Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
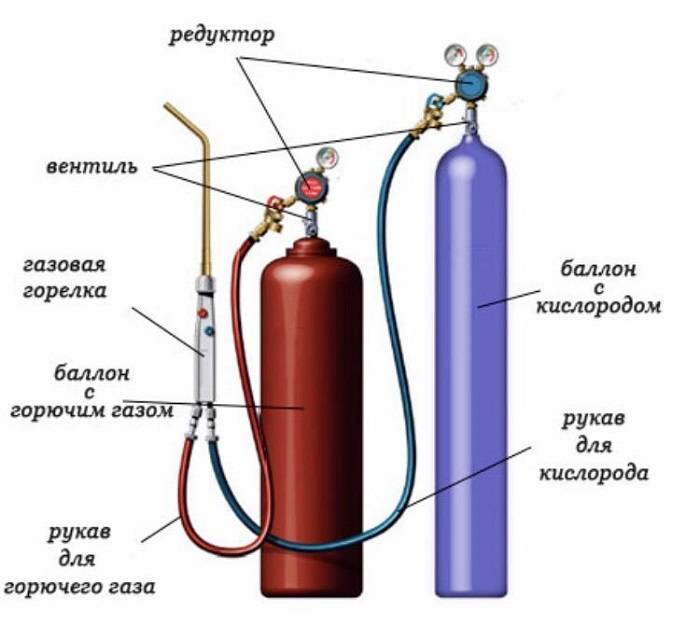
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.

Баллоны с кислородом и ацетиленом.
Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Рекомендуем к прочтению Классификация основных видов сварки плавлением
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.

Только опытный специалист может справиться с ацетиленовой сваркой.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
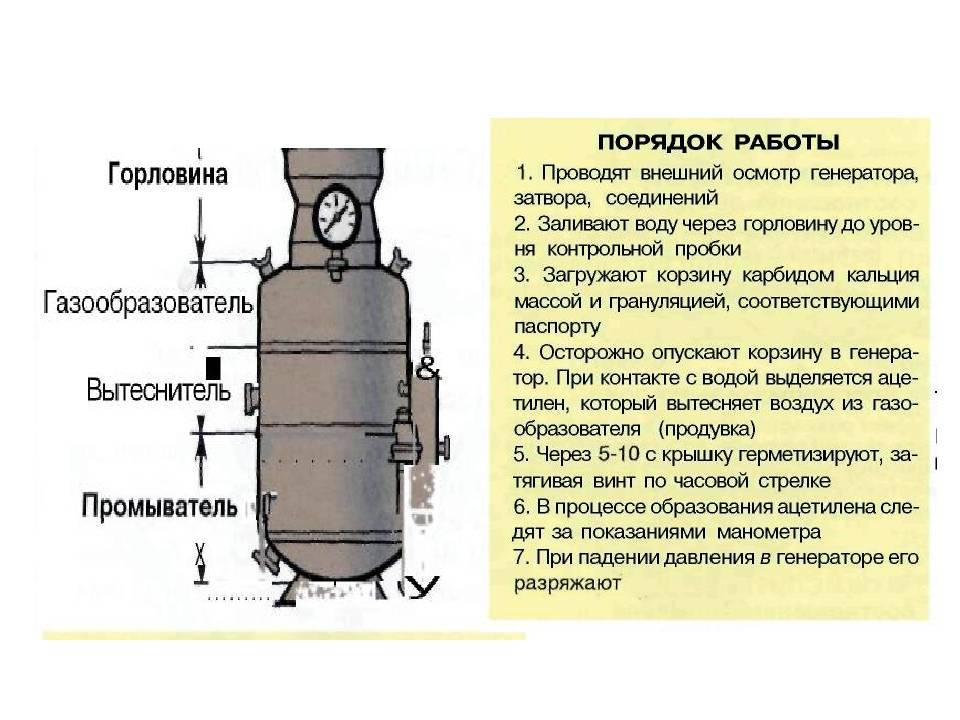
Требования, предъявляемые к конструкции и работе ацетиленовых генераторов
1. Возможность работы в широких диапазонах температур, (для передвижных генераторов от -25°C до +40°C)
2. Ацетиленовые генераторы, независимо от устройства и принципа действия, должны иметь газообразовательную камеру, в которой происходит смешивание карбида кальция с водой.
3. Во всех ацетиленовых генераторах должна быть газосборная камера для хранения выделяющегося ацетилена,.
4. Для регулирования объёма вырабатываемого ацетилена, необходимо устройство, для автоматической регуляции процесса газообразования.
5. Ацетилен относится к взрывоопасным и пожароопасным газам. Поэтому, в конструкции ацетиленовых генераторов не должно быть элементов, способных образовывать искры.
6. Конструкция генераторов должна исключать самопроизвольный выход ацетилена в атмосферу и препятствовать попаданию воздуха из атмосферы в генератор.
7. Для измерения давления ацетилена, генераторы низкого и среднего давления должны быть оснащены манометрами или другими измерительными приборами, показывающими давление газа.
8. Надёжность работы генератора при выработке ацетилена, давление которого составляет 0,2-1,1 от номинального давления.
9. Для ограничения давления газа в пределах, установленных для данного генератора, необходимо специальное предохранительное устройство.
10. Для защиты генератора от взрыва газокислородного пламени при обратном ударе, необходимо применять предохранительные затворы. Подробная информация о них на странице «Предохранительные затворы ацетиленовых генераторов».
Дополнительные материалы по теме:
Проволока для сварки алюминия и его сплавов, меди и ее сплавов
Алюминиевая проволока сварочная, а также проволока из алюминиевых сплавов изготавливается согласно ГОСТу №7871-75. Для работы с алюминием рекомендуем использовать марки Св-АК-5, Св-А1 и Св-АМц. Состав проволоки должен быть схож с составом детали.





Для сварки меди и медных сплавов применяется проволока, изготовленная по стандарту ГОСТ №16130-90. Рекомендуем использовать марки проволоки М1 или МСр1. Также можно применять присадочные прутки марки М1р и М3р.
Для работы с другими цветными металлами (например, бронзой или латунью) применяйте проволоку с таким же составом, что и сама деталь. В этом случае марка проволоки не так важна.
Требования к размещению ацетиленовых генераторов
Такие генераторы отмечаются повышенной пожароопасностью. Поэтому, чтобы не допустить взрыва, необходимо соблюдать ряд правил к стационарным, передвижным газосварочным постам.
- Работать с генераторам только в условиях температур, которые указаны в мануале по работе с аппаратом или на самом баллоне. Для непередвижных – от +5 до –40. Для портативных – от минус двадцати пяти до плюс сорока градусов по Цельсию.
- Присматривать во время сварки за качеством работы редуктора. Он при скачках давления газа может работать по-разному.
- Обязательно проверить на возникновение искр. Не рекомендуется использовать генераторы, изготовленные из стали. Изготовленные из бронзы не допустят образования искр.
- Работник должен вести контроль за функционированием генератора. Вовремя опознать, что устройство подсасывает воздух с атмосферы и предупредить эту возможность вовремя.
- Аппарат может функционировать при давлении от 20 процентов до 110 выше уровня обозначенного компанией изготовителем.
- Ацетиленовый генератор производит столько ацетилена сколько расходует сварной.
- Устройство закрывается идеально герметично. В газосборнике есть достаточный объем для образования ацетилена. Газ не должен проходить внутрь комнаты, где идет сварочный процесс или на улицу.
- Конструкция устройства должна хорошо охлаждаться. Максимум для температуры жидкости должен быть установлен в восемьдесят градусов по Цельсию в районе изготовления ацетилена, а самого газа – 115.
- Не рекомендуется снимать обратный клапан.
- Размеры и вес портативных аппаратов должны быть минимальными.
Техника безопасности при сварочных работах
Портативные агрегаты должны использоваться в идеально вентилируемых комнатах, либо на открытой стройплощади под навесом. Дистанция между сваркой и самим устройством должна равняться пятнадцати метрам. Ни в коем случае не рекомендуется использовать ацетиленовый агрегат рядом с открытым огнем.
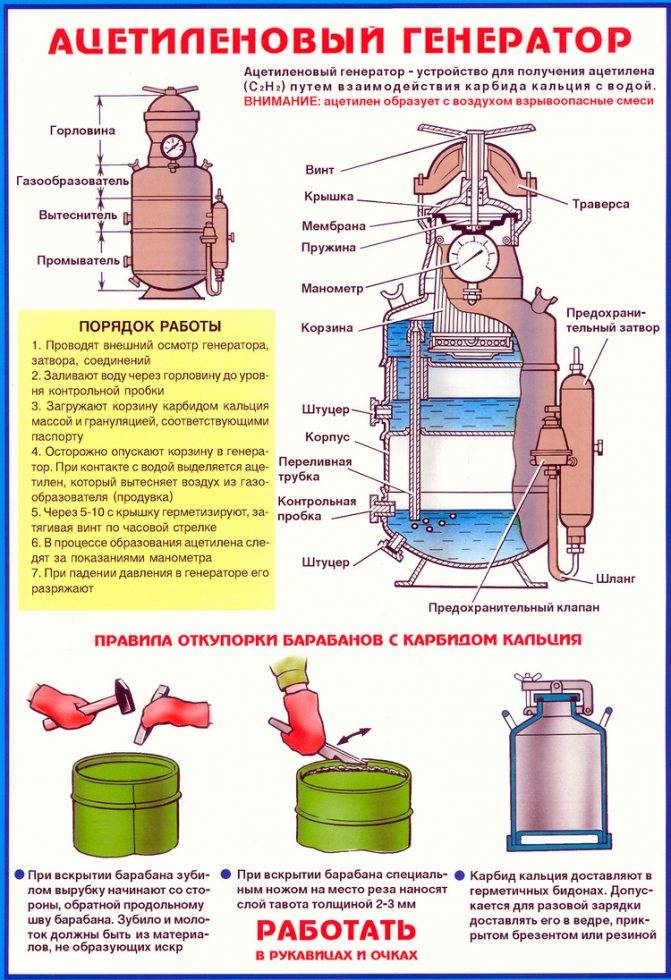
Устройство и принцип действия ацетиленового генератора среднего давления АСМ-1,25-3
Передвижные ацетиленовые генераторы среднего давления были разработаны исследовательским институтом ВНИИавтогенмаш. На рисунке показано устройство и внешний вид ацетиленовых генераторов АСМ-1,25-3, принцип действия которых — «вытеснение воды». Производительность таких генераторов составляет 1,25 м3/ч, наибольшее давление газа составляет 0,15МПа.
Корпус генератора (поз.1) состоит из двух камер: верхнюю, газообразовательную (поз.5), и нижнюю, промывочную (поз.2). К газообразовательной камере приварена крышка (поз.7) с отверстием в горловине для подачи в короб (поз.6) корзины с карбидом (поз.8). Корзина прикреплена к крышке (поз.9). Крышка герметично притягивается к горловине с помощью рычага (поз.11) и закрепляется винтом (поз.10).
Генератор заполняется водой через короб. Образующийся в результате реакции ацетилен, проходит по трубке (поз.12), нижний край которой помещён в воду, находящуюся в промывочной камере. Ацетилен, проходя через эту воду, охлаждается и через клапан (поз.4) выходит в шланг (поз.3) и оттуда, через водный затвор (поз.14), поступает в газовый резак или горелку.
На корпусе генератора смонтирован манометр и имеются ручки для перемещения. Загрузка карбида составляет 2,2кг. Масса пустого генератора составляет 16кг. Минимальная температура работы генератора -25°C. Для работы при отрицательных температурах, комплектуется утеплительным чехлом.
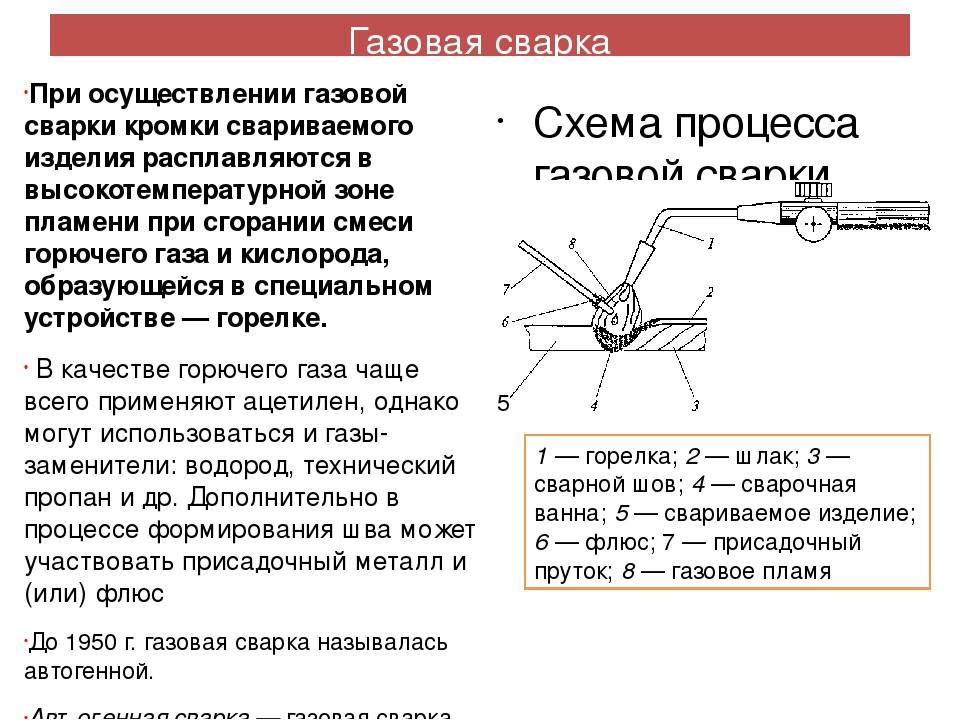
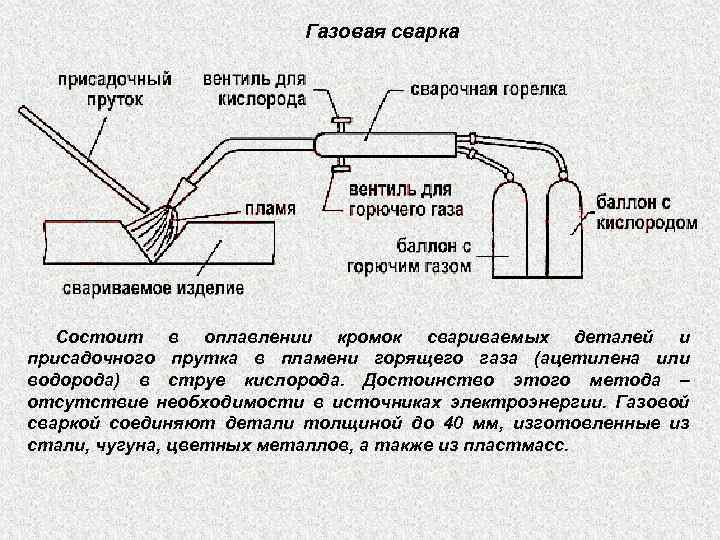
Газовая сварка ацетиленом и кислородом. Технологический процесс газовой сварки.
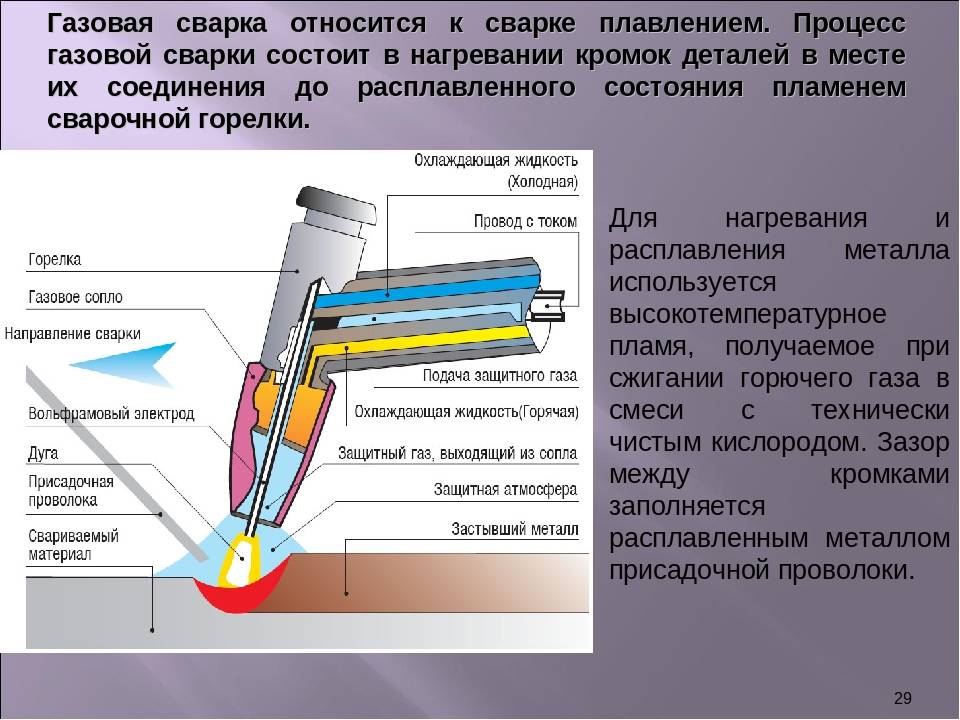
Технология газовой сварки.
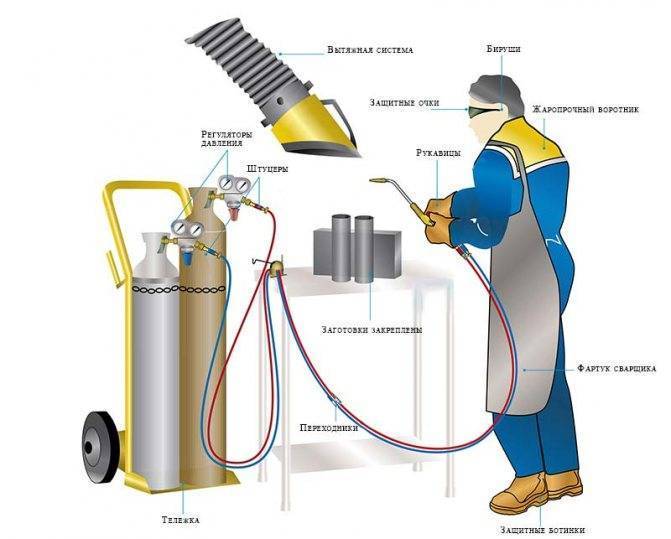
Газовая сварка осуществляется путем нагрева газовой горелкой соединяемых поверхностей до перехода металла в жидкое состояние. При газовой сварке горючий газ сжигается в струе кислорода, и пламя направляется на свариваемое место металла. Горючий газ и кислород по гибким шлангам подводятся в сварочную горелку и смешиваются в ней. По выходе из горелки смесь воспламеняется и дает высокую температуру.
В качестве горючих газов наибольшее применение получил ацетилен. Ацетилен для сварки образуется в особых аппаратах-генераторах, в которых карбид кальция под действием воды разлагается на ацетилен и гашеную известь. Генераторы устанавливаются недалеко от места работы, и ацетилен из них поступает по гибким шлангам к сварочной горелке под давлением от 100 до 150 мм ртутного столба.
Давление газа при газовой сварке.
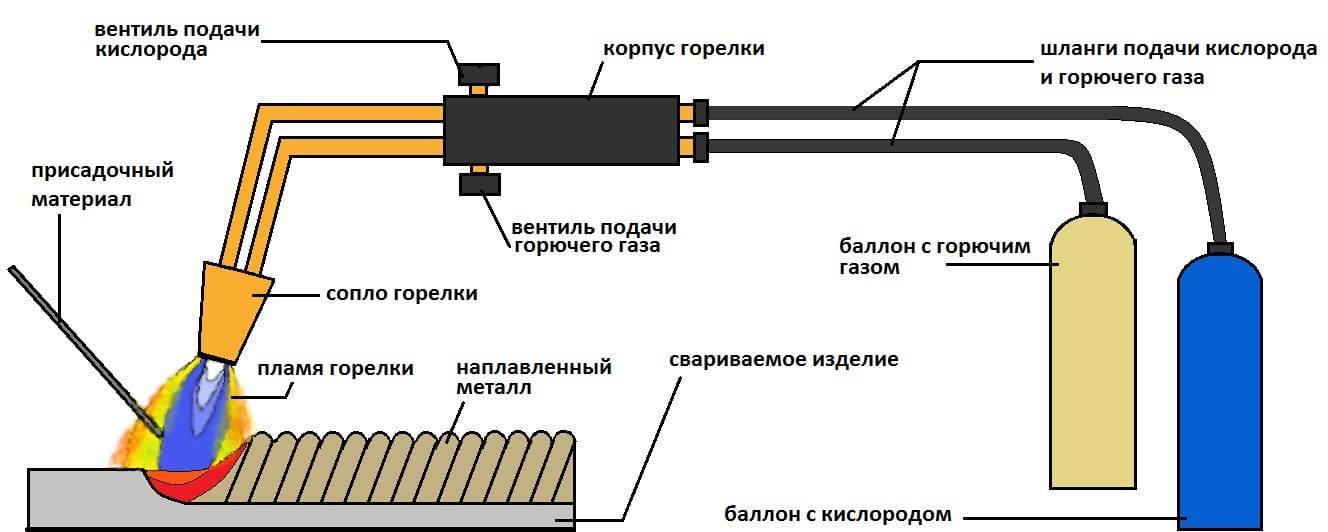
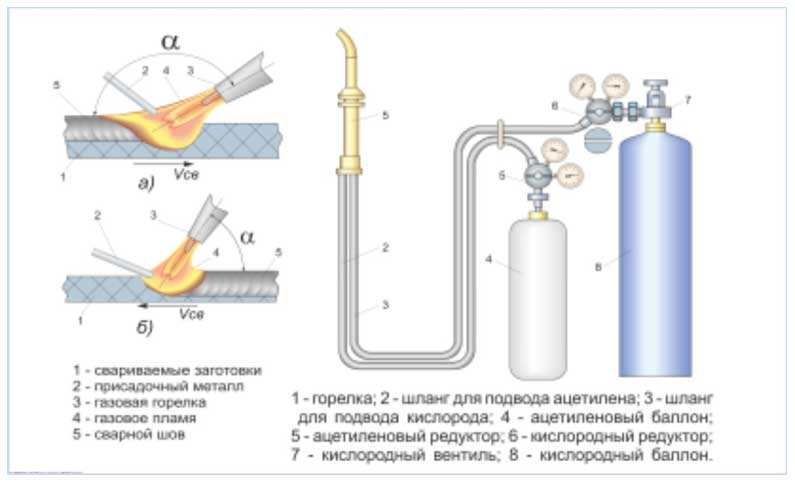
Рис. 1. Установка газовой сварки:
1 — генератор; 2 — баллон с кислородом; 3 — редуктор; 4 — шланг; 5 — горелка; 6 — пруток (присадочный); 7 — изделие.
На рис. 1 представлена принципиальная схема установки для газовой сварки металла. Кислород доставляется к месту работы в стальных баллонах, в которых он находится под давлением до 150 ат. Баллоны окрашиваются в голубой цвет. Кислород из баллона через редуктор, который снижает давление газа до 3 ÷ 10 ат, по второму шлангу подводится в газовую горелку. При отсутствии генератора ацетилен может быть получен с ацетиленовых заводов в баллонах. Ацетиленовые баллоны окрашиваются в белый цвет.
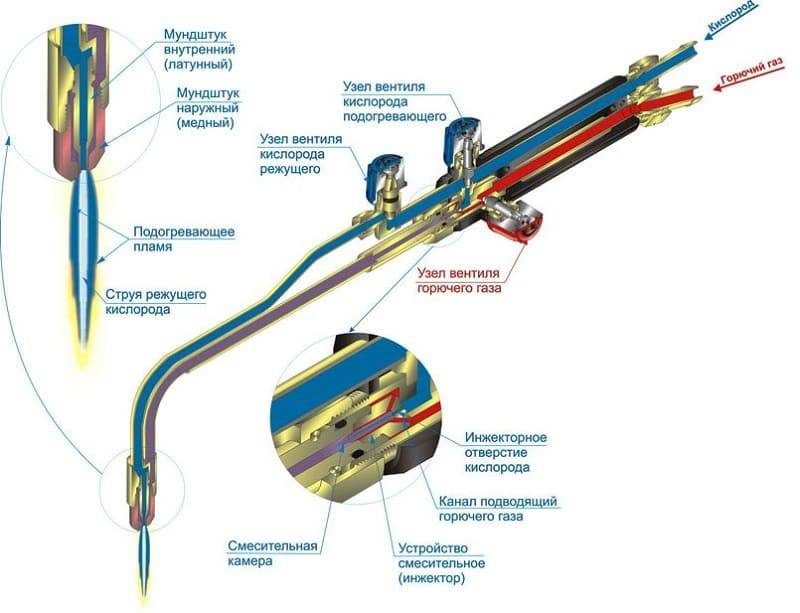
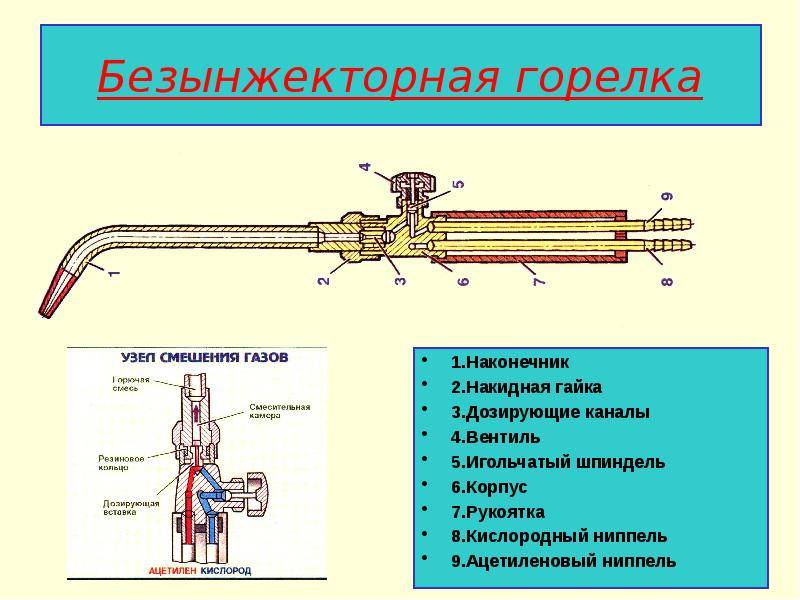
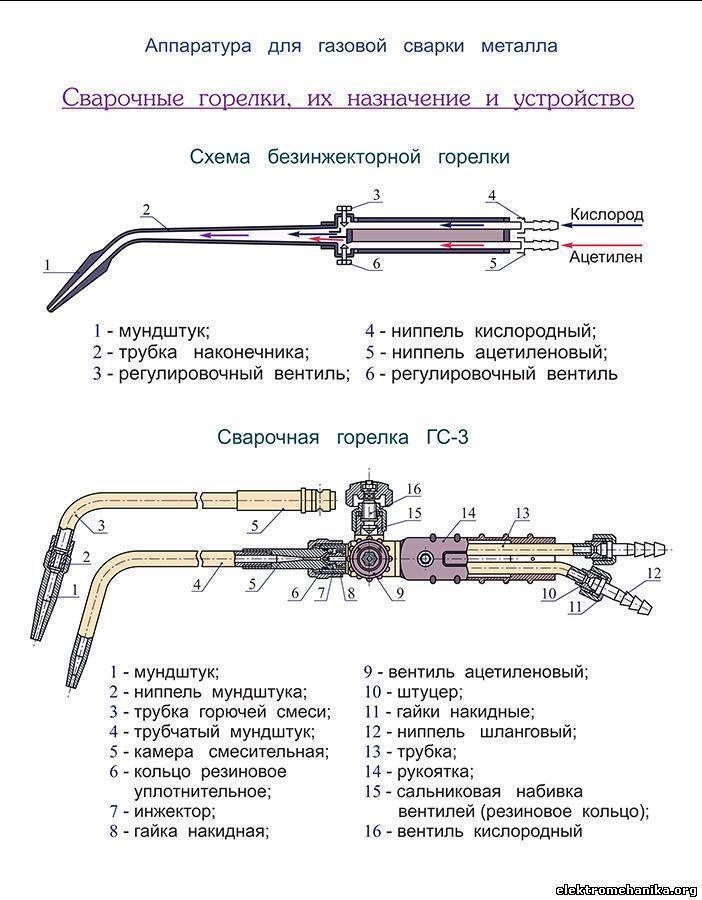
Оборудование для газовой сварки.
Сварочная горелка (рис. 2) имеет два штуцера 1 и 2 для надевания шлангов, подающих в горелку кислород и ацетилен, запорные краны 3 и 4 для пуска обоих газов и сменный наконечник 5. Размер наконечника зависит от расхода газа в единицу времени и обозначается номерами от 1 до 6. Чем толще свариваемое изделие, тем больше расход ацетилена и тем больший размер должен иметь наконечник.
Рис. 2. Газовая горелка для сварки:
1, 2 — штуцеры; 3, 4 — краны; 5 — горелка.
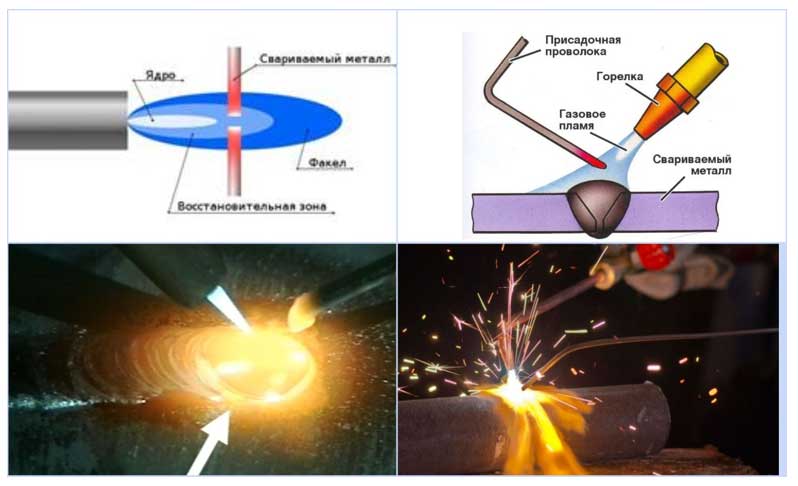
Газовая сварка пламя.
Пламя горелки регулируется во время работы. Оно должно быть нейтральным, так как избыток кислорода вызывает окисление сварочного шва, а избыток ацетилена — его науглероживание. И то и другое вредно отражается на качестве шва.
Металл для заполнения сварочного шва получается от расплавления присадочного прутка.
При сварке горелке сообщают небольшое поступательно-колебательное движение вдоль шва. Этим достигается лучшее соединение свариваемых деталей.
Левый способ газовой сварки. Правый способ газовой сварки.
Сварка разделяется на левую и правую. При левой сварке пламя горелки движется справа налево, позади сварочного прутка. При правой сварке пламя горелки движется впереди сварочного прутка Правая сварка экономичнее левой и дает более качественный шов
Дефекты сварочного шва.
Наиболее часто встречающиеся дефекты сварочного шва — непровар, шлаковые включения, а также перегрев шва металла.
Газовая сварка чаще всего применяется при сварке низкоуглеродистых и специальных сталей небольших толщин, при сварке труб и изделий из цветных металлов, при пайке твердым припоем.
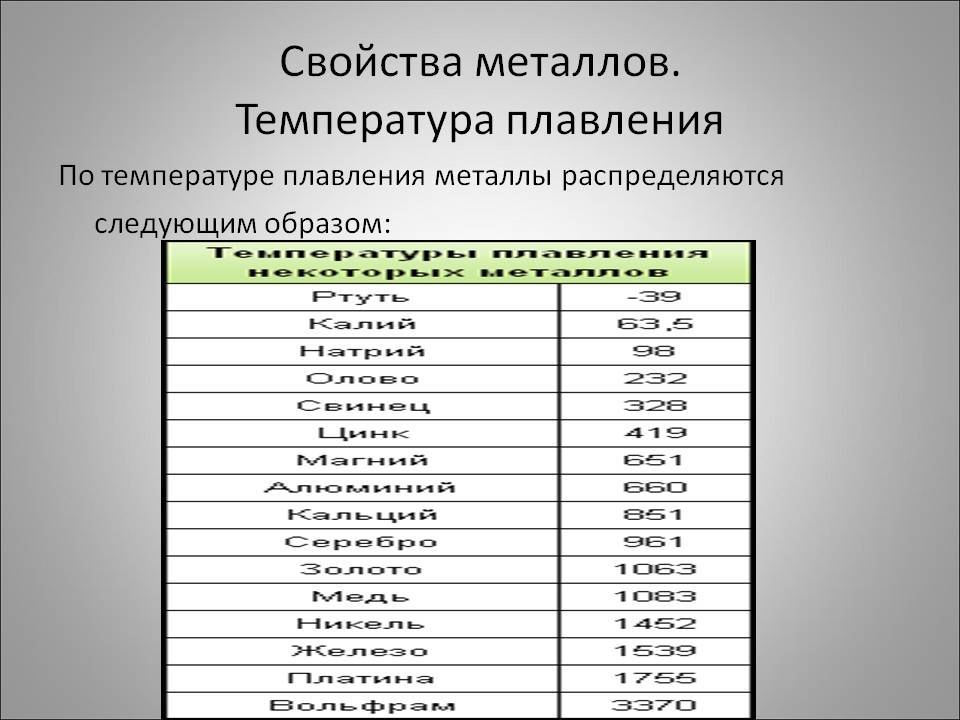
Особенности технологии
Так, при сравнении температуры горения ацетилена и других газов, хорошо вырисовывается его явное преимущество перед ними:
Приведем еще несколько особенностей ацетилена, выраженных в его свойствах:
- температура кипения составляет -83⁰ C, что способствует сравнительно легкому хранению в сжатом или сжиженном состоянии;
- при температуре в -90⁰ C ацетилен затвердевает;
- хорошо растворяется в воде и полностью поглощается органическими растворителями;
- может самопроизвольно взрываться при превышении температуры в 500⁰ C и при достижении давления в 2 атмосферы, но при определенных условиях.
Технология
В первую очередь в зону сварки подают ацетилен. Делают это до момента, пока не почувствуется резкий запах, характерный для этого газа. Потом поджигается горелка и начинается постепенная подача кислорода. Горелка должна дать синее пламя.



Газовые баллоны имеют встроенные редукторы, на которых нужно установить давление в 2-4 атмосферы (для ацетилена) и не более двух атмосфер (для кислорода) — это общепринятые показатели.
Если давление ацетилена будет больше, сварочный процесс усложнится, поэтому мы не рекомендуем делать так.
Если вы будете использовать ацетилен-кислородную сварку для соединения черного металла, то лучше создать нейтральное пламя.
Оно выглядит как трёхслойный разноцветный огонёк: его внутренняя часть ярко-голубая с зелёным оттенком, средняя — бледного синего цвета, наружная — практически белая.
С использованием ацителина можно получить четыре вида пламени горелки. Но нейтральный вид считается универсальным, и потому его создают чаще всего. В этой статье мы не будем в деталях рассказывать, как получить нейтральное пламя, так как это сложно.
Вы можете найти обучающие видео уроки или отдельные материалы на эту тему. Мы только заметим, что не должно образовываться длинное пламя, у которого кончик имеет оранжевый цвет.
Нюансу пламени горелки стоит отвести побольше времени, потому что пламя, которое настроено неверно, может не соединить металл, а наоборот — разрушить его.
Выбор режимов
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Основные требования к ацетиленовым генераторам:
- Температура окружающей среды, при которой допускается работа ацетиленовых стационарных генераторов, от +5 до -35°С, передвижных – от -25 до +40°С.
- Производительность генератора должна соответствовать расходу ацетилена.
- Разложение карбида кальция в генераторе должно регулироваться автоматически в зависимости от расхода газа.
- В генераторе не должно быть деталей и арматуры из сплавов, содержащих более 70% меди, а также устройств, способных вызвать при работе образование искр.
- Коэффициент использования карбида кальция (КПИ) должен быть не меньше 0,85.
- Генератор должен быть рассчитан на работу с определенной грануляцией карбида кальция.
- Генератор должен быть герметичным и иметь газосборник достаточной емкости, чтобы при прекращении отбора газа не происходил выброс ацетилена в помещение.
- В генераторах должна быть предусмотрена продувка всех объемов до заполнения их ацетиленом для удаления остатков воздуха.
- Конструкция генератора должна обеспечивать хорошее охлаждение в зоне реакции, чтобы температура воды и гашеной извести в зоне реакции не превышала 80°С, а ацетилена 115°С.
- Габариты и масса передвижных генераторов должны быть минимальными.
Требования к размещению
Рассматриваемые приборы являются источником повышенной опасности
При эксплуатации необходимо соблюдать осторожность, а именно:
- Соблюдать температурный режим, который указан в паспорте изделия.
- Следить за стабильностью работы газового редуктора.
- Выбирайте устройства с покрытием, препятствующим образованию искр.
- Контролировать стабильность функционирования устройства. В случае подсоса воздуха следует немедленного прекратить работы.
- Не допускать превышения допустимого давления свыше 40 %.
- Следить за герметичностью корпуса. Внутри должно быть достаточно места для образования газа.
- Не допускайте утечек газа в атмосферу при эксплуатации.
- Необходимо обеспечить достаточный уровень охлаждения аппарата.
- Запрещена установка на проходах, а также на маршрутах движения при эвакуации.
Генераторы разрешено эксплуатировать только в помещениях с действующей системой вентиляции. В случае работы на открытом воздухе, устройство должно быть размещено под навесом. Запрещена эксплуатация вблизи источников огня. Расстояние между сварочным постом и генератором должно быть не менее 15 метров.
Режимы для некоторых металлов
От физических параметров базовой поверхности зависит подбор необходимых параметров, например:
- Углеродистая сталь. Рекомендуется только для низкоуглеродистых сталей на средней или малой силе пламени.
- Легированная сталь. Высокая прочность данного материала проводит к тому, что под действием высокой температуры детали подвергаются значительной деформации.
- Чугун. Специалисты рекомендуют использовать нейтральный тип пламени. В противном случае в зоне контакта будет образовываться белый чугун, который отличается хрупкой структурой.
- Медь. Физические параметры данного материала требуют большего количества тепла, чем для прочих типов металла. При соединении медных элементов зазор между кромками должен отсутствовать, либо быть минимальным.
- Латунь. Этот сплав поддается обработке только под действием газосварки, за счет снижения коэффициента испарения цинка из контактной зоны. Для этого увеличивают массовую долю ацетилена в смеси до 35 %.
- Бронза. Характеризуется интенсивными окислительными процессами, потому все работы с данным сплавом проводят только восстанавливающим типом пламени. В качестве присадочного материала используют только соответствующий сплав.
Правила сварки автогеном
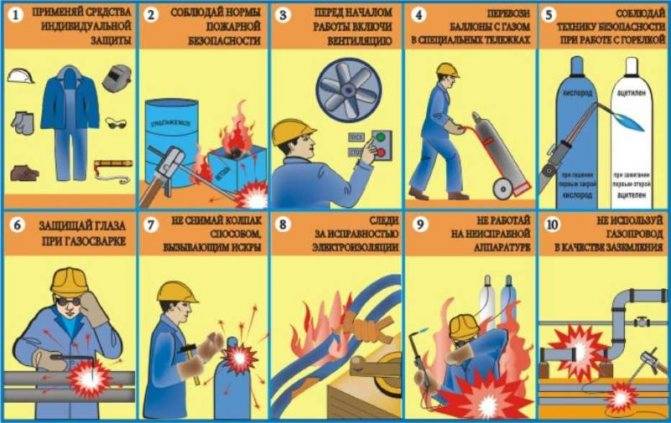
Выполнения сварочных процедур с металлическими изделиями, которое требует соблюдение всего технологического процесса и техники безопасности. Ни в коем случае нельзя ими пренебрегать. Перед началом процесса сварки в обязательном порядке требуется ознакомиться со следующими мерами безопасности:
- баллоны ни в коем случае не должны контактировать с другими горючими материалами, в частности с маслом, если произойдет контакт, то баллоны просто-напросто «взлетят на воздух»;
- транспортировка всех материалов, в частности баллонов с газами, выполняется только на специально подготовленном для этого транспорте;
- сварка аргоном должна выполняться на безопасном расстоянии от жилых зданий и других построек и помещений;
- после окончания сварочных работ хранить баллоны нужно в хорошо проветриваемом металлическом шкафу на открытой местности, ни в коем случае нельзя располагать его в помещениях;
- во время сварочных процедур время от времени следует проверять баллоны на предмет утечки газа;
- в обязательном порядке во время сварки рядом с рабочим местом должен находиться огнетушитель и другие средства противопожарной безопасности;
- выполнять сварочные работы следует вдали от легко-воспламеняемых предметов, изделий и материалов.
Основные способы ведения горелки и присадочного материала
 Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.




Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Классификация ацетиленовых генераторов
Согласно ГОСТ 5190, классификация ацетиленовых генераторов может происходить по следующим параметрам: по давлению ацетилена, по производительности, по способу применения, по принципу действия.
1. По давлению получаемого ацетилена различают генераторы низкого давления — до 0,01МПа, среднего давления — от 0,07МПа до 0,15МПа и высокого давления — свыше 0,15МПа.
2. По производительности, существующие ацетиленовые генераторы синтезируют от 0,3 до 160м3/ч ацетилена.
3. По способу применения генераторы подразделяются на передвижные и стационарные. Производительность передвижных генераторов составляет 0,3-3м3/ч, а производительность стационарных генераторов составляет 5-160м3/ч.
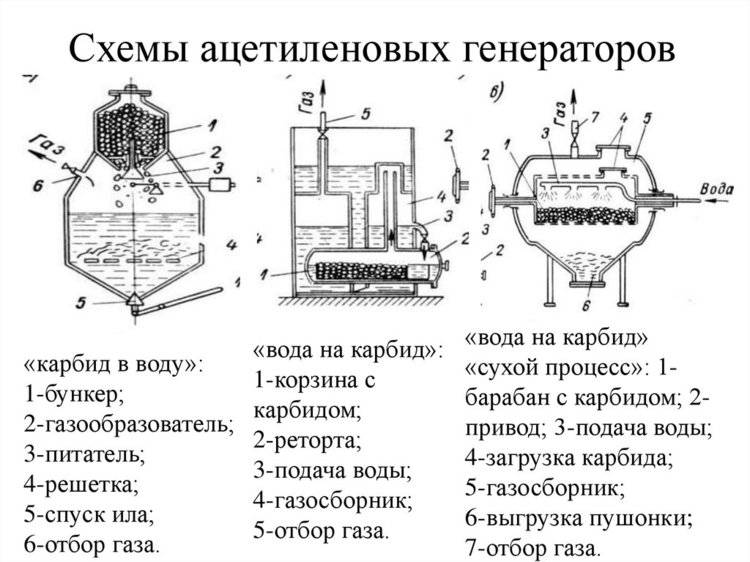
4. По принципу действия ацетиленовые генераторы классифицируются на работающие по принципам: а) КВ — карбид в воду; б) ВК — вода на карбид с вариантом «мокрого» процесса; в) ВК — вода на карбид с вариантом «сухого» процесса; г) ВВ — вытеснение воды; д) ПК — принцип комбинированный, сочетающий схемы «вода на карбид» и «вытеснение воды». Именно от принципа действия зависит устройство и работа ацетиленовых генераторов.