загружаемых изделий в термопенал и наибольшая температура внутри устройства.

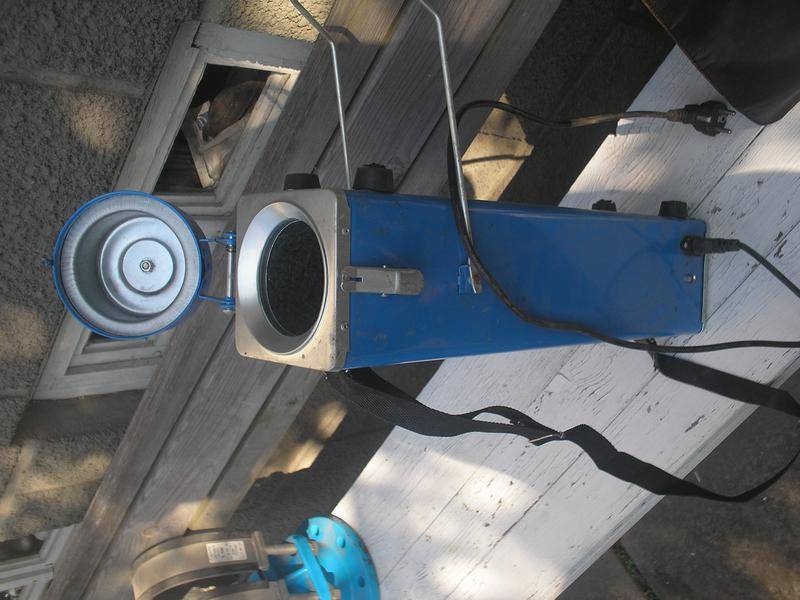
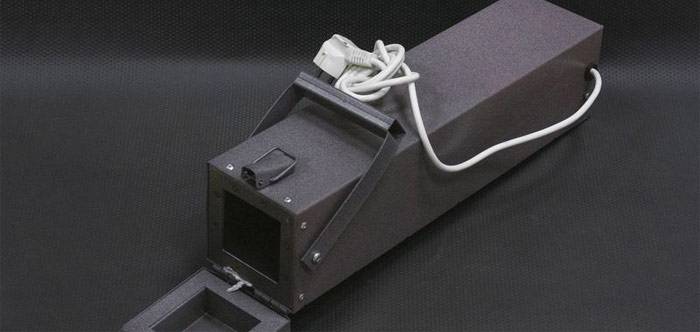
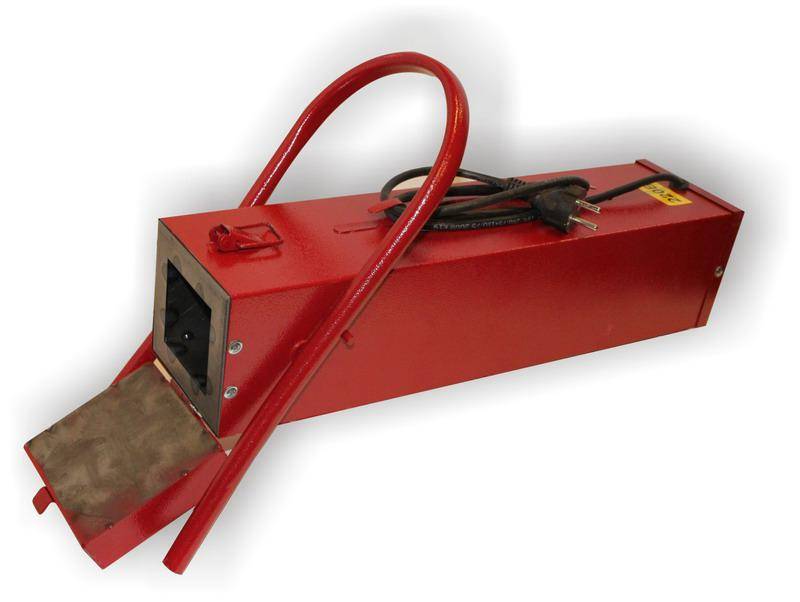
Сам термопенал внешне напоминает ящик небольшого размера с дверцей и крышкой на задней части. Для удобства при перемещении устройство оснащено ручкой. Также для подключения к электросети у термопенала есть трёхжильный шнур. Стоит отметить, что ручку можно также использовать в качестве опоры.
Применение и эксплуатация
Главное предназначение термопеналов – это обеспечение сохранности предварительно прокалённых электродов в передвижных или стационарных условиях с относительной влажностью воздуха не выше 80% и автоматическое поддержание уровня температуры для подогрева. Термопенал для электродов осуществляет две основные функции:
- создание определённого уровня температуры, при которой следует содержать и хранить электроды для поддержания их технических свойств;
- прогревание электродов.
При этом необходимо учитывать, что закалку электродов не целесообразно проводить более трёх раз. Поскольку это может привести к истощению структуры электродов, влияющей впоследствии на качество работы, и делает электрод более хрупким. На рынке можно встретить различные модификации моделей термопеналов. Обозначаются они аббревиатурой «ТП» и набором цифр, которые показывают максимальную массу загружаемых в термопенал электродов и максимальную температуру, достигаемую в рабочем пространстве устройства.










Так, модели «ТП-5/150», «ТП – 8/130» или «ТП – 10/150» используются при подогревании или хранении сварочных электродов. Применяются в целях дуговой ручной сварки непосредственно на рабочем месте сварщика. Первый и последний тип термопенала подключаются к вторичной цепи и чаще всего работают от напряжения сети электропитания. «ТП – 8/130» может иметь 2 отделения для дальнейшего хранения электродов: для сварки основного шва и подварки корня шва. В процессе эксплуатации по мере необходимости следует периодически проводить внутреннюю и наружную чистку термопенала от грязи и пыли для увеличения срока его эксплуатации.
Как пользоваться такой печкой?
Следует различать процесс сушки и прокаливания:
- Сушка нужна для удаления лишней влаги, поступающей в электроды из окружающего воздуха. Она допускает использование невысоких температурных режимов, ее цель просто удалить влагу из обмазки. По окончании процесса просушки, процент влажности внутри обмазки электрода должен составлять не более 0.7%.
- Прокалка – это процесс полного удаления влаги при температурах до 200 – 250 градусов Цельсия. Прокаливать электроды допускается не более трех раз, затем обмазка на них начинает крошиться и рассыпается. Подобные расходные материалы отбраковываются и подлежат утилизации, проводить сварочные работы с ними нельзя.
При работе с электродной сушильной печью надо соблюдать основные правила техники безопасности:
- Корпус устройства должен быть заземлен или занулен.
- Перед началом работы следует убедиться, что заземляющий провод надежно присоединен к электропечке.
- Во время процесса сушки или прокалки электродов запрещается прикасаться к работающей установке руками.
- Следует помнить, что устанавливать подобное термическое электрооборудование нужно не ближе, чем в 10 сантиметрах от стены.
Обязательно храните электроды в специальным контейнерах:

Сушка электродов
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня
существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
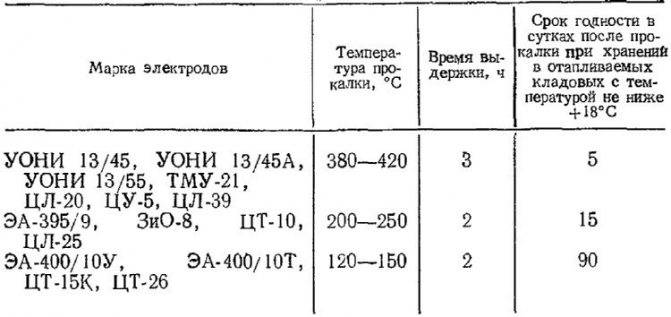 Температура прокалки электродов.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
При какой температуре прокалить электроды?
Все зависит от типа электрода и типа обмазки.
- С рутиловым покрытием, общего назначения (Э-38, Э42, Э-46) – 150… 270 °С в течение 1–1,5 часа.
- С основным покрытием, общего назначения (Э42А, Э-46А, Э50 и другие) – 300… 450 °С в течение 1-2 ч.
- С кислым покрытием – 185… 190 °С, 1 ч.
- С целлюлозным покрытием – 155… 160 °С, 15 минут.
- Специального назначения – 300… 450 °С, 1–2 ч.
Для наглядности на примере наиболее известных марок покажем, как и сколько прокаливать электроды, в виде таблицы.
| Марка | Температура прокалки (+/- 20 °С) | Время выдержки, ч. |
| УОНИ-13/45 | 400°С | 3 |
| УОНИ-13/55 | 465°С | 3 |
| АНО-4 | 200°С | 2 |
| АНО-9 | 360°С | 2 |
| ОЗС-6 | 200°С | 2 |
| ОЗС-12 | 200°С | 2 |
| МР-3 | 200°С | 2 |
| ЦУ-7 | 360°С | 2 |
| НЖ-13 | 250°С | 1 |
| ЦЛ-17 | 380°С | 2 |
| ОЗЛ-7 | 250°С | 1 |
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.








Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями
В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой. Обработка стержней состоит из нескольких простых действий:
Обработка стержней состоит из нескольких простых действий:
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Какими электродами варить нержавейку?

При выборе электродов для сварки нержавеющей стали необходимо учитывать химический состав деталей, а также температуру и условия эксплуатации. На рынке представлен широкий выбор присадочных материалов отечественного и зарубежного производства.
Рассмотрим, какие электроды нужны для сварки нержавейки, а также особенности их применения, на примере продукции известного производителя сварочного оборудования и расходных материалов – компании ESAB:
- OK 61.30 – универсальный присадочный материал для нержавеющей стали, характеризующийся легким розжигом, стабильностью дуги, а также хорошим формированием шва и легким отделением шлака.
- OK 61.25 – предназначен для сварки деталей, работающих в условиях высоких температур, при отсутствии дополнительных требований к стойкости шва.
- OK 61.35 – качественный электрод, предназначенный для сварки ответственных конструкций, которые эксплуатируются при температуре от -196 до +400 ºC. Швы отличаются высокой чистотой и пластичностью, которая не меняется при перепадах температур.
- OK 63.20 – продукт, разработанный для сварки изделий, выполненных из тонколистового металла, работающих в жидких и агрессивных средах при температуре не выше +350 ºC. Подходит для сварки в вертикальном пространственном положении. Характеризуется устойчивой и стабильной дугой при малых значениях тока.
- OK 63.20 – специальный электрод, предназначенный для трудносвариваемых, упрочняемых и разнородных сортов стали, которые эксплуатируют в условиях высоких температур – до +400 ºC.
Отечественные электроды производят в соответствии с требованиями межгосударственного стандарта ГОСТ 10052-75.
Пенал своими руками из одной бутылки
Вам понадобится:
— пластиковая бутылка
— материалы для украшения (фломастеры, наклейки, кусочки тканей, цветные резинки и т.д.)
— молния
— суперклей или горячий клей
— канцелярский нож
— ножницы.
1. Снимите все этикетки с бутылки — она должна быть чистой и сухой.
2. Украсьте бутылку. Можете написать на ней свое имя, например. Но в нижней части оставьте нетронутое место для молнии.
3. Примерьте (оберните вокруг бутылки) и потом приклейте молнию к нижней части бутылки. При необходимости обрежьте молнию с одной стороны (но не с той, где молния заканчивается).
4. Расстегните молнию и разрежьте канцелярским ножом место на бутылке, где находится молния. Возможно, потом придется использовать ножницы, чтобы подравнять некоторые части.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Рис.1 Схема электрическая термопеналов (ТП)
4.2. Перед началом работы термопенала необходимо убедиться в его исправности, правильном подключении ее к электросети и контуру заземления. Запрещается подсоединять термопенал к источнику тока напряжением выше номинального.







4.3. При нарушении нормальной работы термопенала следует отключить его от напряжения и принять меры к устранению неисправностей.
4.4. Работы по загрузке и разгрузке электродов производить в теплостойких рукавицах, учитывая высокую температуру внутри термопенала.
4.5. Ремонтные работы можно вести только после снятия напряжения с термопенала.
4.6. Заземляющий проводник питающего кабеля должен быть надежно присоединен к заземляющему контакту сварочного аппарата или заземляющему контакту розетки. Заземление термопеналов обязательно! Работать при ненадежном заземлении категорически запрещается!
5. Устройство изделия
5.1. Термопенал (или термос) представляет собой камеру для хранения сварочных электродов.
5.2. Термопенал (или термос) имеет прямоугольную форму (рис.2). Основными узлами термопенала (или термоса) являются: корпус (1), рабочая камера с теплоизоляцией (5), дверка (6) с защелкой (3), ручка (2). Рабочая камера обматывается теплоизоляцией и алюминиевой фольгой. На боковой стороне термопеналов установлена сигнальная лампа («Сеть»). Электроды укладываются равномерно на дно камеры. На рабочей камере термопеналов прикреплен один электронагреватель – снизу (вне камеры), для питания которых имеется 3-х жильный шнур и вилка с заземляющим контактом. Термосы не имеют электронагревателей.
Прокалка сварочных стержней
Процесс просушки (прокаливания) – это обработка температурами, при которых влага удаляется с поверхностей. Избыточное наличие воды в напылении электродов приводить к осыпанию последнего со стержня.
Таким электродом невозможно работать, он тяжело поддается поджиганию, качество работы не удовлетворительно.
Приходится покупать новую пачку, что не экономично. Рекомендуем перед сварочными работами проверить электроды, в случае необходимости провести их подготовку. Начинающие сварщики интересуются: зачем применять просушку и прокалку при подготовке?
Существует несколько ситуация при которых необходимо применить просушивание:
- Стержни долго хранились не в вакуумной упаковке.
- Место хранение, характеризуется повышенной влажностью.
- Электроды намокли.
При этом помните, такую работу нельзя выполнять более двух раз иначе напыление стержня полностью отслоится.
Интересный факт, прокалка сварочных стержней повышает терморежим затрат материалов перед работой. Некоторое сырье из-за больших перепадов температур искажает сварочную ванну, что делает сварочный шов непрочным.
Для избежание дефектов прибегают к предварительной просушке.
Конструктивные особенности термопеналов
Вся цельная конструкция термопенала выполняется в форме небольшого ящика с дверцей и задней крышкой (2). Оснащается оборудование опорной ручкой (4) для переноски и трехжильным шнуром питания для подключения к электросети. Ручка-опора (8) выполняется в форме скобы и служит для установки в комфортное для работы местоположение и возможности переноски пенала. Внутри корпусной части (1) оборудования размещается специальное термоустройство, выполняющее функцию поддержания температуры и термоограничитель. Сам принцип работы термопенала базируется на работе термоса: сохранение определённой температуры за счёт работы термостата (трубчатый электронагреватель – ТЭН) (9). Основное отличие заключается в возможности устройства не только сохранять тепло, но и работать по принципу активного нагрева.
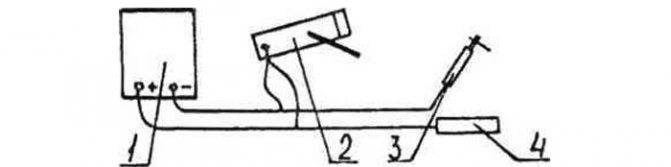
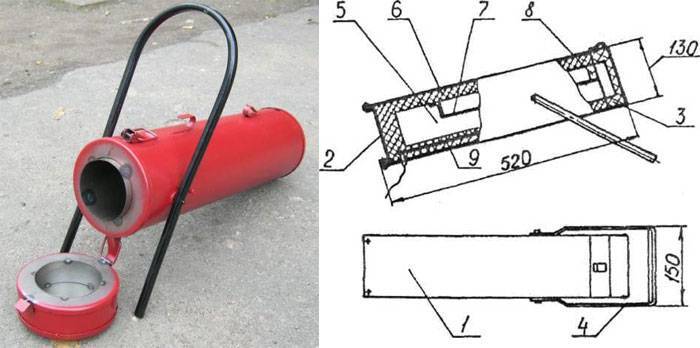 Внутренняя камера (5) с размещённым термостатом для достижения наибольшего рабочего эффекта обязательно покрывается слоем термоизоляции. Термоизоляционная оболочка (6) состоит из минеральной ваты и металлического кожуха. Загрузка электродов производится через дверку с теплоизоляцией, а сами электроды могут располагаться внутри термопенала на специализированных съёмных полках (7). По необходимости их можно вынуть, предварительно разогнув скобы, которые используются для её крепления. При включении, в камере термопенала образуется горячий воздух, за счёт которого происходит быстрый процесс сушки сварочных электродов. На боковой стороне пенала находиться сигнальная лампа, показывающая подключение устройства к сети. Термопенал может иметь два типа крышек: одна плотно прикрепляется к корпусу, а вторая имеет поворотную систему (3). Конструкция устройства также предполагает дополнительное разделение на отделы для хранения различных видов электродов.Термопеналы при работе могут подключаться, как к стандартной сети в 220 В, так и к вторичной цепи сварочного аппарата от 30 до 65 В с помощью трехжильного кабеля и заземляться на его зажим. Схема подключения может выглядеть следующим образом:
Внутренняя камера (5) с размещённым термостатом для достижения наибольшего рабочего эффекта обязательно покрывается слоем термоизоляции. Термоизоляционная оболочка (6) состоит из минеральной ваты и металлического кожуха. Загрузка электродов производится через дверку с теплоизоляцией, а сами электроды могут располагаться внутри термопенала на специализированных съёмных полках (7). По необходимости их можно вынуть, предварительно разогнув скобы, которые используются для её крепления. При включении, в камере термопенала образуется горячий воздух, за счёт которого происходит быстрый процесс сушки сварочных электродов. На боковой стороне пенала находиться сигнальная лампа, показывающая подключение устройства к сети. Термопенал может иметь два типа крышек: одна плотно прикрепляется к корпусу, а вторая имеет поворотную систему (3). Конструкция устройства также предполагает дополнительное разделение на отделы для хранения различных видов электродов.Термопеналы при работе могут подключаться, как к стандартной сети в 220 В, так и к вторичной цепи сварочного аппарата от 30 до 65 В с помощью трехжильного кабеля и заземляться на его зажим. Схема подключения может выглядеть следующим образом: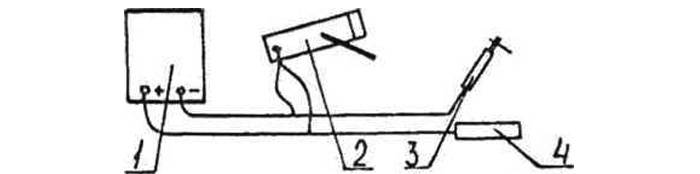 Где, 1 – сварочная машина, 2 – конструкция термопенала, 3 – электрод, 4 – элемент сваривания.
Где, 1 – сварочная машина, 2 – конструкция термопенала, 3 – электрод, 4 – элемент сваривания.