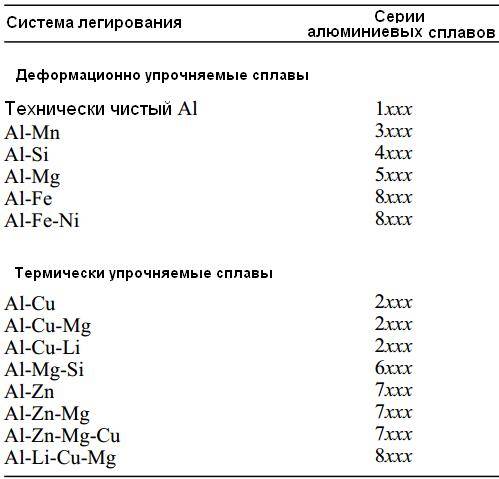
Серии: по главным легирующим элементам
Серии – это группы сплавов, деформируемых и литейных, которые объединяются по главным легирующим элементам. На этом разделении основана широко признанная в мире американская система обозначений алюминиевых сплавов.
Деформируемые сплавы и их обозначения
Международная система обозначений деформируемых сплавов основана на американской системе обозначений, которая была разработана еще в 1950-е годы.
Эта система применяет обозначения, которые состоят из четырех цифр. Цифры на месте знаков «х» применяют для подразделения сплавов внутри серии.
- 1ххх – Технически чистый алюминий с контролируемым химическим составом. Например, алюминий 1050.
- 2ххх – Главным легирующим элементом является медь, хотя другие элементы, такие как магний, также могут присутствовать. Широко применяются в самолетостроении, благодаря их высокой прочности (предел текучести до 455 МПа). Примеры – 2014 и 2024.
- 3ххх – Марганец, является главным легирующим элементом. Применяются как сплавы общего назначения для строительства и различной потребительской продукции, в том числе алюминиевых банок для прохладительных напитков и пива. Пример – 3105.
- 4ххх – Главным легирующим элементом является кремний. Применяются в сварочных прутках и проволоке, а также листов для пайки.
- 5ххх – Главным легирующим элементом является магний. Применяется в корпусах судов, трапах и других изделиях, которые подвержены воздействию морской атмосферы. Пример – 5252.
- 6ххх – Главными легирующими элементами являются магний и кремний. Обычно применяются для строительных профилей и деталей автомобилей. Примеры – 6060 и 6063.
- 7ххх – Главным легирующим элементом является цинк, хотя другие элементы, такие как медь, магний, хром и цирконий, также могут присутствовать. Применяются в несущих элементах самолетов и других высокопрочных конструкциях и изделиях. К этой серии относятся самые прочные алюминиевые сплавы с пределом текучести более 500 МПа. Пример – 7075.
- 8ххх – Различные главные легирующие элементы. Сплавы серии 8ххх могут содержать заметные количества олова, лития и/или железа.
- 9ххх: Зарезервировано для будущих применений.
Деформируемые сплавы, которые являются термически упрочняемыми, включают сплавы серий 2xxx, 6xxx, 7xxx и некоторые сплавы серии 8xxx. Различные комбинации легирующих элементов и механизмы упрочнения, которые применяются для деформируемых сплавов, показаны в таблице 1.
Таблица 1 – Классификация деформируемых алюминиевых сплавов
по механизму их упрочнения
Уровни прочности, которые достигаются в различных классах деформируемых сплавов, показаны в таблице 2.
Таблица 2 – Уровни прочности различных деформируемых алюминиевых сплавов 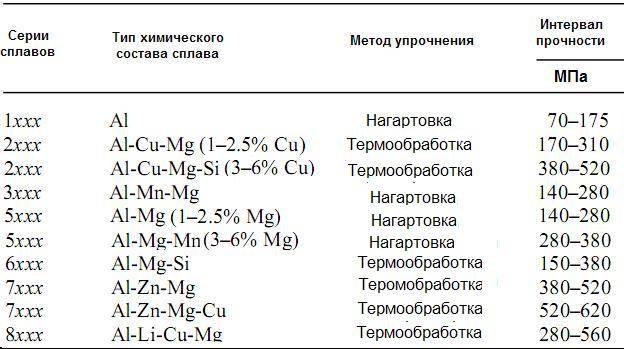
Литейные сплавы и их обозначения
Для литейных сплавов применяется система обозначений из трех цифр, за которыми следует своего рода «десятичная дробь». Десятичная дробь .0 во всех случаях относится к пределам литейных сплавов. Десятичные дроби .1 и .2 относятся к химическому составу готовых слитков.
- 1хх.х – Технически чистый алюминий с контролируемым химическим составом, в том числе по примесям. Применяется для изготовления роторов электродвигателей.
- 2хх.х – Главным легирующим элементом является медь. Другие легирующие элементы также могут присутствовать.
- 3хх.х – Главным легирующим элементом является кремний. Дополнительными легирующими элементами могут быть медь и магний. Сплавы серии 3хх.х составляют около 90 % всех фасонных алюминиевых отливок.
- 4хх.х – Главным легирующим элементом является кремний.
- 5хх.х – Главным легирующим элементом является магний.
- 6хх.х – Не применяется.
- 7хх.х – Главным легирующим элементом является цинк. Дополнительными легирующими элементами являются медь и магний.
- 8хх.х – Главным легирующим элементом является олово.
- 9хх.х – Не применяется.
К термически упрочняемым сплавам относятся литейные сплавы серий 2хх, 3хх и 7хх.
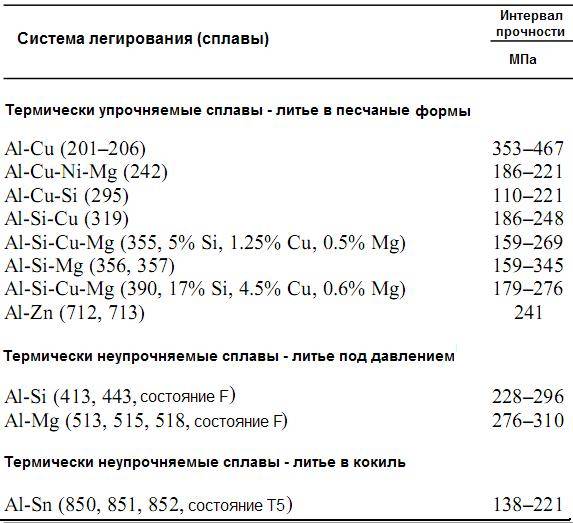
Уровни прочности, которые достигаются в различных классах литейных сплавов, показаны в таблице 3.
Таблица 3 – Уровни прочности различных литейных сплавов
Трудности сварки алюминия и его сплавов следующие.
1. Наличие и возможность образования тугоплавкого окисла Аl2O3 (Тпл = 2050°С) с плотностью больше, чем у алюминия, затрудняет сплавление кромок соединения и способствует загрязнению металла шва частичками этой пленки. Перед сваркой для удаления пленки следует очищать поверхности кромок и прилегающего основного металла и особенно тщательно поверхность присадочного металла (в связи с большой поверхностью и относительно малым объемом), травлением или механическим путем. Окисную пленку, образующуюся при сварке, удаляют либо катодным распылением, либо, применяя флюсы, которые обеспечивают ее растворение или разрушение с переводом в летучее соединение.
2. Резкое падение прочности при высоких температурах может привести к разрушению (проваливанию) твердого металла нерасплавившейся части кромок под действием веса сварочной ванны. В связи с высокой жидкотекучестью алюминий может вытекать через корень шва. Размеры сварочной ванны трудно контролировать, так как алюминий при нагреве практически не меняет своего цвета. Для предотвращения провалов или прожогов при однослойной сварке или сварке первых слоев многопроходных швов на большой погонной энергии необходимо применять формирующие подкладки из графита или стали.
3. В связи с большой величиной коэффициента линейного расширения и низким модулем упругости сплав имеет повышенную склонность к короблению. Поэтому необходимо прибегать к жесткому закреплению листов с помощью грузов, а также пневмо- или гидравлических прижимов на специальных стендах для сварки полотнищ и секций из этих сплавов. Ввиду высокой теплопроводности алюминия приспособления следует изготовлять из материалов с низкой теплопроводностью (легированные стали и т. п.).
4. Необходима самая тщательная химическая очистка сварочной проволоки и механическая очистка и обезжиривание свариваемых кромок, так как сварку осложняет не только окисная пленка. В связи с резким повышением растворимости газов в нагретом металле и задержкой их в металле при его остывании возникает интенсивная пористость, обусловленная водородом, приводящая к снижению прочности и пластичности металла. Водород, растворенный в жидком металле должен в количестве 90 — 95% своего объема выделиться из металла в момент его затвердевания. Этому препятствует пленка тугоплавких окислов и низкий коэффициент диффузии водорода в алюминии. Поры образуются преимущественно в металле шва; часто наблюдают поры у линии сплавления в связи с диффузией водорода из основного металла под действием термического цикла сварки. Предварительный и сопутствующий подогрев до температуры 150 — 250°С при сварке толстого металла замедляет кристаллизацию металла сварочной ванны, способствуя более полному удалению газов и уменьшению пористости. Наибольшей склонностью к порам обладают сплавы типа АМг.


5. Вследствие высокой теплопроводности алюминия необходимо применение мощных источников теплоты. С этой точки зрения в ряде случаев желательны подогрев начальных участков шва до температуры 120 — 150°С или применение предварительного и сопутствующего подогрева.
6. Металл шва склонен к возникновению трещин в связи с грубой столбчатой структурой металла шва и выделением по границам зерен легкоплавких эвтектик, а также развитием значительных усадочных напряжений в результате высокой литейной усадки алюминия (7%). Легкоплавкая эвтектика на основе кремния (Тпл = 577°С) приводит к появлению трещин, если содержание кремния невелико (до 0,5%); при содержании кремния свыше 4 — 5% образующаяся эвтектика «залечивает» трещины. При обычном содержании кремния (0,2 — 0,5%) в металл шва вводят железо (Fe > Si), что приводит к связыванию кремния в тройное соединение Fe — Si — AL входящей в состав тугоплавкой перитектики. Это препятствует растворению кремния в жидком ликвате.
При сварке сплавов системы AL-Zn-Mg возможно замедленное разрушение — образование холодных трещин спустя некоторое время после сварки, обусловленное действием сварочных напряжений первого рода и выпадением и коагуляцией интерметаллидов.
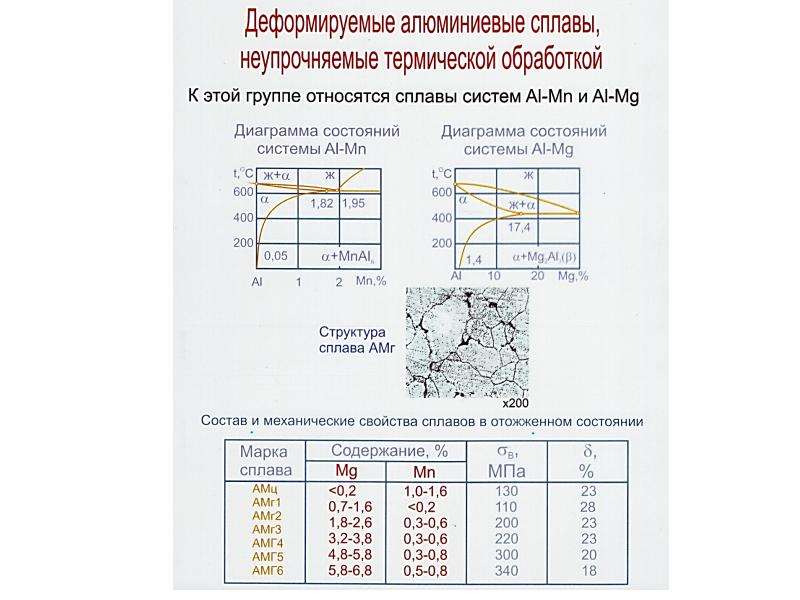
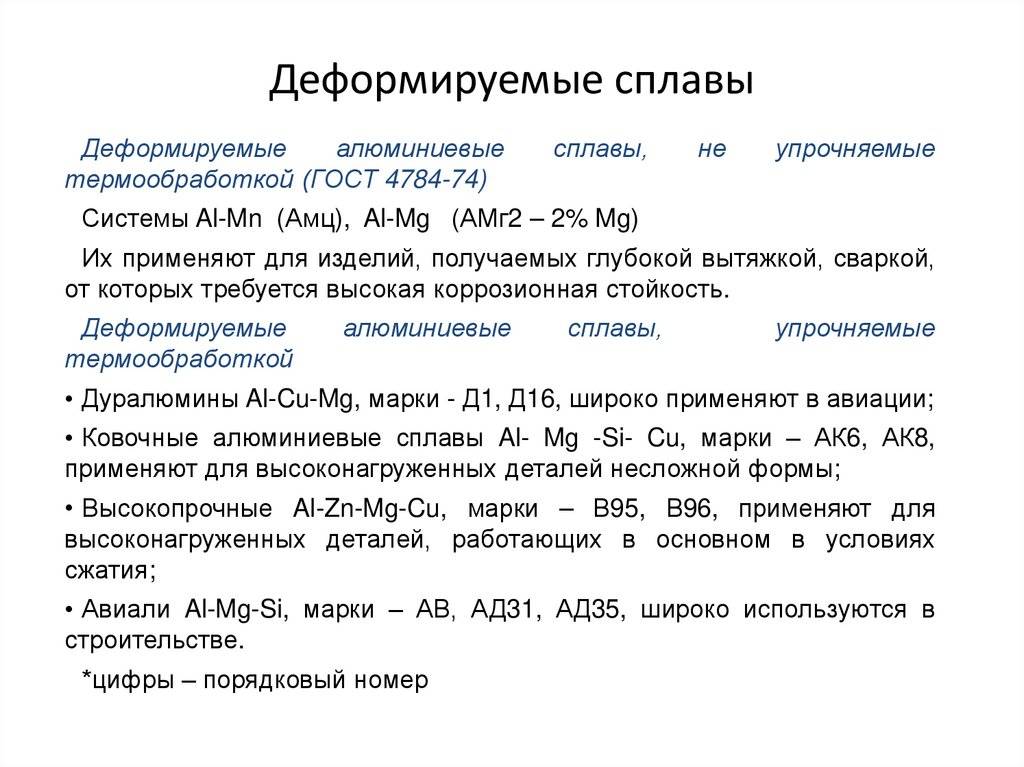
Деформируемые алюминиевые сплавы
Большинство алюминиевых сплавов, которые применяют для изготовления изделий методами обработки металлов давлением, содержат не более 7 % легирующих элементов. Путем регулирования количества и типа легирующих элементов улучшают свойства алюминия и повышают его технологические характеристики. Например, для таких специфических производственных процессов как прессование (экструзия) и ковка разработаны специальные алюминиевые сплавы.
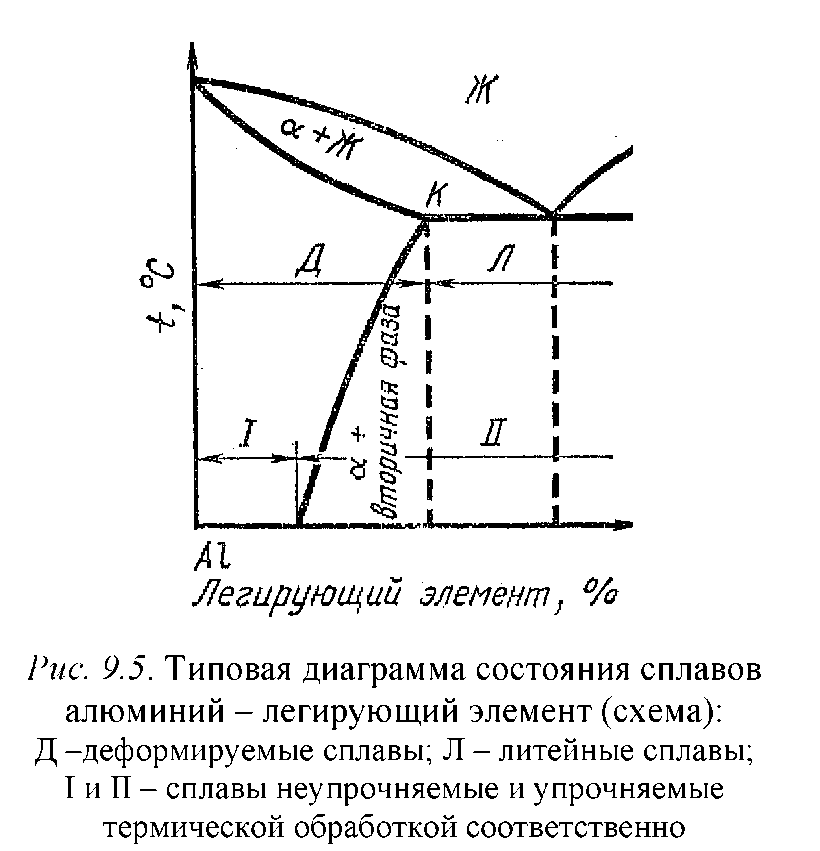
Деформируемые алюминиевые сплавы (также как и литейные сплавы) подразделяются на термически упрочняемые и термически неупрочняемые сплавы. Повышение механических свойств термически неупрочняемых алюминиевых сплавов производят путем нагартовки, то есть холодной пластической деформации с последующим частичным отжигом или без него. Повышение механических свойств термически упрочняемых сплавов достигают путем их закалки с подходящей температуры и последующего старения. Для некоторых термически упрочняемых сплавов применяют комбинацию термической обработки и нагартовки.
Основными видами изделий-полуфабрикатов, которые получают из деформируемых алюминиевых сплавов, являются:
- листы (плиты),
- фольга,
- прессованные профили, трубы, прутки, стержни,
- холоднотянутые трубы;
- проволока и
- поковки.
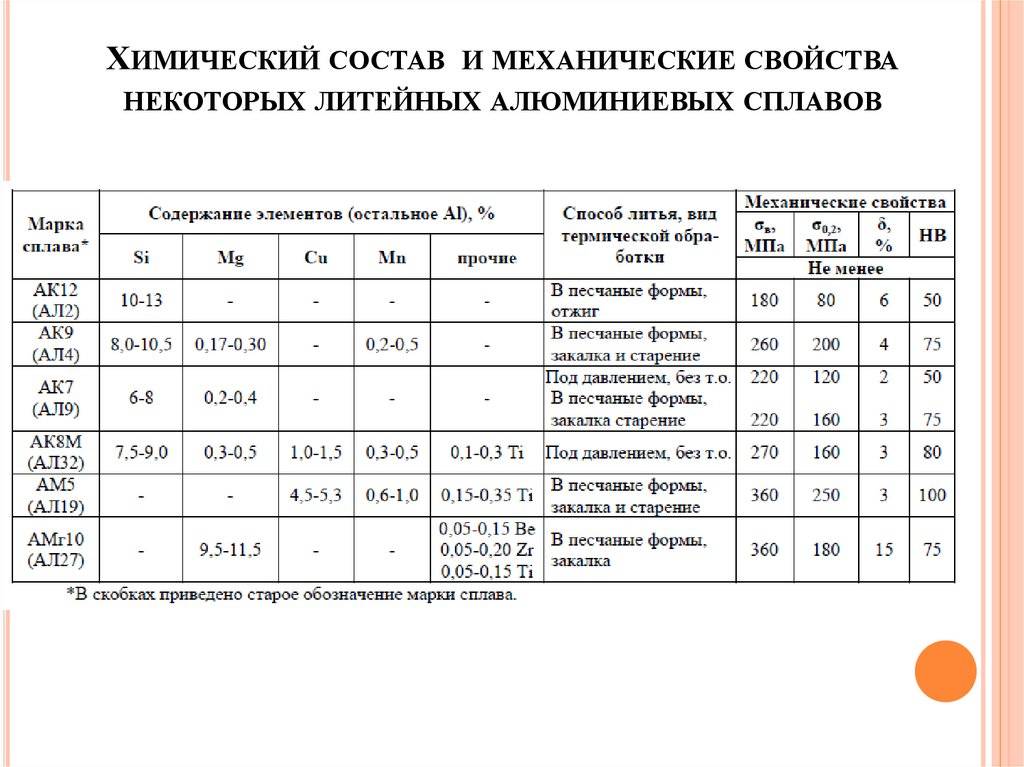
Литейные алюминиевые сплавы
Технологии получения деталей и заготовок путем литья применяются на протяжении многих лет. Они хороши тем, что позволяют получать самые различные формы, которые могут иметь сложные поверхности. Сплавы на основе алюминия могут переходить в текучее состояние при более низких температурах, чем другие металлы. Именно поэтому процесс изготовления различных деталей существенно упрощается.
Среди других особенностей материала данной группы отметим:
- После формирования устойчивой кристаллической решетки полученную поверхность достаточно легко подвергать механической обработке.
- Получаемые заготовки рассматриваемым методом также хорошо поддаются обработке методом давления.
Литейные алюминиевые сплавы получили весьма широкое применение в различных отраслях промышленности, особенно тех, в которых нужно получать сложные корпусные детали. За счет литья по форме существенно упрощается дальнейшая механическая обработка.

Литейные алюминиевые сплавы
Основные требования, предъявляемые к литейным алюминиевым сплавом – сочетание хороших литейных свойств и оптимальных физико-механических качеств. Данную группу можно разделить на:
- Конструкционные герметичные. Этот тип материала характеризуется высокими литейными качествами, а также удовлетворительной коррозионной стойкостью и механической обрабатываемостью. Как правило, получаемые заготовки и изделия в дальнейшем не подвергаются термической обработке для повышения эксплуатационных качеств. Для изготовления средних и крупных деталей, которые зачастую представлены корпусами, достаточно часто проводится легирование состава.
- Высокопрочные и жаропрочные. Довольно часто подобный состав дополнительно легируется титаном, за счет чего обеспечиваются высокие эксплуатационные качества. Жаропрочность выдерживается в пределах 350 градусов Цельсия. Для упрочнения состава проводится закалка на протяжении достаточно длительного периода. Довольно часто подобный сплав применяется при получении крупногабаритных заготовок самого различного предназначения.
- Коррозионностойкие составы характеризуются тем, что обладают высокой коррозионной стойкостью при эксплуатации в самых различных агрессивных средах. Структура хорошо подается обработке методом резания и сваривания. Однако стоит учитывать относительно невысокие литейные свойства.
Последняя разновидность алюминиевых сплавов достаточно часто применяется при изготовлении деталей, которые будут эксплуатироваться при воздействии морской воды.
Маркировка алюминия и алюминиевых сплавов
Чистый алюминий маркируется в зависимости от содержания в нем примесей, различается;
- А999 — алюминий особой чистоты;
- А995, А99, А97, А95 — алюминий высокой чистоты;
- А85, А8, … — алюминий технической чистоты.
Алюминий особой чистоты применяется в производстве полупроводниковых приборов и для исследовательской работы.
Алюминий высокой чистоты применяется для плакирования деталей электро- и радиооборудования.
Алюминий технической чистоты используется для приготовления алюминиевых сплавов, изготовления проводов, прокладок
Технический алюминий обозначается буквами АД (алюминий деформируемый), в случае использования более чистого алюминия ставится цифра 1. Сочетание букв АМг и АМц означает сплав алюминия (А) с магнием (Mг) и марганцем (Мц). У сплавов алюминия с магнием цифра показывает процентное содержание магния. Так, например, сплавы марок АМгЗ, АМг5, АМг6 содержат соответственно 3, 5 и 6% магния.


Сплавы в виде полуфабриката обозначаются буквами, которые ставятся после маркировки сплава: А — означает, что сплав повышенного качества, из лучшего алюминия; М — мягкий, отожженный; П — полунагартованный (степень обжатия 40%): Н — нагартованный (степень обжатия 80%). Так, отожженные сплавы обозначаются АДМ, АМцАМ, полунагартованные — АМгАП и нагартованиые — АД1Н. АМгЗН.
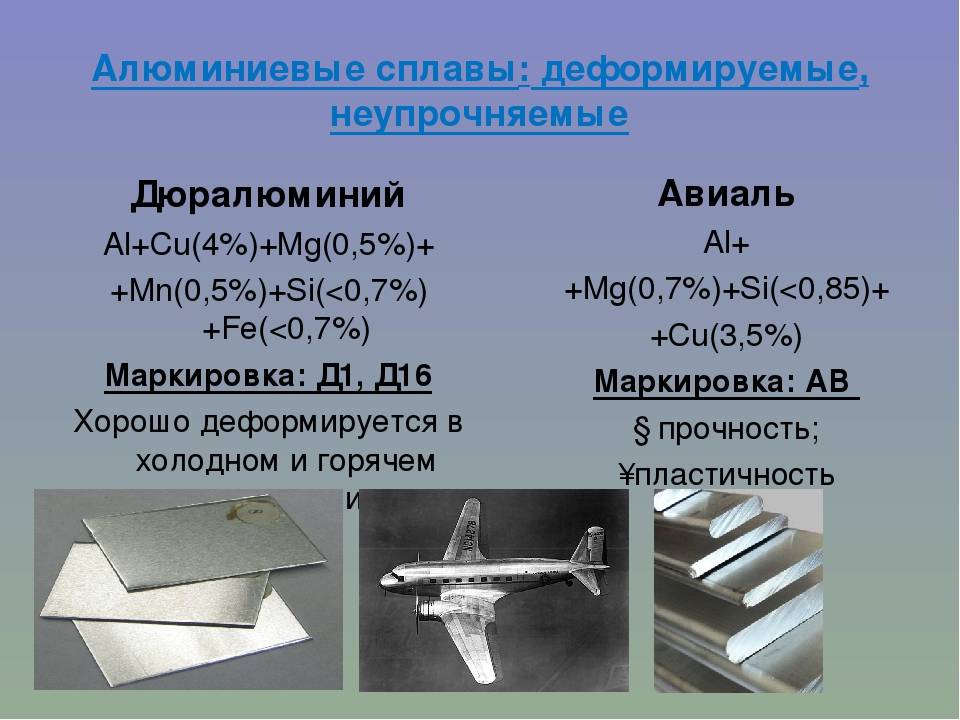
Дюралюминий обозначают буквой Д и цифрой, показывающей условный номер сплава, например сплав Д1, Д16, Д18, Д20. Некоторые сплавы, разработанные и последнее время, с маркировкой В65 ВД17 (дюралюминий, покрытый тонким слоем чистого алюминия для придания сплаву коррозионной стойкости) называют алькледом (Альклед это термин, торговая марка)
Высокопрочный сплав алюминия с цинком и магнием обозначается В94, В95, В96 (вторая цифра указывает номер сплава).
Состояние полуфабрикатов высокопрочных сплавов и характер плакировки также имеют буквенно-цифровую маркировку: М— мягкий, отожженный; Т— термически обработанный, закаленный и естественно состаренный. T1- термически обработанный, закаленный и искусственно состаренный; Н — нагартованный (нагартовка листов дюралюминия около 5—7%, а сплавов В95—3%); H1—усиленно нагартованный (нагартовка листов около 20%); В — повышенное качество выкатки закаленных и состаренных листов; О — повышенное качество выкатки отожженных листов; Б — листы без плакировки или с технологической плакировкой; УП — утолщенная плакировка (8% на сторону); ГК — горячекатаные листы, плиты; ТПП — закаленные и состаренные профили повышенной прочности (для Д16).
Геометрическая маркировка. В конце маркировки для листового материала указывается его толщина в миллиметрах, а для профилей — условное цифровое обозначение формы сечения и размеров. Например, маркировка Д16АТНВЛ2,5 означает, что плакированный листовой дюралюминий Д16 — повышенного качества, термически обработан, нагартован и имеет повышенное качество выкатки. Толщина листа 2,5 мм.
Заклепочные сплавы. Сплавы, идущие на изготовление заклепок, имеют в маркировке букву П (сплав для проволоки), например ДЗП, Д16П.
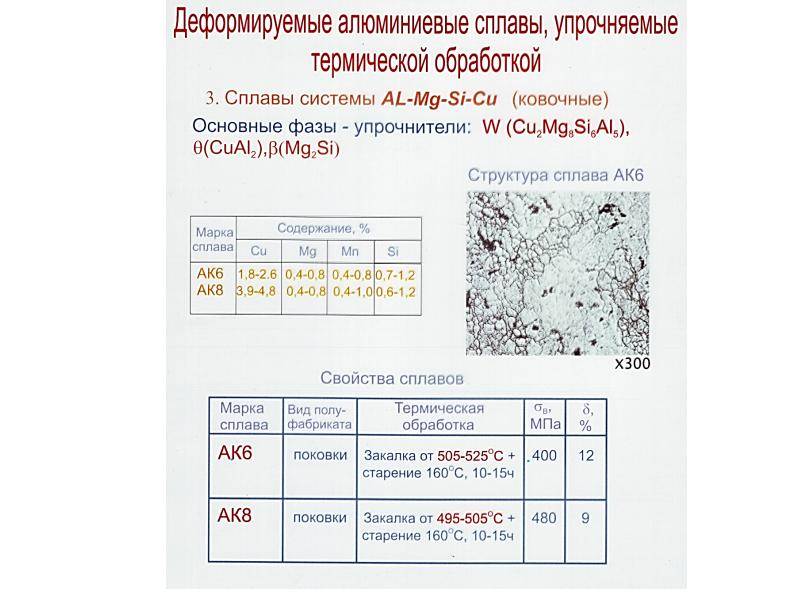
Алюминиевые сплавы для ковки и горячей штамповки обозначаются буквами АК (алюминиевые ковочные) и цифрой — условным номером сплава, например сплавы АК4, АК4-1, АК6, АК6-1, АК8. Дополнительная цифра -1 показывает, что сплав является близкой модификацией сплава без цифры.
Разработанные в последнее время ковочные сплавы имеют нестандартную маркировку, например сплав Д20.
Литейные алюминиевые сплавы обозначаются буквами АЛ (алюминиевые литейные) и цифрой, показывающей условный номер сплава, например сплав АЛ2, АЛ4. АЛ9 и т. д. Исключение составляют новые марки литейных сплавов ВИ-11-3, В300, В14-А.
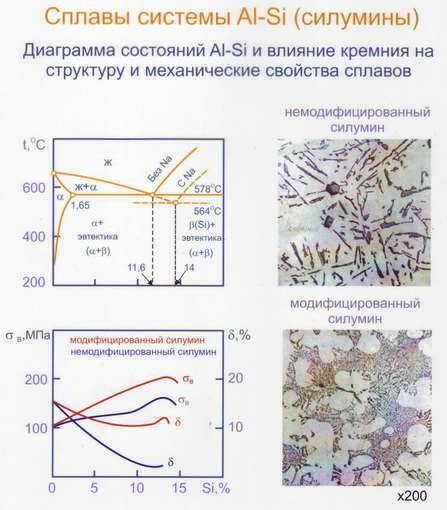
Силумины. В зависимости от состава все алюминиевые литейные сплавы делятся на силумины, представляющие собой сплавы алюминия и кремния (АЛ2. АЛ4, АЛ9), и легированные силумины — сплавы алюминия и кремния с добавкой меди (АЛЗ, АЛ5. АЛ9) или магния (АЛ 13, ВИ-11-3). Применяются также альтмаг — сплав алюминия и магния (АЛ8)—и сплавы алюминия с медью (АЛ7, АЛ 19).
Режимы термообработки. Для литейных алюминиевых и магниевых сплавов применяют следующие обозначения режимов термической обработки: T1— старение; Т2 — отжиг; Т4 — закалка; Т5 — закалка и частичное старение; Т6 —закалка и полное старение до наибольшей твердости; Т7 — закалка и стабилизирующий отпуск; Т8 — закалка и смягчающий отпуск. Например, обозначение АЛ4Т6 показывает, Что сплав АЛ4 подвергается термической обработке по режиму Т6, состоящему из закалки и полного старения.
Дюралюмины
Дюралюминий относится к группе упрочняемых сплавов. В его основе находится алюминий и медь, а также добавки в виде железа и кремния. Процентное содержание главного легирующего элемента составляет от двух до семи процентов. Причем полпроцента меди можно растворить в алюминии при температуре окружающей среды, а 5,7% — при эвтектической (548°С).
Термообработка дюралюминов осуществляется в несколько этапов. Прежде всего, его необходимо нагреть до значения, превышающего линию предельной растворимости (как правило, эта температура составляет около 500°С). Это позволит добиться структуры однородного раствора меди в алюминии. Полученное состояние сплава фиксируется при помощи его мгновенного охлаждения в воде комнатной температуры. Данный процесс называется закалкой. В итоге образуется пересыщенный раствор, отличающийся высокими значениями мягкости и пластичности.
Особенностью закаленной дюрали является нестабильная структура, в которой даже при комнатных условиях происходят определенные преобразования. Подобные изменения ведут к группированию атомов избыточной меди в растворе. Более того, последовательность расположения этих атомов очень схожа с порядком расположения кристаллов в соединении CuAl. В кристаллической решетке твердого раствора атомы располагаются неравномерно, поэтому в ней образуются искажения, которые способствуют увеличению показателей твердости, улучшению прочностных свойств и ухудшением пластичности. При этом об образовании химического соединения пока речи не идет, как и об отделении от твердого раствора. Все изменения, которым подвергается закаленный сплав в условиях окружающей среды, называются естественным старением.
Наиболее активно данный процесс осуществляется на протяжении первых часов, а его завершение наступает спустя шесть суток, хотя в некоторых случаях достаточно и четырех. При увеличении температуры сплава до отметки 150°С происходит искусственное старение. В этом случае сокращается время легирования, но упрочнение получается не таким эффективным, как в случае естественного старения. Этому есть объяснение: при повышенных температурных режимах процесс диффузии выполняется быстрее и проще. На этом фаза образования соединения CuAl завершается, что сопровождается его выделением из твердого раствора. Упрочняющий эффект получается не таким значимым, как в случае искажения структуры твердого сплава методом естественного старения.
Если сравнить итоги старения дюралюминия, осуществляемые при разных условиях, то становится предельно ясно, что увеличить прочностные характеристики металла больше всего удается при естественном варианте старения в течение четырех-шести дней.
Применение нелегированого алюминия
Марки рафинированного алюминия
Рафинированным алюминием называют алюминий с чистотой от 99,99 % до 99,9999 %. За рубежом чистоту такого алюминия часто обозначают “4N to 6N” – по количеству девяток (Nine). Его получают специальными методами из первичного алюминия. Марки рафинированного алюминия находят применение в следующих областях:

- Фольга для электролитических конденсаторов (марка 1199)
- Производство полупроводников
- Плит для производства плоских дисплеев
- Распайка выводов в электронной промышленности
- Производство тонких пленок
- Производство высокочистого оксида алюминия и высокочистых порошков
- Электронные накопители (диски памяти)
- Для изделий с зеркальной поверхностью и ювелирных изделий
- Производство сверхчистых алюминиевых сплавов для аэрокосмической промышленности
Марки алюминия технической чистоты
- Электрические проводники: проволока, витые прводники, шины, полосы трансформаторов (марки 1350)
- Литографические плиты (марка 1100)
- Упаковка: фольга из алюминия марки (марки 1100, 1145, 1050, 1235)
- Прессованные трубы для пищевой, химической и пивоваренной промышленности (марки 1050, 1060)
- Теплообменники (марки 1050, 1070, 1145)
- Системы пассивной сейсмической защиты. Низкий предел текучести и высокая пластичность применяются для эффективного рассеивания сейсмической энергии при землетрясениях (марка 1050А)
- Алюминиевые бутылки (марки 1050А и 1070А)
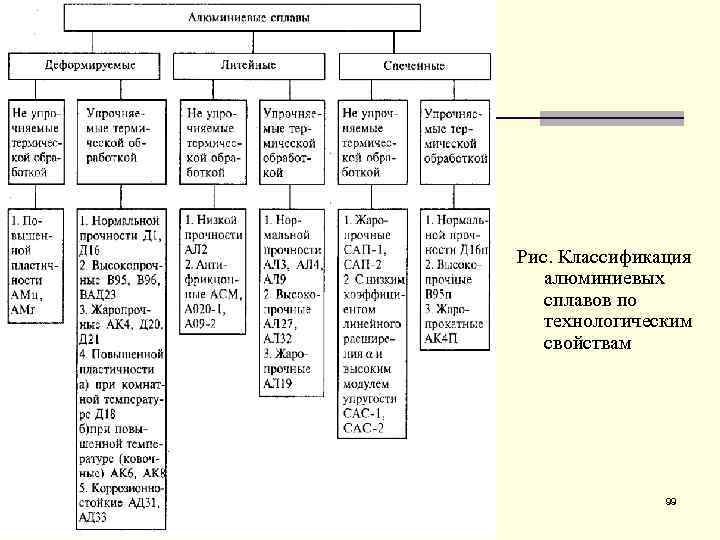
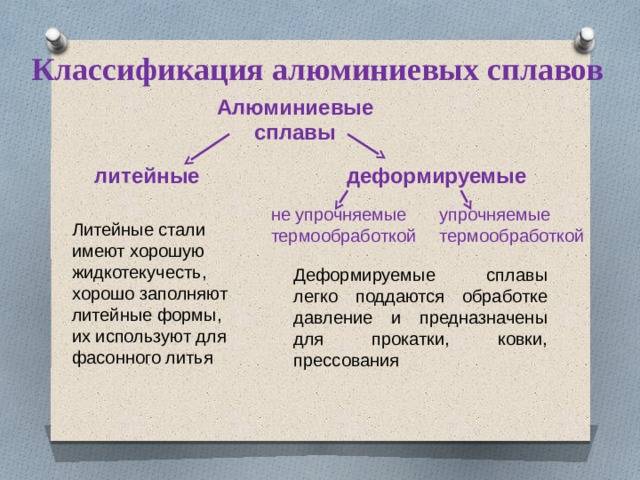
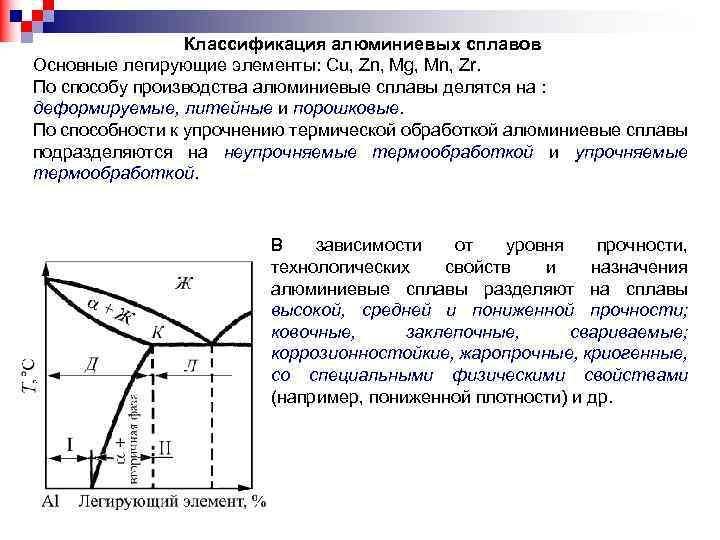
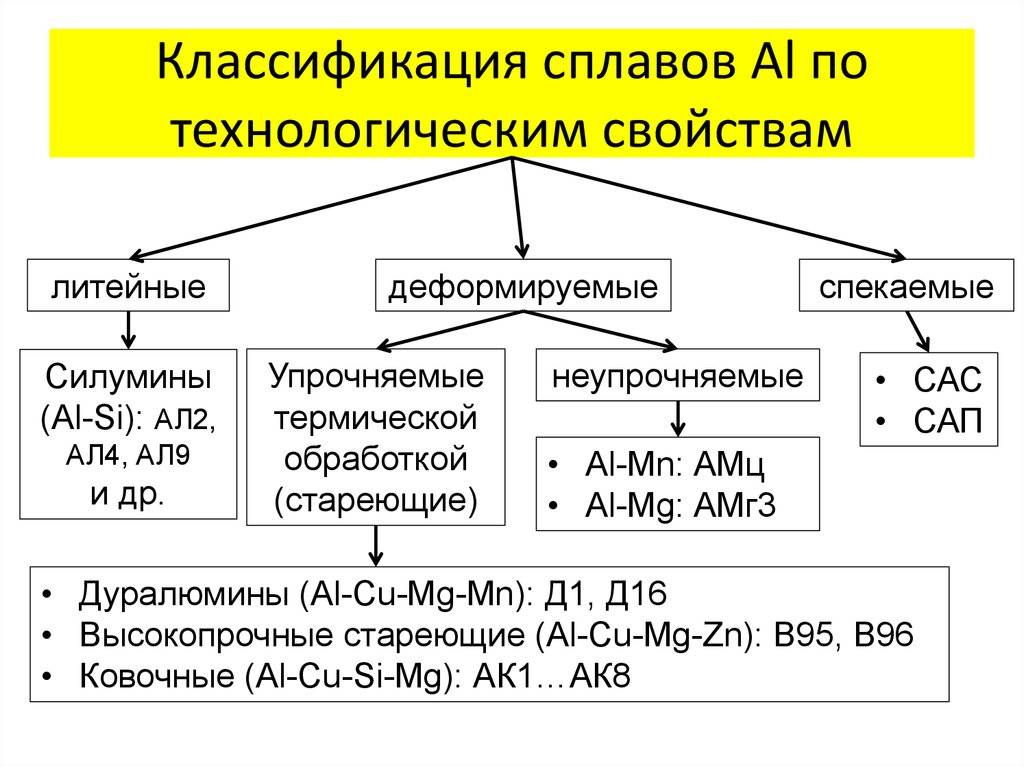
Классификация алюминиевых сплавов
Для классификации алюминиевых сплавов используется большое количество различных признаков. В зависимости от типа вспомогательных элементов выделяют следующие виды:
- с добавлением присадок, в качестве которых выступают различные материалы, например, магний, цинк, хром, кремний и другие.
- с добавлением интерметаллидов – в составе таких соединений присутствует несколько металлов, например, медь и магний, литий и магний.
В составе алюминиевых сплавов может присутствовать множество элементов, придающих материалу те или иные эксплуатационные характеристики.
По способу металлообработки выделяют следующие типы соединений алюминия:
- Деформируемые алюминиевые сплавы – твердые соединения, которые благодаря высокой пластичности могут обрабатываться прессованием или ковкой. Эксплуатационные характеристики материала повышаются путем проведения дополнительной обработки.
- Литейные – поступая на производство в жидком состоянии, они обрабатываются после того как затвердеют. Из литейных алюминиевых сплавов изготавливают корпусные детали различной конфигурации.

Отдельная группа представлена техническим алюминием, содержащим меньше 1 % посторонних примесей. Такой состав приводит к образованию на поверхности металла оксидной пленки, защищающей его от негативного воздействия окружающей среды. В то же время прочностные характеристики технического алюминия довольно низкие.
В зависимости от прочности соединения бывают:
- сверхпрочными (от 480 МПа);
- среднепрочными (от 300–480 МПа);
- малопрочными (до 300 МПа);
Отдельная группа представлена дуралюминами, обладающими особыми эксплуатационными свойствами.